WO2012123260A1 - Apparatus for the manufacture of corrugated board - Google Patents
Apparatus for the manufacture of corrugated board Download PDFInfo
- Publication number
- WO2012123260A1 WO2012123260A1 PCT/EP2012/053506 EP2012053506W WO2012123260A1 WO 2012123260 A1 WO2012123260 A1 WO 2012123260A1 EP 2012053506 W EP2012053506 W EP 2012053506W WO 2012123260 A1 WO2012123260 A1 WO 2012123260A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- drum
- board
- layer
- paper
- applying
- Prior art date
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2845—Details, e.g. provisions for drying, moistening, pressing
- B31F1/2854—Means for keeping the sheet in contact with one of the corrugating rollers after corrugating, but before applying the facer sheet, e.g. by air pressure, suction or pressing fingers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2804—Methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2813—Making corrugated cardboard of composite structure, e.g. comprising two or more corrugated layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2818—Glue application specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2822—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard involving additional operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2822—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard involving additional operations
- B31F1/2827—Edge treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2831—Control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2845—Details, e.g. provisions for drying, moistening, pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2845—Details, e.g. provisions for drying, moistening, pressing
- B31F1/285—Heating or drying equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2845—Details, e.g. provisions for drying, moistening, pressing
- B31F1/2863—Corrugating cylinders; Supporting or positioning means therefor; Drives therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/04—Feeding sheets or blanks
- B31B50/042—Feeding sheets or blanks using rolls, belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/16—Cutting webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/20—Cutting sheets or blanks
- B31B50/22—Notching; Trimming edges of flaps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/25—Surface scoring
- B31B50/256—Surface scoring using tools mounted on a drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/52—Folding sheets, blanks or webs by reciprocating or oscillating members, e.g. fingers
Definitions
- This invention relates to an apparatus for the manufacture of corrugated board and to an apparatus for manufacturing a box of corrugated board and including the apparatus for manufacturing the corrugated board.
- Corrugated board often known as cardboard
- Corrugated board is conventionally manufactured in large and expensive machines that require substantial amounts of energy and a team of skilled personnel to operate them.
- Such machines produce a large volume of corrugated board at high speed in order to justify the high operational costs and high energy consumption.
- Such machines are often over 100 metres in length and weight up to 200 tonnes and are expensive to purchase, house and maintain.
- the corrugated board Once the corrugated board has been produced, it can be converted into other products in the same equipment or it can be cut into sheets and despatched for conversion into other products, such as boxes, layer pads, wraps and the like.
- Corrugated board In order to ship the corrugated board, it needs to be secured in stacks on pallets, requiring specialised presses and strapping equipment. Corrugated board is primarily air (about 80 percent by volume) and consequently incurs relatively high transport costs in relation to its value, making long-distance shipping financially unviable.
- an apparatus for manufacturing corrugated board comprising: a rotatable drum having a plurality of ridges formed in an outer surface thereof and extending in the axial direction of the drum; means for applying a first layer of paper to the outer surface of the drum and suction means for drawing the paper onto and between the ridges formed in the outer surface of the drum; and means for applying a second layer of paper to the first layer of paper and means for applying an adhesive between the two layers for securing the same together.
- the means for applying the first layer of paper to the outer surface of the drum may comprise a forming roll positioned adjacent to the drum and having an outer surface of complementary configuration to the configuration of the outer surface of the drum.
- the forming roll may be heated, for example electrically heated.
- the means for applying the first layer may include a pressure roll mounted within the drum and bearing against an inner surface of the drum substantially directly opposite the forming roll. The forming roll and/or the pressure roll may extend substantially the entire axial length of the drum.
- the suction means may include a plurality of holes formed through the drum, for example at the bases of the ridges formed in the surface of the drum, and means for applying suction to the holes within the drum.
- the means for applying suction to the holes within the drum may comprise a vacuum box provided within the drum and sealingly engaged with a part of the inner circumferential extent of the drum, for example about 25 percent thereof.
- the vacuum box may be provided with adjustable walls for adjusting the axial extent of the drum to which the suction is applied.
- the means for applying an adhesive between the first and second layers of paper may comprise a trough for containing an adhesive and a profiled roll rotatably mounted in the trough for applying the adhesive to the first layer of paper.
- the profiled roll may be formed with a plurality of circumferential ridges so as to apply the adhesive to the apices of the first layer substantially in the form of dots.
- the trough may be provided with a comb for engaging with the profiled roll so as to remove excess adhesive from the roll.
- the comb may be adjustable so as to determine the amount of adhesive to be applied to the first layer of paper.
- the profiled roll may be provided with gear means, for example at one or both ends thereof, the gear means engaging with the outer surface of the drum for rotating the profiled roll.
- the apparatus may include means for applying a third layer of paper to that side of the first layer opposite to the second layer, the third layer being applied after the combined first and second layers have been freed from the drum.
- the means for applying the third layer may comprise a means for applying adhesive (such as that defined above, but, for example, driven by belt means from the drum) to the first layer and means for applying the third layer to the first layer.
- the means for applying the third layer to the first layer may comprise opposed rolls provided one at each side of the layers of paper, for urging the third layer against the first layer.
- the apparatus may additionally include means for processing the formed corrugated board into boxes or the like.
- the processing means may include gripper chains for engaging opposing surfaces of the board along a part of each edge thereof.
- the gripper chains may be arranged as two spaced pairs of chains with each pair being movable laterally towards and way from the other to accommodate different widths of board.
- the gripper chains may be used to draw the layers of paper onto and around the drum.
- the gripper chains may be operable intermittently so as to advance the board a predetermined distance at each operation.
- the apparatus in the region of the gripper chains, may include a plurality of rolls extending across each surface of the board for maintaining the configuration of the board. One or more of the rolls may be removable for allowing access to the board where it passes between the rolls.
- One or more slotting discs may be arranged to pass between the rolls for cutting lateral slots in the board where it passes between the rolls.
- the one or more slotting discs may be movable towards and away from the board and may be movable laterally of the board, for example for cutting slots longer than the diameter of the discs.
- one or more sets of punches may be arranged between the rolls for cutting lateral slots in the board.
- Each punch may comprise four serrated blades arranged in pairs with a pointed shaft at one end of the blades.
- the pointed shaft may be provided with a pair of retractable blades.
- the one or more sets of punches may be movable towards and away from the cardboard by means of a ram.
- the ram may be supported on each side by a linear shaft.
- the linear shafts may be biased, for example by springs, to a home position.
- the apparatus may include means, located downstream of the gripper chains in the direction of movement of the board, for trimming the width of the board and for forming longitudinal creases in the board.
- the trimming means and creasing means may be provided on a common shaft.
- the trimming means may be rotatable with the shaft and the creasing means may be rotatable relative to the shaft.
- the creasing means may be in the form of one of more discs with corresponding counter discs provided on the opposite side of the board.
- One or more knives may be provided for separating the board into predetermined lengths.
- the knife may comprise a plurality of substantially triangular portions with sharpened edges, the triangular portions being movable to cut the board.
- the apparatus may additionally include means for folding the cut board into flattened boxes.
- Figure 1 is a diagrammatic side illustration of one embodiment of part of an apparatus according to the present invention for manufacturing corrugated board
- Figure 2 shows a first part of the apparatus of Figure 1 in more detail
- Figure 3 shows a vacuum box forming part of the apparatus according to the present invention
- Figure 4 shows a glue station forming part of the apparatus according to the present invention
- Figure 5 shows an optional further glue station for securing a bottom liner to single-face corrugated board produced by the apparatus of Figures 1 to 4;
- Figure 6 illustrates the manner in which the corrugated board and its components may be drawn through the apparatus according to the present invention
- Figure 7 illustrates the manner in which lateral slots may be formed in the corrugated board
- Figure 8 illustrates the use of trimming and creasing discs for configuring the corrugated board
- Figure 9 illustrates the manner in which the board may be cut to length
- Figure 10 illustrates on configuration into which the board may be cut
- Figures 11 and 12 illustrate how the corrugated board is folded and glued
- Figure 13 illustrates how the apparatus can be modified to form corrugated board having additional layers
- Figure 14 illustrates a corrugated board having additional layers
- Figure 15 illustrates an alternative arrangement to that of Figure 7 for forming lateral slots in the corrugated cardboard.
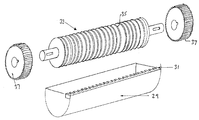
- Figures 1 to 4 show an apparatus for manufacturing corrugated board.
- the first step is to corrugate a layer of paper or other suitable material into so-called “flutes”. Flutes can vary in size and shape depending on the use of the corrugated board produced.
- the illustrated apparatus includes a cylindrical drum 1, for example about 1200 mm in diameter, with the shape of the flutes formed around the periphery of the drum in the form of ridges running in the axial direction of the drum. The configuration of the ridges can be varied in order to vary the size and shape of the flutes.
- the drum 1 rotates around an axial tube 7.
- a forming roll 3 has an outer surface of complementary configuration and meshes with the outer surface of the drum 1 such that rotation of the drum and forming roll draws paper 5 between the drum and the forming roll and at the same time deforms the paper into a predetermined corrugated configuration as the paper is pressed into the recesses formed in the outer surface of the drum to form the flutes.
- the forming roll may be heated, for example electrically heated, in order to heat the paper for faster bonding.
- Paper is fed to the drum 1 from a paper roll by way of a number of directing rolls 2. Pressure of the forming roll 3 against the outer surface of the drum 1 is resisted by a pressure roll 9 which bears against the inner surface of the drum 1 directly opposite the forming roll 3. Thus, the pressure roll acts as a stop.
- the pressure roll 9, as well as the forming roll 3, extends the entire axial length of the drum 1. This part of the apparatus is shown in more detail in Figure 2.
- suction holes 11 are formed through the drum at the bottom of each of the recesses. Not only are suction holes formed in each of the recesses, but holes are provided along the entire axial length of the drum, for example at even spacing.
- a vacuum box 13 is mounted within the drum, but is stationary and does no rotate with the drum.
- the vacuum box extends a sufficient distance around the inner circumference of the drum to apply suction around approximately 25 percent of the circumferential extent of the drum from the point on the drum where the paper is deformed by the forming roll 3.
- the effect of the vacuum box 13 is that, when a suction fan (not shown) is energised, air is drawn through the suction holes 11 in the effective region of the vacuum box so as to create a vacuum between the paper and the drum and in this way the flutes are retained in the recesses in the drum surface as the drum rotates.
- the vacuum box 13 is shown in more detail in Figure 3.
- Suction is transmitted to the vacuum box 13 by way of the central tube 7 which is sealed to the vacuum box by way of a part-cylindrical recess 15 and suitable seals 17.
- the vacuum box is formed in a number of axially-extending segments separated by walls 19 which are adjustable to allow suction to be applied along different axial lengths of the drum in order to accommodate varying widths of paper.
- the circumferential region of the vacuum box 13 is provided with seals 21 which seal against the inner circumferential surface of the drum 1 and also with a part-cylindrical recess 23 adapted to receive the pressure roll 9 and which is sealed to the pressure roll with seals 25.
- the flutes pass a glue station 27 which applies a dot of glue at evenly distributed points (for example at 5 mm spacing) at the apex of each corrugation along the axial length of the paper.
- the application of glue in this manner reduces the amount of glue used and additionally prevents the paper being over-moistened which can have the disadvantage of reducing the strength of the paper.
- the glue station 27 is shown in more detail in Figure 4.
- the glue station 27 comprises a glue reservoir 29 which is in the form of a part-cylindrical trough provided with closed ends.
- the reservoir 29 is provided with a comb 31 to remove excess glue from a glue roll 33.
- the comb may be adjustable if desired in order to regulate the amount of glue applied to the flutes.
- the glue roll is formed with circumferential flange-like protrusions 35 at even intervals along the axial length thereof, which protrusions fit between teeth of the comb 31 and have a diameter such that a dot of glue is applied to each apex of the flutes.
- the glue roll 33 is provided with drive gears 37 which engage with the recesses formed in the surface of the drum and which therefore drive the roll at a rate such that the circumferential speed of rotation of the glue roll is the same as the circumferential speed of the drum 1.
- the glue station may be replaceable with alternative glue stations (or alternative working components) which have a different axial extent of the protrusions, so as to apply a wider or narrower dot of glue, and/or a different number of protrusions, so as to increase or reduce the number of dots of glue applied, according to practical requirements. It is conventional practice to employ a starch-based glue and to apply the glue over the entire width of the flute (that is, the entire length of each corrugation).
- the apparatus according to the present invention applies only small amounts of glue, such as PVA adhesive which eliminates the need to dry the product and also eliminates the risk of warping.
- a top liner 39 can be secured to the flutes.
- the top liner is applied simply by bringing the top liner into contact with the flutes while the flutes, with the glue applied thereto, is held against the drum by suction.
- the top liner is supplied from a roll of paper by way of a number of directing rolls 40 to a position squarely below and close to the glue station 27, with a final directing roll being positioned close to the outer periphery of the drum 1, with the top liner passing between the directing roll and the surface of the drum.
- the combination of the flutes and the top liner than proceeds around the drum with the top liner held against the flutes while the adhesive sets and bonds the top liner to the flutes.
- the resulting single-face corrugated board is freed from the drum 1 by means of an extraction roll 41 shortly before a full revolution of the drum is completed.
- the apparatus according to the present invention allows the drying process and constraining of the board to be eliminated, resulting in an apparatus that is very substantially more compact than conventional corrugated board manufacturing apparatus.
- the compact nature of the apparatus allows relatively small, and therefore manageable, rolls of paper to be employed.
- relatively lightweight paper especially but not exclusively for the flutes, such as of 70 grams per square metre, or even less.
- the paper may be either virgin or recycled paper for any of the top or bottom layers or the flutes.
- An optional second stage involves the application of a bottom liner 43 to the single-face corrugated board. This is effected, as illustrated in Figure 5, after the single-face corrugated board has passed the extraction roll 41 and is travelling substantially horizontally away from the drum 1.
- the single-face corrugated board 45 comprises a taut top liner with substantially triangular flutes bonded to its underside as shown in Figure 5.
- a further glue station 47 substantially identical to the first-mentioned glue station 27, is positioned directly beneath the board 45 and applies dots of glue to the apices of the flutes as previously explained.
- the glue station 47 may be belt-driven from the drum 1 rather than being driven directly.
- the speed of the outer surface of the roll of the glue station 47 is substantially the same as the speed of the board 45.
- the bottom liner 43 is applied to the undersurface of the board 45 after it has passed the glue station 47 between two rolls 49, 51, the bottom liner being transported to the board 45 from a paper roll (not shown) by way of one or more directing rolls 53.
- the three-layer board then passes between a top conveyor 55 and a bottom conveyor 57, the two conveyors being arranged one on top of each other and a predetermined distance apart, in order to maintain constant flatness and thickness of the final corrugated board product.
- the bottom liner need not be a single sheet covering the entire width of the top liner and flutes, but instead may be in the form of one or more strips thereby reducing the amount of material required to manufacture the corrugated board.
- At least the first of the rollers forming the top and bottom conveyors may be heated and may be made, for example, of aluminium in order to promote heating, and therefore curing, of the glue.
- Figure 6 represents a first part of an optional second stage in which the corrugated board is converted into a shaped product, such as a box template.
- Figure 6 shows two upright supports 59 which face each other and which are spaced apart a sufficient distance for the corrugated board to pass between the supports.
- the supports 59 are slidably mounted on bars 61 so as to allow the supports to be adjusted towards and away from each other to accommodate different dimensions of board. Movement of the supports 59 towards and away from each other is determined by threaded bars 63 which engage in each of the supports and which are rotatable, for example by handle 65, so as to cause the supports 59 to slide along the bars 61. That is, the bars 63 may be threaded in opposite senses in opposing end regions thereof. As shown in Figure 6, a plurality of rotatable bars 63 may be interconnected such that they can be operated by a single handle 65.
- a gripper chain 69 is mounted on the facing sides of each of the supports 59 and passes over sprockets 67 at each end. As the chain 69 passes over the sprocket 67 at the upstream ends of the supports 59, the grippers of the chain open in sequence, the board is received within the open gripper and the open gripper closes as the chain 69 leaves the sprocket 67 so as to firmly hold the corrugated board. Thus, the gripper chain 69 serves to pull the corrugated board through the apparatus. As the grippers of the chain 69 reach the downstream end of the supports 59, the sprocket 67 causes the grippers to open and to release the board. The width of the grippers can be selected to accommodate the thickness of the corrugated board that is being manufactured.
- Figure 7 shows a corrugated board gripped by the gripper chain 69 along an upper edge of the board and a plurality of slotting discs 71 powered by electric motor 73 cutting lateral slots in the board.
- the board will be gripped along both edges at the upper and lower surfaces of each edge.
- the slotting discs are movable upwardly and downwardly to engage of disengage the board and are movable laterally to determine the length of a slot being formed where the slots are to be longer than the diameter of the cutting blades.
- rollers from the top and/or bottom conveyors 55, 57 may be removed to allow access to the board, not only for forming the slots, but also for other procedures, such as printing.
- the slotting discs 71 are mounted on two separate drive shafts 75 (only one of which is illustrated) arranged one at each side of the board and extending in the direction of travel of the board.
- the number and location of cutting discs on each of the shafts 75 can be adjusted as required.
- the slot length is determined such that it does not extend right up to the gripping chains, but stops a short distance, such as 10 mm, away from the chains.
- the slot width is determined, where necessary, by placing two slotting discs a predetermined distance apart, for example by means of a spacer (not shown).
- the board is not cut as it travels, but instead a sensor determines the position of the board and causes the apparatus to cease moving the board forward.
- the slotting discs 71 are caused to rotate at high speed and a lowered towards the board to form the slots.
- a further sensor determines when slot cutting has been completed and causes the blades to be de-energised and raised to an elevated “home” position, at which time the board is caused to move forwards once again.
- the board is moved forwards towards the end of conveyors 55, 57 and the gripper chains 69.
- a short distance for example about 150 mm
- the board passes through a set of trimming discs 77 and creasing discs 79 which are shown in Figure 8.
- the discs 77, 79 are mounted on a shaft 81 which is rotated at high speed.
- the trimming discs 77 are set a predetermined distance apart corresponding to the required width of the board.
- the spinning trimming discs 77 penetrate the board and cut it to the desired width.
- the creasing discs 79 are positioned inwardly of the trimming discs 77 and are mounted on the shaft 81 by way of bearings which allow the creasing discs to rotate freely such that the speed of the outer circumference of the creasing discs is the same as the speed of movement of the board.
- Two counter disks 83 are mounted on a further shaft 84 positioned below the path of travel of the board and are positioned to correspond to the lateral location of the creasing discs 79.
- the counter discs 83 are formed with a peripheral protrusion 85 which deforms the lower surface of the board as the board passes between the discs 79, 83.
- Both sets of discs 79, 83 can be positioned at any required position between the trimming discs 77 so as to form creases in the underside of the board as desired.
- the trimming and creasing discs 77, 79 give rise to a board of a desired width having two creasing lines extending continuously along the underside of the board as the board exits the gripper chains 69.
- the sensor that controls the distance the board is moved forward at each stage also controls the manner in which the trimmed and creased board is cut to length while it is stationary.
- a rotary cutter may be used, for example similar to the cutter shown and described in relation to Figures 7 and 8.
- Figure 9 shows a table 87 across which the board passes in the direction indicated by the arrow in Figure 9, the table being positioned substantially immediately downstream of the gripper chains 69.
- One side of the table is provided with a knife 89 for cutting the board across the whole width thereof so as to form the rear edge of the board that has passed and at least part of the front edge of the board to come (or vice versa).
- the knife 89 may be in the form of a series of triangular points, with both upstanding sides of the triangle being sharpened so as to cut the board when the knife is raised. A plate (not shown for clarity) prevents the board rising as the blade is raised.
- the triangular formations may each have a width of about 100 mm.
- the knife 89 need not be straight and can, for example, be curved.
- the table can also be used to form “battlement” shapes by providing further knives 91, 93, 95, 97, also of triangular configuration, and configured to form a castellation, and a creasing blade 99 which is positioned to form a crease across the base of the castellation.
- the blades 91, 93, 95, 97 rise at the same time as the blade 89 and the creasing blade 99 is also urged against the underside of the board so as to form a crease line.
- the blade 89 and, if provided, the blades 91, 93, 95, 97 and the creasing blade 99, are lowered so as to allow the board to be moved forwards to the next station.
- the board that has passed the table 87 is shown in Figures 11 and 12, where the board is further creased, folded and glued.
- the board is supported by a plate 101, for example of steel, below which is a flat bed 103 which is provided with a plurality of adjustable creasing knives 105.
- the flat bed 103 is mounted on a pneumatic (or like) ram 107 for moving the bed 103 upwardly and downwardly.
- An anvil 109 is positioned above the board for co-operating with the creasing knives 105 for forming creases in the underside of the board.
- the ends of the anvil 109 are formed with slots to accommodate generally U-shaped folding arms 111 so as to allow the arms to penetrate the anvil from above and to fold the board beneath the anvil.
- a glue station 113 is also provided, for example at the downstream end of the anvil.
- the creasing knives 105 are raised with the flat bed 103 at the same time as the knife 89, with the creasing knives ascending into the cut board so as to apply creases at predetermined locations.
- the glue station 113 applies glue to the board as required (for example on the “battlement” region described in relation to Figures 9 and 10).
- the knife 89 and the flat bed 103 are retracted, the flat bed being retracted well below the level of the board so as to allow the board to be folded.
- the folding arms 111 are pivoted through the anvil 109 so as to fold the board along its various crease lines.
- the downstream folding arm operates a short time before the upstream folding arm in order that the “battlement” is first urged towards the underside of the support plate 101 with the glue exposed and the opposite end of the board is then folded against the glued region to secure opposite ends of the board together into a flattened and unassembled box with the support plate between two layers of board as shown in Figure 12.
- the folded box is then pushed in the lateral direction of the support plate and into a holding area (not shown) to allow the glue to cure and bond the board together. Pushing of the box is detected by a sensor (not shown) and the folding arms 111 are returned to their position above the anvil 109 ready for the next box to be formed.
- Figure 13 illustrates a modification to the apparatus of Figures 1 to 4 which allows corrugated board to be manufactured with additional layers, such a corrugated board being shown in Figure 14.
- Figure 13 shows that the apparatus includes a further drum 115 which forms a two-layer corrugated board that is positioned above the corrugated board formed on the drum 1 and adhered thereto by means of glue dispensed from a glue station 117. Further additional layers may be added by providing further drums corresponding to the drum 115 together with a further glue station corresponding to the glue station 117.
- Figure 15 shows an alternative arrangement to that of Figure 7 for forming lateral slots in the corrugated cardboard.
- the corrugated cardboard firmly held in the gripper chain 69 (not shown in Figure 15) along each longitudinal edge, the shape of a box to be formed can be cut out.
- Selected rollers from the top and/or bottom conveyors 55, 57 (not shown in Figure 15) are removed to allow a plurality, for example three, sets of slot punches 119 to be fitted.
- Each slot punch of each set of slot punches is made up of four serrated blades 121 which are set 8mm apart in pairs of equal length on a movable steel bar 123 so as to cut the longitudinal edges of a slot, the blades being removably secured to the bar, for example by bolts.
- a 4mm diameter pointed shaft 125 is positioned at one end of each pair of blades to cut out that end of the slot facing towards the opposite pair of blades.
- the pointed shafts 125 which are shown in more detail in the inset of Figure 15, have within them a pair of retractable blades 127 which close as they penetrate through the cardboard and fall open under their own weight once the cardboard has been penetrated.
- a protruding section 129 is provided between the shafts 125 and is connected to the bar 123, the protruding section acting as an anvil to a creasing blade 131 which is positioned beneath the cardboard.
- the creasing blade 131 has an upstand of 2mm and is located on the centreline of a strip 133 of Nylon, the strip being slotted to allow the blades 121 to pass through.
- a frame 135 supports both the strip 133 and the slot punches 119.
- the blades 121 are surrounded by a guard 136 and travels up and down with the blades when a ram 137 is energised.
- the ram is supported on each side by a linear shaft 139 which passes through a bearing mounted in the frame 135.
- the linear shafts 139 are biased by springs 141 such that, should the motive power for the ram fail, the blades 121 are returned to their home position.
- a sensor (not shown) detects the position of the cardboard and stops it in the correct position.
- the ram 137 is then actuated and moves downwardly, compressing the springs 141, the guard 136 also moving downwardly onto the top of the cardboard.
- the blades 121 push through the board preceded by the pointed shafts 125 with the retractable blades 127 being moved into the shaft.
- the blades 121 then pass into slots formed in the strip 133.
- the protruding section 129 bears against the upper surface of the cardboard and urges the board against the creasing blade 131 mounted in the strip 133.
- Movement of the ram 137 is then reversed, withdrawing the shafts 125 and blades 121 from the cardboard. However, as the shafts are withdrawn, the retractable blades 127 cut through the remainder of one end section of a strip of board to be removed.
- the ram 137 continues to rise until an adjustable stop 143 (two stops being illustrated) mounted on the bar 123 come into contact with a top of the guard 136 and the ram then stops with the guard 136 about 5mm above the board.
- the present invention provides a compact and efficient apparatus for manufacturing corrugated board and for converting the corrugated board into boxes.
- the apparatus may be operated at a range of speeds, for example in the range from 5 to 15 metres per minute.
- the boxes may be made of relatively lightweight paper, it has been found that the resulting boxes are not correspondingly weaker than boxes made of thicker paper on conventional apparatus.
- the paper to be used for the external and/or internal surface of the boxes may be printed with a photographic image: this is difficult or impossible with conventional manufacturing techniques.
Abstract
Description
Claims (28)
- An apparatus for manufacturing corrugated board and comprising: a rotatable drum (1) having a plurality of ridges formed in an outer surface thereof and extending in the axial direction of the drum; means (3) for applying a first layer (5) of paper to the outer surface of the drum and suction means (11, 13) for drawing the paper onto and between the ridges formed in the outer surface of the drum; and means (40) for applying a second layer (39) of paper to the first layer (5) of paper and means (27) for applying an adhesive between the two layers for securing the same together.
- An apparatus as claimed in claim 1, wherein the means (3) for applying the first layer (5) of paper to the outer surface of the drum (1) comprises a forming roll (3) positioned adjacent to the drum and having an outer surface of complementary configuration to the configuration of the outer surface of the drum.
- An apparatus as claimed in claim 2, wherein the forming roll (3) is heated, for example electrically heated.
- An apparatus as claimed in claim 2 or 3, wherein the means (3) for applying the first layer (5) includes a pressure roll (9) mounted within the drum (1) and bearing against an inner surface of the drum substantially directly opposite the forming roll (3).
- An apparatus as claimed in claim 4, wherein the forming roll (3) and/or the pressure roll (9) extends substantially the entire axial length of the drum (1).
- An apparatus as claimed in any preceding claim, wherein the suction means (11, 13) includes a plurality of holes (11) formed through the drum (1), for example at the bases of the ridges formed in the surface of the drum, and means (13) for applying suction to the holes within the drum.
- An apparatus as claimed in claim 6, wherein the means for applying suction to the holes (11) within the drum (1) comprises a vacuum box (13) provided within the drum and sealingly engaged with a part of the inner circumferential extent of the drum, for example about 25 percent thereof.
- An apparatus as claimed in claim 7, wherein the vacuum box (13) is provided with adjustable walls (19) for adjusting the axial extent of the drum (1) to which the suction is applied.
- An apparatus as claimed in any preceding claim, wherein the means (27) for applying an adhesive between the first and second layers (5, 39) of paper comprises a trough (29) for containing an adhesive and a profiled roll (33) rotatably mounted in the trough for applying the adhesive to the first layer (5) of paper.
- An apparatus as claimed in claim 9, wherein the profiled roll (33) is formed with a plurality of circumferential ridges (35) so as to apply the adhesive to the apices of the first layer (5) substantially in the form of dots.
- An apparatus as claimed in claim 9 or 10, wherein the trough (29) is provided with a comb (31) for engaging with the profiled roll (33) so as to remove excess adhesive from the roll.
- An apparatus as claimed in claim 11, wherein the comb (31) is adjustable so as to determine the amount of adhesive to be applied to the first layer (5) of paper.
- An apparatus as claimed in any one of claims 9 to 12, wherein the profiled roll (33) is provided with gear means (37), for example at one or both ends thereof, the gear means engaging with the outer surface of the drum (1) for rotating the profiled roll.
- An apparatus as claimed in any preceding claim and including means (47, 49, 51) for applying a third layer (43) of paper to that side of the first layer (5) opposite to the second layer (39), the third layer being applied after the combined first and second layers have been freed from the drum (1).
- An apparatus as claimed in claim 14, wherein the means for applying the third layer comprises a means (47) for applying adhesive to the first layer (5) and means (49, 51) for applying the third layer (43) to the first layer.
- An apparatus as claimed in claim 15, wherein the means for applying the third layer to the first layer comprises opposed rolls (49, 51) provided one at each side of the layers (5, 39, 43) of paper, for urging the third layer (43) against the first layer (5).
- An apparatus as claimed in any preceding claim and including means for processing the formed corrugated board into boxes or the like.
- An apparatus as claimed in claim 17, wherein the processing means includes gripper chains (69) for engaging opposing surfaces of the board along a part of each edge thereof.
- An apparatus as claimed in claim 18, wherein the gripper chains (69) are arranged as two spaced pairs of chains with each pair being movable laterally towards and way from the other to accommodate different widths of board.
- An apparatus as claimed in claim 18 or 19, wherein the gripper chains (69) are used to draw the layers (5, 39) of paper onto and around the drum (1).
- An apparatus as claimed in claim 18, 19 or 20, wherein the gripper chains (69) are operable intermittently so as to advance the board a predetermined distance at each operation.
- An apparatus as claimed in any one of claims 18 to 21, wherein the apparatus, in the region of the gripper chains (69), includes a plurality of rolls (55, 57) extending across each surface of the board for maintaining the configuration of the board.
- An apparatus as claimed in any one of claims 18 to 22 and including means (77, 79, 95, 97, 99), located downstream of the gripper chains (69) in the direction of movement of the board, for trimming the width of the board and for forming longitudinal creases in the board.
- An apparatus as claimed in claim 23, wherein the trimming means (77) and creasing means (79) are provided on a common shaft (81).
- An apparatus as claimed in claim 24, wherein the trimming means (77) is rotatable with the shaft (81) and the creasing means (77) is rotatable relative to the shaft.
- An apparatus as claimed in any preceding claim and including one or more knives (89) for separating the board into predetermined lengths.
- An apparatus as claimed in claim 26, wherein the knife (89) comprises a plurality of substantially triangular portions with sharpened edges, the triangular portions being movable to cut the board.
- An apparatus as claimed in any preceding claim and including means for folding the cut board into flattened boxes.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1315437.2A GB2502481B (en) | 2011-03-11 | 2012-03-01 | Apparatus for the manufacture of corrugated board |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1104160.5 | 2011-03-11 | ||
| GBGB1104160.5A GB201104160D0 (en) | 2011-03-11 | 2011-03-11 | Apparatus for the manufacture of corrugated board |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012123260A1 true WO2012123260A1 (en) | 2012-09-20 |
Family
ID=43980848
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2012/053506 WO2012123260A1 (en) | 2011-03-11 | 2012-03-01 | Apparatus for the manufacture of corrugated board |
Country Status (2)
| Country | Link |
|---|---|
| GB (3) | GB201104160D0 (en) |
| WO (1) | WO2012123260A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014125297A1 (en) * | 2013-02-14 | 2014-08-21 | Interpac Ltd. | Method and apparatus for manufacture of corrugated paperboard |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2429482A (en) * | 1939-04-06 | 1947-10-21 | Munters Carl Georg | Method and means for the production of foil material |
| US4270969A (en) * | 1980-02-20 | 1981-06-02 | Molins Machine Company, Inc. | Fingerless single facer |
| US4310375A (en) * | 1978-10-05 | 1982-01-12 | Mitsubishi Jukogyo Kabushiki Kaisha | Lower corrugating roll in a single facer |
| US6143112A (en) * | 1998-04-03 | 2000-11-07 | Kabushiki Kaisha Isowa | Method and apparatus for producing single face corrugated web |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB362537A (en) * | 1930-09-15 | 1931-12-10 | Clarence Ferdinand Rainsford | Improvements relating to the treatment of multi-ply sheets of cardboard and the like for the manufacture of boxes or packages |
| GB594328A (en) * | 1943-10-25 | 1947-11-07 | Centrale Des Usines A Papiers | Process and plant for manufacturing longitudinally corrugated cardboard and cross-corrugated cardboard and products obtained thereby |
| US2759523A (en) * | 1953-10-02 | 1956-08-21 | Corro Ltd | Method and machine for making triple wall corrugated paper board |
| US4242399A (en) * | 1977-06-09 | 1980-12-30 | Nissan Motor Company, Limited | Corrugated paperboard for trim board and method of producing the same |
| JPH09164614A (en) * | 1995-12-18 | 1997-06-24 | Isowa Corp | Single-faced corrugated cardboard manufacturing apparatus |
| JP3389044B2 (en) * | 1997-04-10 | 2003-03-24 | 三菱重工業株式会社 | Single-sided corrugated cardboard sheet manufacturing equipment |
| JP3778697B2 (en) * | 1998-06-29 | 2006-05-24 | レンゴー株式会社 | Cardboard bonding equipment |
| US20070175350A1 (en) * | 2006-01-27 | 2007-08-02 | Crum Jesse D | Fluted intermediate assembly formed in situ and having high resolution image that is used in consumer goods packaging |
| JP5339807B2 (en) * | 2008-07-30 | 2013-11-13 | 株式会社タワダ | Cardboard box sheet joining method and cardboard box sheet joining apparatus |
| US7998300B2 (en) * | 2009-09-14 | 2011-08-16 | Carl R. Marschke | Apparatus and method for producing waterproof structural corrugated paperboard |
| KR20150098127A (en) * | 2014-02-19 | 2015-08-27 | 김병식 | Automatic welding devices cardboard boxes |
| DE102015218338A1 (en) * | 2015-09-24 | 2017-03-30 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | corrugator |
-
2011
- 2011-03-11 GB GBGB1104160.5A patent/GB201104160D0/en not_active Ceased
-
2012
- 2012-03-01 GB GB1707607.6A patent/GB2551638B/en active Active
- 2012-03-01 GB GB1315437.2A patent/GB2502481B/en active Active
- 2012-03-01 WO PCT/EP2012/053506 patent/WO2012123260A1/en active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2429482A (en) * | 1939-04-06 | 1947-10-21 | Munters Carl Georg | Method and means for the production of foil material |
| US4310375A (en) * | 1978-10-05 | 1982-01-12 | Mitsubishi Jukogyo Kabushiki Kaisha | Lower corrugating roll in a single facer |
| US4270969A (en) * | 1980-02-20 | 1981-06-02 | Molins Machine Company, Inc. | Fingerless single facer |
| US6143112A (en) * | 1998-04-03 | 2000-11-07 | Kabushiki Kaisha Isowa | Method and apparatus for producing single face corrugated web |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014125297A1 (en) * | 2013-02-14 | 2014-08-21 | Interpac Ltd. | Method and apparatus for manufacture of corrugated paperboard |
Also Published As
| Publication number | Publication date |
|---|---|
| GB201315437D0 (en) | 2013-10-16 |
| GB201104160D0 (en) | 2011-04-27 |
| GB2551638B (en) | 2018-02-21 |
| GB2502481A (en) | 2013-11-27 |
| GB2502481B (en) | 2017-08-23 |
| GB201707607D0 (en) | 2017-06-28 |
| GB2551638A (en) | 2017-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7628747B2 (en) | Method and apparatus for forming corrugated board carton blanks | |
| ES2771973T3 (en) | Corrugated cardboard installation | |
| JP6990789B2 (en) | Continuous corrugated board sheet manufacturing method and corrugated cardboard sheet manufacturing equipment | |
| US20110092351A1 (en) | Method and device for producing box of corrugated board sheet | |
| DK3360639T3 (en) | PROCEDURE FOR MAKING CUTTINGS OF PAPER, CARTON, PAPER OR WAVE PAPER AND APPLIANCE | |
| US3884102A (en) | Three knife trimming machine | |
| CN112140158A (en) | Dunnage conversion machine and method | |
| TW201504113A (en) | Unit for converting a continuous web substrate, and packaging production machine thus equipped | |
| CN107097520A (en) | One kind windowing laminating machine | |
| CN103963359A (en) | Serial production line for high-strength vertical corrugated boards | |
| US10618241B2 (en) | Device for storing and removing cardboard for a bridge in a corrugated cardboard production line | |
| US10800629B2 (en) | Sheet depositing arrangement | |
| CN107826777B (en) | Collecting device of vertical gluing machine | |
| WO2012123260A1 (en) | Apparatus for the manufacture of corrugated board | |
| CN213138047U (en) | Continuous printing corrugated container board apparatus for producing | |
| WO2001058679A1 (en) | Lateral corrugator | |
| JP6235784B2 (en) | Folio format paper wrapping method and apparatus | |
| CA3205189A1 (en) | Single face tube die-cut and sheet production | |
| US2812798A (en) | Scoring and feeding mechanism | |
| CN202481822U (en) | Transverse cutting mechanism of corrugated cardboard manufacturing machine | |
| CN206913763U (en) | Packing box production system | |
| US3421963A (en) | Apparatus for applying tape | |
| CN110682355A (en) | Corrugating plant and method for producing corrugated board | |
| JP4091954B2 (en) | Conveyor device | |
| CN213947570U (en) | Feeding and indentation device of packaging carton |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12707280 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 1315437 Country of ref document: GB Kind code of ref document: A Free format text: PCT FILING DATE = 20120301 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1315437.2 Country of ref document: GB |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12707280 Country of ref document: EP Kind code of ref document: A1 |