EP2543452A1 - Biegevorrichtung für stabförmige Werkstücke - Google Patents
Biegevorrichtung für stabförmige Werkstücke Download PDFInfo
- Publication number
- EP2543452A1 EP2543452A1 EP20120004508 EP12004508A EP2543452A1 EP 2543452 A1 EP2543452 A1 EP 2543452A1 EP 20120004508 EP20120004508 EP 20120004508 EP 12004508 A EP12004508 A EP 12004508A EP 2543452 A1 EP2543452 A1 EP 2543452A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bending
- bending head
- cutting
- workpiece
- cutting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005452 bending Methods 0.000 title claims abstract description 187
- 238000005520 cutting process Methods 0.000 claims abstract description 94
- 238000000034 method Methods 0.000 claims description 11
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000003213 activating effect Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F1/00—Bending wire other than coiling; Straightening wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F1/00—Bending wire other than coiling; Straightening wire
- B21F1/006—Bending wire other than coiling; Straightening wire in 3D with means to rotate the tools about the wire axis
Definitions
- the invention relates to a bending device for rod-shaped workpieces, having a bending head with a bending mandrel rotatable about a rotation axis, a cutting device for cutting the respective workpiece in a cutting plane and downstream of the bending head with a feed and straightening device for feeding the workpieces to the bending head, wherein the cutting device along a roadway in the feed direction of the workpieces movable and the bending head between an operative position in which he is moved up to the workpiece, and an inactive remote from this end position is adjustable.
- a bending device for rod-shaped workpieces in which also the upstream of the bending head mounted cutting device is adjustable in the feed direction of the workpieces.
- the bending head is mounted on the front end side of the machine frame, wherein the cutting device can be moved to a maximum forward position in which it is located immediately in front of the bending head.
- the cutting plane of the cutting device can be pretty close the bending head are moved up, which still leads in various applications but still a straight tail, which fails longer than desired.
- the workpiece on the feeder moves backwards and positioned the last bend already created on the cutting unit to make a cut in this position.
- the required reversal of the conveying direction of the workpiece leads to a reduction in the machine throughput, which is undesirable.
- some bending devices also have no movable feeder, so that here a backward conveying of the workpiece is not possible.
- a backward conveying of the workpiece on the feeder when using large workpiece diameter is also quite problematic.
- the invention aims to develop a bending device of the type mentioned so that even a cutting of the workpiece can be made very close to its last bend with no or a very short straight tail, without requiring a movement of the workpiece is.
- a bending device of the type mentioned in that the bending head for taking its operative position in the carriageway of the cutting device is retractable, while it is completely outside the lane of the cutter after taking its inactive end position, and that the cutting device, if the bending head is in its inactive end position, on its roadway downstream at least partially over the range of the active position of the bending head, d. H. the roadway area, which occupies the bending head in its operative position, is moved away.
- the bending head between an operative position in which he can work on the workpiece and in which he protrudes into the carriageway of the cutting device, and a remote from this, inactive end position, he when taking the inactive end position outside the roadway of the cutter is.
- the roadway of the cutting device extends downstream at least partially into the region of the active position of the bending head or even beyond this region.
- the bending head is in its operative position, it projects into an area of the roadway of the cutting device, so that in this state, the cutting device is not along its the entire roadway can be moved, so as not to collide with the bending head in its operative position.
- the cutting device can also be moved to the downstream end of its carriageway (seen in the feed direction of the workpiece).
- the bending device according to the invention is designed so that the cutting device over the range of the operative position of the bending head, d. H. the area which the bending head assumes in its active position, at least so far downstream that it can reach a traversing end position, wherein the cutting plane is downstream of the position which occupies the axis of rotation of the bending mandrel of the bending head, if this in his Active position is extended.
- a movability of the cutting device can be achieved so far that it can be safely moved up to the beginning of the last bend of the workpiece, which has formed the bending head.
- the range of the operative position of the bending head, when this is in its inactive end position, can be completely overrun by the cutter, particularly preferably that the cutter even downstream on the Area of the active position of the bending head is moved beyond, particularly preferably even can be moved to the end of the machine frame back.
- the cutting device is arranged so that it can completely pass over the region of the active position of the bending head, the possibility is created that a workpiece can be discharged only at the front of the front side of the machine, for which the bending part in question is moved forward over the table , the cutting device to the end of their lane over the range of the active position of the bending head and possibly even to the end of the machine frame, thus up to the table boundary, proceed and there only the cut is activated (in which case, of course Table recess must be adapted accordingly).
- a further advantageous possibility is given even if the workpiece before cutting further forward on the support table of the machine out on another support table or other acceptance device and then only the cutting device z. B. is activated in a middle position or at the end of the table, whereby a particularly simple removal of the workpieces on the front side of the bending device can also be done.
- the movement of the bending head from its active operative position to its inactive end position can be done in any suitable manner. However, it is very particularly preferred if the bending head can be moved out of its active position into its inactive end position or vice versa by a method in the direction of the axis of rotation of the bending mandrel. Then, after execution of the last bending operation, the bending mandrel can simply be moved out perpendicularly from the previous bending plane and moved to its other end position without requiring further corrective movements of the bending mandrel to allow exit of the bending plane without changing the position of the workpiece.
- a very particularly preferred embodiment of the bending device according to the invention also consists in that the cutting device comprises a perpendicular to the feed direction of the workpiece aligned support arm having a movable cutting blade and a fixed in the feed direction of the workpiece immediately before this cutting blade fixed to the support arm fixed counter knife, wherein between the two juxtaposed knives the cutting plane is set, furthermore, the support arm projects into the feed axis of the respectively conveyed workpiece and the workpiece coming from the feed device can be severed as it passes by the cutting knife and the counter knife in the cutting plane defined between the two.
- a particularly preferred embodiment of the bending device according to the invention further consists in that the bending head is seated in a Biegekopfgeotrouse, from which he can be moved to take his active operative position and in which he is retractable to take his inactive position. If it has assumed its inactive end position within the bending head housing in this embodiment, outside the same where the bending head is extended in its active active position, the cutting device are moved on the top of the bending head housing, while the bending head in the bending head housing protected from the processes in the process the cutting device is received.
- the support arm of the cutting device is preferably mounted on its rear end facing away from the supplied workpiece workpiece on a rear wall of the machine position or the Biegekopfgephaseuses parallel to the workpiece on linear guides movable. So that it can be guided precisely parallel to the workpiece when moving through the bearing at the back of the machine position or the bending housing, while the support arm is guided in each case above the machine frame or the bending head housing at a distance from them during the process and thereby driving over the range of Effective position of the bending head without difficulty is feasible.
- the bending head housing can be designed so that it is also mounted movable parallel to the feed direction of the workpiece at the machine position.
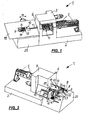
- a bending device 1 is shown in a schematic perspective view, wherein in the view of Fig. 1 . 3 and 4 the viewing direction obliquely from the front top to the rear and in the view of Fig. 2 the viewing direction is selected obliquely from the top back to the front.
- the bending machine 1 comprises a machine position 2 and a housing 3 attached thereto, in which a feed device 4 in the form of a roller feeder with three successively connected pairs of rollers is rotatably mounted.
- a bending head 7 which carries a bending mandrel 8 at the top, which is mounted around a rotation axis 9 (FIG. 3 and 4 ) is rotatable, and a cutting device 10 is arranged, which along a roadway in the direction a (workpiece feeding direction) is movable.
- a bending head housing 20 At the top of a bending head housing 20, an obliquely oriented support table 18 is mounted, which supports the workpiece 11 during production. Corresponding to the inclined position of the support table 18, the bending head 7 and the cutting device 10 are likewise aligned obliquely to the horizontal so that the finished workpieces 11 can fall down after the cut.
- the support table 18 (not shown in detail in the figures) can be moved in height, and also the entire bending head housing 20 can be moved parallel to the longitudinal direction of the workpiece 11 (also not shown in the figures).
- the bending head 7 is mounted in the bending head housing 20, which has at its top an opening 21 through which the bending head 7 in the bending head housing 20 retractable or is mounted extendable from this.
- the extension or retraction movement takes place in a direction b (see. Fig. 3 ), namely in the direction of the axis of rotation 9, perpendicular to the wire 11th
- the cutting device 10 On the bending head housing 20 also sits the cutting device 10, which, as Fig. 2 shows, comprises a support arm 12 having a movable cutting blade 14 and, directly next to this, a fixed counter blade 13.
- the two knives 13, 14 define between them a cutting plane 22, as can be seen from the illustrations of Fig. 5 to 7 can best be taken.
- FIGS. 5 to 7 show in principle and in the direction parallel to the support table 18 is a detailed view of the upper portion of the bending head housing 20 at different positions of the bending head 7:
- Fig. 5 shows the state before reaching the active position of the bending head 7, that is before the threading of the workpiece 11 in the bending tool.
- Fig. 6 shows the situation in which the bending head 7 is in its operative position and has a bend attached to the workpiece 11 (as shown in FIG Fig. 3 is shown).
- Fig. 7 finally shows how the bending head 7 is retracted into the bending head housing 20 in its inactive end position and the cutting device 10 is already moved a piece over the range of the active position of the bending head 7.
- the bending device 1 is a wire bending machine, the drawing of which pulls the workpiece 11, namely a wire, continuously from a coil (not shown) through the straightening units 5.
- the rotatable embodiment of the feed device 4 and the straightening devices 5 allows the wire 11 to be bent in different planes.
- the support arm 12 of the cutting device 10 is connected at its lying on the back of the bending head housing 20 end portion of a support 23 which is in turn mounted on two parallel linear guides 15 slidably.
- the cutting device 10 If the cutting device 10 is moved along the linear guides 15, it moves on the top of the bending head housing 20, with a small distance to this, along a roadway which is parallel to the feed direction of the wire 11.
- active position an outer end position movable
- This extended active position is in the Fig. 3 and 6 , but there each already at a time after performing a bending process, shown.
- the bending head 7 can move out of its extended operative position (FIG. Fig. 6 ) are moved into an intermediate position somewhat perpendicular to the wire 11 (direction b), as they are in Fig. 5 is shown: In this intermediate position, the top of the bending head 7 with the mandrel 8, however, still outside the bending head housing 20 and is only so far away from the wire 11, that just no engagement between the bending tool and the wire 11 is given more. The wire 11 can then be advanced unhindered and, as soon as a new bending operation is required, the bending head 7 is again brought into its operative position (in the direction b) (in direction b) Fig. 6 ).
- the linear guides 15 extend correspondingly at the back of the bending head housing 20 as far forward as a method of the cutting device 10 downstream is desired. In the presentation, as in Fig. 2 is made, the length of the linear guides 15 is selected so that the cutting device 10 can be moved over the entire width of the opening 21 and thus over the entire region of the operative engagement of the bending head 7 away along its roadway when the bending head 7 in his retracted inactive end position is located.
- the linear guides 15 could also be designed so long (not shown in the figures) that they extend beyond the region of the opening 21 and thus the region of the operative engagement of the bending head 7 even to the end of the end face of the overall machine, to, if desired, to move the completed from the wire 11 bending part before the cut still forward to the end of the support table 18 and to activate the drive 25 of the cutter 10 only at the boundary of the support table 18, after which the finished part is the same can be removed on the front side of the bending device 1.
- FIG Fig. 7 When the bending head 7 is retracted into the bending head housing 20 in its inactive end position in the direction b and then the cutting device 10 is retracted above the wholly open opening 21 in the direction a, the result is a state as shown in FIG Fig. 7 is shown.
- the cutting plane 22 is only a little upstream offset to the point in which, in the extended in its operative position bending head 7, the axis of rotation 9 of the mandrel 8 would lie.
- the Fig. 4 now shows the state when with the bend after Fig. 3 provided wire 11 is to be cut very close to the beginning of the applied bend.
- FIG. 4 shows, the bending head 7 has been lowered through the opening 21 in its retracted, inactive end position within the bending head housing 20 perpendicular to the wire 11 (in direction b), after which the cutter 10 in the direction a with the two knives 13, 14 in the area the bending head 7 in its operative position ( Fig. 3 ), is retracted, to such an extent that the bent leg of the wire 11 has come to rest against the front end face of the movable blade 14. In this position, the cutting plane 22 is very close to the point at which the applied bending of the wire 11 begins. Now, when the cutting operation is triggered, this front, bent portion of the wire 11 falls on the inclined surface of the bending head housing 20, from which it can fall down.
- the cutting plane is exactly at the point at which the last bend of the previously bent wire 11 begins, that is possible without a short straight piece of wire previously, then before turning on the cutter 10 by turning the feeder, the bent leg of the wire 11 pivoted upward so that it no longer rests against the front side of the front, movable blade 14.
- the support arm 12 can then still be moved downstream until the cutting plane 22 defined between the two knives 13, 14 has approached the beginning of the last bend of the wire 11, after which the cutting device 10 is activated.
- the bending device 1 is connected to a (not shown in the figures) machine control, which is designed so that it retracts the cutting device 10 in the area of the Bending head 7 is occupied in its extended operative position, only allowed when the bending head 7 is retracted into its inactive end position in the bending head housing 20, in which he, like the figures, in particular the Fig. 5 to 7 show completely below the boom or support arm 12 of the cutting device 10 is located, so that in this way a collision safely entering the operative position of the bending head 7 cutting device 10 (or its support arm 12 with the knives 13, 14) with that from his Impact position moved bending head 7 is avoided.
- a (not shown in the figures) machine control which is designed so that it retracts the cutting device 10 in the area of the Bending head 7 is occupied in its extended operative position, only allowed when the bending head 7 is retracted into its inactive end position in the bending head housing 20, in which he, like the figures, in particular the Fig. 5 to 7 show completely below the boom or support
- an arrangement is basically realized, in which the bending head in an active operative position in which it protrudes into the roadway of the cutting device, and from this in an inactive end position in which it is located completely outside the road, and vice versa , is movable and by this retreating from the road, the usable travel length of the roadway is increased so that then a whole or even partial driving over the roadway area, in which the bending head projects into its operative position, is made possible.
Abstract
Description
- Die Erfindung bezieht sich auf eine Biegevorrichtung für stabförmige Werkstücke, mit einem Biegekopf mit einem um eine Drehachse verdrehbaren Biegedorn, einer Schneideinrichtung zum Schneiden des jeweiligen Werkstücks in einer Schneidebene und stromabwärts des Biegekopfes mit einer Vorschub- und Richteinrichtung zum Zuführen der Werkstücke an den Biegekopf, wobei die Schneideinrichtung längs einer Fahrbahn in Zuführrichtung der Werkstücke verfahrbar und der Biegekopf zwischen einer Wirkstellung, in welcher er an das Werkstück herangefahren ist, und einer von dieser entfernten inaktiven Endstellung verstellbar ist.
- Bei Biegevorrichtungen wird häufig gewünscht, daß zwischen der Schnittebene und der letzten Biegung, die der Biegekopf erzeugt, nur ein kurzes gerades Endstück vorliegen soll.
- Es ist eine Biegevorrichtung bekannt (
EP 0 379 030 B1 entsprechend derDE 690 03 116 T2 ), bei der stromaufwärts des Biegekopfes eine Schneideinrichtung vorgesehen ist, die in Zuführrichtung des Werkstücks bewegbar ist. Damit ist es möglich, den Abstand des nach dem Schnitt erzeugten Werkstückendes vom Biegekopf zu variieren, wobei bei dieser bekannten Biegemaschine jedoch die Schneideinrichtung auch in ihrer maximal auf den Biegekopf hin gefahrenen Stellung noch immer einen deutlichen Abstand zum Biegekopf hat, so daß zwischen Schnittstelle und Biegekopf in jedem Fall ein relativ langes gerades Endstück des Werkstücks auftritt. - In der
DE 10 2009 024 075 A1 wird eine Biegevorrichtung für stabförmige Werkstücke beschrieben, bei welcher ebenfalls die stromaufwärts des Biegekopfes angebrachte Schneideinrichtung in Zuführrichtung der Werkstücke verstellbar ist. Dabei ist der Biegekopf an der vorderen Stirnseite des Maschinengestells angebracht, wobei die Schneideinrichtung bis in eine maximale vordere Position verfahren werden kann, in welcher sie sich unmittelbar vor dem Biegekopf befindet. Damit kann zwar die Schnittebene der Schneideinrichtung ziemlich nahe an den Biegekopf herangefahren werden, was in verschiedenen Einsatzfällen aber noch immer zu einem geraden Endstück führt, das länger als gewünscht ausfällt. - Um auch solche relativ kurzen geraden Endstücke zwischen der letzten Biegung des Werkstücks und dessen Ende noch weiter zu verkürzen, hat man bei bekannten Biegevorrichtungen bislang das Werkstück über den Einzug (oder einen verfahrbaren Einzug) rückwärts bewegt und die letzte bereits erzeugte Biegung an der Schnitteinheit positioniert, um in dieser Lage einen Schnitt durchzuführen. Die dabei erforderliche Umkehr der Förderrichtung des Werkstücks führt jedoch zu einer Erniedrigung des Maschinendurchsatzes, was unerwünscht ist. Hinzu kommt, daß manche Biegevorrichtungen auch keinen verfahrbaren Einzug aufweisen, so daß hier ein Rückwärtsfördern des Werkstücks gar nicht möglich ist. Zudem ist ein Rückwärtsfördern des Werkstücks über den Einzug bei Verwendung großer Werkstückdurchmesser auch recht problematisch.
- Ausgehend hiervon stellt die Erfindung darauf ab, eine Biegevorrichtung der eingangs genannten Art so weiterzuentwickeln, daß auch ein Abschneiden des Werkstücks ganz nahe bei seiner letzten Biegung mit keinem oder einem nur extrem kurzen geraden Endstück hergestellt werden kann, ohne daß dabei eine Bewegung des Werkstücks erforderlich ist.
- Erfindungsgemäß wird dies bei einer Biegevorrichtung der eingangs genannten Art dadurch erreicht, daß der Biegekopf zur Einnahme seiner Wirkstellung in die Fahrbahn der Schneideinrichtung einfahrbar ist, während er nach Einnahme seiner inaktiven Endstellung vollständig außerhalb der Fahrbahn der Schneideinrichtung liegt, und daß die Schneideinrichtung, wenn sich der Biegekopf in seiner inaktiven Endstellung befindet, auf ihrer Fahrbahn stromabwärts zumindest teilweise über den Bereich der Wirkstellung des Biegekopfes, d. h. den Fahrbahnbereich, den der Biegekopf in seiner Wirkstellung belegt, hinweg verfahrbar ist.
- Bei der erfindungsgemäßen Biegevorrichtung wird also eine Anordnung eingesetzt, bei welcher der Biegekopf zwischen einer Wirkstellung, in welcher er das Werkstück bearbeiten kann und in der er in die Fahrbahn der Schneideinrichtung hineinragt, und einer von dieser entfernten, inaktiven Endstellung verstellt werden kann, wobei er bei Einnahme der inaktiven Endstellung außerhalb der Fahrbahn der Schneideinrichtung liegt. Dabei erstreckt sich die Fahrbahn der Schneideinrichtung stromabwärts zumindest teilweise bis in den Bereich der Wirkstellung des Biegekopfes hinein oder gar über diesen Bereich hinweg.
- Befindet sich der Biegekopf in seiner Wirkstellung, ragt er in einen Bereich der Fahrbahn der Schneideinrichtung hinein, so daß in diesem Zustand die Schneideinrichtung nicht längs ihrer ganzen Fahrbahn verfahren werden kann, um nicht mit dem Biegekopf in seiner Wirkstellung zu kollidieren. Ist der Biegekopf jedoch aus seiner Wirkstellung in seine inaktive Endstellung verfahren worden, in der er sich gänzlich außerhalb der Fahrbahn der Schneideinrichtung befindet, kann die Schneideinrichtung dann auch bis zu dem stromabwärtigen Ende ihrer Fahrbahn (gesehen in Zuführrichtung des Werkstücks) verfahren werden. Dies ermöglicht es, nach dem Einfahren des Biegekopfes in seine inaktive Endstellung die Schneideinrichtung (zumindest) teilweise über den Bereich der Wirkstellung des Biegekopfes hinweg soweit zu verfahren, daß sie bis ganz an den Anfang der letzten Biegung, die der Biegekopf an dem Werkstück ausgebildet hatte, herangefahren ist und dort erst zum Schneiden aktiviert werden kann.
- Besonders bevorzugt wird die erfindungsgemäße Biegevorrichtung so ausgelegt, daß die Schneideinrichtung über den Bereich der Wirkstellung des Biegekopfes, d. h. den Bereich, den der Biegekopf in seiner Wirkstellung einnimmt, zumindest so weit stromabwärts verfahrbar ist, daß sie dabei eine Verfahr-Endstellung erreichen kann, bei der die Schneidebene stromabwärts der Lage liegt, welche die Drehachse des Biegedorns des Biegekopfes einnimmt, wenn dieser in seine Wirkstellung ausgefahren ist. Bei dieser Ausgestaltung läßt sich eine Verfahrbarkeit der Schneideinrichtung soweit erreichen, daß diese ganz sicher bis an den Beginn der letzten Biegung des Werkstücks, die der Biegekopf ausgebildet hat, herangefahren werden kann.
- In einer weiteren vorteilhaften Ausgestaltung der Erfindung kann aber auch vorgesehen werden, daß der Bereich der Wirkstellung des Biegekopfes dann, wenn sich dieser in seiner inaktiven Endstellung befindet, vollständig von der Schneideinrichtung überfahren werden kann, besonders bevorzugt, daß die Schneideinrichtung sogar noch stromabwärts über den Bereich der Wirkstellung des Biegekopfes hinaus verfahrbar ist, besonders bevorzugt sogar noch bis an das Ende des Maschinengestells hin verfahren werden kann. Mit diesen Ausgestaltungen lassen sich ganz spezielle Vorteile einer erfindungsgemäßen Biegevorrichtung erreichen:
- Wenn die Schneideinrichtung so angeordnet ist, daß sie den Bereich der Wirkstellung des Biegekopfes vollständig überfahren kann, wird die Möglichkeit geschaffen, daß ein Werkstück erst vorne an der Stirnseite der Maschine abgelassen werden kann, wozu das betreffende Biegeteil nach vorn über den Tisch hinaus bewegt wird, die Schneideinrichtung bis an das Ende ihrer Fahrbahn über den Bereich der Wirkstellung des Biegekopfes hinweg und ggf. gar bis an das Ende des Maschinengestells, somit bis an die Tischgrenze hin, verfahren und dort erst der Schnitt aktiviert wird (wobei in diesem Fall natürlich die Tischaussparung entsprechend angepaßt sein muß).
- Damit lassen sich bei der erfindungsgemäßen Biegevorrichtung ganz unterschiedliche Ablegepositionen für die bearbeiteten Werkstücke erreichen.
- Eine weitere vorteilhafte Möglichkeit ist noch dann gegeben, wenn das Werkstück vor dem Schnitt noch weiter nach vorn über den Auflagetisch der Maschine hinaus auf einen weiteren Tragetisch oder eine sonstige Abnahmeeinrichtung befördert und dann erst die Schneideinrichtung z. B. in einer Mittelstellung oder am Tischende aktiviert wird, wodurch ein besonders einfacher Abtransport der Werkstücke über die Stirnseite der Biegevorrichtung hinaus erfolgen kann.
- Dadurch, daß bei der erfindungsgemäßen Biegevorrichtung durch Herausfahren des Biegekopfes aus der Fahrbahn der Schneideinrichtung die Möglichkeit geschaffen wird, allein durch Verfahren der Schneideinrichtung bis in den Bereich der Wirkstellung des Biegekopfes hinein (oder über diesen sogar hinaus) den Schnitt dorthin zu legen, wo er gewünscht wird, ohne daß dabei eine Kollision mit dem Biegekopf stattfinden kann, ist die Herstellung von Werkstücken, bei denen der Schnitt unmittelbar an der letzten Biegung oder nur ganz kurz vor dieser stattfinden soll, unschwer möglich, ohne daß dazu das Werkstück in irgendeiner Form bewegt werden müßte. Nachdem eine Bewegungsumkehr des Werkstückes völlig entfällt, läßt sich bei der erfindungsgemäßen Biegevorrichtung nicht nur ein etwas erhöhter Werkstückdurchsatz erzielen, sondern sie kann zudem auch bei Werkstücken mit relativ großen Durchmessern eingesetzt werden, bei denen bislang eine Bewegungsumkehr des Einzuges gar nicht eingesetzt werden konnte.
- Das Verbringen des Biegekopfes aus seiner aktiven Wirkstellung in seine inaktive Endstellung (und umgekehrt) kann in jeder hierzu geeigneten Art und Weise erfolgen. Ganz besonders bevorzugt ist es jedoch, wenn der Biegekopf durch ein Verfahren in Richtung der Drehachse des Biegedornes aus seiner Wirkstellung in seine inaktive Endstellung bzw. umgekehrt verfahrbar ist. Dann kann nach Ausführung des letzten Biegevorgangs der Biegedorn ganz einfach senkrecht aus der bisherigen Biegeebene herausgefahren und in seine andere Endstellung verbracht werden, ohne daß weitere Korrekturbewegungen des Biegedornes erforderlich würden, um das Verlassen der Biegeebene ohne Veränderung der Stellung des Werkstückes zuzulassen.
- Eine ganz besonders bevorzugte Ausgestaltung der erfindungsgemäßen Biegevorrichtung besteht auch darin, daß die Schneideinrichtung einen senkrecht zur Zuführrichtung des Werkstücks ausgerichteten Tragarm umfaßt, der ein bewegliches Schnittmesser und ein in Zuführrichtung des Werkstücks unmittelbar vor diesem Schnittmesser am Tragarm fixiertes festes Gegenmesser aufweist, wobei zwischen den beiden nebeneinander liegenden Messern die Schneidebene festgelegt wird, ferner der Tragarm in die Zuführachse des jeweils angeförderten Werkstücks hineinragt und das aus der Vorschubeinrichtung kommende Werkstück beim Vorbeilaufen an dem Schnittmesser und dem Gegenmesser in der zwischen beiden festgelegten Schneidebene durchtrennbar ist. Hierdurch wird eine relativ einfach aufgebaute Ausgestaltung der erfindungsgemäßen Biegevorrichtung erreicht, die kostengünstig ausführbar ist und eine problemlose Ausführung des erfindungsgemäßen Verfahrens gestattet.
- Eine besonders bevorzugte Ausgestaltung der erfindungsgemäßen Biegevorrichtung besteht ferner darin, daß der Biegekopf in einem Biegekopfgehäuse sitzt, aus dem er zur Einnahme seiner aktiven Wirkposition herausfahrbar und in das er zur Einnahme seiner inaktiven Endposition einfahrbar ist. Hat er bei dieser Ausgestaltung seine inaktive Endposition innerhalb des Biegekopfgehäuses eingenommen, kann außerhalb desselben dort, wo der Biegekopf bei seiner aktiven Wirkposition ausgefahren ist, die Schneideinrichtung auf der Oberseite des Biegekopfgehäuses verfahren werden, während dessen der Biegekopf im Biegekopfgehäuse geschützt von den Vorgängen beim Verfahren der Schneideinrichtung aufgenommen ist.
- Bei einer solchen Ausgestaltung wird bevorzugt der Tragarm der Schneideinrichtung an seinem dem zugeführten Werkstück abgewandten Endbereich an einer Rückwand des Maschinengestellt oder des Biegekopfgehäuses parallel zum Werkstück auf Linearführungen verfahrbar gelagert. Damit kann er beim Verschieben durch die Lagerung an der Rückseite des Maschinengestellt oder des Biegegehäuses präzise parallel zum Werkstück geführt werden, während der Tragarm jeweils oberhalb des Maschinengestells bzw. des Biegekopfgehäuses in einem Abstand von diesen beim Verfahren geführt wird und dabei das Überfahren des Bereiches der Wirkstellung des Biegekopfes ohne Schwierigkeiten durchführbar ist.
- Bevorzugt kann dabei das Biegekopfgehäuse so ausgebildet sein, daß es auch noch parallel zur Zuführrichtung des Werkstücks am Maschinengestellt verfahrbar angebracht ist.
- Die Erfindung wird nachfolgend anhand der Zeichnungen im Prinzip beispielshalber noch näher erläutert. Es zeigen:
- Fig. 1
- eine perspektivische Prinzipansicht einer erfindungsgemäßen Biegevorrichtung (mit Auflagetisch) schräg von vorne oben;
- Fig. 2
- eine perspektivische Ansicht der Biegevorrichtung aus
Fig. 1 , jedoch schräg von hinten und ohne Auflagetisch; - Fig. 3
- eine perspektivische Ansicht der Maschine aus den
Fig. 1 und 2 , wieder schräg von vorne oben, mit entferntem Auflagetisch, nach einem Biegevorgang; - Fig. 4
- die perspektivische Ansicht aus
Fig. 3 , jedoch in der Schnittstellung; - Fig. 5
- eine prinzipielle Detailansicht des oberen Abschnitts der Biegevorrichtung aus den
Fig. 1 bis 4 , mit Blickrichtung parallel zum Auflagetisch, vor dem Einfädeln des Werkstücks in den Biegekopf; - Fig. 6
- die Ansicht aus
Fig. 5 , jedoch nach einem Biegevorgang, sowie - Fig. 7
- die Ansicht aus
Fig. 5 , jedoch in Schnittstellung der Schneideinrichtung. - In den
Fig. 1 bis 4 ist eine Biegevorrichtung 1 in einer schematischen Perspektivdarstellung gezeigt, wobei bei der Ansicht derFig. 1 ,3 und 4 die Blickrichtung schräg von vorne oben nach hinten und bei der Ansicht derFig. 2 die Blickrichtung schräg von hinten oben nach vorne gewählt ist. - Die Biegemaschine 1 umfaßt dabei ein Maschinengestellt 2 und ein an diesem angebrachtes Gehäuse 3, in dem eine Vorschubeinrichtung 4 in Form eines Walzeneinzugs mit drei hintereinander geschalteten Walzenpaaren drehbar angebracht ist.
- An der Rückseite des Gehäuses 3 sitzen zwei um 90° zueinander versetzte Richtapparate 5, die an die drehbare Vorschubeinrichtung 4 angeschlossen und mit dieser um die Mittelachse eines Werkstücks 11 in Form eines Drahtes verdrehbar sind.
- Vor der Stirnseite 6 des Gehäuses 3 sind ein Biegekopf 7, der oben einen Biegedorn 8 trägt, der um eine Drehachse 9 (
Fig. 3 und 4 ) verdrehbar ist, sowie eine Schneideinrichtung 10 angeordnet, die längs einer Fahrbahn in Richtung a (Werkstück-Zuführrichtung) verfahrbar ist. - Bei der Darstellung der
Fig. 1 ist oben an einem Biegekopfgehäuse 20 ein schräg ausgerichteter Auflagetisch 18 angebracht, der das Werkstück 11 während der Produktion abstützt. Entsprechend der Schräglage des Auflagetisches 18 sind auch der Biegekopf 7 und die Schneideinrichtung 10 gleichermaßen schräg zur Horizontalen ausgerichtet, damit nach dem Schnitt die fertigen Werkstücke 11 herabfallen können. Dabei ist der Auflagetisch 18 (in den Figuren nicht im einzelnen dargestellt) in seiner Höhe verfahrbar, und auch das ganze Biegekopfgehäuse 20 kann parallel zur Längsrichtung des Werkstücks 11 verfahren werden (in den Figuren ebenfalls nicht dargestellt). - Zur Verdeutlichung des Aufbaus der dargestellten Biegevorrichtung 1 ist in den
Fig. 2 bis 4 der Auflagetische 18 nicht mehr dargestellt. - Der Biegekopf 7 ist in dem Biegekopfgehäuse 20 angebracht, das an seiner Oberseite eine Öffnung 21 aufweist, durch die der Biegekopf 7 in das Biegekopfgehäuse 20 einfahrbar bzw. aus diesem ausfahrbar angebracht ist. Die Ausfahr- bzw. Einfahrbewegung erfolgt dabei in einer Richtung b (vgl.
Fig. 3 ), nämlich in Richtung der Drehachse 9, senkrecht zum Draht 11. - Auf dem Biegekopfgehäuse 20 sitzt auch die Schneideinrichtung 10, die, wie
Fig. 2 zeigt, einen Tragarm 12 umfaßt, der ein bewegliches Schneidmesser 14 und, direkt neben diesem, ein feststehendes Gegenmesser 13 aufweist. Die beiden Messer 13, 14 legen zwischen sich eine Schneidebene 22 fest, wie dies aus den Darstellungen derFig. 5 bis 7 am besten entnommen werden kann. Der Antrieb des beweglichen Schneidmessers 14 erfolgt über einen Motor 25. - Die
Figuren 5 bis 7 zeigen ganz prinzipiell und in Blickrichtung parallel zum Auflagetisch 18 eine Detailansicht des oberen Abschnitts des Biegekopfgehäuses 20 bei unterschiedlichen Stellungen des Biegekopfes 7: -
Fig. 5 zeigt den Zustand vor dem Erreichen der Wirkstellung des Biegekopfes 7, also vor dem Einfädeln des Werkstücks 11 in das Biegewerkzeug. -
Fig. 6 zeigt die Situation, in welcher der Biegekopf 7 sich in seiner Wirkstellung befindet und am Werkstück 11 eine Biegung angebracht hat (wie sie inFig. 3 dargestellt ist). -
Fig. 7 zeigt schließlich, wie der Biegekopf 7 in das Biegekopfgehäuse 20 in seine inaktive Endstellung eingefahren ist und die Schneideinrichtung 10 bereits ein Stück über den Bereich der Wirkstellung des Biegekopfes 7 verfahren ist. - Wie die
Fig. 5 bis 7 gut zeigen, läuft das Werkstück 11 in zwei an den beiden Messern 13, 14 jeweils angebrachten, zueinander und in Zuführrichtung des Werkstücks 11 ausgerichteten Formnuten (nicht gezeigt) an den beiden Messern 13, 14 vorbei und wird bei Aktivierung der Schneideinrichtung 10 beim Bewegen des beweglichen Schneidmessers 14 relativ zum festen Gegenmesser 13 in der Schneidebene 22 abgeschert. - Bei der Biegevorrichtung 1 handelt es sich um eine Drahtbiegemaschine, deren Einzug das Werkstück 11, nämlich einen Draht, kontinuierlich von einem (nicht gezeigten) Coil durch die Richteinheiten 5 einzieht. Die drehbare Ausführung der Vorschubeinrichtung 4 und der Richtapparate 5 gestattet es, daß der Draht 11 in unterschiedlichen Ebenen gebogen werden kann.
- Wie
Fig. 2 zeigt, ist der Tragarm 12 der Schneideinrichtung 10 an seinem auf der Rückseite des Biegekopfgehäuses 20 liegenden Endbereich an einen Träger 23 angeschlossen, der seinerseits auf zwei parallelen Linearführungen 15 verschieblich gelagert ist. - Zwischen den Linearführungen 15 ist, parallel zu diesen, eine in
Fig. 2 nur ganz prinzipiell dargestellte Zahnstange 17 gezeigt, mit der ein Getriebe 24 in Eingriff steht, das seinerseits über einen an dem Träger 23 befestigten Motor 16 in beiden Drehrichtungen antreibbar ist und dadurch ein Verschieben des Trägers 23 mit dem Tragarm 12 und den Messern 13, 14 entlang der Linearführungen 15 erfolgen kann. - Wird die Schneideinrichtung 10 entlang der Linearführungen 15 verfahren, bewegt sie sich dabei auf der Oberseite des Biegekopfgehäuses 20, mit einem kleinen Abstand zu diesem, längs einer Fahrbahn, die parallel zur Zuführrichtung des Drahtes 11 verläuft.
- Zur Durchführung der Biegevorgänge ist der Biegekopf 7 mit dem Biegedorn 8 aus dem Biegekopfgehäuse 20 durch die Öffnung 21 heraus längs Richtung b in eine äußere Endstellung verfahrbar, die als "Wirkstellung" bezeichnet sein soll und in der er mit dem Biegedorn 8 zur Durchführung der gewünschten Biegevorgänge mit dem Draht 11 in Wirkeingriff treten kann. Beim Ausfahren in diese Wirkstellung wird der Draht 11 in das Biegewerkzeug eingefädelt.
- Diese ausgefahrene Wirkstellung ist in den
Fig. 3 und6 , dort allerdings jeweils bereits zu einem Zeitpunkt nach Ausführung eines Biegevorgangs, gezeigt. - Werden mehrere Biegevorgänge hintereinander durchgeführt, zwischen denen die Schneideinrichtung 10 nicht aktiviert wird, kann der Biegekopf 7 aus seiner ausgefahrenen Wirkstellung (
Fig. 6 ) in eine etwas vom Draht 11 senkrecht weg (Richtung b) liegende Zwischenstellung verfahren werden, wie sie inFig. 5 gezeigt ist: In dieser Zwischenstellung liegt die Oberseite des Biegekopfes 7 mit dem Biegedorn 8 jedoch noch immer außerhalb des Biegekopfgehäuses 20 und ist nur so weit vom Draht 11 entfernt, daß gerade kein Wirkeingriff zwischen dem Biegewerkzeug und dem Draht 11 mehr gegeben ist. Der Draht 11 kann dann unbehindert vorgeschoben werden und, sobald ein neuer Biegevorgang erforderlich ist, wird der Biegekopf 7 wieder in seine Wirkstellung (in Richtung b) gebracht (Fig. 6 ). - Wenn der Biegekopf 7 nun aber bei der Bearbeitung des betreffenden Werkstücks 11 nicht mehr benötigt wird, sondern die Schneideinrichtung 10 zur Aktivierung ansteht, wird der Biegekopf 7 in Richtung b, senkrecht vom Draht 11 weg und durch die Öffnung 21, in das Biegekopfgehäuse 20 eingefahren, bis er im eingefahrenen Zustand seine inaktive Endstellung einnimmt.
- Durch dieses Einfahren des Biegekopfes 7 in das Biegekopfgehäuse 20 wird erreicht, daß der Biegekopf 7 vollständig aus der Fahrbahn, längs derer die Schneideinrichtung 10 in Zuführrichtung des Drahtes 11 am Biegekopfgehäuse 20 verfahrbar ist, verschwunden ist, so daß nunmehr die Schneideinrichtung 10 mit ihrem bis zum Draht 11 vorragenden Tragarm 12 und dessen Messern 13, 14 bis in den Bereich der Öffnung 21 hinein, selbst in den Bereich, den der Biegekopf 7 in seiner ausgefahrenen Wirkstellung belegt, ohne Gefahr einer Kollision mit dem Biegekopf 7 verfahren werden kann.
- Die Linearführungen 15 erstrecken sich entsprechend an der Rückseite des Biegekopfgehäuses 20 so weit nach vorne, wie ein Verfahren der Schneideinrichtung 10 stromabwärts gewünscht ist. Bei der Darstellung, wie sie in
Fig. 2 vorgenommen ist, ist die Länge der Linearführungen 15 so gewählt, daß die Schneideinrichtung 10 über die gesamte Breite der Öffnung 21 und somit auch über den gesamten Bereich des Wirkeingriffs des Biegekopfes 7 hinweg längs ihrer Fahrbahn verfahren werden kann, wenn sich der Biegekopf 7 in seiner eingefahrenen inaktiven Endstellung befindet. - Gleichermaßen könnten die Linearführungen 15 aber auch so lange ausgeführt sein (in den Figuren nicht gezeigt), daß sie sich über den Bereich der Öffnung 21 und damit den Bereich des Wirkeingriffs des Biegekopfes 7 hinaus sogar noch bis an das Ende der Stirnseite der Gesamtmaschine erstrecken, um, falls gewünscht, das aus dem Draht 11 fertiggestellte Biegeteil vor dem Schnitt erst noch nach vorne bis an das Ende des Auflagetisches 18 zu bewegen und den Antrieb 25 der Schneideinrichtung 10 erst an der Grenze des Auflagetisches 18 zu aktivieren, wonach das fertiggestellte Teil gleich stirnseitig an der Biegevorrichtung 1 abgenommen werden kann.
- Wenn der Biegekopf 7 in das Biegekopfgehäuse 20 in seine inaktive Endstellung in Richtung b eingefahren und dann die Schneideinrichtung 10 oberhalb der gänzlich offenen Öffnung 21 in Richtung a eingefahren ist, ergibt sich ein Zustand, wie er in
Fig. 7 gezeigt ist. Bei dieser Darstellung befindet sich die Schneidebene 22 nur ganz wenig stromaufwärts zu der Stelle versetzt, in der, bei in seine Wirkstellung ausgefahrenem Biegekopf 7, die Drehachse 9 des Biegedorns 8 liegen würde. - Vergleicht man die Darstellung der
Fig. 3 und 4 miteinander, dann ist inFig. 3 der Draht 11 vom Biegekopf 7 um eine Biegung von 90° (in der zeichnerischen Darstellung derFig. 3 : nach unten hin) abgebogen worden und die Schneideinrichtung 10 liegt unmittelbar vor der Öffnung 21 des Biegekopfgehäuses 20, also in einem nur sehr kleinen Abstand zum Biegekopf 7, der sich in seiner ausgefahrenen Wirkstellung befindet. - Die
Fig. 4 zeigt nun den Zustand, wenn der mit der Biegung nachFig. 3 versehene Draht 11 ganz nahe dem Beginn der aufgebrachten Biegung abgeschnitten werden soll. - Hierzu ist, wie
Fig. 4 zeigt, der Biegekopf 7 durch die Öffnung 21 in seine eingefahrene, inaktive Endstellung innerhalb des Biegekopfgehäuses 20 senkrecht zum Draht 11 (in Richtung b) abgesenkt worden, wonach die Schneideinrichtung 10 in Richtung a mit den beiden Messern 13, 14 in den Bereich, den der Biegekopf 7 in seiner Wirkstellung (Fig. 3 ) belegt, eingefahren ist, und zwar so weit, daß der abgebogene Schenkel des Drahtes 11 gegen die vordere Stirnseite des beweglichen Messers 14 zur Anlage gekommen ist. In dieser Stellung befindet sich die Schnittebene 22 ganz nahe an der Stelle, an welcher die aufgebrachte Biegung des Drahtes 11 beginnt. Wenn nunmehr der Schnittvorgang ausgelöst wird, fällt dieser vordere, gebogene Abschnitt des Drahtes 11 auf die schräge Oberfläche des Biegekopfgehäuses 20, von der er nach unten abfallen kann. - Soll bei diesem Vorgang jedoch die Schnittebene genau an der Stelle liegen, an der die letzte Biegung des vorher gebogenen Drahtes 11 beginnt, also möglichst ohne ein kurzes gerades Drahtstück zuvor, dann wird vor Aktivierung der Schneideinrichtung 10 durch Drehen des Einzugs der gebogene Schenkel des Drahtes 11 nach oben verschwenkt, so daß er nicht mehr an der vorderen Seite des vorne liegenden, beweglichen Messers 14 anliegt. Dadurch kann dann der Tragarm 12 noch so weit stromabwärts verfahren werden, bis die zwischen beiden Messern 13, 14 festgelegte Schneidebene 22 an den Beginn der letzten Biegung des Drahtes 11 herangefahren ist, wonach dann die Schneideinrichtung 10 aktiviert wird.
- Um bei der in den Figuren gezeigten Biegevorrichtung 1 ein ungestörtes und kontinuierliches Arbeiten sicherzustellen, ist die Biegevorrichtung 1 an eine (in den Figuren nicht gezeigte) Maschinensteuerung angeschlossen, die so ausgelegt ist, daß sie ein Einfahren der Schneideinrichtung 10 in den Bereich, der vom Biegekopf 7 in dessen ausgefahrener Wirkstellung belegt wird, nur dann zuläßt, wenn der Biegekopf 7 in seine inaktive Endstellung im Biegekopfgehäuse 20 eingefahren ist, in der er sich, wie die Figuren, insbesondere die
Fig. 5 bis 7 zeigen, gänzlich unterhalb des Auslegers bzw. Tragarmes 12 der Schneideinrichtung 10 befindet, so daß auf diese Weise sicher eine Kollision der in die Wirkstellung des Biegekopfes 7 einfahrenden Schneideinrichtung 10 (bzw. deren Tragarmes 12 mit den Messern 13, 14) mit dem aus seiner Wirkstellung verfahrenen Biegekopf 7 vermieden ist. - Bei der erfindungsgemäßen Biegemaschine wird ganz grundsätzlich eine Anordnung verwirklicht, bei welcher der Biegekopf in eine aktive Wirkstellung, in welcher er in die Fahrbahn der Schneideinrichtung hineinragt, und aus dieser in eine inaktive Endstellung, in der er vollständig außerhalb der Fahrbahn angeordnet ist, und umgekehrt, verfahrbar ist und durch dieses Herausfahren aus der Fahrbahn die nutzbare Verfahrlänge der Fahrbahn so vergrößert wird, daß dann auch ein ganzes oder auch nur teilweises Überfahren des Fahrbahnbereiches, in den der Biegekopf in seiner Wirkstellung hineinragt, ermöglicht wird.
Claims (10)
- Biegevorrichtung (1) für stabförmige Werkstücke (11), mit einem Biegekopf (7) mit einem um eine Drehachse (9) verdrehbaren Biegedorn (8), einer Schneideinrichtung (10) zum Schneiden des jeweiligen Werkstücks (11) in einer Schneidebene (22) und stromabwärts des Biegekopfes (7) mit einer Vorschub- und Richteinrichtung (4, 5) zum Zuführen der Werkstücke (11) an den Biegekopf (7), wobei die Schneideinrichtung (10) längs einer Fahrbahn in Zuführrichtung der Werkstücke (11) verfahrbar und der Biegekopf (7) zwischen einer Wirkstellung, in welcher er an das Werkstück (11) herangefahren ist, und einer von dieser entfernten inaktiven Endstellung verstellbar ist, dadurch gekennzeichnet, daß der Biegekopf (7) zur Einnahme seiner Wirkstellung in die Fahrbahn der Schneideinrichtung (10) einfahrbar ist, während er bei Einnahme seiner inaktiven Endstellung außerhalb der Fahrbahn der Schneideinrichtung (10) positioniert ist, und daß die Schneideinrichtung (10), wenn sich der Biegekopf (7) in seiner inaktiven Endstellung befindet, auf ihrer Fahrbahn stromabwärts zumindest teilweise über den Bereich der Wirkstellung des Biegekopfes (7) hinweg verfahrbar ist.
- Biegevorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Schneideinrichtung (10) über den Bereich der Wirkstellung des Biegekopfes (7) zumindest so weit stromabwärts verfahrbar ist, daß in der Verfahr-Endstellung die Schneidebene (22) stromaufwärts der Lage der Drehachse (9) des Biegedorns (8) des Biegekopfes (7) in dessen Wirkstellung liegt.
- Biegevorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß der Bereich der Wirkstellung des Biegekopfes (7) vollständig von der Schneideinrichtung (10) überfahrbar ist.
- Biegevorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Schneideinrichtung (10) stromabwärts noch über den Bereich der Wirkstellung des Biegekopfes (7) hinaus verfahrbar ist.
- Biegevorrichtung nach Anspruch 4, dadurch gekennzeichnet, daß die Schneideinrichtung (10) stromabwärts bis an das Ende des Maschinengestells (2) hin verfahrbar ist.
- Biegevorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß der Biegekopf (7) durch Verfahren in Richtung der Drehachse (9) des Biegedornes (8) aus seiner Wirkstellung in seine inaktive Endstellung bzw. umgekehrt verfahrbar ist.
- Biegevorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Schneideinrichtung (10) einen senkrecht zur Zuführrichtung des Werkstücks (11) ausgerichteten Tragarm (12) aufweist, welcher ein bewegliches Schneidmesser (14) und ein in Zuführrichtung des Werkstücks (11) unmittelbar neben diesem Schneidmesser (14) am Tragarm (12) fixiertes festes Gegenmesser (13) zur Festlegung der Schneidebene (22) aufweist, wobei der Tragarm (12) bis zum jeweils angeförderten Werkstück (11) hin ragt und das aus der Vorschubeinrichtung (4) kommende Werkstück (11) beim Vorbeilaufen an dem Schneid- (14) und dem Gegenmesser (13) in der zwischen beiden festgelegten Schneidebene (22) durchtrennbar ist.
- Biegevorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß der Biegekopf (7) in einem Biegekopfgehäuse (20) sitzt, aus dem er zur Einnahme seiner Wirkposition herausfahrbar und in das er zur Einnahme seiner inaktiven Endposition einfahrbar ist.
- Biegevorrichtung nach Anspruch 7 oder 8, dadurch gekennzeichnet, daß der Tragarm (12) der Schneideinrichtung (10) an seinem dem zugeführten Werkstück (11) abgewandten Endbereich an einer Rückwand des Maschinengestells (2) oder des Biegekopfgehäuses (20) parallel zum Werkstück (11) auf Linearführungen (15) verfahrbar gelagert ist.
- Biegevorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß das Biegekopfgehäuse (20) parallel zur Zuführrichtung des Werkstücks (11) verfahrbar am Maschinengestell (2) angebracht ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201110106942 DE102011106942A1 (de) | 2011-07-08 | 2011-07-08 | Biegevorrichtung für stabförmige Werkstücke |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2543452A1 true EP2543452A1 (de) | 2013-01-09 |
| EP2543452B1 EP2543452B1 (de) | 2013-07-24 |
Family
ID=46458106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20120004508 Not-in-force EP2543452B1 (de) | 2011-07-08 | 2012-06-14 | Biegevorrichtung für stabförmige Werkstücke |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9067255B2 (de) |
| EP (1) | EP2543452B1 (de) |
| DE (1) | DE102011106942A1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105290262A (zh) * | 2015-11-10 | 2016-02-03 | 建科机械(天津)股份有限公司 | 一种钢筋自动弯箍机的弯曲伸缩机构 |
| CN106029246A (zh) * | 2013-10-14 | 2016-10-12 | Acm自动建设机械股份有限公司 | 用于使例如棒、圆形工件、金属线的长圆形金属制品弯曲的装置及相应的弯曲方法 |
| WO2017174654A1 (de) * | 2016-04-08 | 2017-10-12 | Progress Holding A.G. | Biegemaschine |
| CN110270607A (zh) * | 2019-06-04 | 2019-09-24 | 北京机科国创轻量化科学研究院有限公司 | 矫正装置、矫正设备、纱笼矫正设备及矫正方法 |
| CN112091636A (zh) * | 2020-11-13 | 2020-12-18 | 山东中茂散热器有限公司 | 金属弯曲切割机构 |
| CN112338096A (zh) * | 2020-10-10 | 2021-02-09 | 宁波昌扬机械工业有限公司 | 一种新型三维弯曲机 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014112365A1 (ja) * | 2013-01-18 | 2014-07-24 | 日本電気株式会社 | スイッチング素子、および半導体スイッチング装置の製造方法 |
| JP1539124S (de) * | 2014-08-15 | 2015-11-30 | ||
| USD755861S1 (en) * | 2014-08-15 | 2016-05-10 | Trumpf Gmbh + Co. Kg | Bending machine |
| CN104259341B (zh) * | 2014-09-05 | 2016-04-27 | 冯广建 | 一种用于钢筋加工的定向调直裁断弯曲多用机 |
| JP7165976B2 (ja) * | 2016-03-30 | 2022-11-07 | ナノブリッジ・セミコンダクター株式会社 | 抵抗変化素子、および抵抗変化素子の製造方法 |
| US11007563B2 (en) * | 2016-04-27 | 2021-05-18 | Advanced Orthodontic Solutions | Wire bending machine |
| DE102017101759B3 (de) * | 2017-01-30 | 2018-06-21 | Geobrugg Ag | Biegevorrichtung |
| US20190240721A1 (en) * | 2018-02-05 | 2019-08-08 | Kenneth A. Fullick | Machine and Method of Introducing a Camber into a Length of Wire |
| JP7062094B2 (ja) * | 2018-06-04 | 2022-05-02 | コリア・インスティテュート・オブ・マシナリー・アンド・マテリアルズ | 歯科矯正用ワイヤー曲げ装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3546449A1 (de) * | 1985-03-12 | 1986-09-25 | Alpha Maschinenbau AG, Zürich | Biegevorrichtung |
| EP0231092A2 (de) * | 1986-01-29 | 1987-08-05 | Ronald Edward Benton | Biegemaschine |
| EP0379030A1 (de) * | 1989-01-18 | 1990-07-25 | M.E.P. Macchine Elettroniche Piegatrici S.p.A. | Stromaufwärts einer Biegeeinrichtung angeordnete bewegbare Schere und Verfahren zum Biegen der hinteren Enden von Stangen |
| EP0419443A1 (de) * | 1989-09-20 | 1991-03-27 | EVG Entwicklungs- u. Verwertungs- Gesellschaft m.b.H. | Vorrichtung zum Biegen von stabförmigem Material zu Betonbewehrungselementen |
| EP0519865A1 (de) * | 1991-06-18 | 1992-12-23 | Max Mitschjeta Ag | Vorrichtung zum Biegen von Draht oder dergleichen |
| WO1999026739A1 (en) * | 1997-11-26 | 1999-06-03 | M.E.P. Macchine Elettroniche Piegatrici S.P.A. | Bending machine with variable bending tool |
| DE102009024075A1 (de) | 2009-06-05 | 2010-12-09 | Wafios Ag | Biegevorrichtung für stabförmige Werkstücke |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1983618A (en) | 1932-11-04 | 1934-12-11 | Pittsburgh Pipe & Coupling Com | Forging apparatus |
| US2464510A (en) | 1945-01-10 | 1949-03-15 | Parker Appliance Co | Tube flaring machine |
| CH477929A (de) | 1967-07-12 | 1969-09-15 | Prescon Corp | Kopfstauchmaschine |
| FR2231449A1 (en) | 1973-05-28 | 1974-12-27 | Tuyaux Bonna | Machine for cold forging studs on steel rods - has ram operated gripping jaws and pair of guide bushes |
| US3922901A (en) * | 1973-11-29 | 1975-12-02 | Weldun Tool & Engineering Co | Apparatus for bending tubing |
| DE2605795C2 (de) * | 1976-02-13 | 1981-10-08 | Sidro Rohrbogen GmbH, 4980 Bünde | Anordnung zum Herstellen von einzelnen Rohrbogen |
| DE2629796C3 (de) | 1976-07-02 | 1980-12-11 | Laeis-Werke Ag, 5500 Trier | Hydraulische Rohr- und Stabendumformmaschine |
| FR2602160B1 (fr) | 1986-08-04 | 1990-07-20 | Latour Fils | Procede et machine modulaire de cambrage de fils metalliques |
| EP0272067A3 (de) | 1986-12-18 | 1990-05-09 | Stelco Inc. | Verfahren und Vorrichtung zum Stauchschmieden langer Abschnitte von Metallstangen |
| IT8921687A0 (it) | 1989-09-12 | 1989-09-12 | Blm Spa | Procedimento per lavorazioni complementari di materiale astiforme e macchina per l'esecuzione del procedimento. |
| JP2663187B2 (ja) | 1989-11-28 | 1997-10-15 | 東芝プラント建設株式会社 | パイプベンダ装置及びその制御装置 |
| US5709121A (en) | 1996-06-21 | 1998-01-20 | Headed Reinforcement Corporation | Method and apparatus for hydraulically upsetting a steel reinforcement bar |
| CN2352285Y (zh) | 1998-04-15 | 1999-12-08 | 桂林电子工业学院建筑钢筋机械连接工程研究所 | 一种钢筋镦粗机 |
| FR2806943B1 (fr) | 2000-04-03 | 2002-08-16 | Macsoft | Machine de cintrage de barres a nez de pliage effacable |
| US6508097B2 (en) | 2000-05-19 | 2003-01-21 | Airmo, Inc. | Modular system for expanding and reducing tubing |
| AU2001291601A1 (en) | 2000-08-16 | 2002-02-25 | Parker Hannifin Gmbh | Device for forming an end area of a workpiece |
| BR0205992B1 (pt) | 2001-09-14 | 2010-06-29 | máquina de dobrar para perfis, tais como peças redondas de reforço ou similares. | |
| ITUD20010197A1 (it) * | 2001-11-30 | 2003-05-30 | Piegatrici Macch Elettr | Macchina piegatrice per profilati, quali tondi di armatura o simili |
| CN2526103Y (zh) | 2002-01-10 | 2002-12-18 | 燕明 | 镦粗机 |
| DE20205807U1 (de) | 2002-04-12 | 2003-08-21 | Voss Fluid Gmbh & Co Kg | Vorrichtung zum plastischen Verformen von Werkstücken |
| EP1396296B1 (de) | 2002-09-04 | 2005-07-20 | Schnell S.p.A. | Verfahren zum Abschneiden und ggf. Biegen von Profilen, insbesondere Stäben auf einer Biegemaschine und einer Umformmaschine |
-
2011
- 2011-07-08 DE DE201110106942 patent/DE102011106942A1/de not_active Withdrawn
-
2012
- 2012-06-14 EP EP20120004508 patent/EP2543452B1/de not_active Not-in-force
- 2012-07-06 US US13/543,149 patent/US9067255B2/en not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3546449A1 (de) * | 1985-03-12 | 1986-09-25 | Alpha Maschinenbau AG, Zürich | Biegevorrichtung |
| EP0231092A2 (de) * | 1986-01-29 | 1987-08-05 | Ronald Edward Benton | Biegemaschine |
| EP0379030A1 (de) * | 1989-01-18 | 1990-07-25 | M.E.P. Macchine Elettroniche Piegatrici S.p.A. | Stromaufwärts einer Biegeeinrichtung angeordnete bewegbare Schere und Verfahren zum Biegen der hinteren Enden von Stangen |
| EP0379030B1 (de) | 1989-01-18 | 1993-09-08 | M.E.P. Macchine Elettroniche Piegatrici S.p.A. | Stromaufwärts einer Biegeeinrichtung angeordnete bewegbare Schere und Verfahren zum Biegen der hinteren Enden von Stangen |
| DE69003116T2 (de) | 1989-01-18 | 1994-01-05 | Piegatrici Macch Elettr | Stromaufwärts einer Biegeeinrichtung angeordnete bewegbare Schere und Verfahren zum Biegen der hinteren Enden von Stangen. |
| EP0419443A1 (de) * | 1989-09-20 | 1991-03-27 | EVG Entwicklungs- u. Verwertungs- Gesellschaft m.b.H. | Vorrichtung zum Biegen von stabförmigem Material zu Betonbewehrungselementen |
| EP0519865A1 (de) * | 1991-06-18 | 1992-12-23 | Max Mitschjeta Ag | Vorrichtung zum Biegen von Draht oder dergleichen |
| WO1999026739A1 (en) * | 1997-11-26 | 1999-06-03 | M.E.P. Macchine Elettroniche Piegatrici S.P.A. | Bending machine with variable bending tool |
| DE102009024075A1 (de) | 2009-06-05 | 2010-12-09 | Wafios Ag | Biegevorrichtung für stabförmige Werkstücke |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106029246A (zh) * | 2013-10-14 | 2016-10-12 | Acm自动建设机械股份有限公司 | 用于使例如棒、圆形工件、金属线的长圆形金属制品弯曲的装置及相应的弯曲方法 |
| CN106029246B (zh) * | 2013-10-14 | 2019-09-06 | Acm自动建设机械股份有限公司 | 用于使长圆形金属制品弯曲的装置及相应的弯曲方法 |
| CN105290262A (zh) * | 2015-11-10 | 2016-02-03 | 建科机械(天津)股份有限公司 | 一种钢筋自动弯箍机的弯曲伸缩机构 |
| WO2017174654A1 (de) * | 2016-04-08 | 2017-10-12 | Progress Holding A.G. | Biegemaschine |
| AT518420A4 (de) * | 2016-04-08 | 2017-10-15 | Progress Holding Ag | Biegemaschine |
| AT518420B1 (de) * | 2016-04-08 | 2017-10-15 | Progress Holding Ag | Biegemaschine |
| CN110270607A (zh) * | 2019-06-04 | 2019-09-24 | 北京机科国创轻量化科学研究院有限公司 | 矫正装置、矫正设备、纱笼矫正设备及矫正方法 |
| CN112338096A (zh) * | 2020-10-10 | 2021-02-09 | 宁波昌扬机械工业有限公司 | 一种新型三维弯曲机 |
| CN112091636A (zh) * | 2020-11-13 | 2020-12-18 | 山东中茂散热器有限公司 | 金属弯曲切割机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9067255B2 (en) | 2015-06-30 |
| EP2543452B1 (de) | 2013-07-24 |
| DE102011106942A1 (de) | 2013-01-10 |
| US20130008223A1 (en) | 2013-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2543452B1 (de) | Biegevorrichtung für stabförmige Werkstücke | |
| EP2258494B1 (de) | Biegevorrichtung für stabförmige Werkstücke | |
| EP2420344B1 (de) | Verfahren und Vorrichtung zum Herstellen eines Konturschnitts in einem Blechband | |
| EP2177287B1 (de) | Stützbackenanordnung zum gleitenden seitlichen Abstützen von stab- und rohrförmigen Werkstücken an Biegemaschinen | |
| DE3233696C2 (de) | ||
| EP2492041A1 (de) | Flexible Entladevorrichtung für eine Rohrbearbeitungsvorrichtung ; Stützschlitten für die Aufnahme und Unterstützung eines Rohres ; Verfahren zum Entladen eine srohres unter Verwendung einer solchen Entladungvorrichtung | |
| DE2741576A1 (de) | Bearbeitungsmaschine fuer draht und band, insbesondere stanz- und biegeautomat, mit mehreren werkzeugebenen | |
| EP3645188B1 (de) | Verfahren zur herstellung eines biegeteils und biegemaschine zur durchführung des verfahrens | |
| DE2420690A1 (de) | Vorrichtung zum biegen von rohrabschnitten | |
| DE2620190C3 (de) | Elektrische Widerstands-Stumpfschweißmaschine | |
| DE4243054C1 (de) | Vorrichtung zur Bearbeitung der Kantenränder von fortlaufend bewegten plattenförmigen Werkstücken | |
| DE4232289C2 (de) | Verfahren und Vorrichtung zum Verschwenken eines Fensterrahmens im Bereich einer Eckenputzmaschine | |
| AT402032B (de) | Maschine zum bearbeiten von gittermatten aus miteinander verschweissten längs- und querdrähten | |
| EP0622136A1 (de) | Vorrichtung zur Herstellung von Bewehrungsgittern für Betonplatten | |
| EP2582479B1 (de) | Verfahren und vorrichtung zum besäumen von grobblechen | |
| EP3402024B1 (de) | Vorrichtung zur bearbeitung von kabeln | |
| EP2404691B1 (de) | Drehkranzeinheit für ein Profilbearbeitungszentrum | |
| DE4422935A1 (de) | Sägevorrichtung | |
| AT501769B1 (de) | Einrichtung zum querschneiden von bahnen, insbesondere von blech- oder kunststoffbahnen | |
| EP2756892A1 (de) | Biegevorrichtung für strangförmige Werkstücke | |
| DE19919956C1 (de) | Federwindeeinrichtung, insbesondere für Federwindemaschinen | |
| EP0618032B1 (de) | Vorrichtung zur Bearbeitung der Eckverbindungen von aus Kunststoffprofilen geschweissten Fenster- oder Türrahmen | |
| WO2015135909A1 (de) | Seilsägevorrichtung und verwendung einer seilsägevorrichtung | |
| DE2921108A1 (de) | Holzbearbeitungsmaschine zum zapfenschlagen und laengsprofilieren von rahmenhoelzern | |
| EP3369685A1 (de) | Vorrichtung zum transport länglicher stücke an eine aufnahmestelle und zu deren ablage an dieser |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20121220 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21F 1/00 20060101AFI20130219BHEP Ipc: B21D 11/12 20060101ALI20130219BHEP Ipc: B21D 7/12 20060101ALI20130219BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 623096 Country of ref document: AT Kind code of ref document: T Effective date: 20130815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012000051 Country of ref document: DE Effective date: 20130919 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130724 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130918 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131024 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131124 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131025 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140425 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012000051 Country of ref document: DE Effective date: 20140425 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140614 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140614 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120614 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140630 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160614 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160614 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 623096 Country of ref document: AT Kind code of ref document: T Effective date: 20170614 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170614 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20210621 Year of fee payment: 10 Ref country code: IT Payment date: 20210630 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220621 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220614 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502012000051 Country of ref document: DE |