US3333975A - Emulsified superbodied oils - Google Patents
Emulsified superbodied oils Download PDFInfo
- Publication number
- US3333975A US3333975A US329191A US32919163A US3333975A US 3333975 A US3333975 A US 3333975A US 329191 A US329191 A US 329191A US 32919163 A US32919163 A US 32919163A US 3333975 A US3333975 A US 3333975A
- Authority
- US
- United States
- Prior art keywords
- oil
- temperature
- weight
- superbodied
- minutes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D191/00—Coating compositions based on oils, fats or waxes; Coating compositions based on derivatives thereof
- C09D191/005—Drying oils
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K23/00—Use of substances as emulsifying, wetting, dispersing, or foam-producing agents
- C09K23/017—Mixtures of compounds
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S516/00—Colloid systems and wetting agents; subcombinations thereof; processes of
- Y10S516/924—Significant dispersive or manipulative operation or step in making or stabilizing colloid system
- Y10S516/925—Phase inversion
Definitions
- This invention is in a process for making a stable oilin-water emulsion by heating an unsaturated fatty oil under vacuum in the presence of water vapor to yield a superbodied oil having a viscosity greater than about 20 minutes, introducing a polyoxyethylene monoaliphatic ether, and then adding an amount of water to form, by inversion, an oil-in-water emulsion of the superbodied oil.
- This invention relates, as indicated, to emulsified high viscosity oils, which oils are derived from unsaturated fatty oils, and more particularly to stable oil-in-water emulsions of such high viscosity oils. More especially the present invention relates to a method for producing oilin-water emulsions of superbodied oils which oils have viscosities in the range of from about 20 minutes to about 75 minutes, Gardner-Holdt, herein characterized as superbodied oils. It is to be understood that the viscosity value referred to herein is based upon the time required for an air bubble to travel the length of a standard Gardner varnish viscosity tube under standard temperature conditions (77 R).
- Linseed oil in particular, and drying oils, mixtures of drying oils, and drying oil modified resinous materials in general, still provide a major portion of the vehicles for present day coating compositions because of their ready availability and relatively low cost.
- These emulsified materials have numerous advantages such as freedom from hazardous solvents, low odor on drying, and, in particular, ready removability from application tools by washing in water.
- This invention is an improvement on the invention described in my Patent No. 2,978,346 dated Apr. 4, 1961.
- the particle size of the internal phase is extremely fine, in most 3,333,975 Patented Aug. l, 1967 ICC instances on the order of from about .05 micron to about 2 microns.
- These emulsions also show greatly improved stability to zinc oxide pigments.
- the novel emulsions are easily produced in simple equipment by the inversion of a water-in-oil emulsion to an oil-in-water emulsion.
- the character of the surfactants is of critical importance, not only to the emulsication procedure, but also to the later stability of the emulsions, and to the stability of paints made from the emulsions.
- the HLB (hydrophile-lipophile balance) or HN values (hydrophilic number) which are numerical expressions of the relative simultaneous attraction of the emulsier for water and for oil, or for the two phases of a system to be emulsified, are useful as a guide in selecting useful surfactants for the emulsification procedure hereof.
- the emulsifying agents used alone or in blends for the purpose of readily forming the extraordinary emulsion of this invention usually have an HLB value between 12 and 50 for the best results.
- an especially favorable surfactant composition is one containing a polyoxyethylene alkyl monoether in which the alkyl group contains on the average from 10-16 carbon atoms, and the number of oxyethylene units averages between 13 and 17.
- This material is a non-ionic material.
- the preferred combination of surfactants also contains an oil soluble material which is characterized by the presence therein of free hydroxyl groups.
- a preferred class of materials are the partial esters of high molecular weight fatty acids and polyhydric alcohols such as, for example, glyceryl monooleate.
- a material such as glyceryl monooleate has an HLB number of 4.5. Equivalent materials may be formed in situ in the oil in the course of bodying, such partial esters being the products of thermal decomposition.
- a partial ester may be added to the oil as such before or after bodying, or formed in situ in the oil during thermal bodying, or created in the oil by the addition of a polyhydric alcohol such as glycerol, pentaerythritol, or the like in the course of bodying which promotes the formation of the desired partial esters.
- a polyhydric alcohol such as glycerol, pentaerythritol, or the like in the course of bodying which promotes the formation of the desired partial esters.
- the foregoing combination of surfactants is particularly satisfactory for the emulsificati-on of superbodied oils.
- a further substance which will serve as both a surfactant ⁇ and a protective colloid.
- the most favored material of the latter type particularly when ⁇ the emulsion is to be used as a vehicle in paints containing zinc pigments, and/or other reactive pigments or inerts, is the alkali metal or ammonium or amine salt of fatty acids, such as unsaturated fatty acids, for example t-he commercial grade -of linseed oil fatty acids, coconut oil fatty acids, etc.
- the potassium soap of an unsaturated C18 fatty acid eg., potassium linoleate, is a specific example.
- the present invention is in a process for the production of an emulsified superbodied oil which comprises treating a superbodied unsaturated fatty oil free from gel particles and false body and having a viscosity in the range yof from about 20 minutes to about minutes, Gardner-Holdt, and having a monoglyceride equivalent (defined below) of from about 9.25% to about 20% based on ⁇ the oil, with from about 5.0% to about 18.7% by weight of the unreduced superbodied oil of a member of the ⁇ aforesaid specific class of polyethoxy alkyl monoethers.
- oil-in-water emulsion thereafter from about 5% to about 10% by weight of the oil of w-ater is added to the oilether mixture to produce, by inversion, an oil-in-water emulsion.
- the emulsion so formed may be further diluted with water to Iany desired solids content, and accordingly abroad range of solids contents of emulsions produced in accordance herewith may be prepared; namely, in the range of from about 10% solids to about 95% solids.
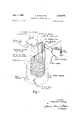
- FIG. 1 is a diagrammatic, phantom illustration in perspective showing apparatus useful in the production of superbodied oils.
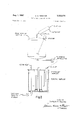
- FIG. 2 is a diagrammatic and schematic illustration of apparatus useful in thinning the superbodied oil prior to emulsifcation, and apparatus useful in forming the emulsions hereof by inversion of a water-in-oil emulsion.
- FIG. 3 is an infrared scan of an emulsifiable superbodied linseed oil having a viscosity of about 54 minutes, Gardner-Holdt.
- FIG. 4 is an infrared scan of a superbodied oil emulsifiable with special treatment and formed from linseed oil, but in the course of bodying such oil, no effort was made to increase the hydroxyl content thereof.
- FIG. 5 is an infrared scan of an emulsitiable superbodied oil formed from a mixture of linseed, soyabean, and dehydrated castor oils in a weight ratio of 2:2:l.
- FIG. 6 is an infrared scan of a superbodied linseed oil emulsifiable on special treatment and in which no effort -to increase the hydroxyl content thereof was made.
- monoglyceride equivalent as used herein is a measure of the hydroxyl content of the superbodied oil and is calculated as percent by weight of glyceryl monooleate.
- the monoglyceride equivalent, or percentage of glyceryl monooleate in the oil should be in the range of from 9.25 to about 20, with an optimum v-alue being in the range of from about 9.4 to 12.4, calculated on the unreduced oil Occasionally, a value as high 4as 20.0 is needed with certain oils in order to effect satisfactory emulsification.
- the oil has a monoglyceride equivalent less .than 9.25 calculated as 100% superbodied oil, stable emulsions cannot be formed by the inversion process of the present invention.
- superbodied oils having a monoglyceride equivalent in excess of 9.25 and to as high as 20 may be converted in stable oil-in-water emulsions by adding to a solvent reduced superbodied oil from 5.0% to 18.7%, 4and preferably from 13% to 15.5%, by weight of the unreduced oil, of a polyoxyethylene monoether having a general formula:
- R is an aliphatic radical containing from 12 to 18 carbon atoms
- X is selected from the group consisting of O and -O- C20
- x is an integer averaging from 12 to 50.
- a particular surfactant effect is preferably provided within the body of the superbodied oil in order to permit the unusual emulsification procedure of this invention to be effective.
- a surfactant is most satisfactorily imparted through the development within the oil during the heat polymerizing operation of partial esters arising from the thermal decomposition of the oil.
- the monoglyceride equivalent of the oil is too low, glyceryl monooleate or other suitable C10-C24 fatty acid partial ester of a polyol containing from 3 to carbon atoms and lat least 3 hydroxyl groups, may be added to the oil prior to emulsification.
- the acid radical of ⁇ the partial ester need not be limited to oleic acid, but may be any aliphatic fatty acid, saturated or unsaturated, and containing from 10 to 24 carbon atoms.
- glyceryl partial esters of more highly unsaturated fatty acids such as those derived from tung oil, dehydrated castor oil, and linseed oil may be substituted for the oleic acid.
- the partial ester surfactants may also be formed in situ in the course of the bodying operation by adding to the oil a polyol, such as, glycerol, pentaerythritol, dipentaerythritol, trimethylolethane, .trimethylolpropane, triethylolethane, sorbitol, mannitol, and the like.
- a polyol such as, glycerol, pentaerythritol, dipentaerythritol, trimethylolethane, .trimethylolpropane, triethylolethane, sorbitol, mannitol, and the like.
- the amount of partial ester ywhich ordinarily confers upon the bodied oil a monoglyceride equivalent of from about 9.25 to about 20.0, and preferably between about 9.4 and 12.4 is that weight of partial ester which is equivalent to from about 9.25% to about 20% and preferably between about 9.4% and 12.4% by weight of glyceryl monooleate.
- I may add, therefore, to the alkali refined linseed oil before the bodying or thermopolymerization thereof has commenced, about 4.3% by weight of a partial ester of pantaerythritol formed from pentaerythritol and linseed oil fatty acids.
- the partial esters of the polyhydric alcohols there may be used any aliphatic carboxylic acids which is capable of forming with the polyhydric alcohol, a partial ester containing at least one, and preferably two, free hydroxyl groups, which partial ester is soluble in the oil, and which partial ester will not be volatilized from the oil during the bodying reaction.
- the acid radical is not critical other than that which is essential to confer oil solubility and nonvolatility on the partial ester.
- the presence of one or two free hydroxyl groups in the partial ester is, however, critical.
- the partial esters may be formed from aliphatic monocarboxylic acids containing from 10 to 24 carbon atoms, either saturated or unsaturated.
- a most convenient source of the monocarboxylic acid is a drying oil, such as linseed oil, dehydrated castor oil, etc.
- the partial esters are formed by a process of alcoholysis and esterification which is well known to those skilled in the art.
- a typical example of the preparation of a partial pentaerythritol ester is given in my Patent 2,278,346, and such partial esters as are there described are equally useful in the present process.
- this threshold temperature is in the neighborhood of about 475 F. to about 525 F., and may be specifically predetermined in the laboratory for any oil.
- this point e.g. about 450 F. in the case of linseed oil
- the bulk of the oil is brought into contact with water vapor, for example, by the introduction of water, or dry live steam, into the hot body of oil.
- a @/4 steam pipe in the bottom of the tank is sufficient, and the steam need not be .pressurized more than sufficient to blow it through the body of the oil at a rate which is determined by the necessity for holding the body of the oil in the tank.
- FIG. 1 diagrammatically illustrates commercial size apparatus for making superbodied oils in accordance with the aforesaid application.
- an oil-soluble alkali metal salt, or alkaline earth metal salt of a high molecular weight aliphatic acid or cycloaliphatic acid, either saturated or unsaturated is included in the oil in the course of bodying.
- a catalytic amount i.e. 0.1 percent to about 2 percent by weight of the oil of such a material has been found to confer upon the final product a desirable increase in the amount of hydroxyl content or monoglyceride equivalent.
- These metallic salts may be used alone or in combination with a lead salt of a similar acid material which is also soluble or dispersible in the oil or the lead salt may be used independently of the above described alkali metal or alkaline earth metal salts. Increased hydroxyl content renders these oils capable of being emulsied in accordance with the procedure subsequently described herein.
- the sodium, potassium, lithium, calcium, magnesium, barium, lead and strontium salts (or mixtures of such salts) of high molecular weight aliphatic, saturated or unsaturated, fatty acids containing from to 22 carbon atoms or more, and including cycloaliphatic acidic materials, such as isodecanoic, dodecanoic, ricinoleic, stearic, oleic, linoleic, linolenic, naphthenic acid, rosin acids, dimer fatty acids, e.g. dimerized linseed oil fatty acids, etc.
- cycloaliphatic acidic materials such as isodecanoic, dodecanoic, ricinoleic, stearic, oleic, linoleic, linolenic, naphthenic acid, rosin acids, dimer fatty acids, e.g. dimerized linseed oil fatty acids, etc.
- a lead soap When a lead soap is used alone or in conjunction with the alkali metal or alkaline earth metal soap, it is present in an amount generally in the range of from about 0.05% to about 2% by weight of the oil.
- the lead soap may be added along with the cooperating soap or at a different time in the bodying cycle.
- suitable salt materials of this character soluble or dispersible in the oil may be formed in situ by adding to the polymerization batch an oxide of the metal, for example, calcium oxide, magnesium oxide, barium oxide, lead oxide or a carbonate, e.g. calcium carbonate.
- Increase in the organic hydroxyl content or monoglyceride equivalent of the nal oil is readily ascertained from infrared analysis of the final product. Reference may be had to FIGS. 3 to 6 which are infrared scans of super'- bodied oils each of which demonstrates a pronounced depression in the curve between wavelengths of 2.5
- the cooking kettle such as the kettle shown in FIG. 1 in diagrammatic form, is charged with 3700 pounds of an alkali rened, refrigerated (break free) linseed oil.
- the batch is agitated with carbon dioxide, and vacuum applied to the extent of about 28 of mercury. Heat is applied for a period of about 2.75 hours until the temperature reaches about 450 F.
- steam is introduced into the body of oil through a plural vent pipe located at the bottom of the tank, the rate of steam flow through the body of oil being determined by the tendency for loss of oil through the vent.
- the rate of ow is regulated so as to prevent any such loss.
- Carbon dioxide is blown through the body of the oil simultaneously with the steam.
- the vacuum is held at 28 of mercury and the temperature then elevated to about 575 F.
- the heat is held at this point with a minimum rate of heat input into the apparatus.
- the temperature reaches about 575 F. in about 65 minutes time and is held at this temperature until the viscosity of from 40 to 50 seconds is obtained. This takes a period of time of about 7 hours and 10 minutes.
- the vacuum pump is maintained operative in order to provide a slight negative pressure so fumes from the kettle go through the pump. Foaming caused by the steam should have subsided at this viscosity.
- the addition of the polyhydric alcohol should be done over a period of about 30 minutes. When the addition has been completed, the kettle is again closed, and the 28 vacuum slowly and carefully reapplied.
- Gardner-Holdt samples are again taken every 15 minutes. About 60 minutes after the attainment of ⁇ the 9 minute viscosity, the viscosity is found to have increased to about 24 minutes. At this point, the front burner is shut off and heat allowed to fade to about 500 F. while maximum steam blow and 28 mercury vacuum are maintained. These conditions are maintained until the body of the oil has reached about 51 minutes, Gardner-Holdt, occupying a cooking time period of an additional 6 hours.
- the batch is checked by putting cold water through the kettle cooling oil and dropping the temperature sharply to 450 F. After an additional 40 minutes, the viscosity of the oil is 54 minutes, Gardner- Holdt, and the temperature of the batch is 450 F.
- Preparation is then made to drop the oil into a thindown tank, the transfer line from the varnish kettle to to the thin-down tank being preheated with steam, and the condenser above the thin-down tank being cooled with water.
- the thinner into which the oil is dropped may consist of 100 pounds of mineral spirits in the tank.
- the thin-down tank contains a suitable volatile solvent consisting essentially of a minor amount of a monoalkyl ether of an alkylene glycol in which the alkyl group contains from 1 to 3 carbon atoms and the alkylene glycol contains from 2 to 6 carbon atoms, and a major amount of a volatile hydrocarbon such as specifically exemplified below.
- the thin-down tank is provided with an agitator, and is desirably equipped so that the tank and contents can be weighed.
- a tare weight of the thin-down tank with 100 pounds of mineral spirits in it is taken before pumping the oil into the tank, and this is subtracted from the total weight of the tank and contents after the oil has been pumped into it. This gives the total weight of the oil in the thin-down tank.
- An additional quantity of mineral spirits is pumped into the tank on top of the oil amounting to 7% by weight of the oil minus the 100 pounds of mineral spirits that are already present in the tank.
- An additional solvent, ethyl ether of ethylene glycol, in the amount of 3% by weight of the oil is then pumped into the thin-down tank, and the entire mass agitated and circulated for a period of an hour. The contents are then pumped to a storage tank.
- the superbodied linseed oil produced in accordance with the foregoing procedure has an acid value of 7.8.
- the viscosity of the reduced product at 77 F., Gardner- Holdt is 2 ⁇ minutes to 4 minutes.
- the color of the reduced product is in the range of 4.5 to 7.5, Gardner, and the weight of the material per gallon at 75 F. is in the range of 8.0 to 8.1 pounds per gallon.
- the specific gravity of the ⁇ reduced product is 0.959 to 0.972 at 75 F.
- the non-volatile material content of the reduced product is in the range of from 90.5% to 91.5%.
- the unreduced oil has an infrared scan as shown in FIG. 3.
- ethylene glycol monoethyl ether there may also be used the methyl ether of ethylene glycol, or the monoisopropyl ether of ethylene glycol.
- linseed oil which is above exemplified, and which is a widely used coating composition vehicle
- any other drying oil whether natural or synthetic, and long oil modified synthetic resins.
- These oils are preferably break free, or rendered so by suitable conventional pre-treatmcnt.
- dehydrated castor oil soyabean oil, safower oil, perilla oil, tung oil, oiticica oil, tall oil drying oils, styrenated linseed oil, styrenated tall oil, long oil modified alkyds, such as linseed/glyceryl/phthalic anhydride etc., and oleoresinous varnishes such as linseed/ nialeic/rosin varnishes.
- unsaturated fatty oils as used herein. These oils may be used alone or in admixture with other oils.
- a superbodied linseed oil/soybean oil/dehydrated castor oil material (222:1) having a viscosity of 50-60 minutes, Gardner- Holdt, has been prepared by this process and may be emulsied in accordance with the description given below.
- FIG. 5 is an infrared scan of a 50-60 minute superbodied oil formed from a blend of 40% by weight of alkali rened, break-free, linseed oil, 40% alkali refined soyabean oil, and 20% dehydrated castor oil.
- This oil has a monoglyceride equivalent of 9.8% of the emulsion calculated as glyceryl monooleate and equivalent to 18.4% glyceryl monooleate lby weight on the unreduced oil.
- FIG. 6 is an infrared scan of another superbodied oil of the same body and chemical constitution as that shown in FIG. 5.
- this oil was 'bodied without vthe addition of the alkali metal soap which promotes the formation of hydroxyl-containing materials within the body of the oil.
- This material did not form a stable emulsion until glyceryl monooleate was added to the emulsion sufficient to bring the glyceryl monooleate, or equivalent hydroxyl content, to form 7% to 9.5% calculated as glyceryl monooleate, based on the weight of the oil.
- the emulsion of the infrared scan of FIG. 3 has a 5.6 monoglyceride equivalent, or percentage of the emulsion calculated as glyceryl monooleate. This is also equivalent to 10.5% of the weight of the oil of glyceryl monooleate. As above indicated, it emulsified very easily under the conditions described.
- FIG. 4 is an infrared scan of a superbodied linseed oil made without an alkali metal soap and it did not form a stable emulsion. Its monoglyceride equivalent was 1.7% by weight calculated as glyceryl monooleate on the emulsion, or 3.2% on the weight of the oil. By adding glyceryl monooleate to bring the value up to about 9.25% on the weight of the oil, a stable emulsion may be produced in accordance with this invention.
- the emulsifer apparatus shown in FIG. 2 is similar to a conventional pony mixer and is provided with a series of stationary baffles and rotating 'bales
- the emulsier is charged through the oil inlet with 407 pounds of the reduced, 54 minutesviscosity linseed oil as it is pumped from the thin-down tank.
- Two pounds of di (phenyl mercury) dodecenyl succinate is added to the charge, and agitated at the rate of 46 r.p.m. for a period of 2 minutes to thoroughly distribute the mildewcide.
- the unreduced oil of a poly/ ethoxylated aliphatic monoether known as polyoxyethylene tridecyl ether and having 15 oxyethylene groups on the average per molecule and an HLB number of 15.4, is added.
- the alkoxy radical desirably contains 12 to 18 carbon atoms, on the average.
- Renex 31 A commercial product having this chemical constitution is sold under the trade name Renex 31. This material is a nonionic surfaceactive agent. Materials of this nature are quite critical to the production of stable oil-in-water emulsions through the inversion technique with superbodied oils produced in accordance with the above-described procedure.
- the amount of the surface active agent should be in the range of about 5.0% to about 18.7% by weight of the unreduced oil.
- the speed of the agitator is increased to 66 r.p.m. and 30 to 40 pounds of water are added over a period of minutes.
- This amount of water is employed for the purpose of effecting an inversion of a water-in-oil to an oil-in-water emulsion, and the amount will vary somewhat with different oils and with different lots of oil.
- the inversion has 'been completed as evidenced by an extreme shortness of the viscosity of the mass as well as a complete dispersability in water
- the charge is further agitated for a period of 30 minutes at the speed of 66 r.p.m. No water is added during this period, and, the temperature is -maintained at about 60 F. by cooling the mass with ⁇ refrigerated water flowing through the jacket on the emulsifier vessel.
- the inverted emulsion is reduced with 36 to 46 pounds of water over a period of minutes. This amount of Water varies with the amount of water employed for the inversion, and the total of the two additions should be 76 pounds of water for a 692 pound batch of emulsion.
- the emulsifier vessel is sealed, and 15 of mercury vaccum is applied.
- the speed of the agitator is reduced to about 46 r.p.m. and cooling by refrigerated water in the jacket is continued.
- the temperature should be maintained ⁇ at about 60 F.
- 146.4 pounds of water are added over a minimum period of 15 minutes while continuing to agitate the batch and apply the 15 inches of mercury vacuum.
- Eighty pounds of ethylene glycol are added to the final 24 pounds of water with which they are thoroughly mixed.
- a small amount of a bubble breaking composition is added to the emulsion, and the emulsion submitted to deaeration. Deaeration is effected by means of vacuum in the presence of such foam reducing materials.
- Silicone materials may be used for reducing the air content of the emulsion, but best results have been secured with 325 ml. of a mineral oil solution of magnesium stearate and a high molecular weight polyoxy alkylene glycol in which the alkylene group is either ethylene or propylene, or a mixture of the two.
- Such composition comprises 83% of mineral oil of the paraffinic hydrocarbon type, 2% magnesium stearate and 15% of the polyoxy ethylene glycol material having a molecular Weight of about 1800.
- the bubble breaking composition is thoroughly mixed together with 1 gallon of water, and this admixture added to the batch through a suction inlet hose.
- the vacuum is increased to a maximum, e.g. 26 of mercury and maintained for a period of 15 or 20 minutes until the emul
- the vacuum is released and the contents of the emulsifier are pumped to intermediate storage tanks from which the product is filtered through flannel cloth wlth sufficient density that all particles of skin and gel, and any large oil droplets are removed.
- the filtered product is ready for shipment to the point of use.
- the internal phase of the emulsion is provided with colloidal protection by the addition to the emulsion of an alkali metal salt of a fatty acid containing from 16 to 24 carbon atoms as above described.
- anhydrous potassium salt of linseed oil fatty acids are employed with 99.97 parts of the finished emulsion, such as the alkali refined superbodied linseed oil emulsion made in accordance with the above described procedure.
- the finished emulsion such as the alkali refined superbodied linseed oil emulsion made in accordance with the above described procedure.
- 16.9 parts of a 23% water solution of this salt may be added.
- Sodium or lithium salts of such fatty acids may be also employed.
- Such materials are commercially available and well known.
- the formulation for the foregoing emulsion before addition of the salt of the fatty acids is as follows: reduced superbodied linseed oils (54 minutes, Garner-Holdt, 407.0 pounds); mildewcide (di[phenyl mercury] dodecenyl succinate, 2 pounds); Renex 3l, 60 pounds; ethylene glycol, 8 pounds; bubble breaking composition, 0.8 pound; water, 230.4 pounds; total 692.2 pounds.
- This emulsion had a viscosity at 77 F. of 125 Krebs units to in excess of 145 Krebs units.
- the product appears clear on glass but for some opalescence, and contains no foreign particles.
- This emulsion shows no coalescence after 7 cycles of being held at 4 F. for 16 hours and then allowed to return to room temperature and remain there for 7 hours.
- the product remains stable in an oven at F. for at least 3-0 days.
- lt is completely dispersible in water and contains 60% solids.
- These products have a pH in the range of 7.5 to 8.5 with the normal being 8.
- the material weighs 8.1 to 8.2 pounds per gallon.
- Superbodied oils which may be used in place of the illustrative superbodied alkali refined linseed oil include superbodied soyabean oil, superbodied perilla oil, superbodied tung oil, superbodied dehydrated castor oil, superbodied mixtures of the foregoing oils such as a superbodied mixture of linseed, dehydrated castor oil, and soyabean oil in a ratio 2:1:2, superbodied styrenated linseed oil, superbodied linseed oil modified glyceryl phthalate alkyl resins (long oil modified), etc.
- oils can all be converted to high solids content stable oil-in-water emulsions by the inversion procedure using the specific class of tertiary amines above described as the surface acting agent for effecting an inversion from a water-in-oil emulsion.
- the polyoxyethylene monoaliphatic ethers in I which the aliphatic group preferably contains from 12 to 18 carbon atoms, and is preferably a tridecyl radical, that is, one containing 13 carbon atoms.
- Other ethers have been used successfully to produce stable oilin-water emulsions by the inversion process hereof. Specific examples include the lauryl ether wherein the number of oxyethylene groups is 23. There has also been used a tridecyl ether wherein the number of oxyethylene groups is l2. As an example of an unsaturated aliphatic hydrocarbon radical, R, has been used the oleyl ether wherein the number of oxyethylene groups is 20.
- carbonyl type materials include polyoxyethylene monoaliphatic carbonyls which the aliphatic hydrocarbon group is tridecyl, lauryl, oleyl, and the number of polyoxyethylene groups is an average of from 12 to 20; specific examples of polyoxyethylene monoaliphatic carbonyls include those in which the aliphatic group is lauryl, tridecyl, oleyl, stearyl, etc., and the number of oxyethylene groups is from 5 to 50, on the average.
- HLB numbers in the range of from about 12 to 20 Materials in the above classes which have HLB numbers in the range of from about 12 to 20, with a decided preference for those materials have HLB numbers between 14 and 16, may be used. These materials may demonstrate this HLB number in and of themselves, or the desired HLB number may be arrived at by admixing suitable proportions of materials having HLB numbers the sum of which is within the desired range.
- the emulsions produced in accordance with this invention ⁇ are particularly useful in the formulation of coating compositions especially adapted for exterior application.
- a process for the manufacture of a stable oil-inwater emulsion comprising the steps of (a) heating a body of a thermally polymerizable unsaturated fatty oil under a vacuum in the range of from 24" to 30" of mercury to the temperature of incipient polymerization for said oil,
- R is an aliphatic hydrocarbon radical containing from 12 to 18 carbon atoms
- x ranges from 12 to 50
- X is selected from the group consisting of (j) adding to the resultant oil-solvent surfactant mixture an amount of Water suicient to form, by inversion, an oil-in-water emulsion.
- a coating composition including as a vehicle therefor, the Water reduced product of claim 2 containing about 60% solids.
- the unsaturated fatty oil is a mixture of alkali refined break free linseed oil, soyabean oil, and dehydrated castor oil in a weight ratio of 2:2: l, respectively.
- a process for the manufacture of a stable oil-inwater emulsion comprising the steps of:
- a process for the manufacture of a stable oil-inwater emulsion comprising the steps of:
- R is an aliphatic hydrocarbon radical containing from l2 to 1S carbon atoms
- x ranges from 12 to 50'
- X is selected from (k) adding to the resultant oil-solvent surfactant mixture an amount of water sufficient to form, by inversion, an oil-in-water emulsion.
- a process for the manufacture of a stable oil-inwater emulsion comprising the steps of:
- R is an aliphatic hydrocarbon radical containing from 12 to 18 carbon atoms, x ranges from 12 to 50, and X is selected from o o -O, and -O-- (k) adding to the resultant oil-solvent surfactant mixture an amount of water sufficient to form, by inversion, an oil-in-water emulsion.
- partial ester is a drying oil fatty acid partial ester of a polyhydric alcohol containing from 3 to 10 carbon atoms and at least 3 hydroxyl groups.
Description
Aug- 1. 1967 c. E. PENOYER 3,333,975
. EMULSIFIED SUPERBODIED OILS Filed Dec. 9, 1963 sheets-sheet 1 ATR @LEED VAC.. CONTROL. VACUUM DUMD N ATMOSVACTSREAK TUERT SLAURET com.
y AUX. pAReE LNE- E'JTEAM JET WTC.. SYSTEM MATUNSERARSE "I RTO THIN TAN K INVENTOR. CHARLES E'. Deum/ER BY A TTONEYS.
wAvENUMzR CM' Aug. 1, 1967 Filed Dec. 9, 1963 c. E. PENOYER 3,333,975
EMULSIFIED SUPERBODIED OILS 4 SheetsSheet 5 o o om@ mg o SSSO WAVELENGTH IN MICF ON5 WAVENUMBER 6 'I A5 WAVELENGTH IN NMCFCDlS assaaeo- INVENTOR.
CHARLES E. PoNoYER MCO/MW AOOO Aug. 1, 1967 c. E. PENOYER 3,333,975
EMULSIFIED SUPERBODIED OILS 4 Sheets-Sheet 4 O Q :2 a 2 LD 2- 95 o9 9U U ci@ i @E lug 07g m 1D C ig com o D z Z2 w "u1 1111 f'z o 111 u1 I u l w i g w 3 3 LQ Ln 2 E C N Q N s: e S @man N' INVENTOR CHARLES E. PENOYER United States Patent O 3,333,975 EMULSIFIED SUPERBODllEll) OILS Charles E. Penoyer, Chagrin Falls, (lino, assigner to The Sherwin-Williams Company, Cleveland, Ohio, a corporation of Ohio Filed' Dec. 9, 1963, Ser. No. 329,191 19 Claims. (Cl. 106--252) ABSTRACT F THE DISCLOSURE This invention is in a process for making a stable oilin-water emulsion by heating an unsaturated fatty oil under vacuum in the presence of water vapor to yield a superbodied oil having a viscosity greater than about 20 minutes, introducing a polyoxyethylene monoaliphatic ether, and then adding an amount of water to form, by inversion, an oil-in-water emulsion of the superbodied oil.
This invention relates, as indicated, to emulsified high viscosity oils, which oils are derived from unsaturated fatty oils, and more particularly to stable oil-in-water emulsions of such high viscosity oils. More especially the present invention relates to a method for producing oilin-water emulsions of superbodied oils which oils have viscosities in the range of from about 20 minutes to about 75 minutes, Gardner-Holdt, herein characterized as superbodied oils. It is to be understood that the viscosity value referred to herein is based upon the time required for an air bubble to travel the length of a standard Gardner varnish viscosity tube under standard temperature conditions (77 R).
Linseed oil in particular, and drying oils, mixtures of drying oils, and drying oil modified resinous materials, in general, still provide a major portion of the vehicles for present day coating compositions because of their ready availability and relatively low cost. Recent developments in the field of coating compositions, both interior and exterior, have shown a decided shift toward synthetic elastomeric latices as the vehicle for both interior and exterior application. These emulsified materials have numerous advantages such as freedom from hazardous solvents, low odor on drying, and, in particular, ready removability from application tools by washing in water. These materials do, however, have durability drawbacks, and considerable efforts have been expended in developing resins and compositions of the latex type particularly for exterior application which will have the durability of more conventional materials such as linseed oil, and early resistance to washing off for example by rain.
This invention is an improvement on the invention described in my Patent No. 2,978,346 dated Apr. 4, 1961.
It has now been found that stable emulsions of superbodied oils may be produced which emulsions are especially useful as vehicles in coating compositions for both interior and exterior application, which emulsified superbodied oils are particularly advantageous in respect of durability, and early resistance to water without demanding special formulation techniques, as well as possessing the advantages of latices in respect of freedom from hazardous solvents, low odor, easy application, rapid drying, good adhesion, and easy removal from application tools. The present invention provides, therefore, novel oil-in- Water emulsions of superbodied oils which emulsions are characterized by heretofore unattainable practical solids contents as a stable emulsion. Solids contents on the order of :1, oil-to-water ratios are obtainable in accordance herewith, although for use as a paint vehicle ratios of the order of 1.5 :l (Le. 60% solids) are most desirable. The particle size of the internal phase is extremely fine, in most 3,333,975 Patented Aug. l, 1967 ICC instances on the order of from about .05 micron to about 2 microns. These emulsions also show greatly improved stability to zinc oxide pigments. The novel emulsions are easily produced in simple equipment by the inversion of a water-in-oil emulsion to an oil-in-water emulsion.
In producing the novel emulsions of the present invention, it has been found that the character of the surfactants is of critical importance, not only to the emulsication procedure, but also to the later stability of the emulsions, and to the stability of paints made from the emulsions. The HLB (hydrophile-lipophile balance) or HN values (hydrophilic number) which are numerical expressions of the relative simultaneous attraction of the emulsier for water and for oil, or for the two phases of a system to be emulsified, are useful as a guide in selecting useful surfactants for the emulsification procedure hereof. The emulsifying agents used alone or in blends for the purpose of readily forming the extraordinary emulsion of this invention usually have an HLB value between 12 and 50 for the best results.
It has been found that an especially favorable surfactant composition is one containing a polyoxyethylene alkyl monoether in which the alkyl group contains on the average from 10-16 carbon atoms, and the number of oxyethylene units averages between 13 and 17. This material is a non-ionic material.
The preferred combination of surfactants also contains an oil soluble material which is characterized by the presence therein of free hydroxyl groups. A preferred class of materials are the partial esters of high molecular weight fatty acids and polyhydric alcohols such as, for example, glyceryl monooleate. A material such as glyceryl monooleate has an HLB number of 4.5. Equivalent materials may be formed in situ in the oil in the course of bodying, such partial esters being the products of thermal decomposition. A partial ester may be added to the oil as such before or after bodying, or formed in situ in the oil during thermal bodying, or created in the oil by the addition of a polyhydric alcohol such as glycerol, pentaerythritol, or the like in the course of bodying which promotes the formation of the desired partial esters.
The foregoing combination of surfactants is particularly satisfactory for the emulsificati-on of superbodied oils. In the formulation of coating compositions using the emulsions Ias paint vehicles, it has been found desirable to add a further substance which will serve as both a surfactant `and a protective colloid. The most favored material of the latter type, particularly when `the emulsion is to be used as a vehicle in paints containing zinc pigments, and/or other reactive pigments or inerts, is the alkali metal or ammonium or amine salt of fatty acids, such as unsaturated fatty acids, for example t-he commercial grade -of linseed oil fatty acids, coconut oil fatty acids, etc. The potassium soap of an unsaturated C18 fatty acid, eg., potassium linoleate, is a specific example.
Briefly stated, the present invention is in a process for the production of an emulsified superbodied oil which comprises treating a superbodied unsaturated fatty oil free from gel particles and false body and having a viscosity in the range yof from about 20 minutes to about minutes, Gardner-Holdt, and having a monoglyceride equivalent (defined below) of from about 9.25% to about 20% based on `the oil, with from about 5.0% to about 18.7% by weight of the unreduced superbodied oil of a member of the `aforesaid specific class of polyethoxy alkyl monoethers. Thereafter from about 5% to about 10% by weight of the oil of w-ater is added to the oilether mixture to produce, by inversion, an oil-in-water emulsion. The emulsion so formed may be further diluted with water to Iany desired solids content, and accordingly abroad range of solids contents of emulsions produced in accordance herewith may be prepared; namely, in the range of from about 10% solids to about 95% solids.
The annexed drawings show in diagrammatic form apparatus which may be used in producing superbodied oils and in emulsifying such -oils -to produce the novel emulsions hereof. In the annexed drawings:
FIG. 1 is a diagrammatic, phantom illustration in perspective showing apparatus useful in the production of superbodied oils.
FIG. 2 is a diagrammatic and schematic illustration of apparatus useful in thinning the superbodied oil prior to emulsifcation, and apparatus useful in forming the emulsions hereof by inversion of a water-in-oil emulsion.
FIG. 3 is an infrared scan of an emulsifiable superbodied linseed oil having a viscosity of about 54 minutes, Gardner-Holdt.
FIG. 4 is an infrared scan of a superbodied oil emulsifiable with special treatment and formed from linseed oil, but in the course of bodying such oil, no effort was made to increase the hydroxyl content thereof.
FIG. 5 is an infrared scan of an emulsitiable superbodied oil formed from a mixture of linseed, soyabean, and dehydrated castor oils in a weight ratio of 2:2:l.
FIG. 6 is an infrared scan of a superbodied linseed oil emulsifiable on special treatment and in which no effort -to increase the hydroxyl content thereof was made.
The term monoglyceride equivalent as used herein is a measure of the hydroxyl content of the superbodied oil and is calculated as percent by weight of glyceryl monooleate. The glyceryl monooleate content of the unreduced oil, that is prior to reduction with a thinner, or on the basis of the reduced oil, i.e., the superbodied oil plus the thinner which reduced oil is converted to the emulsions hereof; or on the basis of the final emulsion. In general, the monoglyceride equivalent, or percentage of glyceryl monooleate in the oil, should be in the range of from 9.25 to about 20, with an optimum v-alue being in the range of from about 9.4 to 12.4, calculated on the unreduced oil Occasionally, a value as high 4as 20.0 is needed with certain oils in order to effect satisfactory emulsification. When the oil has a monoglyceride equivalent less .than 9.25 calculated as 100% superbodied oil, stable emulsions cannot be formed by the inversion process of the present invention.
Essentially, it has been found that superbodied oils having a monoglyceride equivalent in excess of 9.25 and to as high as 20 may be converted in stable oil-in-water emulsions by adding to a solvent reduced superbodied oil from 5.0% to 18.7%, 4and preferably from 13% to 15.5%, by weight of the unreduced oil, of a polyoxyethylene monoether having a general formula:
wherein R is an aliphatic radical containing from 12 to 18 carbon atoms, X is selected from the group consisting of O and -O- C20, and x is an integer averaging from 12 to 50.
As has been indicated above, a particular surfactant effect is preferably provided within the body of the superbodied oil in order to permit the unusual emulsification procedure of this invention to be effective. A surfactant is most satisfactorily imparted through the development within the oil during the heat polymerizing operation of partial esters arising from the thermal decomposition of the oil. Where the monoglyceride equivalent of the oil is too low, glyceryl monooleate or other suitable C10-C24 fatty acid partial ester of a polyol containing from 3 to carbon atoms and lat least 3 hydroxyl groups, may be added to the oil prior to emulsification. It should be pointed out also, that the acid radical of `the partial ester need not be limited to oleic acid, but may be any aliphatic fatty acid, saturated or unsaturated, and containing from 10 to 24 carbon atoms. For example, glyceryl partial esters of more highly unsaturated fatty acids such as those derived from tung oil, dehydrated castor oil, and linseed oil may be substituted for the oleic acid. The partial ester surfactants may also be formed in situ in the course of the bodying operation by adding to the oil a polyol, such as, glycerol, pentaerythritol, dipentaerythritol, trimethylolethane, .trimethylolpropane, triethylolethane, sorbitol, mannitol, and the like. This latter method is not as satisfactory as the direct addition of partial esters, or the creation within the -oil of conditions which favor the production of partial esters in the course of the bodying reaction from the products of the thermal decomposition of the oil.
The amount of partial ester ywhich ordinarily confers upon the bodied oil a monoglyceride equivalent of from about 9.25 to about 20.0, and preferably between about 9.4 and 12.4 is that weight of partial ester which is equivalent to from about 9.25% to about 20% and preferably between about 9.4% and 12.4% by weight of glyceryl monooleate. As a specific example, I may add, therefore, to the alkali refined linseed oil before the bodying or thermopolymerization thereof has commenced, about 4.3% by weight of a partial ester of pantaerythritol formed from pentaerythritol and linseed oil fatty acids. In forming the partial esters of the polyhydric alcohols, there may be used any aliphatic carboxylic acids which is capable of forming with the polyhydric alcohol, a partial ester containing at least one, and preferably two, free hydroxyl groups, which partial ester is soluble in the oil, and which partial ester will not be volatilized from the oil during the bodying reaction. The acid radical is not critical other than that which is essential to confer oil solubility and nonvolatility on the partial ester. The presence of one or two free hydroxyl groups in the partial ester is, however, critical. Thus, the partial esters may be formed from aliphatic monocarboxylic acids containing from 10 to 24 carbon atoms, either saturated or unsaturated. A most convenient source of the monocarboxylic acid is a drying oil, such as linseed oil, dehydrated castor oil, etc. The partial esters are formed by a process of alcoholysis and esterification which is well known to those skilled in the art. A typical example of the preparation of a partial pentaerythritol ester is given in my Patent 2,278,346, and such partial esters as are there described are equally useful in the present process.
It becomes convenient at this point to disclose the production of superbodied oils useful in accordance herewith, and thereafter, the procedure for emulsifying such oils.
In my concurrently filed copending application Serial No. 329,197 filed Dec. 9, 1963, I have described completely a process for the production of superbodied oils under vacuum. Brieiiy, this process contemplates the production of a superbodied unsaturated fatty oil free from gel particles and false body and having a viscosity in the range of from 20 minutes to about 75 minutes, Gardner-Holdt, which comprises the'steps of heating a body of the oil under substantially sub-atmospheric pressure (i.e., a vacuum in the range of from 24 to 30 of mercury) to the temperature of incipient p0- lymerization, i.e. the temperature at which any increase in temperature causes a significant increase in the body, or viscosity, of the oil. Generally, this threshold temperature is in the neighborhood of about 475 F. to about 525 F., and may be specifically predetermined in the laboratory for any oil. At or just below this point, e.g. about 450 F. in the case of linseed oil, the bulk of the oil is brought into contact with water vapor, for example, by the introduction of water, or dry live steam, into the hot body of oil. A @/4 steam pipe in the bottom of the tank is sufficient, and the steam need not be .pressurized more than sufficient to blow it through the body of the oil at a rate which is determined by the necessity for holding the body of the oil in the tank. Under the vacuum of the system there is a huge volume increase in the steam, or water vapor, and an accompanying tendency for the oil to be lifted out of the tank. The rate is regulated to avoid this. Line pressure of the steam need not be more than slightly greater than the pressure in the tank. The expansion of the steam and the agitator will provide a violent agitation in the body of the oil. Thereafter, the temperature of the oil is increased to initiate and sustain polymerization of the oil, i.e., bodying of the oil, While continuously contacting the oil with water vapor. Heat induced polymerization of the oil is continued to a maximum temperature of about 585 F. for a period of time sufficient to increase the viscosity of the oil to from 20 minutes to about 75 minutes, Gardner-Holdt, while continuously contacting the body of the oil with water vapor. When the viscosity has been determined to be at the desired point by periodic sampling or by prior determination of the required amount of time to reach a desired body at a given temperature, the contacting of the body of oil with moisture is discontinued. Thereupon, the oil is checked by suddenly dropping the temperature to below the temperature of further polymerization for the Oil. Checking is a term of art for arresting polymerization and is achieved by the rapid reduction in the temperature of the batch to a temperature below which further polymerization does not occur. This is usually below about 475 F.
FIG. 1 diagrammatically illustrates commercial size apparatus for making superbodied oils in accordance with the aforesaid application.
In order to produce superbodied oils which are useful in forming the oilinwater emulsions of the present invention, an oil-soluble alkali metal salt, or alkaline earth metal salt of a high molecular weight aliphatic acid or cycloaliphatic acid, either saturated or unsaturated is included in the oil in the course of bodying. The presence of a catalytic amount, i.e. 0.1 percent to about 2 percent by weight of the oil of such a material has been found to confer upon the final product a desirable increase in the amount of hydroxyl content or monoglyceride equivalent. These metallic salts may be used alone or in combination with a lead salt of a similar acid material which is also soluble or dispersible in the oil or the lead salt may be used independently of the above described alkali metal or alkaline earth metal salts. Increased hydroxyl content renders these oils capable of being emulsied in accordance with the procedure subsequently described herein. Thus, there may be used the sodium, potassium, lithium, calcium, magnesium, barium, lead and strontium salts (or mixtures of such salts) of high molecular weight aliphatic, saturated or unsaturated, fatty acids containing from to 22 carbon atoms or more, and including cycloaliphatic acidic materials, such as isodecanoic, dodecanoic, ricinoleic, stearic, oleic, linoleic, linolenic, naphthenic acid, rosin acids, dimer fatty acids, e.g. dimerized linseed oil fatty acids, etc. When a lead soap is used alone or in conjunction with the alkali metal or alkaline earth metal soap, it is present in an amount generally in the range of from about 0.05% to about 2% by weight of the oil. The lead soap may be added along with the cooperating soap or at a different time in the bodying cycle. It has also been found that suitable salt materials of this character soluble or dispersible in the oil may be formed in situ by adding to the polymerization batch an oxide of the metal, for example, calcium oxide, magnesium oxide, barium oxide, lead oxide or a carbonate, e.g. calcium carbonate. Increase in the organic hydroxyl content or monoglyceride equivalent of the nal oil is readily ascertained from infrared analysis of the final product. Reference may be had to FIGS. 3 to 6 which are infrared scans of super'- bodied oils each of which demonstrates a pronounced depression in the curve between wavelengths of 2.5
microns and 3 microns. This has been determined to be a measure of the amount of the organic hydroxyl content in the final oil. Those oils which possess a depression in this region of the curve which is of the order shown in attached FIGS. 3 and 5, will possess a sufficient hydroxyl content or monoglyceride equivalent for the formation of a stable oil-in-water emulsion of the type hereinafter more particularly described. As shown in FIG. 4, the superbodied oil which this curve represents, shows only a `slight depression in the region of response to hydroxyl. This material did not form a stable oil-inwater emulsion. At the same time, this oil was bodied without the addition of a lead, an alkali metal or alkaline earth metal salt. With respect to the salt additions, it is the presence of the metallic moiety in a form soluble in the oil rather than the specic nature of the organic acid moiety which is important. Although I prefer to provide the necessary increased hydroxyl content by the steps described above, any suitable means of conferring a suitable hydroxyl content in the oil in the desired range may be used.
A specific example of the production of a superbodied oil having a viscosity of about 54 minutes, Gardner-Holdt, is as follows:
The cooking kettle, such as the kettle shown in FIG. 1 in diagrammatic form, is charged with 3700 pounds of an alkali rened, refrigerated (break free) linseed oil. The batch is agitated with carbon dioxide, and vacuum applied to the extent of about 28 of mercury. Heat is applied for a period of about 2.75 hours until the temperature reaches about 450 F. At this point, steam is introduced into the body of oil through a plural vent pipe located at the bottom of the tank, the rate of steam flow through the body of oil being determined by the tendency for loss of oil through the vent. The rate of ow is regulated so as to prevent any such loss. Carbon dioxide is blown through the body of the oil simultaneously with the steam. The vacuum is held at 28 of mercury and the temperature then elevated to about 575 F. The heat is held at this point with a minimum rate of heat input into the apparatus. The temperature reaches about 575 F. in about 65 minutes time and is held at this temperature until the viscosity of from 40 to 50 seconds is obtained. This takes a period of time of about 7 hours and 10 minutes.
At the 40 second viscosity all heat input is terminated, and the vacuum released. The vacuum pump is kept operating, and the steam blow is reduced, if necessary to maintain proper level of the oil in the kettle. At this point, 10.75 pounds of a mineral spirits solution of 24% lead isodecanoate is added very slowly and carefully. Immediately thereafter, 16.25 pounds of a lithium naphthenate dispersion in water having a lithium metal content of from l.2%l.6% lithium is added. This solution contains some water and will tend to crackle slightly on mixing with the hot oil. After the addition has been cornpleted, the tank is again sealed, and the vacuum slowly and carefully reapplied to 28" of vacuum. Maximum allowable steam blow is again obtained, and the batch held under these conditions for a viscosity of from 7 minutes to 8 minutes, Gardner-Holdt. It has been .predetermined for this particular oil that viscosities in this range are Critical beyond which the thermal homopolymerization of the linseed oil will become uncontrollable within the temperature range of 575 F. to 580 F. The heat is now allowed to fade to about 550 F. by cutting off one of the heat input burners. Cooling water may be introduced through the cooling coil intermittently, if necessary. About 30 minutes later, the temperature has achieved 550 F., and the Viscosity is determined to be about 9 minutes, Gardner-Holdt. All heat input is terminated and the vacuum is released. The vacuum pump is maintained operative in order to provide a slight negative pressure so fumes from the kettle go through the pump. Foaming caused by the steam should have subsided at this viscosity. At this point, there are slowly added 36 pounds of glycerin, or an equivalent quantity of another polyhydric alcohol containing from 3 to 10 carbon atoms and at least 3 hydroxyl groups such as, pentaerythritol, dipentaerythritol, trimethy-lolethane, trimethylolpropane, triethylolethane, sorbitol, mannitol, etc. The addition of the polyhydric alcohol should be done over a period of about 30 minutes. When the addition has been completed, the kettle is again closed, and the 28 vacuum slowly and carefully reapplied.
After the body of the oil has reached about 14 minutes, Gardner-Holdt, samples are again taken every 15 minutes. About 60 minutes after the attainment of `the 9 minute viscosity, the viscosity is found to have increased to about 24 minutes. At this point, the front burner is shut off and heat allowed to fade to about 500 F. while maximum steam blow and 28 mercury vacuum are maintained. These conditions are maintained until the body of the oil has reached about 51 minutes, Gardner-Holdt, occupying a cooking time period of an additional 6 hours.
At this stage, the batch is checked by putting cold water through the kettle cooling oil and dropping the temperature sharply to 450 F. After an additional 40 minutes, the viscosity of the oil is 54 minutes, Gardner- Holdt, and the temperature of the batch is 450 F.
Preparation is then made to drop the oil into a thindown tank, the transfer line from the varnish kettle to to the thin-down tank being preheated with steam, and the condenser above the thin-down tank being cooled with water. The thinner into which the oil is dropped may consist of 100 pounds of mineral spirits in the tank. The thin-down tank contains a suitable volatile solvent consisting essentially of a minor amount of a monoalkyl ether of an alkylene glycol in which the alkyl group contains from 1 to 3 carbon atoms and the alkylene glycol contains from 2 to 6 carbon atoms, and a major amount of a volatile hydrocarbon such as specifically exemplified below.
In transferring the 'bodied oil to the thin-down tank (FIG. 2) the steam being blown through the bodied oil is turned off, the vacuum released and the carbon dioxide blow maintained in the varnish kettle. Then the contents of `the varnish kettle are pumped at a temperature of 450 F. to the thin-down tank.
The thin-down tank is provided with an agitator, and is desirably equipped so that the tank and contents can be weighed. A tare weight of the thin-down tank with 100 pounds of mineral spirits in it is taken before pumping the oil into the tank, and this is subtracted from the total weight of the tank and contents after the oil has been pumped into it. This gives the total weight of the oil in the thin-down tank. An additional quantity of mineral spirits is pumped into the tank on top of the oil amounting to 7% by weight of the oil minus the 100 pounds of mineral spirits that are already present in the tank. An additional solvent, ethyl ether of ethylene glycol, in the amount of 3% by weight of the oil is then pumped into the thin-down tank, and the entire mass agitated and circulated for a period of an hour. The contents are then pumped to a storage tank.
The superbodied linseed oil produced in accordance with the foregoing procedure has an acid value of 7.8. The viscosity of the reduced product at 77 F., Gardner- Holdt, is 2 `minutes to 4 minutes. The color of the reduced product is in the range of 4.5 to 7.5, Gardner, and the weight of the material per gallon at 75 F. is in the range of 8.0 to 8.1 pounds per gallon. The specific gravity of the `reduced product is 0.959 to 0.972 at 75 F. The non-volatile material content of the reduced product is in the range of from 90.5% to 91.5%. The unreduced oil has an infrared scan as shown in FIG. 3.
Instead of ethylene glycol monoethyl ether, there may also be used the methyl ether of ethylene glycol, or the monoisopropyl ether of ethylene glycol.
Instead of linseed oil which is above exemplified, and which is a widely used coating composition vehicle, there may be used any other drying oil, whether natural or synthetic, and long oil modified synthetic resins. These oils are preferably break free, or rendered so by suitable conventional pre-treatmcnt. Thus, there may be used in this process, dehydrated castor oil, soyabean oil, safower oil, perilla oil, tung oil, oiticica oil, tall oil drying oils, styrenated linseed oil, styrenated tall oil, long oil modified alkyds, such as linseed/glyceryl/phthalic anhydride etc., and oleoresinous varnishes such as linseed/ nialeic/rosin varnishes. These are specific examples of materials contemplated by the term unsaturated fatty oils as used herein. These oils may be used alone or in admixture with other oils. For example, a superbodied linseed oil/soybean oil/dehydrated castor oil material (222:1) having a viscosity of 50-60 minutes, Gardner- Holdt, has been prepared by this process and may be emulsied in accordance with the description given below.
FIG. 5 is an infrared scan of a 50-60 minute superbodied oil formed from a blend of 40% by weight of alkali rened, break-free, linseed oil, 40% alkali refined soyabean oil, and 20% dehydrated castor oil. This oil has a monoglyceride equivalent of 9.8% of the emulsion calculated as glyceryl monooleate and equivalent to 18.4% glyceryl monooleate lby weight on the unreduced oil.
FIG. 6 is an infrared scan of another superbodied oil of the same body and chemical constitution as that shown in FIG. 5. However, this oil was 'bodied without vthe addition of the alkali metal soap which promotes the formation of hydroxyl-containing materials within the body of the oil. This material did not form a stable emulsion until glyceryl monooleate was added to the emulsion sufficient to bring the glyceryl monooleate, or equivalent hydroxyl content, to form 7% to 9.5% calculated as glyceryl monooleate, based on the weight of the oil.
The emulsion of the infrared scan of FIG. 3 has a 5.6 monoglyceride equivalent, or percentage of the emulsion calculated as glyceryl monooleate. This is also equivalent to 10.5% of the weight of the oil of glyceryl monooleate. As above indicated, it emulsified very easily under the conditions described.
FIG. 4 is an infrared scan of a superbodied linseed oil made without an alkali metal soap and it did not form a stable emulsion. Its monoglyceride equivalent was 1.7% by weight calculated as glyceryl monooleate on the emulsion, or 3.2% on the weight of the oil. By adding glyceryl monooleate to bring the value up to about 9.25% on the weight of the oil, a stable emulsion may be produced in accordance with this invention.
The emulsifer apparatus shown in FIG. 2 is similar to a conventional pony mixer and is provided with a series of stationary baffles and rotating 'bales The emulsier is charged through the oil inlet with 407 pounds of the reduced, 54 minutesviscosity linseed oil as it is pumped from the thin-down tank. Two pounds of di (phenyl mercury) dodecenyl succinate is added to the charge, and agitated at the rate of 46 r.p.m. for a period of 2 minutes to thoroughly distribute the mildewcide.
15.5% by weight of the unreduced oil of a poly/ ethoxylated aliphatic monoether, known as polyoxyethylene tridecyl ether and having 15 oxyethylene groups on the average per molecule and an HLB number of 15.4, is added. The alkoxy radical desirably contains 12 to 18 carbon atoms, on the average. A commercial product having this chemical constitution is sold under the trade name Renex 31. This material is a nonionic surfaceactive agent. Materials of this nature are quite critical to the production of stable oil-in-water emulsions through the inversion technique with superbodied oils produced in accordance with the above-described procedure. In general, the amount of the surface active agent should be in the range of about 5.0% to about 18.7% by weight of the unreduced oil.
Agitation is continued at about 46 r.p.m. 4for a period of 30 minutes, and in the meantime the bodied oil-emulsifier charge is cooled by any suitable means to from 60 F. to 70 F. such as with cold water flowing through an external jacket.
After 30 minutes the speed of the agitator is increased to 66 r.p.m. and 30 to 40 pounds of water are added over a period of minutes. This amount of water is employed for the purpose of effecting an inversion of a water-in-oil to an oil-in-water emulsion, and the amount will vary somewhat with different oils and with different lots of oil. When the inversion has 'been completed as evidenced by an extreme shortness of the viscosity of the mass as well as a complete dispersability in water, the charge is further agitated for a period of 30 minutes at the speed of 66 r.p.m. No water is added during this period, and, the temperature is -maintained at about 60 F. by cooling the mass with `refrigerated water flowing through the jacket on the emulsifier vessel.
After 30 minutes of agitation, the inverted emulsion is reduced with 36 to 46 pounds of water over a period of minutes. This amount of Water varies with the amount of water employed for the inversion, and the total of the two additions should be 76 pounds of water for a 692 pound batch of emulsion.
The emulsifier vessel is sealed, and 15 of mercury vaccum is applied. The speed of the agitator is reduced to about 46 r.p.m. and cooling by refrigerated water in the jacket is continued. The temperature should be maintained `at about 60 F. At this point, 146.4 pounds of water are added over a minimum period of 15 minutes while continuing to agitate the batch and apply the 15 inches of mercury vacuum. Eighty pounds of ethylene glycol are added to the final 24 pounds of water with which they are thoroughly mixed. When all of the ethylene glycol solution has been added, a small amount of a bubble breaking composition is added to the emulsion, and the emulsion submitted to deaeration. Deaeration is effected by means of vacuum in the presence of such foam reducing materials. Silicone materials may be used for reducing the air content of the emulsion, but best results have been secured with 325 ml. of a mineral oil solution of magnesium stearate and a high molecular weight polyoxy alkylene glycol in which the alkylene group is either ethylene or propylene, or a mixture of the two. Such composition comprises 83% of mineral oil of the paraffinic hydrocarbon type, 2% magnesium stearate and 15% of the polyoxy ethylene glycol material having a molecular Weight of about 1800. The bubble breaking composition is thoroughly mixed together with 1 gallon of water, and this admixture added to the batch through a suction inlet hose. The vacuum is increased to a maximum, e.g. 26 of mercury and maintained for a period of 15 or 20 minutes until the emulsion has become deaerated.
When the batch has been satisfactorily deaerated, the vacuum is released and the contents of the emulsifier are pumped to intermediate storage tanks from which the product is filtered through flannel cloth wlth sufficient density that all particles of skin and gel, and any large oil droplets are removed. The filtered product is ready for shipment to the point of use. Where the usage is to be in coating compositions, the internal phase of the emulsion is provided with colloidal protection by the addition to the emulsion of an alkali metal salt of a fatty acid containing from 16 to 24 carbon atoms as above described. For example, 3.88 parts by weight of the anhydrous potassium salt of linseed oil fatty acids are employed with 99.97 parts of the finished emulsion, such as the alkali refined superbodied linseed oil emulsion made in accordance with the above described procedure. Alternatively, 16.9 parts of a 23% water solution of this salt may be added. Sodium or lithium salts of such fatty acids may be also employed. Such materials are commercially available and well known.
The formulation for the foregoing emulsion before addition of the salt of the fatty acids, is as follows: reduced superbodied linseed oils (54 minutes, Garner-Holdt, 407.0 pounds); mildewcide (di[phenyl mercury] dodecenyl succinate, 2 pounds); Renex 3l, 60 pounds; ethylene glycol, 8 pounds; bubble breaking composition, 0.8 pound; water, 230.4 pounds; total 692.2 pounds.
This emulsion had a viscosity at 77 F. of 125 Krebs units to in excess of 145 Krebs units. The product appears clear on glass but for some opalescence, and contains no foreign particles. This emulsion shows no coalescence after 7 cycles of being held at 4 F. for 16 hours and then allowed to return to room temperature and remain there for 7 hours. The product remains stable in an oven at F. for at least 3-0 days. lt is completely dispersible in water and contains 60% solids. These products have a pH in the range of 7.5 to 8.5 with the normal being 8. The material weighs 8.1 to 8.2 pounds per gallon.
Similar emulsions have been made from other oils and mixtures of oils following the same technique and using the same surface active agents. Superbodied oils which may be used in place of the illustrative superbodied alkali refined linseed oil include superbodied soyabean oil, superbodied perilla oil, superbodied tung oil, superbodied dehydrated castor oil, superbodied mixtures of the foregoing oils such as a superbodied mixture of linseed, dehydrated castor oil, and soyabean oil in a ratio 2:1:2, superbodied styrenated linseed oil, superbodied linseed oil modified glyceryl phthalate alkyl resins (long oil modified), etc. These oils can all be converted to high solids content stable oil-in-water emulsions by the inversion procedure using the specific class of tertiary amines above described as the surface acting agent for effecting an inversion from a water-in-oil emulsion.
In the foregoing description, particular emphasis has been placed upon the polyoxyethylene monoaliphatic ethers in Iwhich the aliphatic group preferably contains from 12 to 18 carbon atoms, and is preferably a tridecyl radical, that is, one containing 13 carbon atoms. Other ethers have been used successfully to produce stable oilin-water emulsions by the inversion process hereof. Specific examples include the lauryl ether wherein the number of oxyethylene groups is 23. There has also been used a tridecyl ether wherein the number of oxyethylene groups is l2. As an example of an unsaturated aliphatic hydrocarbon radical, R, has been used the oleyl ether wherein the number of oxyethylene groups is 20.
In the environment of this invention, the other relatively non-polar linking radicals, X, are also useful. As above indicated, X may be a carbonyl, C=O, or a carboxyl group O C=O. Materials of this character on which the number of oxyethylene groups is from 12 to 50, and in which the HLB number is in the range of from 12-50 may also be used. Specific examples of the carbonyl type materials include polyoxyethylene monoaliphatic carbonyls which the aliphatic hydrocarbon group is tridecyl, lauryl, oleyl, and the number of polyoxyethylene groups is an average of from 12 to 20; specific examples of polyoxyethylene monoaliphatic carbonyls include those in which the aliphatic group is lauryl, tridecyl, oleyl, stearyl, etc., and the number of oxyethylene groups is from 5 to 50, on the average.
Materials in the above classes which have HLB numbers in the range of from about 12 to 20, with a decided preference for those materials have HLB numbers between 14 and 16, may be used. These materials may demonstrate this HLB number in and of themselves, or the desired HLB number may be arrived at by admixing suitable proportions of materials having HLB numbers the sum of which is within the desired range.
The emulsions produced in accordance with this invention `are particularly useful in the formulation of coating compositions especially adapted for exterior application.
Other modes of applying the principle of this invention may be employed instead of those specifically set forth above, changes being made as regards the details herein disclosed, provided the elements set forth in any of the following claims, or the equivalent of such be employed.
It is, therefore, particularly pointed out and distinctly claimed as the invention:
1. A process for the manufacture of a stable oil-inwater emulsion comprising the steps of (a) heating a body of a thermally polymerizable unsaturated fatty oil under a vacuum in the range of from 24" to 30" of mercury to the temperature of incipient polymerization for said oil,
(b) contacting said body of oil with water Vapor at said temperature,
(c) increasing the temperature of said body of oil to a maximum temperature not in excess of 615 F. to initiate and sustain thermal polymerization of the oil while continuously contacting the body of oil with water vapor,
(d) adding to said body of oil during polymerization from about 0.1% to about 2% by weight of the oil of an Yalkali metal soap of an organic acid, which soap is soluble in the oil to increase the hydroxyl content of the final bodied oil,
' (e) maintaining the body of oil under thermal polymerization conditions until the viscosity of the oil reaches a maximum viscosity in the range of from about minutes to about 75 minutes, Gardner- Holdt, while continuously contacting the body of oil with water vapor,
(f) Vchecking the polymerization of the oil by rapidly dropping the temperature thereof to below that required to sustain thermal polymerization,
(g) dropping said body of oil into a volatile solvent consisting essentially of a mixture of:
(1) 3 parts by weight of the oil of a monoalkyl ether of an alkylene glycol in which the alkyl group contains from 1 to 3 carbon atoms and the alkylene glycol contains from 2 to 6 carbon atoms, and
(2) 7 parts by weight of the oil of a volatile hydrocarbon,
(h) cooling said body of oil in said solvent to a ternperature below about 100 F.,
(i) admixing with the resultant oil-solvent mixture from `about 5.0% to about 18.7% by weight of the unreduced oil of a polyoxyethylene monoaliphatic ether having the general formula:
wherein R is an aliphatic hydrocarbon radical containing from 12 to 18 carbon atoms, x ranges from 12 to 50, and X is selected from the group consisting of (j) adding to the resultant oil-solvent surfactant mixture an amount of Water suicient to form, by inversion, an oil-in-water emulsion.
2. A stable emulsion produced in accordance with the process of claim 1.
3. A coating composition including as a vehicle therefor, the Water reduced product of claim 2 containing about 60% solids.
4. The process of claim 1 in which the unsaturated fatty oil is linseed oil.
5. The process of claim 1 in which the unsaturated fatty oil is alkali refined, break free linseed oil.
6. The process of claim 1 in Which the unsaturated fatty oil is a mixture of alkali refined break free linseed oil, soyabean oil, and dehydrated castor oil in a weight ratio of 2:2: l, respectively.
7. The process of claim 1 in which the sub-atmospheric pressure is at least about 26" of mercury.
8. The process of claim 1 in which the body of oil is contacted with water vapor by blowing the body of oil with steam.
9. The process of claim 1 in which the alkali metal soap is a lithium soap.
10. The process of claim 1 in which the alkali metal soap is added along with a lead soap soluble in the oil, said lead soap being present in an amount ranging from about 0.05% to about 2% by weight of the oil.
11. The process of claim 1 in which the alkylene glycol ether is the monoethyl ether of ethylene glycol.
12. The process of claim 1 in which the volatile hydrocarbon is mineral spirits.
13. The process of claim 1 in which the surface active agent is one in which the R group contains 13 carbon atoms and x is 15.
14. A process for the manufacture of a stable oil-inwater emulsion comprising the steps of:
(a) heating a body of alkali refined, break free, linseed oil under a vacuum of at least about 26" of mercury to about 450 F.,
(b) initiating blowing steam through the body of oil at said temperature,
(c) increasing the temperature of said oil to a maximum temperature not in excess of about 585 F. to initiate and sustain thermal polymerization of the oil while maintaining the passage of steam through the oil,
(d) adding to said body of oil during polymerization from about 0.1% to about 2% by weight of the oil of lithium naphthenate,
(e) adding to said body of oil during polymerization from about 0.1% to about 2% by weight of the oil of lead isodecanoate, said soaps adapted to increase the hydroxyl content of the final bodied oil,
(f) maintaining the body of oil under thermal polymerization conditions until the viscosity of the oil reaches a maximum of from 50 to 60 minutes, Gardner- Holdt, while continuously contacting the body of oil with steam,
(g) checking the polymerization of the oil by rapidly dropping the temperature thereof to about 450 F.,
(h) dropping said body of oil into an amount of volatile solvent equivalent to about 10% of the weight of the oil to form a reduced bodied oil solution, said solvent consisting of:
(l) 7 parts by weight of mineral spirits, and (2) 3 parts by weight of monoethyl ether of ethylene glycol,
(i) intimately blending with said reduced oil from about 13% to 15.5% by weight of the unreduced oil of a polyoxyethylene tridecyl monoether having an average of l5 oxyethylene groups,
(j) adding to the resultant oil-solvent surfactant mixture an amount of water sufiicient to form, by inwater emulsion, and
(k) deaerating the resultant emulsion.
15'. A process for the manufacture of a stable oil-inwater emulsion comprising the steps of:
(a) heating a body of a thermally polymerizable unsaturated fatty oil under a vacuum in the range of from 24" to 30 of mercury to the temperature of incipient polymerization for said oil,
(b) contacting said body of oil with water vapor at said temperature,
(c) increasing the temperature of said body of oil to a maximum temperature not in excess of 615 F. to initiate and sustain thermal polymerization of the oil While continuously contacting the body of oil with water vapor,
(d) adding to said body of oil during polymerization from about 0.1% to about 2% by Weight of the oil of an alkali metal soap of an organic acid, which soap is soluble in the oil to increase the hydroxyl content of the final bodied oil,
(e) maintaining the body of oil under thermal polymerization conditions until the viscosity of the oil reaches a maximum viscosity in the range of from about 20 minutes to about 75 minutes, Gardner-Holdt, while continuously contacting the body of oil with water vapor,
(f) checking the polymerization of the oil by rapidly dropping the temperature thereof to below that required to sustain thermal polymerization,
(g) raisingr the monoglyceride equivalent of the oil to from 9.25% to 20% by weight of the unreduced oil, calculated as glyceryl monooleate by adding to the body of the oil a C to C24 fatty acid partial ester of a polyol containing from 3 to 10 carbon atoms and at least 3 hydroxyl groups,
(h) dropping said body of oil into a volatile solvent consisting essentially of a mixture of:
(l) 3 parts by weight of the oil of a monoalkyl ether of an alkylene glycol in which the alkyl group contains from 1 to 3 carbon atoms and the alkylene glycol contains from 2 to 6 carbon atoms, and
(2) 7 parts by weight of the oil of a volatile hydrocarbons,
(i) cooling said body of oil in said solvent to a temperature below about 100 F.,
(j) admixing with the resultant oil-solvent mixture from about 5% to about 10% by weight of the unreduced oil of a surface active agent having the general formula:
wherein R is an aliphatic hydrocarbon radical containing from l2 to 1S carbon atoms, x ranges from 12 to 50', and X is selected from (k) adding to the resultant oil-solvent surfactant mixture an amount of water sufficient to form, by inversion, an oil-in-water emulsion.
16. A process for the manufacture of a stable oil-inwater emulsion comprising the steps of:
(a) heating a body of a thermally polymerizable unsaturated fatty oil under a vacuum in the range of from 24" to 30 of mercury to the temperature of incipient polymerization for said oil,
(b) contacting said body of oil with water vapor at said temperature,
(c) increasing the temperature of said body of oil to a maximum temperature not in excess of 615 F. to initiate and sustain thermal polymerization of the oil while continuously contacting the body of oil with water vapor,
(d) adding to said body of oil during polymerization from about 0.1% to about 2% by weight of the oil of an alkali metal #soap of an organic acid, which soap is soluble in the oil to increase the hydroxyl content of the nal bodied oil,
(e) maintaining the body of oil under thermal polymerization conditions until the viscosity of the oil reaches a maximum viscosity in the range of from about minutes to about 75 minutes, Gardner- Holdt, while continuously contacting the body of oil with water vapor,
(f) checking the polymerization of the oil by rapidly `dropping the temperature thereof to below that required to sustain thermal polymerization,
(g) ladding to the body of the oil an amount of a partial ester of a polyhydric alcohol containing from 3 to 10 carbon atoms and at least 3 hydroxyl groups, and an aliphatic carboxylic acid containing from 10 to 24 carbon atoms, -suicient to adjust the monoglyceride equivalent of the oil to within the range of 9.25 to 20.0,
(h) dropping said body of oil into a volatile solvent consisting essentially of a mixture of:
(1) 3 parts by weight of the oil of a monoalkyl ether of an alkylene glycol in which the alkyl group contains from 1 to 3 carbon atoms and the -alkylene glycol contains from 2 to 6 carbon atoms, and
(2) 7 parts by weight of the oil of a volatile hydrocarbon,
(i) cooling said body of oil in said solvent to a temperature below about F.,
(j) admixing with the resultant oil-solvent mixture from about 5% to about 10% by weight of the unreduced oil of a surface active agent having the general formula:
wherein R is an aliphatic hydrocarbon radical containing from 12 to 18 carbon atoms, x ranges from 12 to 50, and X is selected from o o -O, and -O-- (k) adding to the resultant oil-solvent surfactant mixture an amount of water suficient to form, by inversion, an oil-in-water emulsion.
17. A process in acocrdance with claim 16 in which the partial ester is glyceryl monooleate.
18. A process in accordance with claim 16 in which the partial ester is a drying oil fatty acid partial ester of a polyhydric alcohol containing from 3 to 10 carbon atoms and at least 3 hydroxyl groups.
19. A process in accordance with claim 18 in which the polyhydric alcohol is pentaerythritol.
References Cited UNITED STATES PATENTS 8/1952 Arvin 260-407 4/1961 Penoyer 106-252 OTHER REFERENCES ALEXANDER H. BRODMERKEL, Primary Examiner. T. MORRIS, Assistant Examiner.
UNITED STATES PATENT OFFICE CERTIFICATE 0F CORRECTION Patent No 3 ,333 ,975 August 1, 1967 Charles E. Penoyer It is hereby certified that error appears in the above numbered pats Patent should read as entI requiring correction and that the said Letter corrected below.
version, an oil-n-water "hydrocarbons read hydrocarbon column 14, line 39, for "acocrdance" read accordance Signed and sealed this 18th day of June 1968.
(SEAL) Attest:
EDWARD J. BRENNER Edward M. Fletcher, Jr.
Commissioner of Patents Attesting Officer
Claims (1)
1. A PROCESS FOR THE MANUFACTURE OF A STABLE OIL-INWATER EMULSION COMPRISING THE STEPS OF: (A) HEATING A BODY OF A THERMALLY POLYMERIZABLE UNSATURATED FATTY OIL UNDER A VACUUM IN THE RANGE OF FROM 24" TO 30" OF MERCURY TO THE TEMPERATURE OF INCIPIENT POLYMERIZATION FOR SAID OIL, (B) CONTACTING SAID BODY OF OIL WITH WATER VAPOR AT SAID TEMPERATURE, (C) INCREASING THE TEMPERATURE OF SAID BODY OF OIL TO A MAXIMUM TEMPERATURE NOT IN EXCESS OF 615* F. TO INITIATE AND SUSTAIN THERMAL POLYMERIZATION OF THE OIL WHILE CONTINUOUSLY CONTACTING THE BODY OF OIL WITH WATER VAPOR, (D) ADDING TO SAID BODY OF OIL DURING POLYMERIZATION FROM ABOUT 0.1% TO ABOUT 2% BY WRIGHT OF THE OIL OF AN ALKALI METAL SOAP OF AN ORGANIC ACID, WHICH SOAP IS SOLUBLE IN THE OIL TO INCREASE THE HYDROXYL CONTENT OF THE FINAL BODIED OIL. (E) MAINTAINING THE BODY OF OIL UNDER THERMAL POLYMERIZATION CONDITIONS UNTIL THE VISCOSITY OF THE OIL REACHES A MAXIMUM VISCOSITY IN THE RANGE OF FROM ABOUT 20 MINUTES TO ABOUT 75 MINUTES, GARDNERHOLDT, WHILE CONTINUOUSLY CONTACTING THE BODY OF OIL WITH WATER VAPOR, (F) CHECKING THE POLYMERIZATION OF THE OIL BY RAPIDLY DROPPING THE TEMPERATURE THEREOF TO BELOW THAT REQUIRED TO SUSTAIN THERMAL POLYMERIZATION, (G) DROPPING SAID BODY OF OIL INTO A VOLATILE SOLVENT CONSISTING ESSENTIALLY OF A MIXTURE OF: (1) 3 PARTS BY WEIGHT OF THE OIL OF A MONOALKYL ETHER OF AN ALKYLENE GLYCOL IN WHICH THE ALKYL GROUP CONTAINS FROM 1 TO 3 CARBON ATOMS AND THE ALKYLENE GLYCOL CONTAINS FROM 2 TO 6 CARBONS ATOMS, AND (2) 7 PARTS BY WEIGHT OF THE OIL OF A VOLATILE HYDROCARBON, (H) COOLING SAID BODY OF OIL IN SAID SOLVENT TO A TEMPERATURE BELOW ABOUT 100*F., (I) ADMIXING WITH THE RESULTANT OIL-SOLVENT MIXTURE FROM ABOUT 5.0% TO ABOUT 18.7% BY WEIGHT OF THE UNREDUCED OIL OF A POLYOXYETHYLENE MONOALIPHATIC ETHER HAVING THE GENERAL FORMULA:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US329191A US3333975A (en) | 1963-12-09 | 1963-12-09 | Emulsified superbodied oils |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US329191A US3333975A (en) | 1963-12-09 | 1963-12-09 | Emulsified superbodied oils |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US3333975A true US3333975A (en) | 1967-08-01 |
Family
ID=23284283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US329191A Expired - Lifetime US3333975A (en) | 1963-12-09 | 1963-12-09 | Emulsified superbodied oils |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US3333975A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4045232A (en) * | 1973-11-12 | 1977-08-30 | Topar Products Corporation | Printing ink composition |
| US6803351B2 (en) * | 2001-06-20 | 2004-10-12 | Frank J. Popelar | Biodegradable machine tool coolant |
| CN116333596A (en) * | 2023-03-20 | 2023-06-27 | 东方雨虹民用建材有限责任公司 | Modified asphalt waterproof paint and preparation method thereof |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2607784A (en) * | 1952-08-19 | Production of super-bodied oils | ||
| US2978346A (en) * | 1959-04-20 | 1961-04-04 | Sherwin Williams Co | Paint latices from super bodied oils |
-
1963
- 1963-12-09 US US329191A patent/US3333975A/en not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2607784A (en) * | 1952-08-19 | Production of super-bodied oils | ||
| US2978346A (en) * | 1959-04-20 | 1961-04-04 | Sherwin Williams Co | Paint latices from super bodied oils |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4045232A (en) * | 1973-11-12 | 1977-08-30 | Topar Products Corporation | Printing ink composition |
| US6803351B2 (en) * | 2001-06-20 | 2004-10-12 | Frank J. Popelar | Biodegradable machine tool coolant |
| CN116333596A (en) * | 2023-03-20 | 2023-06-27 | 东方雨虹民用建材有限责任公司 | Modified asphalt waterproof paint and preparation method thereof |
| CN116333596B (en) * | 2023-03-20 | 2024-03-22 | 东方雨虹民用建材有限责任公司 | Modified asphalt waterproof paint and preparation method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1148833A (en) | Water based defoamer compositions | |
| KR100760787B1 (en) | Alkyd Resin Emulsion | |
| US3379548A (en) | Water-dispersible alkyds and alkyd resins | |
| JPH09502216A (en) | Stable aqueous polyolefin wax dispersion | |
| US3652453A (en) | Defoamer composition | |
| JPS6017458B2 (en) | Strong water-based coating composition and method for producing the same | |
| US3333975A (en) | Emulsified superbodied oils | |
| AU772602B2 (en) | Emulsions | |
| US2382533A (en) | Oil in water dispersions | |
| US3759864A (en) | Coating compositions | |
| US3333976A (en) | Emulsified superbodied oils | |
| JP2002173535A (en) | Method for producing water dispersion of biodegradable polyester resin | |
| US3483152A (en) | Paint vehicles prepared by treating adducts of fatty acid esters with peroxide and/or polybutadiene | |
| US3201381A (en) | Emulsifiable polyethylene waxes and process of preparation | |
| KR930008154B1 (en) | Liquid anti-settling agents for organic coating compositions | |
| JPH09169925A (en) | Surface-modified heavy calcium carbonate and its production and aqueous coating composition | |
| US3396181A (en) | Superbodied oils | |
| US2278425A (en) | Drying oil and process | |
| CA2188715A1 (en) | Process for dispersing pigments with polyoxyalkylated ethers | |
| US3300321A (en) | Process for the manufacture of ionic bright-drying polish emulsions and waxes to be used in this process | |
| US3337593A (en) | Superbodied oils | |
| US2978346A (en) | Paint latices from super bodied oils | |
| JP3547255B2 (en) | Method for producing resin emulsion | |
| Kubie et al. | Emulsifiers derived from linseed oil and their potential use in coatings | |
| US3532650A (en) | Paint vehicle prepared from homopolymers of 9-oxatetracyclo 4.4.1**2,5o**1,6o**8,10undecan 4 ol |