EP0319400A1 - Pipe conduit bending machine and method of making a pipe conduit with a soldered joint - Google Patents
Pipe conduit bending machine and method of making a pipe conduit with a soldered joint Download PDFInfo
- Publication number
- EP0319400A1 EP0319400A1 EP88403006A EP88403006A EP0319400A1 EP 0319400 A1 EP0319400 A1 EP 0319400A1 EP 88403006 A EP88403006 A EP 88403006A EP 88403006 A EP88403006 A EP 88403006A EP 0319400 A1 EP0319400 A1 EP 0319400A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bending
- pipe
- roller
- clamping jaw
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/02—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment
- B21D7/024—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment by a swinging forming member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/02—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment
- B21D7/021—Construction of forming members having more than one groove
Definitions
- the present invention relates to a bending tool intended for carrying out pipe bending operations on a bending machine and it also relates to an associated method of manufacturing pipe.
- EP-A 0 168 331 describes a horizontal bending machine of this type equipped with its bending tool comprising a rotary forming roller of vertical axis, having an annular groove and supporting a first jaw, a second jaw carried by a bending arm mounted pivoting around said vertical axis and intended to ensure the tightening of the pipe to be bent opposite the first jaw and a horizontal strip, placed behind the jaws and providing guidance and support for the pipe.
- the rotation of the bending arm winds the tight pipe between the jaws in the groove of the forming roller.
- the rear end of the pipeline is pinched in a clamping mandrel capable of imposing rotations on the pipeline and of displacing it in the longitudinal direction by means of a carriage.
- the object of the invention is to obtain a bending tool suitable for carrying out successive pipe bending operations comprising a first bending operation at the end of the pipe having a short straight length, avoiding the drawbacks of known prior solutions and by allowing a modification of the operating flow of shaping of pipe previously applied.
- a bending tool of the aforementioned type and in accordance with the invention is characterized in that the bending roller comprises a removable element which is removed during a first bending operation at the end of a pipe, provided with a welded end piece and comprising a short length L for holding on a straight part and which is replaced for the following bending operations and that the clamping jaw comprises during said first bending operation an element having a flat face in contact with said end piece pipe and which is replaced during the following bending operations by a clamping jaw element having a semi-cylindrical groove cooperating with the pipe.
- the bending tool and the method of manufacturing pipes in accordance with the invention have significant advantages over the previously known means and methods.
- the welding operation as well as the associated operations, in particular the X-ray inspection are much easier in their implementation and the results improved by performing them on a straight tube instead of the be on a fully formed pipe.
- the quality of the parts and in particular the geometric tolerances are better respected by carrying out the bending operation at the final stage.
- the same tools with a single roller and a single clamping jaw can be used.
- the bending tool 1 shown in FIGS. 1 to 3 comprises a bending roller 2 and a support 3 secured to a bending arm 4.
- the bending tool 1 is mounted on a bending machine of a known type, not shown in the drawings.
- the roller 2 is placed on a vertical rotary axis of the bending head of the machine passing through its central bore 5 and the base 6 of the roller 2 rests on a plate of said bending head.
- An annular groove 7 is formed at mid-height on the external cylindrical surface 8 of the roller 2 and has a semicircular section.
- the roller 2 is integral with the bending arm 4.
- the roller 2 In line with the bending arm 4, the roller 2 has at its upper part a cutout providing a housing 9 on its external surface.
- a jaw part 10 secured to the roller 2 comprising a groove 10a at the level of the groove 7 of the roller 2 and which leaves a hollow portion 11 on the upper part of the roller 2.
- the clamping jaw 17 has a flat front face 19 which remains in contact with the end piece 13 and keeps it during bending so tighten the straight part L of the pipe end 12 against the g alet 2 and in particular in the groove 10a of the jaw 10. But no contact is established between said flat face 19 and the straight part of the pipe itself which is clamped in the housing 3a formed on the cooperating edge of the support 3, as shown in Figure 1a.
- the first bending operation using said bending tool 1 takes place as follows.
- the line 12 being placed on the tool 1 in the configuration shown in FIG. 1, the other end of the line 12 is pinched in a mandrel of the bending machine, not shown in the drawings.
- the support 3 of the clamping jaw 17 is also secured to a assembly, belonging to the bending machine not shown in the drawings, which carries the bending arm 4 and which comprises a means of translation of said support 3, such as a jack which brings the clamping jaw 17 towards the start of the operation roller 2 and discards it at the end of the operation.
- the bending program available on the bending machine is then started and the first bending is carried out, followed by a cycle stop.
- the centering tool 1 according to the invention thanks to the cooperation of said flat face 19 of the jaw 17 with the nozzle 13 of pipe only thus makes it possible to avoid, in a ramarchable manner, any marking and any deterioration of the straight part end of the pipe 12. At the same time, this tool remains usable for pipes of different diameters.
- the clamping jaw 17 with flat face 19 used for the first clamping is removed from the support 3 and replaced by a clamping jaw 117 also comprising an opening 118 for positioning on the axis 18 of the support 3 the front face of which has a groove 20 with a semi-circular section.
- the bending roller 2 is completed by a removable complementary element 21 which is placed in the recess 11 and comprises a handling button 22 at its upper part and on its rear face, a guide element 23 which is by example of a semi-cylindrical section and cooperates with a slide 24 of semi-circular section formed on the roller 2 in the bottom of the recess 11.
- the removable element 21 also includes a groove 25 of semi-circular section which completes the groove 7 of the roller 2.
- the bending tool and the method which have just been described can be used for pipes for which, depending on the applications and their various definition parameters, tube diameter and bending angle in particular, an internal mandrel must or does not must not be used during bending operations.
Abstract
Description
La prèsente invention concerne un outillage de cintrage destiné à la réalisation d'opérations de cintrage de canalisations sur une machine à cintrer et elle concerne également un procédé associé de fabrication de canalisation.The present invention relates to a bending tool intended for carrying out pipe bending operations on a bending machine and it also relates to an associated method of manufacturing pipe.
Il est connu, notamment pour des applications aéronautiques imposant des normes particulières de précision géométrique et de qualité, d'effectuer les opérations de cintrage de canalisations sur une machine à cintrer automatisée à directeur de commande numérique intégrant les différents paramètres de l'opération et en commandant l'exécution :
- défilement entre deux coudes successifs,
- rotation de la canalisation correspondant aux changements de plan,
- valeur angulaire du cintrage proprement dit.It is known, in particular for aeronautical applications imposing particular standards of geometric precision and quality, to carry out pipe bending operations on an automated bending machine with digital control director integrating the various parameters of the operation and in ordering execution:
- scroll between two successive bends,
- rotation of the pipeline corresponding to the plan changes,
- angular value of the actual bending.
EP-A 0 168 331 décrit une machine à cintrer horizontale de ce type équipée de son outillage de cintrage comportant un galet formeur rotatif d'axe vertical, présentant une gorge annulaire et supportant un premier mors, un second mors porté par un bras de cintrage monté pivotant autour dudit axe vertical et destiné à assurer le serrage de la canalisation à cintrer en regard du premier mors et une réglette horizontale, placée en arrière des mors et assurant le guidage et support de la canalisation. La rotation du bras de cintrage enroule la canalisation serrée entre les mors dans la gorge du galet formeur. L'extrémité arrière de la canalisation est pincée dans un mandrin de serrage susceptible d'imposer des rotations à la canalisation et de la déplacer en direction longitudinale au moyen d'un chariot.EP-A 0 168 331 describes a horizontal bending machine of this type equipped with its bending tool comprising a rotary forming roller of vertical axis, having an annular groove and supporting a first jaw, a second jaw carried by a bending arm mounted pivoting around said vertical axis and intended to ensure the tightening of the pipe to be bent opposite the first jaw and a horizontal strip, placed behind the jaws and providing guidance and support for the pipe. The rotation of the bending arm winds the tight pipe between the jaws in the groove of the forming roller. The rear end of the pipeline is pinched in a clamping mandrel capable of imposing rotations on the pipeline and of displacing it in the longitudinal direction by means of a carriage.
Ces moyens connus ont toutefois imposé pour certaines applications, notamment pour la réalisation de canalisations comportant en extrémité une partie droite courte terminée par un embout mécanique soudé, des limitations de réalisation telles que, par exemple pour des diamètres de tube compris entre 6 et 25 mm, une longueur minimale de maintien sur partie droite en extrémité de tube de 2,5 fois le diamètre. Ces limitations ont imposé dans ce cas le découlé opératoire ci-après :
- cintrage
- sciage de mise à longueur
- soudage
- réglage et contrôleThese known means have, however, imposed for certain applications, in particular for the production of pipes comprising at the end a short straight part terminated by a welded mechanical end piece, production limitations such as, for example for tube diameters between 6 and 25 mm , a minimum holding length on the straight part at the end of the tube of 2.5 times the diameter. These limitations imposed in this case the following operating procedure:
- bending
- cutting to length
- welding
- adjustment and control
Ce découle impose d'effectuer des opérations délicates a réaliser sur une canalisation déjà cintrée notamment le soudage et son contrôle.This follows requires delicate operations to be carried out on an already bent pipe, in particular welding and its control.
Par ailleurs, diverses tentatives ont essayé de résoudre les problèmes posés par la réalisation d'opérations de cintrage sur des parties droites courtes en extrémité de canalisation. US-A 4 481 803 décrit ainsi l'utilisation d'un mandrin interne pour réaliser cette opération. FR-A 2 388 612 décrit un procédé de fabrication de tubes comprenant le formage de tronçons d'extrémité en prévoyant un accroissement du diamètre du tube.Furthermore, various attempts have attempted to solve the problems posed by carrying out bending operations on short straight portions at the end of the pipe. US-A 4,481,803 thus describes the use of an internal mandrel to perform this operation. FR-A 2,388,612 describes a method of manufacturing tubes comprising forming end sections by providing for an increase in the diameter of the tube.
Le but de l'invention est d'obtenir un outillage de cintrage adapté à la réalisation d'opérations successives de cintrage de canalisation comportant une première opération de cintrage en extrémité de canalisation présentant une longueur droite courte, en évitant les inconvénients des solutions antérieures connues et en permettant une modification du découlé opératoire de mise en forme de canalisation précédemment appliqué.The object of the invention is to obtain a bending tool suitable for carrying out successive pipe bending operations comprising a first bending operation at the end of the pipe having a short straight length, avoiding the drawbacks of known prior solutions and by allowing a modification of the operating flow of shaping of pipe previously applied.
Un outillage de cintrage du type précité et conforme à l'invention est caractérisé en ce que le galet de cintrage comporte un élément amovible qui est retiré lors d'une première opération de cintrage en extrémité d'une canalisation, munie d'un embout soudé et comportant une longueur L courte de maintien sur une partie droite et qui est replacé pour les opérations suivantes de cintrage et que le mors de serrage comporte lors de ladite première opération de cintrage un élément présentant une face plane en contact avec ledit embout d'extrémité de canalisation et qui est remplacé lors des opérations suivantes de cintrage par un élément de mors de serrage présentant une gorge hémi-cylindrique coopérant avec la canalisation.A bending tool of the aforementioned type and in accordance with the invention is characterized in that the bending roller comprises a removable element which is removed during a first bending operation at the end of a pipe, provided with a welded end piece and comprising a short length L for holding on a straight part and which is replaced for the following bending operations and that the clamping jaw comprises during said first bending operation an element having a flat face in contact with said end piece pipe and which is replaced during the following bending operations by a clamping jaw element having a semi-cylindrical groove cooperating with the pipe.
Avantageusement, ledit outillage permet la réalisation d'un cintrage en extrémité d'une canalisation de diamètre D, jusqu'à une longueur de partie droite telle que L = D.Advantageously, said tool allows the bending at the end of a pipe of diameter D, up to a length of straight part such that L = D.
Le procédé de fabrication de canalisation utilisant ledit outillage de cintrage est caractérisé en ce qu'il comporte les opérations suivantes selon le découlé ci-après :
- - (a) mise à longueur de la canalisation,
- - (b) soudage d'un embout,
- - (c) contrôle par radiographie X,
- - (d) cintrage complet, se subdivisant selon les étapes suivantes :
- . (d1) mise en place de l'outillage de cintrage, l'élément amovible associé au galet étant retiré et l'élément de mors de serrage à face plane étant placé sur le bras de cintrage de la machine,
- . (d2) lancement du programme de commande numérique de la machine à cintrer et réalisation du premier cintrage en extrémité de la canalisation,
- . (d3) arrêt du cycle, retrait de l'élément de mors de serrage à face plane, mise en place du mors de serrage à gorge hémi-cylindrique et adjonction de l'élément amovible sur le galet de cintrage,
- . (d4) remise en route du cycle et cintrage complet de la canalisation suivant les passes de cintrage successives prévues au programme,
- . (d5) fin de programme et remise de l'outillage dans la configuration prévue pour la reprise à l'étape (d1).
- - (a) lengthening of the pipe,
- - (b) welding of a tip,
- - (c) X-ray inspection,
- - (d) complete bending, subdividing according to the following stages:
- . (d1) fitting of the bending tool, the removable element associated with the roller being removed and the clamping jaw element with flat face being placed on the bending arm of the machine,
- . (d2) launching of the digital control program for the bending machine and carrying out the first bending at the end of the pipe,
- . (d3) stopping the cycle, removing the clamping jaw element with flat face, fitting the clamping jaw with semi-cylindrical groove and adding the removable element to the bending roller,
- . (d4) restarting of the cycle and complete bending of the pipeline according to the successive bending passes provided for in the program,
- . (d5) end of program and return of the tools to the configuration provided for resumption in step (d1).
L'outillage de cintrage et le procédé de fabrication de canalisation conformes à l'invention présentent des avantages significatifs par rapport aux moyens et méthodes antérieurement connus. En évitant la nécessité d'une surlongueur pour réaliser la première opération de cintrage en extrémité de la canalisation, des chutes sont évitées et un débit de matière du tube à utiliser peut être effectué plus proche des cotes de la pièce à réaliser. Dans le procédé de fabrication de la canalisation, l'opération de soudage ainsi que les opérations associées, notamment le contrôle par radiographie X sont nettement facilitées dans leur mise en oeuvre et les résultats améliorés en les effectuant sur un tube droit au lieu de l'être sur une canalisation entièrement mise en forme. La qualité des pièces et notamment les tolérances géométriques sont mieux respectées en réalisant au stade final l'opération de cintrage. Enfin pour un rayon identique de cintrage de canalisation à réaliser, le même outillage comportant un seul galet et un seul mors de serrage peut être utilisé.The bending tool and the method of manufacturing pipes in accordance with the invention have significant advantages over the previously known means and methods. By avoiding the need for an extra length to carry out the first bending operation at the end of the pipe, falls are avoided and a flow of material from the tube to be used can be carried out closer to the dimensions of the part to be produced. In the process of manufacturing the pipe, the welding operation as well as the associated operations, in particular the X-ray inspection are much easier in their implementation and the results improved by performing them on a straight tube instead of the be on a fully formed pipe. The quality of the parts and in particular the geometric tolerances are better respected by carrying out the bending operation at the final stage. Finally for the same radius of pipe bending to be produced, the same tools with a single roller and a single clamping jaw can be used.
D'autres caractéristiques et avantages de l'invention seront mieux compris à la lecture de la description qui va suivre d'un mode de réalisation de l'invention et en référence aux dessins annexés sur lesquels :
- - la figure 1 représente une vue en perspective de l'outillage de cintrage conforme à l'invention dans la configuration correspondant à un premier cintrage sur une extrémité droite de canalisation ;
- - la figure la montre un détail de l'outillage représenté à la figure 1, selon une vue de derrière ;
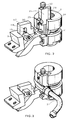
- - la figure 2 représente, selon une vue en perspective analogue à celle de la figure 1, l'outillage de cintrage représenté à la figure 1, lors de l'adjonction des deux éléments amovibles :
- - la figure 3 représente, selon une vue en perspective analogue aux figures 1 et 2, l'outillage de cintrage représenté aux figures 1 et 2, dans la configuration correspondant aux cintrages ultérieurs de la canalisation.
- - Figure 1 shows a perspective view of the bending tool according to the invention in the configuration corresponding to a first bend on a straight end of the pipe;
- - Figure la shows a detail of the tool shown in Figure 1, in a rear view;
- - Figure 2 shows, in a perspective view similar to that of Figure 1, the bending tool shown in Figure 1, when adding the two removable elements:
- - Figure 3 shows, in a perspective view similar to Figures 1 and 2, the bending tool shown in Figures 1 and 2, in the configuration corresponding to subsequent bending of the pipe.
L'outillage de cintrage 1 représenté aux figures 1 à 3 comporte un galet 2 de cintrage et un support 3 solidaire d'un bras de cintrage 4. L'outillage de cintrage 1 est monté sur une machine à cintrer d'un type connu, non représentée aux dessins. Le galet 2 est placé sur un axe vertical rotatif de la tête de cintrage de la machine passant dans son alésage central 5 et la base 6 du galet 2 repose sur un plateau de ladite tête de cintrage. Une gorge annulaire 7 est ménagée à mi-hauteur sur la surface cylindrique externe 8 du galet 2 et présente une section demi-circulaire. A sa partie inférieure, le galet 2 est solidaire du bras de cintrage 4. Au droit du bras de cintrage 4, le galet 2 comporte à sa partie supérieure une découpe ménageant un logement 9 sur sa surface externe.The
Dans ledit logement 9 est fixée une partie de mors 10 solidarisée au galet 2, comportant une gorge 10a au niveau de la gorge 7 du galet 2 et qui laisse une portion évidée 11 sur la partie supérieure du galet 2.In said
Dans la configuration correspondant à l'exécution du premier cintrage sur une partie droite L à l'extrémité d'une canalisation 12 munie d'un embout soudé 13, ladite portion évidée 11 du galet 2 reste libre et en début d'opération, l'extrémité de la canalisation 12 est placée sur l'outillage 1 dans la position représentée à la figure 1. Sur le support 3 est ménagé un logement 14 dans lequel est placé un axe 15 solidaire du support 3 et dont la tête forme un élément d'arrêt 16. Un mors de serrage 17 est placé sur le support 3 et comporte une ouverture 18 permettant de le placer en cavalier sur l'axe 15. Ce mors de serrage 17 est amovible en dégageant l'ouverture 18, en direction verticale vers le haut, de l'axe 15. Dans la configuration du premier cintrage représenté à la figure 1, le mors de serrage 17 comporte une face plane avant 19 qui reste au contact de l'embout 13 et le maintient au cours du cintrage de manière à serrer la partie droite L d'extrémité de canalisation 12 contre le galet 2 et notamment dans la gorge 10a du mors 10. Mais aucun contact n'est établi entre ladite face plane 19 et la partie droite de la canalisation elle-même qui est serrée dans le logement 3a ménagé sur le bord coopérant du support 3, comme visible sur la figure 1a. La première opération de cintrage utilisant ledit outillage de cintrage 1 se déroule de la manière suivante. La canalisation 12 étant placée sur l'outillage 1 dans la configuration représentée à la figure 1, l'autre extrémité de la canalisation 12 est pincée dans un mandrin de la machine à cintrer, non représentée aux dessins. Le support 3 du mors de serrage 17 est également solidaire d'un ensemble, appartenant à la machine à cintrer non représentée aux dessins, qui porte le bras de cintrage 4 et qui comporte un moyen de translation dudit support 3, tel qu'un vérin qui amène en début d'opération le mors de serrage 17 vers le galet 2 et l'écarte en fin d'opération. Le programme de cintrage disponible sur la machine à cintrer est alors mis en route et le premier cintrage est effectué, suivi d'un arrêt du cycle. L'outillage 1 de centrage conforme à l'invention grâce à la coopération de ladite face plane 19 du mors 17 avec l'embout 13 de canalisation uniquement permet ainsi d'éviter, de manière ramarquable, tout marquage et toute détérioration de la partie droite d'extrémité de la canalisation 12. En même temps, cet outillage reste utilisable pour des canalisations de diamètres différents. Avant la remise en route, le mors de serrage 17 à face plane 19 utilisé pour le premier serrage est retiré du support 3 et remplacé par un mors de serrage 117 comportant également une ouverture 118 de mise en place sur l'axe 18 du support 3 dont la face avant comporte une gorge 20 à section demi-circulaire. Par ailleurs, le galet de cintrage 2 est complété par un élément complémentaire amovible 21 qui vient se placer dans l'évidement 11 et comporte un bouton de manutention 22 à sa partie supérieure et sur sa face arrière, un élément de guidage 23 qui est par exemple de section hémi-cylindrique et coopère avec une glissière 24 de section semi-circulaire ménagée sur le galet 2 dans le fond de l'évidement 11. L'élément amovible 21 comporte également une gorge 25 de section demi-circulaire qui complète la gorge 7 du galet 2.In the configuration corresponding to the execution of the first bending on a straight part L at the end of a
Lorsque les deux pièces amovibles, mors de serrage 117 et élément de galet 21 sont en place, le cycle est remis en route et les passes successives de cintrage prévues par le programme son effectuées par la macine à cintrer, de manière connue en soi, jusqu'à la mise en forme complète de la canalisation 12 pour laquelle la figure 3 représente un stade ultérieur. A la fin du cycle et du programme, l'outillage de cintrage est remis dans la configuration représentée à la figure 1, correspondant à un début de cycle pour une nouvelle pièce. Le mors de serrage 117 est retiré et remplacé par le mors de serrage 17 à face plane et l'élément amovible 21 du galet de serrage est retiré.When the two removable parts, clamping
L'outillage de cintrage et le procédé qui viennent d'être décrits peuvent être utilisés pour des canalisations pour lesquelles, en fonction des applications et de leurs divers paramètres de définition, diamètre de tube et angle de cintrage notamment, un mandrin interne doit ou ne doit pas ête utilisé lors des opérations de cintrage.The bending tool and the method which have just been described can be used for pipes for which, depending on the applications and their various definition parameters, tube diameter and bending angle in particular, an internal mandrel must or does not must not be used during bending operations.
Claims (3)
caractérisé en ce que ledit galet de cintrage (2) comporte un élément amovible (21) qui est retiré lors d'une première opération de cintrage en extrémité d'une canalisation (12), munie d'un embout soudé (13) et comportant une longueur (L) courte de maintien sur une partie droite et qui est replacé pour les opérations suivantes de cintrage et que le mors de serrage comporte lors de ladite première opération de cintrage un élément (17) présentant une face plane (19) en contact avec ledit embout (13) d'extrémité de canalisation (12) et qui est remplacé lors des opérations suivantes de cintrage par un élément de mors de serrage (117) présentant une gorge hémicylindrique (20) coopérant avec la canalisation (12).1. Bending tools intended for carrying out pipe bending operations on a bending machine, comprising a bending roller (2) and a clamping jaw (17, 117) mounted on said machine
characterized in that said bending roller (2) comprises a removable element (21) which is removed during a first bending operation at the end of a pipe (12), provided with a welded end piece (13) and comprising a short length (L) of retention on a straight part and which is replaced for the following bending operations and that the clamping jaw comprises during said first bending operation an element (17) having a flat face (19) in contact with said end piece (13) of pipe end (12) and which is replaced during the following bending operations by a clamping jaw element (117) having a semi-cylindrical groove (20) cooperating with the pipe (12).
. (d1) mise en place de l'outillage de cintrage (1) sur la machine à cintrer l'élément amovible (21) associé au galet (2) étant retiré et l'élément de mors de serrage (17) à face plane (19) étant placé sur le bras de cintrage (4) de la machine,
. (d2) lancement du programme de commande numérique de la machine à cintrer et réalisation du premier cintrage en extrémité de la canalisation (12),
. (d3) arrêt du cycle, retrait de l'élément de mors de serrage (17) à face plane (19), mise en place du mors de serrage (117) à gorge hémi-cylindrique et adjonction de l'élément amovible (21) sur le galet de cintrage (2),
. (d4) remise en route du cycle et cintrage complet de la canalisation suivant les passes successives de cintrage prévues au programme,
. (d5) fin de programme et remise de l'outillage de cintrage (1) dans la configuration correspondant à la reprise d'une nouvelle pièce à l'étape (d1).
. (d1) fitting the bending tool (1) on the bending machine the removable element (21) associated with the roller (2) being removed and the clamping jaw element (17) with flat face ( 19) being placed on the bending arm (4) of the machine,
. (d2) launching of the digital control program for the bending machine and carrying out the first bending at the end of the pipe (12),
. (d3) stopping the cycle, removing the clamping jaw element (17) with flat face (19), fitting the clamping jaw (117) with semi-cylindrical groove and adding the removable element (21 ) on the bending roller (2),
. (d4) restarting of the cycle and complete bending of the pipeline according to the successive bending passes provided for in the program,
. (d5) end of program and return of the bending tool (1) in the configuration corresponding to the resumption of a new part in step (d1).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8716699A FR2624038A1 (en) | 1987-12-02 | 1987-12-02 | PIPE BENDING TOOL AND METHOD FOR MANUFACTURING A WELDED TIP PIPE |
| FR8716699 | 1987-12-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0319400A1 true EP0319400A1 (en) | 1989-06-07 |
Family
ID=9357375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88403006A Withdrawn EP0319400A1 (en) | 1987-12-02 | 1988-11-30 | Pipe conduit bending machine and method of making a pipe conduit with a soldered joint |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4899567A (en) |
| EP (1) | EP0319400A1 (en) |
| FR (1) | FR2624038A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2758281A1 (en) * | 1997-01-14 | 1998-07-17 | Robolix Sa | MACHINE FOR BENDING LOW DIAMETER TUBES, IN PARTICULAR LESS THAN 10MM, PRECUT AND PRESENTING CONNECTION SYSTEMS AT EACH OF THEIR ENDS, AND BENDING HEAD FOR SUCH A MACHINE |
| EP1767285B1 (en) * | 2005-09-21 | 2008-03-19 | Dipl.-Ing. H. Schulz HDS Hydraulic GmbH & Co. KG | Bending tool for hydraulic fittings |
| EP3181977A1 (en) * | 2015-12-18 | 2017-06-21 | Stelia Aerospace | Method for manufacturing a pipe, assembly of a pipe and a connection coupling |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6045033A (en) * | 1998-04-02 | 2000-04-04 | Tri-Clover, Inc. | Pipe connection and method |
| US6220069B1 (en) * | 2000-01-19 | 2001-04-24 | General Electric Company | Method and apparatus for bending tubing |
| US7076982B2 (en) * | 2004-01-09 | 2006-07-18 | Jeffrey & Connie Coop, Llc | Concentric bore bend die and clamp insert assembly |
| US7870773B2 (en) * | 2007-02-28 | 2011-01-18 | Tennine Corporation | Inserted wiper die for high-pressure tube-bending and method of using same |
| CN112045006B (en) * | 2020-07-10 | 2022-02-15 | 张家港市昆仑管业有限公司 | Bending method of reverse-rotation spiral pipe |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE722076C (en) * | 1938-12-28 | 1942-06-29 | Fried Krupp Germaniawerft Ag | Clamping device with replaceable, straight and curved tubes adapted clamping jaws |
| US4083216A (en) * | 1977-05-16 | 1978-04-11 | Caterpillar Tractor Co. | Support pin for clamping die assembly |
| FR2530980A1 (en) * | 1982-08-02 | 1984-02-03 | Eaton Leonard Corp | BENDER WITH MULTIPLE CURVES |
| EP0168331A2 (en) * | 1984-07-10 | 1986-01-15 | Eaton Leonard Picot S.A. | Machine for bending of tubes, bars or profiles |
| EP0245623A2 (en) * | 1986-05-14 | 1987-11-19 | Rigobert Dipl.-Ing. Schwarze | Tube-bending machine |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1167538A (en) * | 1914-08-01 | 1916-01-11 | Locomotive Superheater Co | Pipe-bending die. |
| US2357006A (en) * | 1942-10-27 | 1944-08-29 | Cleveland Pneumatic Tool Co | Tube bending machine |
| DE1112381B (en) * | 1960-07-27 | 1961-08-03 | Peddinghaus Paul Ferd Fa | Bending device for reinforcing steel |
| US3394571A (en) * | 1966-04-14 | 1968-07-30 | William C. Rose | Conduit-bending machines |
| IT1137724B (en) * | 1981-07-10 | 1986-09-10 | Mec Montorfano Di Montorfano V | BENDING UNIT FOR METAL PIPES AND WIRES AND START-UP PROCEDURE OF THE UNIT |
| EP0120336B2 (en) * | 1983-03-26 | 1991-10-09 | Rigobert Dipl.-Ing. Schwarze | Tube bending machine |
-
1987
- 1987-12-02 FR FR8716699A patent/FR2624038A1/en not_active Withdrawn
-
1988
- 1988-11-28 US US07/276,475 patent/US4899567A/en not_active Expired - Fee Related
- 1988-11-30 EP EP88403006A patent/EP0319400A1/en not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE722076C (en) * | 1938-12-28 | 1942-06-29 | Fried Krupp Germaniawerft Ag | Clamping device with replaceable, straight and curved tubes adapted clamping jaws |
| US4083216A (en) * | 1977-05-16 | 1978-04-11 | Caterpillar Tractor Co. | Support pin for clamping die assembly |
| FR2530980A1 (en) * | 1982-08-02 | 1984-02-03 | Eaton Leonard Corp | BENDER WITH MULTIPLE CURVES |
| EP0168331A2 (en) * | 1984-07-10 | 1986-01-15 | Eaton Leonard Picot S.A. | Machine for bending of tubes, bars or profiles |
| EP0245623A2 (en) * | 1986-05-14 | 1987-11-19 | Rigobert Dipl.-Ing. Schwarze | Tube-bending machine |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2758281A1 (en) * | 1997-01-14 | 1998-07-17 | Robolix Sa | MACHINE FOR BENDING LOW DIAMETER TUBES, IN PARTICULAR LESS THAN 10MM, PRECUT AND PRESENTING CONNECTION SYSTEMS AT EACH OF THEIR ENDS, AND BENDING HEAD FOR SUCH A MACHINE |
| WO1998031484A1 (en) * | 1997-01-14 | 1998-07-23 | Robolix | Machine for bending tubes with small diameter |
| US6185969B1 (en) | 1997-01-14 | 2001-02-13 | Robolix | Machine for bending tubes with small diameter |
| EP1767285B1 (en) * | 2005-09-21 | 2008-03-19 | Dipl.-Ing. H. Schulz HDS Hydraulic GmbH & Co. KG | Bending tool for hydraulic fittings |
| EP3181977A1 (en) * | 2015-12-18 | 2017-06-21 | Stelia Aerospace | Method for manufacturing a pipe, assembly of a pipe and a connection coupling |
| FR3045772A1 (en) * | 2015-12-18 | 2017-06-23 | Stelia Aerospace | CONNECTION FITTING FOR AIRCRAFT FLUID CIRCUIT PIPING, PIPING AND CONNECTING METHOD |
| US10711934B2 (en) | 2015-12-18 | 2020-07-14 | Stelia Aerospace | Method for manufacturing a pipe, pipe and connection fitting assembly |
Also Published As
| Publication number | Publication date |
|---|---|
| US4899567A (en) | 1990-02-13 |
| FR2624038A1 (en) | 1989-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1412107B1 (en) | Expansion tool device for socket pliers | |
| FR2588785A1 (en) | BENDING APPARATUS FOR THE AUTOMATIC FORMING OF TUBES | |
| FR2899141A1 (en) | Orbital carrier for a device for butt-welding pipes to form a pipeline, comprises two components in the form of segments of a semi-circle to be connected together to form the orbital carrier around the pipes during a welding phase | |
| EP0319400A1 (en) | Pipe conduit bending machine and method of making a pipe conduit with a soldered joint | |
| FR2740531A1 (en) | IMPROVEMENT TO A DEVICE FOR CONNECTING A TUBE TO A TIP | |
| FR2537474A1 (en) | METHOD AND DEVICE FOR CUTTING A LARGE-DIAMETER TUBULAR PART IN RIGID MATERIAL, ESPECIALLY WITH OVALIZED SECTION, SUCH AS AN IRON PIPE | |
| EP1586801A1 (en) | Method and device for placing a branch pipe fitting onto a pipe | |
| EP2280210A1 (en) | Branching assembly for a fluid transport pipe | |
| EP0198779A2 (en) | Drawing device for forming a tube starting from a metal strip | |
| EP3771503B1 (en) | Bending device | |
| FR2935278A1 (en) | PRECENTERING DEVICE FOR AUTOMATICALLY ASSEMBLING THERMAL EXPANSION OF TOOLS WITH A TOOL HOLDER. | |
| CH628826A5 (en) | PROCESS FOR FORMING CURVED HOLLOW PIECES, DEVICE FOR CARRYING OUT SAID METHOD AND CURVED HOLLOW PIECES THUS OBTAINED. | |
| FR2654798A1 (en) | Tool for fitting an end-fitting at one end of a tube | |
| FR2909910A1 (en) | DEVICE FOR BENDING A METALLIC TUBE BY WINDING ON A SHAPE ROD. | |
| FR2518014A1 (en) | Mfr. of cranked flexible hose - prevented from shrinking during thermosetting by clamping ends of hose | |
| FR2554747A1 (en) | TOOL FOR SINGING TUBES | |
| FR2474915A1 (en) | METHOD AND DEVICE FOR PLACING AND WELDING FRETS AROUND A CYLINDRICAL FERRULE | |
| FR2939062A1 (en) | Flexible pipe straightening device for transportation and distribution of e.g. drinking water, in rural area, has driving unit driving support unit in translation, such that support unit is supported on upper face of end portion of pipe | |
| EP0219453B1 (en) | Apparatus for bending a metal pipe | |
| EP0320408B1 (en) | Control device for the reglet of a tube-bending machine | |
| FR2537481A1 (en) | ANGLE WELDING APPARATUS | |
| EP1977844B1 (en) | Device for inner chamfering of pipes | |
| FR2832665A1 (en) | Guide especially for fixing used in construction has inner tubular body with radial guide ribs and angled elastic elements | |
| EP1045189B1 (en) | Laying process of a tube in a duct and device for pressurising of a tube during the installation process | |
| FR2835360A1 (en) | TOOL FOR GEARING AT LEAST ONE CABLE IN A LONGITUDINALLY SLOTTED SHEATH, AND GEAR DEVICE COMPRISING SUCH A TOOL |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19881217 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT SE |
|
| 17Q | First examination report despatched |
Effective date: 19910221 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19920215 |