WO1997003144A1 - Adhesives containing electrically conductive agents - Google Patents
Adhesives containing electrically conductive agents Download PDFInfo
- Publication number
- WO1997003144A1 WO1997003144A1 PCT/US1996/008369 US9608369W WO9703144A1 WO 1997003144 A1 WO1997003144 A1 WO 1997003144A1 US 9608369 W US9608369 W US 9608369W WO 9703144 A1 WO9703144 A1 WO 9703144A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- parts
- adhesive
- pressure sensitive
- prepared
- except
- Prior art date
Links
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/30—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium with solid or semi-solid material, e.g. pasty masses, as damping medium
- F16F9/306—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium with solid or semi-solid material, e.g. pasty masses, as damping medium of the constrained layer type, i.e. comprising one or more constrained viscoelastic layers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1806—C6-(meth)acrylate, e.g. (cyclo)hexyl (meth)acrylate or phenyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1808—C8-(meth)acrylate, e.g. isooctyl (meth)acrylate or 2-ethylhexyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1811—C10or C11-(Meth)acrylate, e.g. isodecyl (meth)acrylate, isobornyl (meth)acrylate or 2-naphthyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1812—C12-(meth)acrylate, e.g. lauryl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/16—Solid spheres
- C08K7/18—Solid spheres inorganic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/02—Ingredients treated with inorganic substances
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J9/00—Adhesives characterised by their physical nature or the effects produced, e.g. glue sticks
- C09J9/02—Electrically-conducting adhesives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2666/00—Composition of polymers characterized by a further compound in the blend, being organic macromolecular compounds, natural resins, waxes or and bituminous materials, non-macromolecular organic substances, inorganic substances or characterized by their function in the composition
- C08L2666/54—Inorganic substances
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/416—Additional features of adhesives in the form of films or foils characterized by the presence of essential components use of irradiation
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/321—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by conductive adhesives
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/321—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by conductive adhesives
- H05K3/323—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by conductive adhesives by applying an anisotropic conductive adhesive layer over an array of pads
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2804—Next to metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2848—Three or more layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
- Y10T428/2857—Adhesive compositions including metal or compound thereof or natural rubber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
- Y10T428/2878—Adhesive compositions including addition polymer from unsaturated monomer
- Y10T428/2891—Adhesive compositions including addition polymer from unsaturated monomer including addition polymer from alpha-beta unsaturated carboxylic acid [e.g., acrylic acid, methacrylic acid, etc.] Or derivative thereof
Definitions
- This invention relates to adhesives containing electrically conductive agents.
- Acrylate pressure sensitive adhesives are well known in the art. Many of these adhesives are copolymers of an alkyl ester of acrylic acid and a minor portion of a polar co-monomer. Due to the presence ofthe polar co-monomer these adhesives generally do not adhere well to low energy and oily surfaces (e.g., surfaces having a critical surface tension of wetting of no greater than about 35 dynes/cm). Although adhesion can be improved through addition of a tackifier, the degree of improvement is limited because most commercially available tackifiers are not miscible in the polar monomer-containing adhesive.
- Acrylate heat activatable adhesives and the use of electrically conductive agents in adhesives are also known.
- the present invention provides superior adhesives containing electrically conductive agents.
- the invention features a pressure sensitive adhesive that includes the reaction product of starting materials comprising: (a) 25-97 parts by weight of an acrylic acid ester of a monohydric alcohol whose homopolymer has a Tg less than 0°C; (b) 3-75 parts by weight of a non-polar ethylenically unsaturated monomer whose homopolymer has a solubility parameter of no greater than 10.50 and a Tg greater than 15°C;
- an effective amount of an electrically conductive agent selected from nickel, silver, copper, or gold particles (d) an effective amount of an electrically conductive agent selected from nickel, silver, copper, or gold particles.
- the relative amounts ofthe acrylic acid ester, the non-polar ethylenically unsaturated monomer, and the polar ethylenically unsaturated monomer are chosen such that the 90° peel adhesion ofthe pressure sensitive adhesive to a polypropylene surface is at least 2 lbs/0.5 in. after a 72 hour dwell at room temperature as measured according to Test Procedure B-I, infra.
- the invention provides a heat activatable adhesive comprising the reaction product of starting materials comprising: (a) 25-97 parts by weight of an acrylic acid ester of a monohydric alcohol whose homopolymer has a T g less than 0°C;
- an effective amount of an electrically conductive agent wherein said adhesive is essentially nontacky at 20C and has a T g of 30C or greater.
- the adhesive has a T g of 35C or greater; 40C or greater; and 50C or greater.
- the invention features a pressure sensitive adhesive that includes the polymerization product of:
- the relative amounts ofthe acrylic acid ester, the non-polar ethylenically unsaturated monomer, and the polar ethylenically unsaturated monomer are chosen such that the 90° peel adhesion ofthe pressure sensitive adhesive to a surface provided with 1.5 ⁇ 0.25 mg/in--- oil is greater than zero after a 10 second dwell at room temperature as measured according to Test Procedure B-II, infra.
- the invention features a pressure sensitive adhesive that includes:
- miscible it is meant that the final pressure sensitive adhesive does not exhibit macroscopic phase separation as evidenced by optical clarity at room temperature.
- the relative amounts ofthe acrylic acid ester, non-polar ethylenically unsaturated monomer, and polar ethylenically unsaturated monomer are chosen such that the 90° peel adhesion ofthe pressure sensitive adhesive to a polypropylene surface is at least 2 lbs/0.5 in. after a 72 hour dwell at room temperature as measured according to Test Procedure Bl -III, infra.
- the relative amounts ofthe acrylic acid ester, non-polar ethylenically unsaturated monomer, and polar ethylenically unsaturated monomer are chosen such that the 90° peel adhesion ofthe pressure sensitive adhesive to a surface provided with 1.5 ⁇ 0.25 mg/in--- of oil is greater than zero after a 10 second dwell at room temperature as measured according to Test Procedure B2-III, infra.
- the solubility parameter referred to herein is calculated according to the technique described in Fedors, Polym. Eng. and Sci., .14:147 (1974).
- a monomer whose homopolymer has a solubility parameter of greater than 10.50 when measured according to the Fedors technique is referred to herein as a polar monomer
- a monomer whose homopolymer has a solubility parameter of 10.50 or less when measured according to the Fedors technique is referred to herein as a non-polar monomer.
- the invention provides pressure sensitive adhesives and tackified pressure sensitive adhesives which, by virtue of inco ⁇ orating a non-polar ethylenically unsaturated monomer and limiting the polar monomer content to no more than 5 parts, exhibit good adhesion to low energy (e.g., plastics such as polyolefin plastics) surfaces and oily surfaces.
- low energy e.g., plastics such as polyolefin plastics
- the adhesives exhibit good adhesion to high energy surfaces such as stainless steel as well. Because the non-polar monomer reduces the polarity ofthe adhesive, commercially available tackifiers (many ofwhich have low polarity themselves) are miscible in the adhesives and thus may be used.
- the invention tailors the properties ofthe acrylate polymer to make it miscible with the tackifier.
- the adhesives are less toxic than, e.g., adhesives containing polar heteroatom acrylates.
- the adhesives further exhibit good shear properties both at low and high temperatures, particularly when a small amount (no more than 5 parts) of a polar co-monomer is included.
- the adhesives offer the further advantage of reduced sensitivity to moisture and reduced tendency to corrode metals such as copper relative to pressure sensitive adhesives containing higher amounts of polar co-monomers. Furthermore, the adhesives interact to a lesser extent with polar additives and, in some cases, increase the solubility of non-polar additives compared to pressure sensitive adhesives containing higher amounts of polar co-monomers.
- One class of pressure sensitive adhesives according to this invention displays good adhesion to both low energy surfaces such as polypropylene and high energy surfaces such as stainless steel.
- the 90° peel strength after a 72 hour dwell is at least 2 lbs/0.5 in., preferably at least 2.5 lbs/0.5 in., and more preferably at least 3 lbs/0.5 in. measured according to Test Procedure B-I, infra.
- the adhesives also display good cohesive strength properties as measured by the shear strength.
- the shear strength at both room temperature and 70°C is greater than 50 minutes, more preferably greater than 1 ,000 minutes, and even more preferably greater than 10,000 minutes measured according to Test Procedure C-I, infra.
- a second class of pressure sensitive adhesives according to this invention displays good adhesion to oily surfaces (e.g., oily metal surfaces).
- oily surfaces include surfaces provided with mineral oil, emulsion oils, peanut oil, motor oil (e.g., 5 W-30), WD40, and Ferricote 61 A US (Quaker Chemical Co.) (a common protectant for cold rolled steel).
- the 90° peel adhesion to a surface provided with 1.5 ⁇ 0.25 mg/in--- oil after a 10 second dwell at room temperature is greater than zero, preferably at least 2 oz./0.5 in., and more preferably at least 4 oz/0.5 in. measured according to Test Procedure B-II, infra.
- the adhesion After a 1 minute dwell, the adhesion preferably builds to at least 5 oz/0.5 in. and more preferably to at least 10 oz/0.5 in. measured according to Test Procedure B-II, infra.
- the adhesives also display good cohesive strength properties as measured by the shear strength.
- the shear strength at both room temperature and 70°C is greater than 50 minutes, more preferably greater than 300 minutes, and even more preferably greater than 600 minutes.
- the tackified pressure sensitive adhesives of this invention display good adhesion to both low energy surfaces such as polypropylene, high energy surfaces such as stainless steel, and oily surfaces (e.g., oily metal).
- oily surfaces include surfaces provided with mineral oil, emulsion oils, peanut oil, motor oil (e.g., 5W-30), D40, and Ferricote 61 A US (Quaker Chemical Co.) (a common protectant for cold rolled steel).
- the 90° peel adhesion to polypropylene or to steel after a 72 hour dwell at room temperature is at least 2 lbs/0.5 in., preferably at least 3 lbs/0.5 in., and more preferably at least 4 lbs/0.5 in. measured according to Test Procedure Bl- ⁇ l, infra.
- the 90° peel adhesion to a surface provided with 1.5 ⁇ 0.25 mg/in2 of oil after a 10 second dwell at room temperature is greater than zero, preferably at least 2 oz/0.5 in., and more preferably at least 4 oz./0.5 in. measured according to Test Procedure B2-III, infra. After a 1 minute dwell, the adhesion preferably builds to at least 5 oz/0.5 in. and more preferably to at least 10 oz/0.5 in. measured according to Test
- the tackified adhesives also display good cohesive strength properties as measured by the shear strength.
- the shear strength at both room temperature and 70°C is greater than 50 minutes, more preferably greater than
- the properties ofthe pressure sensitive adhesives and tackified pressure sensitive adhesives according to the invention are achieved by controlling the monomeric composition to achieve the appropriate polarity (as measured by the solubility parameter ofthe homopolymers ofthe individual monomers determined according to the Fedors technique) and rheological properties (Tg as measured by the 1 radian/second tan delta maximum temperature ofthe adhesive polymer).
- the ability to incorporate a tackifier increases the value ofthe peel strength beyond what it would be in the absence ofthe tackifier.
- the tackifier also increases'Tormulation freedom," i.e., the ability to adjust the properties ofthe adhesives for particular applications by introducing another variable, namely, the tackifier.
- Table 1 A list of several common monomers and their respective Fedors' solubility parameters is shown in Table 1. Table 1 is subdivided into four sections: low Tg acrylate monomers, high Tg acrylate monomers, high Tg methacrylate monomers, and vinyl monomers.
- the rheological character ofthe adhesive polymer can be partially but usefully described by the T g as measured by the 1 radian/second tan delta maximum temperature.
- the Tg as measured by the 1 radian/second tan delta maximum of the polymer it is preferable for the Tg as measured by the 1 radian/second tan delta maximum of the polymer to have a value between -45°C and 15°C, more preferably between - 25°C and 0°C, and even more preferably between -20°C and -5°C.
- the T g as measured by the 1 radian/second tan delta maximum temperature ofthe polymer prefferably has a value between -45 °C and 15°C, more preferably between -35°C and 0°C, and even more preferably between -30°C and -5°C.
- the adhesives according to the invention having the requisite polarity and rheological properties contain 25-97 parts (more preferably 40-85 parts) of an acrylic acid ester whose homopolymer has a Tg less than 0°C (more preferably less than -20°C), 3-75 parts (more preferably 15-60 parts) of a non-polar ethylenically unsaturated monomer whose homopolymer has a T g greater than
- the 1 radian/second tan delta maximum temperature ofthe polymer prefferably has a value between -45°C and 15°C, more preferably between -25°C and 5°C, and even more preferably between -20°C and 0°C.
- the tackified adhesives according to the invention having the requisite polarity and rheological properties contain 25-98 parts (more preferably 70-97 parts) of an acrylic acid ester whose homopolymer has a Tg less than 0°C (more preferably less than -20°C), 2-75 parts (more preferably 3-
- the acrylic acid ester is a monofunctional acrylic ester of a monohydric alcohol having from about 4 to about 18 carbon atoms in the alcohol moiety whose homopolymer has a Tg less than 0°C.
- acrylic acid esters include isooctyl acrylate, 2-ethylhexyl acrylate, isononyl acrylate, isodecyl acrylate, decyl acrylate, lauryl acrylate, hexyl acrylate, butyl acrylate, and octadecyl acrylate, or combinations thereof.
- the non-polar ethylenically-unsaturated monomer is a monomer whose homopolymer has a solubility parameter as measured by the Fedors method of not greater than 10.50 and a Tg greater than 15°C.
- the non-polar ethylenically-unsaturated monomer is a monomer whose homopolymer has a solubility parameter as measured by the Fedors method of not greater than 10.3, more preferably not greater than 9.9.
- the non-polar nature of this monomer improves the low energy surface adhesion and oily surface adhesion ofthe adhesive.
- the adhesive e.g., cohesive strength
- suitable non-polar monomers include 3,3,5 trimethylcyclohexyl acrylate, cyclohexyl acrylate, isobornyl acrylate, N-octyl acrylamide, t-butyl acrylate, methyl methacrylate, ethyl methacrylate, and propyl methacrylate or combinations thereof.
- the adhesive may contain a limited quantity (e.g., no more than 5 parts) of a polar ethylenically unsaturated monomer whose homopolymer has a solubility parameter as measured by the Fedors method of greater than 10.50 and a T g greater than 15°C to improve structural properties (e.g., cohesive strength). It is not desirable to include more than 5 parts ofthe polar monomer because the polar monomer impairs low energy surface adhesion and oily surface adhesion, and reduces tackifier miscibility.
- Suitable polar monomers include acrylic acid, itaconic acid, certain substituted acrylamides such as N,N dimethylacrylamide, N-vinyl-2-pyrrolidone, N-vinyl caprolactam, acrylonitrile, tetrahydrofurfuryl acrylate, glycidyl acrylate, 2-phenoxyethylacrylate, and benzylacrylate, or combinations thereof.
- the tackifier In the case of tackified compositions, the tackifier must be miscible with the acrylate-containing polymer ofthe adhesive such that macroscopic phase separation does not occur in order to improve the properties ofthe adhesive.
- the adhesive is free of microscopic phase separation as well.
- Most commercially available tackifiers are hydrocarbon-based and thus of low polarity. Such tackifiers ordinarily are not miscible with conventional, polar monomer-containing adhesives. However, by inco ⁇ orating a non-polar monomer into the adhesive (thereby increasing the non-polar character ofthe adhesive) the invention allows a variety of commercially available tackifiers to be used.
- the total amount of tackifier is preferably 5-60 parts per 100 parts acrylate-containing polymer, and more preferably about 15-30 parts.
- the particular amount of tackifier depends on the composition ofthe acrylate-containing polymer and is generally selected to maximum peel properties without compromising desired shear strength.
- the adhesives are preferably prepared by polymerizing the monomers in the presence ofthe tackifier according to a free radical process, it is further desirable to select a tackifier that does not substantially impede the polymerization process, e.g., by acting as a free radical scavenger, chain termination agent, or chain transfer agent.
- the inhibition factor is determined from the monomer conversion test and is the ratio of (1) the percent volatiles ofthe tackified sample (C ⁇ ) less the percent volatiles of an identically formulated and processed sample without tackifier (C 0 ) and (2) the percent volatiles of an identically formulated and processed sample without tackifier (C 0 ).
- tackifiers may be used, in cases where free radical polymerization is involved the class of tackifiers known under the tradename Regalrez resins commercially available from Hercules are preferred. These tackifiers are produced by polymerization and hydrogenation of pure monomer hydrocarbon feed stock. Suitable resins include Regalrez resins 1085, 1094, 6108, and 3102. The monomer mixture can be polymerized by various techniques, with photoinitiated bulk polymerization being preferred. An initiator is preferably added to aid in polymerization ofthe monomers. The type of initiator used depends on the polymerization process.
- Photoinitiators which are useful for polymerizing the acrylate monomers include benzoin ethers such as benzoin methyl ether or benzoin isopropyl ether, substituted benzoin ethers such as 2-methyl-2- hydroxylpropiophenone, aromatic sulfonyl chlorides such as 2-naphthalenesulfonyl chloride, and photoactive oxides such as 1 -phenyl- l,2-propanedione-2-(o- ethoxycarbonyl)oxime.
- benzoin ethers such as benzoin methyl ether or benzoin isopropyl ether
- substituted benzoin ethers such as 2-methyl-2- hydroxylpropiophenone
- aromatic sulfonyl chlorides such as 2-naphthalenesulfonyl chloride
- photoactive oxides such as 1 -phenyl- l,2-propanedione-2-(o- ethoxycarbonyl)
- photoinitiator An example of a commercially available photoinitiator is IrgacureTM 651 available from Ciba-Geigy Co ⁇ oration, having the formula 2,2- dimethoxy-l,2-diphenylethane-l-one). Generally, the photoinitiator is present in an amount of about 0.005 to 1 weight percent based on the weight ofthe monomers. Examples of suitable thermal initiators include AIBN and peroxides.
- the mixture ofthe polymerizable monomers may also contain a crosslinking agent, or a combination of crosslinking agents, to increase the shear strength ofthe adhesive.
- a crosslinking agent or a combination of crosslinking agents, to increase the shear strength ofthe adhesive.
- useful crosslinking agents include substituted triazines such as 2,4,- bis(trichloromethyl)-6-(4-methoxy phenyl)-s-triazine, 2,4-bis(trichloromethyl)-6- (3,4-dimethoxyphenyl)-s-triazine, and the chromophore-substituted halo-s-triazines disclosed in U.S. Patent Nos. 4,329,384 and 4,330,590 (Vesley) inco ⁇ orated herein by reference.
- crosslinking agents include multifunctional alkyl acrylate monomers such as trimetholpropane triacrylate, pentaerythritol tetra ⁇ acrylate, 1,2 ethylene glycol diacrylate, 1,4 butanediol diacrylate, 1,6 hexanediol diacrylate, and 1,12 dodecanol diacrylate.
- multifunctional alkyl acrylate monomers such as trimetholpropane triacrylate, pentaerythritol tetra ⁇ acrylate, 1,2 ethylene glycol diacrylate, 1,4 butanediol diacrylate, 1,6 hexanediol diacrylate, and 1,12 dodecanol diacrylate.
- crosslinker is present in an amount of about 0.005 to 1 weight percent based on the combined weight ofthe monomers.
- a monomer blend containing microspheres may be used.
- Suitable microspheres are commercially available from Kema Nord Plastics under the trade name “Expancel” and from Matsumoto Yushi Seiyaku under the trade name “Micropearl”. When expanded the microspheres have a specific density of approximately 0.02- 0.036 g/cc. It is possible to include the unexpanded microspheres in the pressure sensitive adhesive composition and subsequently heat them to cause expansion when they are appropriately processed, but it is generally preferred to mix the expanded microspheres into the adhesive. This process makes it easier to ensure that the hollow microspheres in the final adhesive are substantially surrounded by at least a thin layer of adhesive.
- Polymeric microspheres having an average diameter of 10 to 200 micrometers may be blended into the polymerizable composition in amounts from about 15% to about 75% by volume prior to coating.
- Such microspheres may comprise 5% to 65% by volume ofthe pressure sensitive adhesive. Both polymeric and glass microspheres are known in the art.
- the pressure sensitive adhesive layer ofthe tape should be at least 3 times as thick as the diameter ofthe microspheres, preferably at least 7 times.
- tape constructions in which the pressure sensitive adhesives according to the invention are useful include mechanical fasteners such as Dual-Lock ⁇ M brand fastener (Minnesota Mining and Manufacturing Co., St. Paul, MN) and
- ScotchmateT brand fastener Minnesota Mining and Manufacturing Co., St. Paul, MN.
- the pressure sensitive adhesives are also useful in vibration damping applications.
- plasticizers plasticizers, tackifiers, coloring agents, reinforcing agents, fire retardants, foaming agents, thermally conductive agents, electrically conductive agents, post-curing agents, and post-curing agent curatives and their accelerators, and the like.
- the adhesive composition also includes electrically conductive materials.
- electrically conductive materials include, but are not limited to, metal particles and spheres such as nickel, gold, copper, or silver particles and spheres and particles coated with conductive coatings such as gold, silver, copper, or nickel coatings on copper spheres, nickel spheres, polymeric spheres or particles, and glass microspheres.
- solder particles such as lead/tin alloys in varying amounts of each metal (available from Sherritt Gordon, Ltd.). Examples of commercially available electrically conductive particles include conductive nickel spheres from Novamet, Inc. Electrically conductive materials are also available from Japan Chemicals, Inc., Potters Industries, and Sherritt Gordon Limited.
- the electrically conductive particles have a diameter less than the thickness of the layer of adhesive. Electrically conductive particles can be used in amounts from about 1% to 10% by volume, and preferably in amounts from about 1% to about 5%, by volume.
- the adhesives may be heat activatable instead of pressure sensitive.
- the amounts and types of co- monomer can be varied to provide pressure-sensitive or heat activatable properties as desired for the end use. Larger amounts of co-monomer will result in less tack and are suitable as heat activatable adhesives while lower amounts are more suitable for pressure-sensitive adhesives.
- the type of co-monomer can also be varied to obtain desired properties. Monomers such as N-vinyl caprolactam, N-vinyl pyrrolidone, and isobornyl acrylate provide pressure-sensitive properties to an adhesive up to about 40 parts by weight, while amounts above about 40 parts will provide heat activatable adhesives.
- a preferred embodiment comprises screen printable pressure bondable adhesives that are substantially solvent free acrylic polymers that can be screen printed without requiring the use of additional solvent.
- pressure bondable refers to adhesives that are applied to one surface, and will bond to a second surface under pressure.
- the adhesives include pressure-sensitive adhesives which are tacky are room temperature, and heat activatable adhesives which are substantially non-tacky at room temperature, but will bond at an elevated temperature which is typically in the range offrom about 25C to 200C.
- substantially solvent free refers to an adhesive that has been prepared without the use of large amounts of solvent, i.e., less than 5% by weight of a coating composition, preferably less than about 2%, and more preferably no additional solvent is added.
- the preparation ofthe adhesive includes processes used in the polymerization ofthe monomers present in the adhesive as well as processes used in coating the adhesive to make finished articles, e.g. pressure-sensitive adhesive tapes.
- solvent refers to conventional organic solvents used in the industry which include, for example, toluene, heptane, ethyl acetate, methyl ethyl ketone, acetone, and mixtures thereof.
- a chain transfer agent is usually employed.
- the chain transfer agents useful in the practice ofthe invention include, but are not limited to, carbon tetrabromide, n-dodecyl mercaptan, isoctyl thiolglycolate, and mixtures thereof.
- the chain transfer agent(s) are present in amounts from about 0.01 to about 1 part by weight per 100 parts of acrylate (pph), i.e., 100 parts ofthe alkyl acrylate and the reinforcing co-monomer, and preferably in amounts from about 0.02 to 0.5 pph.
- Preferred heat activated electrically conductive adhesives have a tan delta of greater than 1 at HOC and above, measured at 1 radian/sec. At these temperatures the adhesives have flow properties similar to a viscous liquid.
- the weight average molecular weight ofthe polymers of the useful adhesive compositions is between about 50,000 and 1,000,000.
- the molecular weight is between about 100,000 and about 800,000, and most preferably, between about 150,000 about 600,000.
- the lower molecular weights limit the elongational viscosity and result in less stringing ofthe adhesive during screen printing.
- the adhesive composition also includes a thixotropic agent such as silica to impart thixotropy to the composition.
- a thixotropic agent such as silica to impart thixotropy to the composition.
- the viscosity of a thixotropic composition decreases when it is subjected to shear stresses so that it flows when it is screen printed. Once the shear stress is removed, the thixotropic material increases rapidly in viscosity so that the printed adhesive essentially does not flow once it has been printed onto a substrate.
- a suitable silica is commercially available silica under the Cab-O-SilTM trade name (such as M-5 and TS-720) from Cabot Co ⁇ . and AerosilTM 972 Silica from DeGussa.
- the adhesives containing electrically conductive agents ofthe invention are particularly useful for screen printing directly onto a substrate when it is desired to have adhesive only on select areas ofthe surface.
- One such substrate is a flexible electrical circuit.
- Flexible electrical circuits generally comprise a polymeric film coated with electrically conductive metals such as copper, which has been etched to provide electrically conductive circuit traces.
- the polymeric films are typically polyimide, although other types of films such as polyester are also used.
- Suitable flexible circuits are commercially available from such sources as Nippon Graphite, Ltd. Flexible circuits are also described in U.S. Patent Nos. 4,640,981, 4,659,872, 4,243,455, and 5,122,215.
- compositions for the adhesives comprise from about 25 to 95 parts alkyl acrylate monomers and 75 to 1 parts of at least one reinforcing monomer that does not contain acid, and 1% to 10% by volume of electrically conductive particles.
- the co ⁇ monomer is isobornyl acrylate and the electrically conductive particles are present in amounts of about 1% to 5% by volume.
- Flexible electrical circuits are used in electronic devices where an electrical and mechanical interconnection must be made, such as between two circuit boards, or between a circuit board and a liquid crystal display (LCD).
- LCD liquid crystal display
- Such connectors are useful in a variety of electronics such as in calculators, computers, pagers, cellular phones, and the like.
- the adhesives according to the invention are preferably prepared by photoinitiated bulk polymerization according to the technique described in
- the polymerizable monomers and a photoinitiator are mixed together in the absence of solvent and partially polymerized to a viscosity in the range offrom about 500 cps to about 50,000 cps to achieve a coatable syrup.
- the monomers may be mixed with a thixotropic agent such as fumed hydrophilic silica to achieve a coatable thickness.
- the crosslinking agent and any other ingredients are then added to the prepolymerized syrup.
- these ingredients can be added directly to the monomer mixture prior to pre-polymerization.
- the resulting composition is coated onto a substrate (which may be transparent to ultraviolet radiation) and polymerized in an inert (i.e., oxygen free) atmosphere, e.g., a nitrogen atmosphere by exposure to ultraviolet radiation.
- a substrate which may be transparent to ultraviolet radiation
- an inert i.e., oxygen free
- suitable substrates include release liners (e.g., silicone release liners) and tape backings (which may be primed or unprimed paper or plastic).
- a sufficiently inert atmosphere can also be achieved by covering a layer ofthe polymerizable coating with a plastic film which is substantially transparent to ultraviolet radiation, and irradiating through that film in air as described in the aforementioned Martens et al. patent using ultraviolet lamps.
- an oxidizable tin compound may be added to the polymerizable syrup to increase the tolerance ofthe syrup to oxygen as described in U.S. Pat. No. 4,303,485 (Levens).
- the ultraviolet light source preferably has 90% ofthe emissions between 280 and 400 nm (more preferably between 300 and 400 nm), with a maximum at 351 nm.
- Tackifiers may also be added after polymerization ofthe acrylate monomers.
- one method of construction is multi-layer coating using conventional techniques.
- the coatings may be applied concurrently (e.g., through a die coater), after which the entire multi-layer structure is cured all at once.
- the coatings may also be applied sequentially whereby each individual layer is partially or completely cured prior to application ofthe next layer.
- the compositions ofthe invention are also useful for damping vibrations when in contact with vibratory parts, especially when the vibratory parts are made of oily metals or polymeric materials.
- the vibration damping materials ofthe invention may not be pressure sensitive adhesives.
- the invention provides both a damping construction comprising at least one layer of an adhesive applied to a vibratory solid article, and a damping construction comprising at least one layer of a viscoelastic material applied to a vibratory solid article.
- the invention provides a damping construction comprising at least one layer of a viscoelastic material applied to a vibratory solid article, said viscoelastic material comprising the reaction product of starting materials comprising: (a) 3-97 parts by weight of an acrylic acid ester of a monohydric alcohol whose homopolymer has a T g less than 0°C;
- the starting materials comprise from 25 to 97 parts by weight of component (a), 3 to 75 parts by weight of component (b), and 0 to 5 parts by weight of component (c).
- Vibration damping is measured in terms ofthe loss factor which is a ratio of the energy dissipated to the energy stored. The greater the amount of energy dissipated, the greater the loss factor, and therefore the better the damping properties ofthe material. Vibration dampers operate over a range of temperatures and the compositions can be formulated to provide optimal damping at a desired range of temperatures.
- compositions can provide materials for vibration dampers that are pressure sensitive at room temperature, or are substantially non-tacky at room temperature, i.e., the sheet would not adhere instantly to a substrate at room temperature under finger pressure.
- the compositions having higher amounts ofthe nonpolar co-monomer having a homopolymer T g greater than 15°C, i.e., more than about 45-50 parts, depending upon the co-monomer are not pressure sensitive at room temperature.
- a non-tacky damper can be adhered to a substrate by heating the substrate while in contact with the vibration damping sheet material, or the non-tacky damper may be adhered to the substrate with known adhesives, preferably rigid adhesives.
- Vibration dampers ofthe invention are not particularly moisture sensitive and can provide advantages in areas where the damper is exposed to the atmosphere, or where outgassing, usually caused by moisture absorbed by the damper, may be a concern.
- the compositions are typically formed into a sheet or a slab.
- the thickness ofthe sheet is determined to a large degree by the application, and useful thicknesses can range from about 0.015 mm to over 2.54 cm.
- the sheet can be applied to a constraining layer that is stiffer than the sheet to form a composite referred to as a constrained layer damper.
- Materials suitable for constraining layers are sheets of metal, such as aluminum and steel, and plastics, such as polyester.
- the constraining layer is generally selected so that the stiffness ofthe panel is greater than the stiffness, i.e., modulus, ofthe sheet material. Optimally, although not required, the stiffness ofthe panel is approximately equal to that ofthe object to be damped.
- the sheet can also be applied directly to the object to be damped as a free layer damper.
- the vibration damping composites ofthe invention are particularly useful in automobile construction in which the composites can be applied directly to an automobile panel, such as a door panel, during the stamping stage without requiring cleaning and removal ofthe mill oils on the panel.
- the metal usually cold rolled steel or aluminum, is still coated with mill oils used to prevent rust or oxidation.
- the sheet materials are also useful as vibration dampers, either as a constrained layer damper or as a free layer damper, for oily engine covers to damp vibrations and reduce the noise from the engine.
- Sheet materials ofthe invention are especially advantageous in that they can be applied to the cover without requiring tedious cleaning with solvents and/or detergents to remove the oil. In this application, the sheet materials do not need to be pressure-sensitive and can be applied by heating the engine cover above the T g ofthe damper.
- the vibration damping materials ofthe invention are also of use in damping applications where outgassing is of concern. Such applications include computer components such as in suspension dampers for the read/write head, free layer or constrained layer dampers for disk drive covers, or for sealing together the disk drive covers.
- the vibration dampers ofthe invention can be made without acid; they may be used advantageously where corrosion is a potential problem, such as on bare copper surfaces.
- Other useful applications ofthe invention include vibration damping for shock absorbers and seismic dampers for buildings.
- the sheet materials can be die cut to a desired shape, for example a donut shape or a circular disk, or they can be formed in a mold in the desired configuration, such as a molded slab.
- Test procedures used in the examples to evaluate pressure sensitive adhesives useful for adhesion to low energy surfaces include the following.
- Test substrates of interest included low energy surfaces such as polypropylene (2" x 5" x 3/16" natural polypropylene panels from Precision Punch and Plastic, Minneapolis, MN, with a mask on both sides that is removed prior to cleaning and testing) and polycarbonate (Lexan ⁇ M fj* om General Electric Co.), and high energy surfaces such as stainless steel (304-2BA 28 gauge stainless steel with a surface roughness of 2.0 ⁇ 1.0 microinches).
- a free end ofthe backing to which the adhesive was laminated extended beyond the test substrate so that it could be clamped to a load cell to determine peel strength.
- the sample was rolled back and forth twice with a 2 kg hard rubber roller to ensure contact between the adhesive and the test substrate.
- the adhesive was then removed after a given dwell time (usually 72 hours unless otherwise noted) at 12"/minute in a 90° peel mode.
- the stainless steel substrates were washed once with acetone and 3 times with a 50/50 isopropanol/water mixture prior to testing.
- the plastic substrates were washed 3 times with heptane prior to testing. The results are reported in lbs/0.5 in. width as the average of 2 tests. All tests were conducted at room temperature. Shear Test (Test Procedure C-D
- a 0.5 inch strip of tape was adhered to a piece of stainless steel (304-2BA 28 gauge stainless steel with a surface roughness of 2.0 ⁇ 1.0 microinches) which had been cleaned once with acetone and 3 times with 50/50 isopropanol/water such that a one-half square inch overlap was accomplished.
- a piece of 5 mil anodized aluminum (0.625 in. wide) was then laminated to the entire area ofthe pressure sensitive adhesive, leaving an additional area to which a load could be applied. The adhesive thickness was 5 mils.
- the sample was then rolled back and forth twice with a 15 pound roller and allowed to dwell for four hours. The 70°C samples were allowed to dwell for an additional 10 minutes. After dwelling the sample was tested at either room temperature or 70°C. At room temperature a 1 kg load was applied to the adhesive and the time before the load fell was recorded. At 70°C a 500g load was applied to the adhesive and the time before the load fell was recorded. The results are reported as the average of 2 tests.
- Comparative Example C 1 A premix was prepared using 90 parts isooctyl acrylate (IOA), 10 parts acrylic acid (AA), and 0.04 parts 2,2-dimethoxy-2-phenylacetophenone photoinitiator (Irgacure TM 651, available from Ciba Geigy Co ⁇ .) This mixture was partially polymerized under a nitrogen-rich atmosphere by exposure to ultraviolet radiation to provide a coatable syrup having a viscosity of about 3000 cps.
- IOA isooctyl acrylate
- AA acrylic acid
- Irgacure TM 651 2,2-dimethoxy-2-phenylacetophenone photoinitiator
- Comparative Examples C2 and C3 Comparative example C2 was prepared in the same way as comparative example Cl except that a premix of 94 parts of IOA and 6 parts of AA was used. Comparative example C3 was prepared in the same way as comparative example Cl except that a premix of 100 parts of IOA and 0 parts of AA was used. Comparative examples C2 and C3 were tested according to the test methods listed above and the results are shown in Table 1-2.
- Example 1 was prepared in the same way as comparative example Cl except the premix consisted of 66 parts IOA, 33.5 parts isobornyl acrylate (IBA), and 0.5 parts of AA. In addition, 0.09 parts of 2,6-bis-trichloromethyl-6-(4- methoxyphenyl)-s-triazine were added after the premix was partially polymerized. The composite was exposed to ultraviolet radiation having a spectral output from 300-400 nm with at maximum at 351 nm in a nitrogen-rich environment at an average intensity of about 2.05 mW/cm*--. The total energy was 650 mJ/cm---.
- Example 2 was prepared in the same way as Example 1 except a premix consisting of 69 parts IOA, 30 parts IBA, and 1 part AA was used.
- Example 3 was prepared in the same way Example 1 except a premix consisting of 65.5 parts IOA, 34.25 parts IBA, and 0.25 parts AA was used.
- Example 4 was prepared in the same way as Example 1 except a premix consisting of 65 parts IOA and 35 parts IBA was used and 0.05 parts of 2,5-bis- trichloromethyl-6-(4-methoxyphenyl)-s-triazine was used.
- Example 5 was prepared in the same way as Example 4 except a premix of 55 parts IOA and 45 parts (3,3,5-trimethylcyclohexyl acrylate (TMCA) was used.
- Example 6 was prepared in the same way as Example 5 except 0.10 parts of 2,6-bis-trichloromethyl-4-(p-methoxyphenyl)-s-triazine was used.
- Example 7 was prepared in the same way as Example 1 except a premix of 72 parts of IOA, 27 parts of IBA, and 1 part of AA was used.
- Example 8 was prepared in the same way as Example 1 except a premix of 66 parts of IOA, 33 parts of IBA, and 1 part of AA was used.
- Example 9 was prepared in the same way as Example 1 except a premix of
- Example 10 was prepared in the same way as Example 1 except a premix of 70.75 parts of IOA, 29 parts of TMCA, and 0.25 parts of AA was used.
- Example 11 was prepared in the same way as Example 1 except a premix of 64.5 parts of IOA, 35 parts of TMCA, and 0.5 parts of AA was used.
- Example 12 was prepared in the same way as Example 1 except a premix of 49 parts of IOA, 51.5 parts of cyclohexyl acrylate (CHA), and 0.5 parts of AA was used.
- Example 13 was prepared in the same way as Example 1 except a premix of 80 parts of IOA, 19.5 parts of N-octylacrylamide (NOA), and 0.5 parts of AA was used.
- Example 14 was prepared in the same way as Example 6 except a premix of 90 parts IOA, 10 parts IBA, and 0.5 parts AA was used.
- Example 15 was prepared in the same way as Example 6 except a premix of 80 parts IOA, 20 parts IBA, and 0.5 parts AA was used.
- Example 16 was prepared in the same way as Example 6 except a premix of
- Example 17 was prepared in the same way as Example 6 except a premix of 90 parts IOA, 10 parts TMCA, and 0.5 parts AA was used.
- Example 18 was prepared in the same way as Example 6 except a premix of 80 parts IOA, 20 parts TMCA, and 0.5 parts AA was used.
- Example 19 was prepared in the same way as Example 6 except a premix of 70 parts IOA, 30 parts TMCA, and 0.5 parts AA was used.
- Example 20 was prepared in the same way as Example 6 except a premix of 60 parts IOA, 40 parts TMCA, and 0.5 parts AA was used.
- Example 21 was prepared in the same way as Example 6 except a premix of
- Example 22 was prepared in the same way as Example 6 except a premix of 50 parts IOA, 50 parts CHA, and 0.5 parts AA was used.
- Example 23 was prepared in the same way as Example 6 except a premix of 45 parts IOA, 55 parts CHA, and 0.5 parts AA was used.
- the data of Table 1-3 shows that the adhesion to low energy surfaces like polypropylene can be increased without decreasing the adhesion to high energy surface such as stainless steel as was observed in the comparative examples of Table 1-2.
- the data of Table 1-3 shows that desirable cohesive strength properties can also be achieved in the pressure sensitive adhesives of this invention.
- Test procedures used in the examples to evaluate pressure sensitive adhesives useful for adhesion to oily surfaces include the following. Monomer Conversion Test (Test Procedure A-ID The monomer conversion was determined gravimetrically. 3 in. by 3 in. samples were laminated to a piece of aluminum foil, weighed, and placed in a forced air oven at 250°F for 90 min. Samples were then equilibrated at room temperature and reweighed for weight loss. The percent volatiles was taken to be indicative of the monomer conversion.
- the adhesive sample was rolled back and forth twice with a 4.5 lb roller, with some excess material overhanging the sample for attachment ofthe weight. The samples were then allowed to dwell for 24 hours before the weight was hung on the samples. The 70°C samples were further allowed to dwell for an additional 10 minutes in the oven before the weight was applied. For the room temperature samples, a 1000 g weight was used, whereas for the 70°C samples a 500 g weight was used.
- the shear data are reported in minutes until the weight fell and represent the average of two tests.
- Phase Separation (Test Procedure D-ID The presence or absence of phase separation was judged by the optical clarity ofthe resulting polyacrylate/tackifier blend. The visual observation of opacity was taken to be indicative of a phase separation.
- Comparative Example C 1 94 parts iso-octyl acrylate (IOA) and 6 parts acrylic acid (AA) were mixed together in ajar under a constant nitrogen purge along with 0.4 parts of 2,2- dimethoxy-2-phenylacetophenone photoinitiator (Irgacure ⁇ M 651 ; available from Ciba Geigy Co ⁇ .) This mixture was partially polymerized under a nitrogen-rich atmosphere to provide a coatable syrup having a viscosity of about 3000 cps.
- IOA iso-octyl acrylate
- AA acrylic acid
- Comparative Examples C2 and C3 Comparative example C2 was prepared in the same way as comparative example Cl except that a premix of 10 parts AA and 90 parts IOA was used. In addition, 0.12 parts triazine was used. Comparative example C3 was prepared in the same way as comparative example Cl except that a premix of 14 parts AA and 86 parts IOA was used.
- Example 1 was prepared in the same way as comparative example Cl except the premix consisted of 25 parts N-octyl acrylamide (NOA) and 75 parts lauryl acrylate (LA). The NDA was heated to about 40 C prior to syruping and coating.
- NOA N-octyl acrylamide
- LA lauryl acrylate
- Example 2 was prepared in the same way as example 1 except that the premix consisted of 35 parts NOA and 65 parts LA. The NOA was heated to about
- Example 3 was prepared in the same way as example 1 except that the premix consisted of 45 parts NOA and 55 parts LA. The NOA was heated to about
- Example 4 was prepared in the same way as example 1 except that the premix consisted of 25 parts iso-bornyl acrylate (IBA) and 75 parts IOA.
- Example 5 was prepared in the same way as example 1 except that the premix consisted of 30 parts IBA and 70 parts LA.
- Example 6 was prepared in the same way as example 1 except that the premix consisted of 40 parts IBA and 60 parts LA.
- 0.12 parts of 2,6- bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- Example 7 was prepared in the same way as example 1 except that the premix consisted of 30 parts IBA and 70 parts iso-decyl acrylate (IDA).
- IDA iso-decyl acrylate
- Example 8 was prepared in the same way as example 1 except that the premix consisted of 40 parts IBA and 60 parts IDA. In addition, 0.12 parts of 2,4- bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- Example 9 was prepared in the same way as example 1 except that the premix consisted of 40 parts IBA, 15 parts IOA, and 45 parts LA. In addition, 0.12 parts of 2,4-bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- Example 10 was prepared in the same way as example 1 except that the premix consisted of 35 parts NOA, 15 parts IOA, and 50 parts LA. The NOA was heated to about 40°C prior to syruping and coating. In addition, 0.12 parts of 2,4- bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- Example 11 was prepared in the same way as example 1 except that the premix consisted of 35 parts NOA, 35 parts IOA, and 30 parts LA. The NOA was heated to about 40 C prior to syruping and coating. In addition, 0.12 parts of 2,4- bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- Example 12 was prepared in the same way as example 1 except that the premix consisted of 35 parts NOA, 45 parts IOA, and 20 parts LA. The NOA was heated to about 40°C prior to syruping and coating.
- Example 13 was prepared in the same way as example 1 except that the premix consisted of 35 parts IBA, 15 parts IOA, and 50 parts octadecyl acrylate (ODA). In addition, 0.12 parts of 2,4-bis-trichloromethyl-6-(3,4-dimethoxyphenyl)- s-triazine were added after the premix was partially polymerized.
- Example 14 was prepared in the same way as example 1 except that the premix consisted of 35 parts IBA, 35 parts IOA, and 30 parts ODA. In addition, 0.12 parts of 2,4-bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- Example 15 was prepared in the same way as example 1 except that the premix consisted of 35 parts IBA, 45 parts IOA, and 20 parts ODA. In addition, 0.12 parts of 2,4-bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-*triazine were added after the premix was partially polymerized.
- Example 16 was prepared in the same way as example 1 except that the premix consisted of 30 parts NOA, 40 parts IOA, and 30 parts ODA. The NOA was heated to about 40°C prior to syruping and coating. In addition, 0.12 parts of 2,4-bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- Example 17 was prepared in the same way as example 1 except that the premix consisted of 67 parts IOA, 32.5 parts IBA, and 0.5 parts AA. In addition, 0.12 parts of 2,4-bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- Example 18 was prepared in the same way as example 1 except that the premix consisted of 69 parts IOA, 30 parts IBA, and 1 part AA. In addition, 0.12 parts of 2,4-bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- Example 19 was prepared in the same way as example 1 except that the premix consisted of was 71 parts IOA, 27 parts IBA, and 2 parts AA. In addition, 0.12 parts of 2,4-bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- Example 20 was prepared in the same way as example 1 except that the premix consisted of 76 parts IOA, 21 parts IRA, and 3 parts AA. In addition, 0.12 parts of 2,4-bis-trichloromethyl-6-(3,4-dimethoxyphenyl)-s-triazine were added after the premix was partially polymerized.
- the data of Examples 1-20, as well as comparative examples Cl, C2, and C3, are shown in Table II-2.
- the designation "DNS" means the adhesive did not stick to the substrate.
- the designation "nt” means not tested.
- Test procedures used in the examples to evaluate tackified pressure sensitive adhesives include the following.
- Test substrates of interest included low energy surfaces such as polypropylene (2" x 5" x 3/16" natural polypropylene panels available from Precision Punch and Plastic, Minneapolis, MN, having a mask on both sides that is removed prior to cleaning and testing) and polycarbonate (Lexan ⁇ M available from General Electric Co.), and high energy surfaces such as stainless steel (304-2BA 28 gauge stainless steel with a surface roughness of 2.0 ⁇ 1.0 microinches).
- a free end ofthe backing to which the adhesive was laminated extended beyond the test substrate so that it could be clamped to a load cell to determine peel strength.
- the sample was rolled twice back and forth with a 2 kg hard rubber roller to ensure contact between the adhesive and the test substrate.
- the adhesive was then removed after a given dwell time (usually 72 hours unless otherwise noted) at 12"/minute in a 90° peel mode.
- the peel data are reported in lbs/0.5 in. width, and represent the average of two tests.
- the stainless steel substrates were washed once with acetone and 3 times with a 50/50 isopropanol/water mixture prior to testing.
- the plastic substrates were washed 3 times with heptane prior to testing.
- Shear Test (Test Procedure Cl-IID A 0.5 inch strip of tape was adhered to a piece of stainless steel (304 stainless steel with a #7 finish) which had been cleaned once with acetone and 3 times with 50/50 isopropanol/water such that a one-half square inch overlap was accomplished. A piece of 5 mil anodized aluminum was then laminated to the entire area ofthe pressure sensitive adhesive, leaving an additional area to which a load could be applied. The thickness ofthe adhesive was 5 mils.
- the sample was then rolled twice back and forth with a 15 pound roller and allowed to dwell for four hours.
- the 70°C samples were further allowed to dwell for 10 minutes at 70°C. After dwelling the sample was tested at either room temperature or 70°C. At room temperature a 1 kg load was applied to the adhesive and the time before the load fell was recorded. At 70°C a 500g load was applied to the adhesive and the time before the load fell was recorded.
- the shear data are reported in minutes and represent the average of two tests.
- phase Separation (Test Procedure D-M) The presence or absence of phase separation was judged by the optical clarity ofthe resulting polyacrylate/tackifier blend. The visual observation of opacity was taken to be indicative of a phase separation.
- IOA iso-octyl acrylate
- IBA iso-bornyl acrylate
- AA acrylic acid
- KB-1 benzildimethylketal
- Example 2 was prepared in the same way as Example 1 except 40 parts of Regalrez 1085 tackifier was used.
- Example 3 was prepared in the same way as Example 1 except Regalrez 1094 tackifier (Hercules Co.) was used.
- Example 4 was prepared in the same way as Example 1 except 40 parts of Regalrez 1094 tackifier was used.
- Example 5 was prepared in the same way as Example 1 except Regalrez 1128 tackifier (Hercules Co.) was used.
- Example 6 was prepared in the same way as Example 1 except 40 parts of
- Example 7 was prepared in the same way as Example 1 except Regalrez 6108 tackifier (Hercules Co.) was used.
- Example 8 was prepared in the same way as Example 1 except 40 parts of Regalrez 6108 tackifier was used.
- Example 9 was prepared in the same way as Example 1 except Regalrez
- Example 10 was prepared in the same way as Example 1 except 40 parts of Regalrez 3102 tackifier was used.
- Example 11 was prepared in the same way as Example 1 except Regalrez 5095 tackifier (Hercules Co.) was used.
- Example 12 was prepared in the same way as Example 1 except 40 parts of Regalrez 5095 tackifier was used.
- Example 13 was prepared in the same way as Example 1 except Escorez 5340 tackifier (Exxon Co.) was used.
- Example 14 was prepare in the same way as Example 1 except 40 parts of
- Escorez 5340 tackifier was used.
- Example 15 was prepared in the same way as Example 1 except Arakawa KE-311 tackifier (Arakawa) was used.
- Example 16 was prepared in the same way as Example 1 except 40 parts of Arakawa KE-311 tackifier was used.
- Example 17 was prepared in the same way as Example 1 except Escorez 5300 tackifier (Exxon Co.) was used.
- Example 18 was prepared in the same way as Example 1 except 40 parts of Escorez 5300 tackifier was used.
- Example 19 was prepared in the same way as Example 1 except Arkon E90 tackifier (Arakawa) was used.
- Example 20 was prepared in the same way as Example 1 except 40 parts of Arkon E90 tackifier was used.
- Example 21 was prepared in the same way as Example 1 except Arkon Pl 15 tackifier (Arakawa) was used.
- Example 22 was prepared in the same way as Example 1 except 40 parts of Arkon Pl 15 tackifier was used.
- Example 23 was prepared in the same way as Example 1 except Regalite 90 tackifier (Hercules Co.) was used.
- Example 24 was prepared in the same way as Example 1 except 40 parts of
- Example 25 was prepared in the same way as Example 1 except Exxon ECR 165B tackifier was used.
- Example 26 was prepared in the same way as Example 1 except 40 parts of Exxon ECR 165B tackifier was used.
- Example 27 was prepared in the same way as Example 1 except Exxon ECR 177 tackifier was used.
- Example 28 was prepared in the same way as Example 1 except 40 parts of Exxon ECR 177 tackifier was used.
- Example 29 was prepared in the same way as Example 1 except Arkon
- Example 30 was prepared in the same way as Example 1 except 40 parts of Arkon Ml 00 tackifier was used.
- Example 31 was prepared in the same way as Example 1 except Arkon M90 tackifier (Arakawa) was used.
- Example 32 was prepared in the same way as Example 1 except 40 parts of Arkon M90 tackifier was used.
- Example 33 was prepared in the same way as example 1 except Hercotac RTI 10 tackifier (Hercules Co.) was used.
- Example 34 was prepared in the same way as Example 1 except 40 parts of
- Hercotac RTI 10 tackifier was used.
- Example 35 was prepared in the same way as example 1 except Escorez 5380 tackifier (Exxon Co.) was used.
- Example 36 was prepared in the same way as Example 1 except 40 parts of Escorez 5380 tackifier was used.
- Example 37 was prepared in the same way as Example 1 except Foral 85 tackifier (Hercules Co.) was used.
- Example 38 was prepared in the same way as Example 1 except 40 parts of Foral 85 tackifier was used.
- Example 39 was prepared in the same way as Example 1 except Kristalex
- 5140 tackifier (Hercules Co.) was used.
- Example 40 was prepared in the same way as Example 2 except 40 parts of Kristalex 5140 tackifier was used.
- Example 41 was prepared in the same way as Example 1 except Hercotac 100S tackifier (Hercules Co.) was used.
- Example 42 was prepared in the same way as Example 1 except 40 parts of Hercotac 100S tackifier was used.
- Example 43 was prepared in the same way as Example 1 except Regalite 355 tackifier (Hercules Co.) was used.
- Example 44 was prepared in the same way as Example 1 except 40 parts of
- Example 45 was prepared in the same way as Example 1 except Wingtack Plus tackifier (Goodyear Co.) was used.
- Example 46 was prepare in the same way as Example 1 except 40 parts of Wingtack Plus tackifier was used.
- Example 47 was prepared in the same way as Example 1 except Hercotac RT 400 tackifier (Hercules Co.) was used.
- Example 48 was prepared in the same way as Example 1 except 40 parts of Hercotac RT 400 tackifier was used.
- Example 49 was prepared in the same way as Example 1 except Piccotac
- HM2162 tackifier (Hercules Co.) was used.
- Example 50 was prepared in the same way as Example 1 except 40 parts of Piccotac HM2162 tackifier was used.
- Example 51 was prepared in the same way as Example 1 except Kristalex 3100 tackifier (Hercules Co.) was used.
- Example 52 was prepared in the same way as Example 1 except 40 parts of Kristalex 3100 tackifier was used.
- Example 53 was prepared in the same way as Example 1 except Kristalex 1120 tackifier (Hercules Co.) was used.
- Example 54 was prepared in the same way as Example 1 except 40 parts of Kristalex 1120 tackifier was used.
- Example 55 was prepared in the same way as Example 1 except Piccolyte A135 tackifier (Hercules Co.) was used.
- Example 56 was prepared in the same way as Example 1 except 40 parts of Piccolyte A135 tackifier was used.
- the inhibition factor and phase separation characteristics ofthe above examples are shown in Table III-2.
- the polypropylene peel strength of several samples were determined according to Test Procedure B 1 -III and are reported in Table I ⁇ -2 as well. If the samples possessed an inhibition factor greater than 1.0 the sample was dried in a 120 C oven to reduce the inhibition factor below 1 prior to testing.
- the designation "nt” means not tested.
- the designation "na” means not applicable.
- the designation "nc” means not conclusive.
- Table III-2 shows that several commercial tackifiers are soluble in the non-polar acrylate pressure sensitive adhesive matrix but that only the Regalrez tackifying resins have low inhibition factors as well.
- Example 57 was prepared in the same way as Example 1 except an 85/15/0 IO A DBA/ AA monomer ratio was used.
- Example 58 was prepared in the same way as Example 57 except 40 parts of Regalrez 1085 tackifier was used.
- Example 59 was prepared in the same way as Example 1 except an 85/14/1
- Example 60 was prepared in the same way as Example 1 except an 85/13/2 IOA/TBA/AA monomer ratio was used.
- Example 61 was prepared in the same way as Example 1 except an 85/11/4 IO A/IB A/AA monomer ratio was used.
- Example 62 was prepared in the same way as Example 57 except 20 parts of Regalrez 6108 tackifier was used.
- Example 63 was prepared in the same way as Example 62 except 40 parts of Regalrez 6108 tackifier was used.
- Example 64 was prepared in the same way as Example 62 except an
- Example 65 was prepared in the same way as Example 64 except 40 parts of Regalrez 6108 tackifier was used.
- Example 66 was prepared in the same way as Example 64 except an IOA/TBA/AA ratio of 85/13/2 was used.
- Example 67 was prepared in the same way as Example 66 except an IOA/TBA/AA ratio of 85/12/3 was used.
- Example 68 was prepared in the same way as Example 57 except 20 parts of Regalrez 3102 tackifier was used.
- Example 69 was prepared in the same way as Example 68 except 40 parts of
- Example 70 was prepared in the same way as Example 68 except an IOA/TBA/AA ratio of 85/14/1 was used.
- Example 71 was prepared in the same way as Example 70 except 40 parts of Regalrez 3102 tackifier was used.
- Example 72 was prepared in the same way as Example 70 except an
- Example 73 was prepared in the same way as Example 72 except an IOA/TBA/AA ratio of 85/12/3 was used.
- Example 74 was prepared in the same way as Example 57 except 20 parts of Regalrez 1094 tackifier was used.
- Example 75 was prepared in the same way as Example 74 except 40 parts of Regalrez 1094 tackifier was used.
- Example 76 was prepared in the same way as Example 74 except an IOA/TBA/AA ratio of 85/14/1 was used.
- Example 77 was prepared in the same way as Example 74 except an
- Example 78 was prepared in the same way as Example 57 except an IO A/B A/AA ratio of 90/9/1 was used.
- Example 79 was prepared in the same way as Example 78 except an IOA/TBA/AA ratio of 81/13/1 was used.
- Example 80 was prepared in the same way as Example 79 except 30 parts of Regalrez 1085 was used.
- Example 81 was prepared in the same way as Example 79 except an IOA/TBA/AA ratio of 76/23/1 was used.
- Example 82 was prepared in the same way as Example 81 except 40 parts of
- Example 83 was prepared in the same way as Example 81 except an IOA/TBA/AA ratio of 81/17/2 was used.
- Example 84 was prepared in the same way as Example 81 except an IOA/TBA/AA ratio of 76/22/2 was used.
- Example 85 was prepared in the same way as Example 62 except an IO A/IB A/AA ratio of 90/9/1 was used.
- Example 86 was prepared in the same way as Example 85 except 30 parts of Regalrez 6108 was used.
- Example 87 was prepared in the same way as Example 85 except an
- Example 88 was prepared in the same way as Example 87 except 40 parts of Regalrez 5108 was used.
- Example 89 was prepared in the same way as Example 85 except an IOA/EB A/AA ratio of 76/23/1 was used.
- Example 90 was prepared in the same way as Example 89 except 40 parts of Regalrez 5108 was used.
- Example 91 was prepared in the same way as Example 85 except an IO Aim A/AA ratio of 90/8/2 was used.
- Example 92 was prepared in the same way as Example 91 except an
- Example 93 was prepared in the same way as Example 92 except an IOA/TBA/AA ratio of 81/17/2 was used.
- Example 94 was prepared in the same way as Example 93 except 30 parts of Regalrez 6108 was used.
- Example 95 was prepared in the same way as Example 94 except 40 parts of Regalrez 6108 was used.
- Example 96 was prepared in the same way as Example 92 except an IOA/TBA/AA ratio of 76/22/2 was used.
- Example 97 was prepared in the same way as Example 96 except 30 parts of
- Example 98 was prepared in the same way as Example 97 except 40 parts of Regalrez 6108 was used.
- Example 99 was prepared in the same way as Example 68 except an IOA/TBA/AA ratio of 90/9/1 was used.
- Example 100 was prepared in the same way as Example 99 except 30 parts of Regalrez 3102 was used.
- Example 101 was prepared in the same way as Example 68 except an IOA/TBA/AA ratio of 81/18/1 was used.
- Example 102 was prepared in the same way as Example 101 except 30 parts of Regalrez 3102 was used.
- Example 103 was prepared in the same way as Example 68 except an IOA IBA/AA ratio of 76/23/1 was used.
- Example 104 was prepared in the same way as Example 103 except 30 parts of Regalrez 3102 was used.
- Example 105 was prepared in the same way as Example 68 except an IOA/IBA/AA ratio of 90/8/2 was used.
- Example 106 was prepared in the same way as Example 68 except an IOA/IBA/AA ratio of 81/17/2 was used.
- Example 107 was prepared in the same way as Example 106 except 40 parts of Regalrez 3102 was used.
- Example 108 was prepared in the same way as Example 68 except an IOA/IBA/AA ratio of 76/22/2 was used.
- Example 109 was prepared in the same was as Example 74 except 10 parts of Regalrez 1094 was used and a monomer ratio of 90/9/1 IOA/TBA/AA was used.
- Example 110 was prepared in the same way as Example 74 except a monomer ratio of 81/18/1 IOA/IBA/AA was used.
- Example 111 was prepared in the same way as Example 109 except a monomer ratio of 76/23/1 IOA/TBA/AA was used.
- Example 112 was prepared in the same way as Example 111 except 20 parts of Regalrez 1094 was used.
- Example 113 was prepared in the same way as Example 109 except 10 parts of Regalrez 3102 was used, 0.09 parts of 2,4-bis(trichloromethyl)-6-(4- methoxyphenyl)-s-triazine crosslinker was used, N-octyl acrylamide (NOA) was used instead of IBA, and the monomer ratio was 89/10.5/0.5 IOA/NOA/AA.
- Example 114 was prepared in the same way as Example 113 except that 30 parts Regalrez 3102 was used.
- Example 115 was prepared in the same way as Example 62 except an IOA/IBA/AA ratio of 95/4.75/0.25 was used and 25 parts Regalrez 6108 was used.
- IOA iso-octyl acrylate
- AA acrylic acid
- Irgacure ⁇ M 651 2,2-dimethoxy-2-phenylacetophenone photoinitiator
- An intensity of about 1.0 mW/cm 2 was used for the first one-third ofthe exposure time and an intensity of about 2.2 mW/cm 2 was used for the second two-thirds ofthe exposure time, resulting in a total energy of 250 mJ/cm 2 .
- Comparative example C2 was prepared in the same way as comparative example Cl except a premix of 94 parts IOA and 6 parts AA was used.
- Comparative example C3 was prepared in the same way as comparative example Cl except a premix of 100 parts IOA and 0 parts AA was used.
- the data of Example 57-115 and comparative examples Cl, C2, and C3 are shown in Table III-3. Test procedures Al-III, B 1 -III, and Cl-III were used to generate the data. The designation "nt" means not tested. TABLE m-3
- IOA and 17 parts IBA were mixed together in ajar under a constant nitrogen purge along with 0.04 parts of Irgacure 651 photoinitiator from Ciba-Geigy Co ⁇ . (2,2-dimethoxy-2-phenylacetophenone). This mixture was exposed to a low intensity ultraviolet light under a constant nitrogen purge while stirring until a coatable viscosity syrup was obtained. The conversion of this syrup was between 4 and 10% and the viscosity was about 3,000 cps.
- Example 117 was prepared in the same way as example 116 except that the monomer mixture was 77 parts IOA and 23 parts IBA. Also, 13.6 parts Regalrez 6108 was used.
- Example 118 was prepared in the same way as example 116 except that the monomer mixture was 71 parts IOA and 21 parts IBA. Also, 7.5 parts Regalrez 6108 was used.
- Example 119 was prepared in the same way as example 116 except that the monomer mixture was 84 parts IOA, 15 parts IBA, and 1 part AA. Also, 20.5 parts Regalrez 6108 was used.
- Example 120 was prepared in the same way as example 116 except that the monomer mixture was 81 parts IOA, 18 parts IBA, and 1 part AA. Also, 17.6 parts Regalrez 6108 was used.
- Example 121 was prepared in the same way as example 116 except that the monomer mixture was 72 parts IOA, 27 parts IBA, and 1 part AA. Also, 7.5 parts Regalrez 6108 was used.
- Example 122 was prepared in the same way as example 116 except that the monomer mixture was 83 parts IOA and 17 parts IBA Also, 5 parts Regalrez 6108 was used.
- Example 123 was prepared in the same way as example 122 except that 15 parts Regalrez 6108 was used.
- Example 124 was prepared in the same way as example 122 except that 30 parts Regalrez 6108 was used.
- Comparative example C5 was prepared in the same way as comparative example C4 except that a premix of 10 parts AA and 90 parts IOA was used. In addition, 0.12 parts triazine was used. Comparative example C6 was prepared in the same way as comparative example C4 except that a premix of 14 parts AA and 86 parts IOA was used.
- Peel and shear data for examples 116-124 and comparative examples C4, C5, and C6 are set forth in Table III-4. The data was generated according to Test Procedures A2-III, B2-III, and C2-III.
- a composition was prepared by mixing 67 parts isooctyl acrylate, 32 parts isobornyl acrylate, 1 part acrylic acid, and 0.04 part benzil dimethyl ketal photoinitiator (KB-1 from Sartomer). The mixture was partially polymerized in a nitrogen rich atmosphere using fluorescent black lights to a syrup having a viscosity of about 3000 centipoise. An additional 0.16 part KB-1 photoinitiator and 0.15 part hexane dioldiacrylate were added to the syrup, which was then mixed and knife coated to a thickness of about 50 microns onto a silicone-treated, polyethylene coated paper release liner.
- the coated mixture was exposed to ultraviolet radiation having a major portion ofthe spectral output between 300 and 400 nanometers, with a maximum at 351 nanometers, and at an intensity of about 2 milliWatts/cm 2 .
- the total energy was about 650 milliJoules/cm 2 .
- the resulting sheet material was then laminated to a 0.165 mm thick panel of cold rolled steel to form a constrained layer damper.
- the constrained layer damper was cut to a dimension of 20.3 centimeters by 20.3 centimeters and laminated to an automotive door panel.
- the door panel with the damper was suspended with Tygon tubing, and an accelerometer (Model 22 from Endevco Co., San Juan Capistrano, CA) was attached to the door panel and wired to a Fast Fourier Transform (FFT) analyzer (Model 2630 Analyzer from Tektronix).
- FFT Fast Fourier Transform
- the analyzer was also attached to an impact hammer (obtained from PCB, DePew, NY). In testing, the impact hammer was used to strike the panel, which caused various modes of excitation or vibration to occur within the panel.
- the acceleration was then measured as a function of time, and the FFT analyzer was used to convert the results to acceleration as a function of frequency.
- the frequencies (FREQ) ofthe first eight modes were determined using STAR Modal software from Structural Measurement Systems, Milipitas, CA.
- the average loss factors (AVG) for all eight modes were also calculated.
- This test is a measure ofthe interconnect resistance in the adhesive bond. In this particular test, it is desirable that the resistance readings are less than about 20 Ohms per connection, and preferably less than 10 Ohms.
- a 0.025 mm thick copper coating on a polyester flexible circuit (3MTM Brand Heat Seal Connector without adhesive available from Minnesota Mining & Manufacturing Co., St. Paul MN) is used in a four wire resistance set-up shown in Fig. 1.
- a bond is prepared by laminating a 0.3 cm wide by 2.5 cm long strip ofthe electrically conductive adhesive film 6 across one end ofthe polyester flexible circuit 2 to a printed circuit board 8 (FR-4 test circuit board).
- the adhesive can be screen printed or knife coated directly onto the flexible circuit.
- the lamination is performed either by hand pressure for a pressure-sensitive adhesive, or by a hot bar bonder with a 3 mm by 25.4 mm thermode (TCW 125, from Hughes Aircraft) for a heat activated adhesive.
- TCW 125 thermode
- the flex is shorted to allow for resistance measurements by providing a solid copper pattern 4 on the flex as shown in Fig. 1.
- the bonded sample is tested for interconnect resistance by using the four-wire method using the principles described in ASTM B 539-90 such that the net resistance not due to the interconnection is minimized to approximately 150 milliOhms.
- the samples are tested after bonding (INIT) and after aging at 60C and 95% relative humidity for 10 days (AGED) and results are reported in Ohms.
- This test is a measure ofthe electrical resistance through two adhesive bonds and a conducting circuit. In this particular configuration, it is desirable for resistance readings to average less than about 100 Ohms, and preferably less than about 20 Ohms.
- a test sample in Fig. 2 is prepared by bonding a straight line 8 mil (0.2 mm) pitch flexible circuit 2 (3MTMBrand Heat Seal Connector without adhesive, available from Minnesota Mining & Manufacturing Co., St. Paul MN) between a printed circuit board 8 (FR-4 circuit board) and an ITO (indium tin oxide) coated glass plate 10 (20 Ohms/ square sheet resistivity, available from Nippon Sheet Glass,
- the adhesive can be pre-applied to the flexible circuit by screen printing or knife coating the adhesive onto the circuit or it can be applied as a film adhesive or adhesive transfer between the flexible circuit and the circuit board and glass at the time of bonding.
- the circuit traces ofthe flexible electrical circuit are aligned to the corresponding traces on the circuit board and bonded by hand pressure for a pressure-sensitive adhesive, or by hot bar bonded for a heat activated adhesive. Hot bar bonding is accomplished with a 3 mm by 25.4 mm thermode (TCW 125, from Hughes Aircraft) set at 145C and the indicated pressure for 10 seconds.
- Electrical resistance ofthe adhesive interconnection is measured using a four wire method according to the principles described in ASTM B 539-90 such that the net resistance not due to the interconnection is minimized to approximately 150 milliOhms. Samples are tested after bonding (INIT) and after aging at 60C and 95% relative humidity for 10 days. (AGED).
- the jaw separation speed was 2.54 millimeters per minute and results are recorded in grams/centimeter. Samples are tested after bonding (INIT) and after aging at 60C and 95% relative humidity for 10 days (AGED) and results are reported in grams/centimeter (g/cm).
- a conductive pressure-sensitive adhesive composition was prepared by mixing 67 parts IOA (isooctyl acrylate), 33 parts IBA (isobornyl acrylate), and 0.04 pph (part per 100 parts of acrylate and co-monomer) benzil dimethyl ketal (EscacureTMKB-l from Sartomer) in a glass jar, purging the jar with nitrogen, and exposing to ultraviolet radiation from fluorescent black lights which have at least 90% of their spectral output between 300 and 400 nanometers with a peak emission at about 350 nanometers until a viscous syrup having a viscosity estimated to be about 2000 to 3000 centipoise was formed.
- the average intensity ofthe lights was 3.9 milliWatts/square centimeter (mW/cm 2 ) as measured with a radiometer (EIT) according to the National Institute of Standard Testing (NIST) units.
- the pressure-sensitive adhesive film was used to made a flexible circuit which was tested for conductivity (through a resistance measurement) according to the Shorted Configuration Resistance Test, and test results are shown in Table V.
- An electrically conductive pressure-sensitive adhesive film was prepared as in Example 1 except that the syrup composition had 65 parts IOA and 35 parts IBA, and pph of silver coated nickel particles. The particles constituted 30% by weight ofthe syrup composition. The resulting adhesive film was used to make a flex circuit which tested for conductivity according to both the Shorted
- Example 3 An electrically conductive pressure-sensitive adhesive film was prepared as in Example 2, except that 20 pph of a hydrocarbon tackifying resin (RegalrezTM6108 available from Hercules) were added to the syrup before coating, the amount of HDDA was 0.075 pph instead of 0.1 pph, 20 pph of sub- 1 1 micrometer gold coated nickel particles (available from Potter Industries) were added instead ofthe silver coated nickel particles.
- the resulting adhesive film was used to make a flex circuit using a heated bar set at HOC and 34.5 kiloPascals (5 psi) for 5 seconds to effect the bonding ofthe adhesive film to the flex and the board, and tested according to the Jumper Configuration Resistance Test and results are shown in Table N-l.
- Example 4 An electrically conductive pressure-sensitive adhesive film was prepared as in Example 2, except that 20 pph of a hydrocarbon tackifying resin (RegalrezTM6108 available from Hercules) were added to the syrup before coating, the amount of HDDA was
- a heat bondable electrically conductive film was prepared as in Example 3 except that the syrup composition was 40 parts IOA and 60 parts IB A, with no tackifying resin.
- the nickel particles constituted 20% by weight ofthe syrup composition.
- the adhesive film was heat bonded to a polyester flex and board and the flex circuit tested as in Example 3 and test results are shown in Table V-l.
- Example 5 A heat activatable conductive adhesive syrup was prepared according to the procedure of Example 1 by partially polymerizing 40 parts IOA, 60 parts IBA, 0.1 pph benzil dimethyl ketal photoinitator, and 0.04 pph carbon tetrabromide.
- An adhesive composition was prepared by mixing the syrup with 0.05 pph HDDA and 0.3 pph TPO photoinitiator (Lucirin TPO, available from BASF) until both were dissolved. Then 4 pph fumed silica (Cab-O-Sil M5) and 20 pph conductive nickel spheres (CNS, air classified -20/+10 ⁇ m available from Novamet, Inc.) were dispersed into the composition with a high shear mixer.
- the 20 pph of nickel spheres is 5% by volume ofthe adhesive composition.
- the adhesive composition was then screen printed onto a flexible electrical circuit (3MTM Brand Heat Seal Connector without adhesive, available from Minnesota Mining & Manufacturing Co., St. Paul, MN) using a flat bed screen printer (Model 2BS Roll to Roll Screen Press System from Rolt Engineering Ltd.) with a 200 mesh polyester screen with 31° bias and 25 mil (0.635 mm) emulsion thickness and a 60 durometer rounded edge squeegee.
- a flexible electrical circuit (3MTM Brand Heat Seal Connector without adhesive, available from Minnesota Mining & Manufacturing Co., St. Paul, MN) using a flat bed screen printer (Model 2BS Roll to Roll Screen Press System from Rolt Engineering Ltd.) with a 200 mesh polyester screen with 31° bias and 25 mil (0.635 mm) emulsion thickness and a 60 durometer rounded edge squeegee.
- the adhesive composition was printed in the print/flood mode with a squeegee pressure of 20 psi (138 kiloPascals), 20 inches per second squeegee speed (50.8 cm/sec) and 20 inches per second (50.8 cm/sec) flood blade speed, and a minimum squeegee angle.
- the adhesive coating thickness was 43 to 53 ⁇ m.
- the screen printed adhesive was cured by exposing the adhesive to fluorescent black lights as described in Example 1 at an intensity of about 4.5 to 5.5 milliWatts/square centimeter, and a total energy of about 335 to 350 milliJoules/square centimeter.
- the resulting adhesive was essentially non-tacky at room temperature but became tacky when heated to about 35C.
- the printed flexible circuit was tested for electrical resistance and peel adhesion to both and ITO glass substrate and to a FR-4 circuit board. Test results are shown in Table V-2
- a heat activatable conductive adhesive was prepared as in Example 5 except that the amount of HDDA was reduced to 0.035 pph and the conductive nickel spheres were 2% cold coated conductive nickel spheres .
- the adhesive was then screen printed to a thickness of about 30 to 40 ⁇ m on the ends ofthe circuit traces of a flexible circuit.
- the adhesive was then cured as described above. This cure was followed by an exposure to mercury arc lamps for an exposure of 1100 milli Joules/square centimeter.
- the portion ofthe flexible circuit that was not adhesive coated had been coated with a non-adhesive protective cover coat (Enplate, from Enthone-Omi, Inc.).
- the resulting flexible circuit was tested for electrical resistance and peel adhesive as described above except that the bonding pressure was reduced from 800 psi (5516 kiloPascals) to 540 psi (3723 kiloPascals), and the AGED results reported are after 13 days of aging. Test results are shown in Table V-2. Table V-2
Abstract
Description



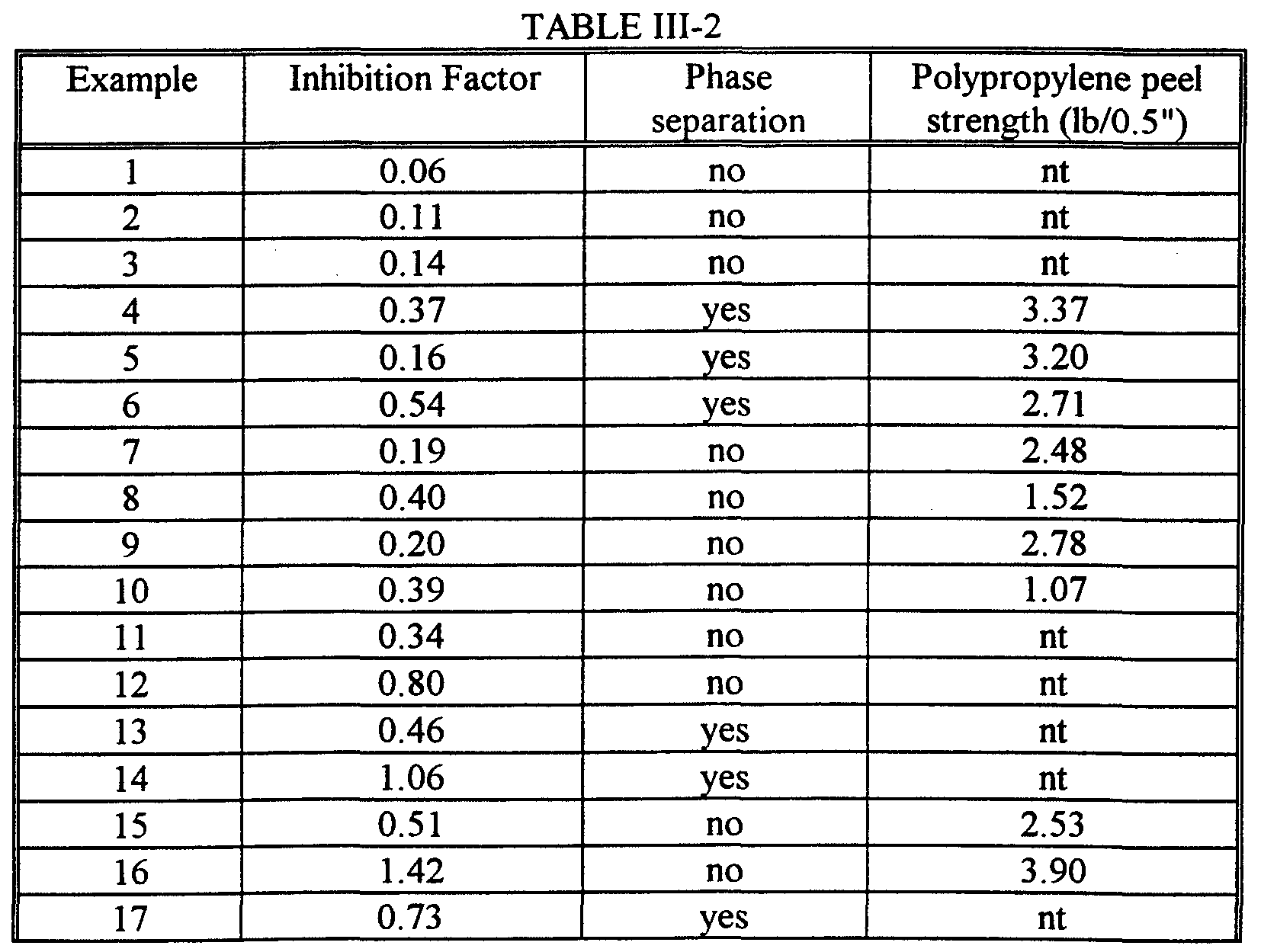

Claims
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP9505800A JPH11508940A (en) | 1995-07-10 | 1996-06-03 | Adhesive containing conductive material |
| AU60302/96A AU6030296A (en) | 1995-07-10 | 1996-06-03 | Adhesives containing electrically conductive agents |
| EP96917919A EP0837918A1 (en) | 1995-07-10 | 1996-06-03 | Adhesives containing electrically conductive agents |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/500,123 | 1995-07-10 | ||
| US08/500,123 US5620795A (en) | 1993-11-10 | 1995-07-10 | Adhesives containing electrically conductive agents |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1997003144A1 true WO1997003144A1 (en) | 1997-01-30 |
Family
ID=23988141
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US1996/008369 WO1997003144A1 (en) | 1995-07-10 | 1996-06-03 | Adhesives containing electrically conductive agents |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US5620795A (en) |
| EP (1) | EP0837918A1 (en) |
| JP (1) | JPH11508940A (en) |
| KR (1) | KR100407459B1 (en) |
| CN (1) | CN1190423A (en) |
| AU (1) | AU6030296A (en) |
| CA (1) | CA2224378A1 (en) |
| WO (1) | WO1997003144A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1788052A1 (en) | 2005-09-29 | 2007-05-23 | National Starch and Chemical Investment Holding Corporation | Acrylic pressure sensitive adhesives |
| EP2543708A1 (en) * | 2011-07-06 | 2013-01-09 | Nitto Denko Corporation | Conductive pressure-sensitive adhesive tape |
| CN106281118A (en) * | 2016-08-03 | 2017-01-04 | 金龙联合汽车工业(苏州)有限公司 | A kind of preparation method of the programmable conductive adhesive of melt temperature |
| WO2017023644A2 (en) * | 2015-07-31 | 2017-02-09 | Corning Incorporated | Laminate structures with enhanced damping properties |
Families Citing this family (69)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5604268A (en) * | 1995-02-22 | 1997-02-18 | Minnesota Mining And Manufacturing Company | Glue crayons |
| US5905099A (en) * | 1995-11-06 | 1999-05-18 | Minnesota Mining And Manufacturing Company | Heat-activatable adhesive composition |
| US6139661A (en) | 1998-10-20 | 2000-10-31 | International Business Machines Corporation | Two step SMT method using masked cure |
| US6246010B1 (en) | 1998-11-25 | 2001-06-12 | 3M Innovative Properties Company | High density electronic package |
| US6624273B1 (en) * | 1999-03-19 | 2003-09-23 | 3M Innovative Properties Company | Plasticized acrylics for pressure sensitive adhesive applications |
| JP3851767B2 (en) * | 2000-10-16 | 2006-11-29 | ソニーケミカル&インフォメーションデバイス株式会社 | Adhesive film and method for producing adhesive film |
| DE10109067A1 (en) * | 2001-02-24 | 2002-09-12 | Tesa Ag | PSA with low outgassing behavior |
| US6964991B2 (en) * | 2001-07-13 | 2005-11-15 | Surf Chip, Inc. | Process for improving water-whitening resistance of pressure sensitive adhesives |
| JP3998548B2 (en) * | 2002-09-25 | 2007-10-31 | 日東電工株式会社 | Adhesive dust removal cleaner |
| US6919504B2 (en) | 2002-12-19 | 2005-07-19 | 3M Innovative Properties Company | Flexible heat sink |
| DE10259549A1 (en) * | 2002-12-19 | 2004-07-08 | Tesa Ag | PSA article with at least one layer of an electrically conductive PSA and process for its production |
| US20060099338A1 (en) * | 2002-12-23 | 2006-05-11 | Uwe Boelz | Thermally-formable and cross-linkable precursor of a thermally conductive material |
| DE10310722A1 (en) * | 2003-03-10 | 2004-09-23 | Tesa Ag | Electrically heatable adhesive composition, useful for adhesive tape in automotive applications such as electrically heated mirrors, comprises an adhesive component and an electrically conductive filler |
| US8518304B1 (en) | 2003-03-31 | 2013-08-27 | The Research Foundation Of State University Of New York | Nano-structure enhancements for anisotropic conductive material and thermal interposers |
| JP4889190B2 (en) * | 2003-04-16 | 2012-03-07 | スリーエム イノベイティブ プロパティズ カンパニー | Acrylic heat conductive composition and heat conductive sheet |
| WO2005012435A1 (en) * | 2003-07-31 | 2005-02-10 | World Properties, Inc. | Electrically conductive, flame retardant fillers, method of manufacture, and use thereof |
| JP4521520B2 (en) * | 2003-08-06 | 2010-08-11 | 綜研化学株式会社 | Adhesive for low polarity film |
| US20050062024A1 (en) * | 2003-08-06 | 2005-03-24 | Bessette Michael D. | Electrically conductive pressure sensitive adhesives, method of manufacture, and use thereof |
| JP5068919B2 (en) * | 2003-09-25 | 2012-11-07 | スリーエム イノベイティブ プロパティズ カンパニー | Foam sheet-forming composition, thermally conductive foam sheet and method for producing the same |
| JP5175022B2 (en) * | 2004-06-14 | 2013-04-03 | スリーエム イノベイティブ プロパティズ カンパニー | Multi-layer thermal conductive sheet |
| US7510621B2 (en) * | 2004-09-22 | 2009-03-31 | General Motors Corporation | Conductive adhesive bonding |
| US20060062977A1 (en) * | 2004-09-22 | 2006-03-23 | Sigler David R | Bonded lightweight structural sheet |
| JP2006140052A (en) * | 2004-11-12 | 2006-06-01 | Three M Innovative Properties Co | Connector with thermosetting adhesive film and method of connection using it |
| CN100577328C (en) * | 2004-11-29 | 2010-01-06 | 大日本油墨化学工业株式会社 | Method for producing surface-treated silver-containing powder and silver paste using surface-treated silver-containing powder |
| US20070295704A1 (en) * | 2004-12-20 | 2007-12-27 | Gm Global Technology Operations, Inc. | Additives for improved weldable composites |
| US7833630B2 (en) * | 2004-12-20 | 2010-11-16 | Gm Global Technology Operations, Inc. | Weldable metal composites and methods |
| US20060134450A1 (en) * | 2004-12-20 | 2006-06-22 | Sigler David R | Additives for improved weldable composites |
| US20060134449A1 (en) * | 2004-12-20 | 2006-06-22 | Sigler David R | Weldable metal composites and methods |
| US7326369B2 (en) * | 2005-03-07 | 2008-02-05 | National Starch And Chemical Investment Holding Corporation | Low stress conductive adhesive |
| JP4576270B2 (en) * | 2005-03-29 | 2010-11-04 | 昭和電工株式会社 | Method for manufacturing solder circuit board |
| US7744970B2 (en) * | 2005-05-26 | 2010-06-29 | E. I. Du Pont De Nemours And Company | Multilayer laminates comprising twisted nematic liquid crystals |
| WO2007029866A1 (en) * | 2005-09-09 | 2007-03-15 | Showa Denko K.K. | Method for attachment of solder powder to electronic circuit board and soldered electronic circuit board |
| JP4436306B2 (en) * | 2005-10-28 | 2010-03-24 | スリーエム イノベイティブ プロパティズ カンパニー | Method for producing thermal conductive sheet and thermal conductive sheet thereby |
| US20070116961A1 (en) * | 2005-11-23 | 2007-05-24 | 3M Innovative Properties Company | Anisotropic conductive adhesive compositions |
| US20070219285A1 (en) * | 2006-03-17 | 2007-09-20 | 3M Innovative Properties Company | Uv b-stageable, moisture curable composition useful for rapid electronic device assembly |
| US20090291291A1 (en) * | 2006-06-23 | 2009-11-26 | Avery Dennison Corporation | Flame retardant pressure sensitive adhesive |
| JP2009544815A (en) * | 2006-07-24 | 2009-12-17 | スリーエム イノベイティブ プロパティズ カンパニー | Conductive pressure sensitive adhesive |
| JP2008108890A (en) * | 2006-10-25 | 2008-05-08 | Three M Innovative Properties Co | Adhesion method for circuit board and adhesion structure body |
| GB0622060D0 (en) * | 2006-11-06 | 2006-12-13 | Hexcel Composites Ltd | Improved composite materials |
| JP4920401B2 (en) * | 2006-12-27 | 2012-04-18 | 昭和電工株式会社 | Method for manufacturing conductive circuit board |
| GB0710425D0 (en) * | 2007-06-01 | 2007-07-11 | Hexcel Composites Ltd | Improved structural adhesive materials |
| JP5291316B2 (en) * | 2007-09-26 | 2013-09-18 | 日東電工株式会社 | Conductive adhesive tape |
| CN101457128A (en) * | 2007-12-14 | 2009-06-17 | 3M创新有限公司 | Composite high temperature gummed tape and method for producing the same |
| KR101953727B1 (en) | 2008-08-18 | 2019-03-05 | 프로덕티브 리서치 엘엘씨 | Formable light weight composites |
| US8765217B2 (en) | 2008-11-04 | 2014-07-01 | Entrotech, Inc. | Method for continuous production of (meth)acrylate syrup and adhesives therefrom |
| US20100113692A1 (en) * | 2008-11-04 | 2010-05-06 | Mcguire Jr James E | Apparatus for Continuous Production of Partially Polymerized Compositions |
| US8329079B2 (en) * | 2009-04-20 | 2012-12-11 | Entrochem, Inc. | Method and apparatus for continuous production of partially polymerized compositions and polymers therefrom |
| KR100941709B1 (en) * | 2009-08-31 | 2010-02-12 | (주)일신테크 | Heating adhesive tape and manufacturing method of the same |
| JP2013514445A (en) * | 2009-12-18 | 2013-04-25 | スリーエム イノベイティブ プロパティズ カンパニー | Pressure sensitive adhesive for low surface energy substrates |
| KR101774911B1 (en) | 2009-12-28 | 2017-09-05 | 프로덕티브 리서치 엘엘씨 | Processes for welding composite materials and articles therefrom |
| WO2011100734A1 (en) | 2010-02-15 | 2011-08-18 | Productive Research Llc | Formable light weight composite material systems and methods |
| EP2643418A2 (en) | 2010-11-23 | 2013-10-02 | Adhesives Research, Inc. | Reactive conductive pressure-sensitive adhesive tape |
| EP2678155A1 (en) | 2011-02-21 | 2014-01-01 | Productive Research LLC | Composite materials including regions differing in properties and methods |
| JP5316570B2 (en) * | 2011-03-18 | 2013-10-16 | トヨタ自動車株式会社 | Cover member and sticker |
| JP5469194B2 (en) | 2011-05-02 | 2014-04-09 | 日東電工株式会社 | Adhesive, adhesive layer, and adhesive sheet |
| EP2551102B1 (en) * | 2011-07-29 | 2014-12-03 | 3M Innovative Properties Company | Self-stick foam adhesive |
| EP2573149A1 (en) | 2011-09-26 | 2013-03-27 | 3M Innovative Properties Company | Multilayer pressure-sensitive adhesive films with a (meth)acrylic-based elastomeric material |
| IN2014CN02145A (en) * | 2011-09-26 | 2015-05-29 | 3M Innovative Properties Co | |
| US9233526B2 (en) | 2012-08-03 | 2016-01-12 | Productive Research Llc | Composites having improved interlayer adhesion and methods thereof |
| JP6088191B2 (en) * | 2012-10-05 | 2017-03-01 | 株式会社ダイセル | Adhesive, method of using the same, and back grind film |
| JP6039451B2 (en) * | 2013-02-12 | 2016-12-07 | リンテック株式会社 | Adhesive for sticking transparent conductive film and adhesive sheet |
| KR101637785B1 (en) * | 2014-12-22 | 2016-07-08 | 현대자동차주식회사 | Hybrid door for automobile |
| HRP20230920T1 (en) * | 2015-09-11 | 2023-11-24 | Rockwool A/S | Acoustic panel |
| US9673127B2 (en) | 2015-09-16 | 2017-06-06 | International Business Machines Corporation | Silicone-based thermal interface materials |
| CN108370061B (en) | 2015-12-11 | 2021-12-31 | 富士胶片株式会社 | Solid electrolyte composition, binder particle, all-solid-state secondary battery, sheet, electrode sheet, and method for producing same |
| TW201819567A (en) | 2016-07-28 | 2018-06-01 | 3M新設資產公司 | Stretchable electrically-conductive adhesive tape |
| MX2020006022A (en) | 2017-12-14 | 2020-08-17 | Avery Dennison Corp | Pressure sensitive adhesive with broad damping temperature and frequency range. |
| US11338552B2 (en) | 2019-02-15 | 2022-05-24 | Productive Research Llc | Composite materials, vehicle applications and methods thereof |
| CN112646536B (en) * | 2019-10-11 | 2022-09-27 | 3M创新有限公司 | Two-component acrylic structural adhesive for metal oil surface bonding |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01221481A (en) * | 1988-02-29 | 1989-09-04 | Sekisui Chem Co Ltd | Conductive self-adhesive and conductive self-adhesive sheet made by using it |
| WO1995013331A1 (en) * | 1993-11-10 | 1995-05-18 | Minnesota Mining And Manufacturing Company | Pressure sensitive adhesives |
Family Cites Families (101)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US24906A (en) * | 1859-07-26 | Simeon goodfellow | ||
| CA677797A (en) * | 1955-11-18 | 1964-01-14 | Minnesota Mining And Manufacturing Company | Sheet material having a pressure-sensitive adhesive coating of acrylate ester copolymer |
| US3312754A (en) * | 1963-09-20 | 1967-04-04 | Continental Can Co | Resinous compositions comprising (a) butadiene-acrylonitrile-carboxylated terpolymer, (b) polyepoxide, (c) flexibilizing polymer, and (d) dicyandiamide |
| US3340224A (en) * | 1965-01-21 | 1967-09-05 | Chrysler Corp | Thermosetting, curable elastomeric composition and methods of making the same |
| US3406087A (en) * | 1965-03-29 | 1968-10-15 | Le Roy H. Potter | Cross-linked molecular adhesive expansion joints |
| US3475213A (en) * | 1965-09-13 | 1969-10-28 | Minnesota Mining & Mfg | Electrically conductive adhesive tape |
| US3491070A (en) * | 1966-11-25 | 1970-01-20 | Goodrich Co B F | 2 - ethylhexyl acrylate - n - octyl acrylamide - methacrylamide / acrylamide terpolymer |
| US3514326A (en) * | 1967-11-17 | 1970-05-26 | Minnesota Mining & Mfg | Tape |
| US3740366A (en) * | 1969-04-28 | 1973-06-19 | Rohm & Haas | Pressure sensitive adhesive containing carboxylic acid groups and polyvalent metal |
| US3762946A (en) * | 1971-10-21 | 1973-10-02 | Minnesota Mining & Mfg | Small particle loaded electrically conductive adhesive tape |
| US3922464A (en) * | 1972-05-26 | 1975-11-25 | Minnesota Mining & Mfg | Removable pressure-sensitive adhesive sheet material |
| US4098945A (en) * | 1973-07-30 | 1978-07-04 | Minnesota Mining And Manufacturing Company | Soft conductive materials |
| US4113981A (en) * | 1974-08-14 | 1978-09-12 | Kabushiki Kaisha Seikosha | Electrically conductive adhesive connecting arrays of conductors |
| US4181752A (en) * | 1974-09-03 | 1980-01-01 | Minnesota Mining And Manufacturing Company | Acrylic-type pressure sensitive adhesives by means of ultraviolet radiation curing |
| DE2706638C2 (en) * | 1976-02-19 | 1986-04-03 | Ciba-Geigy Ag, Basel | Process for the production of prepregs |
| US4092443A (en) * | 1976-02-19 | 1978-05-30 | Ciba-Geigy Corporation | Method for making reinforced composites |
| CA1097495A (en) * | 1976-05-24 | 1981-03-17 | James H. Aumiller | Electrically conductive adhesive |
| GB1552046A (en) * | 1977-02-02 | 1979-09-05 | Ciba Geigy Ag | Film adhesives |
| GB2030991B (en) * | 1977-02-09 | 1982-11-24 | Nitto Electric Ind Co | Heat activatable pressuresensitive adhesive tape of sheet |
| DE2831984A1 (en) * | 1977-07-21 | 1979-02-01 | Sharp Kk | ELECTRICAL CONNECTION BETWEEN TWO ELECTRICAL CIRCUITS APPLIED TO SEPARATE CARRIERS |
| US4243455A (en) * | 1977-07-29 | 1981-01-06 | Nippon Graphite Industries, Ltd. | Method of forming electrode connector for liquid crystal display device |
| US4223067A (en) * | 1978-03-27 | 1980-09-16 | Minnesota Mining And Manufacturing Company | Foam-like pressure-sensitive adhesive tape |
| US4243500A (en) * | 1978-12-04 | 1981-01-06 | International Coatings, Co., Inc. | Pressure sensitive adhesives |
| US4247656A (en) * | 1979-03-14 | 1981-01-27 | Minnesota Mining And Manufacturing Company | Poly(urethane-isocyanurate) foams |
| SU833995A1 (en) | 1979-07-24 | 1981-05-30 | Отделение Ордена Ленина Институтахимической Физики Ah Cccp | Method of preparing copolymers of highest alkylacrylates with acrylamide |
| US4303485A (en) * | 1979-08-20 | 1981-12-01 | Minnesota Mining And Manufacturing Company | Ultraviolet polymerization of acrylate monomers using oxidizable tin compounds |
| US4421822A (en) * | 1979-08-20 | 1983-12-20 | Minnesota Mining And Manufacturing Co. | Ultraviolet polymerization of acrylate monomers using oxidizable tin compounds |
| US4330590A (en) * | 1980-02-14 | 1982-05-18 | Minnesota Mining And Manufacturing Company | Photoactive mixture of acrylic monomers and chromophore-substituted halomethyl-2-triazine |
| US4391687A (en) * | 1980-02-14 | 1983-07-05 | Minnesota Mining And Manufacturing Company | Photoactive mixture of acrylic monomers and chromophore-substituted halomethyl-1-triazine |
| US4329384A (en) * | 1980-02-14 | 1982-05-11 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive tape produced from photoactive mixture of acrylic monomers and polynuclear-chromophore-substituted halomethyl-2-triazine |
| US4418105A (en) * | 1980-02-25 | 1983-11-29 | Minnesota Mining And Manufacturing Company | Double-coated tape construction having an identifiable extended liner |
| US4335171A (en) * | 1980-10-06 | 1982-06-15 | Minnesota Mining And Manufacturing Company | Transfer tape having adhesive formed from two laminae |
| US4364972A (en) * | 1981-01-16 | 1982-12-21 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive copolymers of acrylic acid ester and N-vinyl pyrrolidone |
| US4379201A (en) * | 1981-03-30 | 1983-04-05 | Minnesota Mining And Manufacturing Company | Multiacrylate cross-linking agents in pressure-sensitive photoadhesives |
| DE3115996A1 (en) * | 1981-04-13 | 1982-11-04 | Schering Ag, 1000 Berlin Und 4619 Bergkamen | 17 (ALPHA) -ALKYL-17 (BETA) -HYDROXY-1 (ALPHA) - METHYL-4-ANDROSTEN-3-ONE-.PRODUCTIONS FOR THEIR PRODUCTION AND PHARMACEUTICAL PREPARATIONS THAT CONTAIN THESE COMPOUNDS |
| JPS57179268A (en) * | 1981-04-27 | 1982-11-04 | Semedain Kk | Epoxy resin adhesive composition |
| US4425263A (en) * | 1981-06-03 | 1984-01-10 | E. I. Du Pont De Nemours & Co. | Flexible screen-printable conductive composition |
| US4880683A (en) * | 1981-12-28 | 1989-11-14 | Minnesota Mining And Manufacturing Company | Hot-tackifying adhesive tape |
| US4415615A (en) * | 1982-01-15 | 1983-11-15 | Minnesota Mining And Manufacturing Co. | Cellular pressure-sensitive adhesive product and method of making |
| JPS58152074A (en) * | 1982-03-05 | 1983-09-09 | Mitsui Toatsu Chem Inc | Adhesive composition for ceramic tile |
| US4503200A (en) * | 1982-07-19 | 1985-03-05 | Shell Oil Company | Heat curable polyepoxide resin blends |
| US4418120A (en) * | 1982-07-19 | 1983-11-29 | Minnesota Mining And Manufacturing Co. | Tackified crosslinked acrylic adhesives |
| US4404246A (en) * | 1982-09-22 | 1983-09-13 | Minnesota Mining And Manufacturing Company | Storable, crosslinkable pressure-sensitive adhesive tape |
| JPS5964685A (en) * | 1982-10-05 | 1984-04-12 | Shin Etsu Polymer Co Ltd | Anisotropically conductive, heat-bondable film |
| US4513039A (en) * | 1982-11-04 | 1985-04-23 | Minnesota Mining And Manufacturing Company | Composite of separable pressure-sensitive adhesive tapes |
| US4599265A (en) * | 1982-11-04 | 1986-07-08 | Minnesota Mining And Manufacturing Company | Removable pressure-sensitive adhesive tape |
| US4522870A (en) * | 1982-11-04 | 1985-06-11 | Minnesota Mining And Manufacturing Company | Linerless double-coated pressure-sensitive adhesive tape |
| US4606962A (en) * | 1983-06-13 | 1986-08-19 | Minnesota Mining And Manufacturing Company | Electrically and thermally conductive adhesive transfer tape |
| US4619867A (en) * | 1983-06-14 | 1986-10-28 | Minnesota Mining And Manufacturing Company | Azlactone-containing pressure-sensitive adhesives |
| US4731282A (en) * | 1983-10-14 | 1988-03-15 | Hitachi Chemical Co., Ltd. | Anisotropic-electroconductive adhesive film |
| US4557960A (en) * | 1983-12-07 | 1985-12-10 | Minnesota Mining And Manufacturing Co. | Pressure sensitive adhesive transfer tape containing organic filaments |
| US4612209A (en) * | 1983-12-27 | 1986-09-16 | Ciba-Geigy Corporation | Process for the preparation of heat-curable adhesive films |
| US4619979A (en) * | 1984-03-28 | 1986-10-28 | Minnesota Mining And Manufacturing Company | Continuous free radial polymerization in a wiped-surface reactor |
| US4546037A (en) * | 1984-09-04 | 1985-10-08 | Minnesota Mining And Manufacturing Company | Flexible tape having stripes of electrically conductive particles for making multiple connections |
| US4548862A (en) * | 1984-09-04 | 1985-10-22 | Minnesota Mining And Manufacturing Company | Flexible tape having bridges of electrically conductive particles extending across its pressure-sensitive adhesive layer |
| US4640981A (en) * | 1984-10-04 | 1987-02-03 | Amp Incorporated | Electrical interconnection means |
| JPS61173471A (en) * | 1985-01-28 | 1986-08-05 | シャープ株式会社 | Heat compressed connector |
| US4729809A (en) * | 1985-03-14 | 1988-03-08 | Amp Incorporated | Anisotropically conductive adhesive composition |
| US5284891A (en) * | 1985-03-25 | 1994-02-08 | Exxon Research & Engg. | Tackifiers and their use in pressure sensitive adhesives |
| US4673750A (en) * | 1985-04-04 | 1987-06-16 | Loctite Corporation | Auto-adhering one-component RTV silicone sealant composition utilizing glycidoxyalkyl substituted alkoxy-oxime silane as an adhesion promoter |
| US4659872A (en) * | 1985-04-30 | 1987-04-21 | Amp Incorporated | Flexible flat multiconductor cable |
| US4666771A (en) * | 1985-05-24 | 1987-05-19 | Minnesota Mining And Manufacturing Company | Microbubble-filled article such as a pressure-sensitive adhesive tape |
| US4618525A (en) * | 1985-06-03 | 1986-10-21 | Minnesota Mining And Manufacturing Company | Coated glass microbubbles and article incorporating them |
| US4612242A (en) * | 1985-06-03 | 1986-09-16 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive tape containing coated glass microbubbles |
| US4751269A (en) * | 1985-07-08 | 1988-06-14 | Minnesota Mining And Manufacturing Company | Crosslinked pressure-sensitive adhesive |
| US4731273A (en) * | 1985-07-08 | 1988-03-15 | Minnesota Mining And Manufacturing Company | Heat-recoverable closure with crosslinked pressure-sensitive adhesive |
| US4710536A (en) * | 1985-08-07 | 1987-12-01 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive tape containing hydrophobic silica |
| US4749590A (en) * | 1985-08-07 | 1988-06-07 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive tape containing hydrophobic silica |
| JPS6241277A (en) * | 1985-08-16 | 1987-02-23 | Shin Etsu Polymer Co Ltd | Anisotropically conductive adhesive |
| US4645711A (en) * | 1985-08-26 | 1987-02-24 | Minnesota Mining And Manufacturing Company | Removable pressure-sensitive adhesive tape |
| US4699842A (en) * | 1985-10-17 | 1987-10-13 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive having broad useful temperature range |
| US4740657A (en) * | 1986-02-14 | 1988-04-26 | Hitachi, Chemical Company, Ltd | Anisotropic-electroconductive adhesive composition, method for connecting circuits using the same, and connected circuit structure thus obtained |
| US4737559A (en) * | 1986-05-19 | 1988-04-12 | Minnesota Mining And Manufacturing Co. | Pressure-sensitive adhesive crosslinked by copolymerizable aromatic ketone monomers |
| US4693935A (en) * | 1986-05-19 | 1987-09-15 | Minnesota Mining And Manufacturing Company | Polysiloxane-grafted copolymer pressure sensitive adhesive composition and sheet materials coated therewith |
| US4786552A (en) * | 1986-07-07 | 1988-11-22 | Avery International Corporation | Curable arcylic/fumaric pressure-sensitive adhesives |
| US4818610A (en) * | 1986-08-29 | 1989-04-04 | Minnesota Mining And Manufacturing Company | Unified pressure-sensitive adhesive tape |
| US4748061A (en) * | 1987-01-02 | 1988-05-31 | Minnesota Mining And Manufacturing Company | Camouflaged composite pressure-sensitive adhesive tape |
| US4895745A (en) * | 1987-01-02 | 1990-01-23 | Minnesota Mining And Manufacturing Company | Dark acrylic pressure-sensitive adhesive |
| JPS63249393A (en) * | 1987-04-03 | 1988-10-17 | シャープ株式会社 | Method of connecting electronic component |
| US5028484A (en) * | 1987-08-14 | 1991-07-02 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive |
| ES2048202T3 (en) * | 1987-08-14 | 1994-03-16 | Minnesota Mining & Mfg | PRESSURE SENSITIVE ADHESIVE. |
| US4950537A (en) * | 1988-01-13 | 1990-08-21 | Minnesota Mining And Manufacturing Company | Colored foamlike pressure-sensitive adhesive tape |
| US4988742A (en) * | 1988-09-02 | 1991-01-29 | Minnesota Mining And Manufacturing Company | Tackified terpolymer adhesives |
| US5086088A (en) * | 1989-03-09 | 1992-02-04 | Minnesota Mining And Manufacturing Company | Epoxy-acrylate blend pressure-sensitive thermosetting adhesives |
| US5156911A (en) * | 1989-05-11 | 1992-10-20 | Landec Labs Inc. | Skin-activated temperature-sensitive adhesive assemblies |
| US5164441A (en) * | 1989-06-02 | 1992-11-17 | Exxon Chemical Patents Inc. | Internal resin-tackified acrylic polymers |
| US5013784A (en) * | 1989-06-19 | 1991-05-07 | Exxon Chemical Patents Inc. | Internal resin-tackified acrylic polymers containing crosslinkable comonomers |
| JPH0817109B2 (en) * | 1989-08-18 | 1996-02-21 | 株式会社半導体エネルギー研究所 | Electric wiring and connection method |
| JPH0831350B2 (en) * | 1989-10-03 | 1996-03-27 | 日本黒鉛工業株式会社 | Manufacturing method of conductive anisotropic heat seal connector member for fine pitch |
| US5130375A (en) * | 1989-11-01 | 1992-07-14 | Avery Dennison Corporation | Vinyl functional reactive tackifiers for pressure-sensitive adhesives |
| US5106902A (en) * | 1989-12-01 | 1992-04-21 | Exxon Chemical Patents, Inc. | Internal resin-tackified acrylic polymers containing crosslinkable comonomers |
| DE3942398A1 (en) * | 1989-12-21 | 1991-06-27 | Minnesota Mining & Mfg | SCREEN PRINTABLE ACRYLATE ADHESIVE MATERIAL, METHOD FOR THEIR PREPARATION AND SCREEN PRESSURE PRODUCED WITH THIS ADHESIVE MATERIAL |
| US5024880A (en) * | 1990-01-03 | 1991-06-18 | Minnesota Mining And Manufacturing Company | Cellular pressure-sensitive adhesive membrane |
| JP3181284B2 (en) * | 1990-01-12 | 2001-07-03 | 旭電化工業株式会社 | Energy ray reactive adhesive composition |
| US4968562A (en) * | 1990-02-27 | 1990-11-06 | Minnesota Mining And Manufacturing Company | Hollow acid-free acrylate polymeric microspheres having multiple small voids |
| US5102924A (en) * | 1990-08-16 | 1992-04-07 | Minnesota Mining And Manufacturing Company | Polymeric mixtures and process therefor |
| US5147938A (en) * | 1991-04-02 | 1992-09-15 | Minnesota Mining And Manufacturing Company | Acrylate adhesives containing polymerizable fluorochemical surfactants |
| US5087494A (en) * | 1991-04-12 | 1992-02-11 | Minnesota Mining And Manufacturing Company | Electrically conductive adhesive tape |
| US5308887A (en) * | 1991-05-23 | 1994-05-03 | Minnesota Mining & Manufacturing Company | Pressure-sensitive adhesives |
| US5275856A (en) * | 1991-11-12 | 1994-01-04 | Minnesota Mining And Manufacturing Company | Electrically conductive adhesive web |
| US5262232A (en) * | 1992-01-22 | 1993-11-16 | Minnesota Mining And Manufacturing Company | Vibration damping constructions using acrylate-containing damping materials |
-
1995
- 1995-07-10 US US08/500,123 patent/US5620795A/en not_active Expired - Lifetime
-
1996
- 1996-06-03 JP JP9505800A patent/JPH11508940A/en not_active Ceased
- 1996-06-03 WO PCT/US1996/008369 patent/WO1997003144A1/en active IP Right Grant
- 1996-06-03 AU AU60302/96A patent/AU6030296A/en not_active Abandoned
- 1996-06-03 KR KR10-1998-0700106A patent/KR100407459B1/en not_active IP Right Cessation
- 1996-06-03 CA CA002224378A patent/CA2224378A1/en not_active Abandoned
- 1996-06-03 CN CN96195376A patent/CN1190423A/en active Pending
- 1996-06-03 EP EP96917919A patent/EP0837918A1/en not_active Withdrawn
-
1997
- 1997-03-11 US US08/816,064 patent/US6126865A/en not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01221481A (en) * | 1988-02-29 | 1989-09-04 | Sekisui Chem Co Ltd | Conductive self-adhesive and conductive self-adhesive sheet made by using it |
| WO1995013331A1 (en) * | 1993-11-10 | 1995-05-18 | Minnesota Mining And Manufacturing Company | Pressure sensitive adhesives |
Non-Patent Citations (1)
| Title |
|---|
| DATABASE WPI Week 8941, Derwent World Patents Index; AN 89-297902, XP002017880 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1788052A1 (en) | 2005-09-29 | 2007-05-23 | National Starch and Chemical Investment Holding Corporation | Acrylic pressure sensitive adhesives |
| EP2543708A1 (en) * | 2011-07-06 | 2013-01-09 | Nitto Denko Corporation | Conductive pressure-sensitive adhesive tape |
| WO2017023644A2 (en) * | 2015-07-31 | 2017-02-09 | Corning Incorporated | Laminate structures with enhanced damping properties |
| WO2017023644A3 (en) * | 2015-07-31 | 2017-05-04 | Corning Incorporated | Laminate structures with enhanced damping properties |
| CN106281118A (en) * | 2016-08-03 | 2017-01-04 | 金龙联合汽车工业(苏州)有限公司 | A kind of preparation method of the programmable conductive adhesive of melt temperature |
| CN106281118B (en) * | 2016-08-03 | 2018-08-07 | 金龙联合汽车工业(苏州)有限公司 | A kind of preparation method of the programmable conductive adhesive of melting temperature |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1190423A (en) | 1998-08-12 |
| KR100407459B1 (en) | 2005-06-08 |
| JPH11508940A (en) | 1999-08-03 |
| US6126865A (en) | 2000-10-03 |
| EP0837918A1 (en) | 1998-04-29 |
| AU6030296A (en) | 1997-02-10 |
| CA2224378A1 (en) | 1997-01-30 |
| US5620795A (en) | 1997-04-15 |
| KR19990028806A (en) | 1999-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5620795A (en) | Adhesives containing electrically conductive agents | |
| EP1097978B1 (en) | Tackified pressure sensitive adhesives | |
| US5756584A (en) | Tackified pressure sensitive adhesives | |
| US5602221A (en) | Pressure sensitive adhesives with good low energy surface adhesion | |
| US5654387A (en) | Pressure sensitive adhesives | |
| EP2480617B1 (en) | Acrylic compositions for adhering to low surface energy subtrates | |
| EP0729494B1 (en) | Pressure sensitive thermosetting adhesives | |
| US5708109A (en) | Pressure sensitive adhesives with good oily surface adhesion | |
| AU694287B2 (en) | Pressure sensitive adhesives and damping constructions | |
| MXPA97003688A (en) | Adhesives sensitive to pressure and constructions of amortiguamie | |
| AU2015203006B2 (en) | Acrylic compositions for adhering to low surface energy subtrates |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 96195376.4 Country of ref document: CN |
|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AL AM AT AU AZ BB BG BR BY CA CH CN CZ DE DK EE ES FI GB GE HU IL IS JP KE KG KP KR KZ LK LR LS LT LU LV MD MG MK MN MW MX NO NZ PL PT RO RU SD SE SG SI SK TJ TM TR TT UA UG UZ VN AM AZ BY KG KZ MD RU TJ TM |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): KE LS MW SD SZ UG AT BE CH DE DK ES FI FR GB GR IE IT LU MC NL PT SE BF BJ CF CG CI CM GA GN |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| ENP | Entry into the national phase |
Ref document number: 2224378 Country of ref document: CA Ref document number: 2224378 Country of ref document: CA Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1019980700106 Country of ref document: KR |
|
| ENP | Entry into the national phase |
Ref document number: 1997 505800 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1996917919 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 1996917919 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: DE Ref legal event code: 8642 |
|
| WWP | Wipo information: published in national office |
Ref document number: 1019980700106 Country of ref document: KR |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 1996917919 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1019980700106 Country of ref document: KR |