EP2192052A2 - Bag packaging as well as method and device for producing the package. - Google Patents
Bag packaging as well as method and device for producing the package. Download PDFInfo
- Publication number
- EP2192052A2 EP2192052A2 EP09014982A EP09014982A EP2192052A2 EP 2192052 A2 EP2192052 A2 EP 2192052A2 EP 09014982 A EP09014982 A EP 09014982A EP 09014982 A EP09014982 A EP 09014982A EP 2192052 A2 EP2192052 A2 EP 2192052A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- closure
- strip
- bag
- web
- strips
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/188—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating profile-strips, e.g. for reclosable bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/04—Articles or materials wholly enclosed in single sheets or wrapper blanks
- B65D75/20—Articles or materials wholly enclosed in single sheets or wrapper blanks in sheets or blanks doubled around contents and having their opposed free margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5855—Peelable seals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/001—Flexible containers made from webs by folding webs longitudinally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/001—Flexible containers made from webs by folding webs longitudinally
- B31B2155/0014—Flexible containers made from webs by folding webs longitudinally having their openings facing transversally to the direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/02—Feeding or positioning sheets, blanks or webs
- B31B70/022—Holders for feeding or positioning sheets or webs
- B31B70/024—Rotating holders, e.g. star wheels, drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure
- B31B70/642—Uniting opposed surfaces or edges; Taping by applying heat or pressure using sealing jaws or sealing dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure
- B31B70/644—Making seals parallel to the direction of movement, i.e. longitudinal sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure
- B31B70/649—Uniting opposed surfaces or edges; Taping by applying heat or pressure using tools mounted on a drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B70/813—Applying closures
- B31B70/8131—Making bags having interengaging closure elements
- B31B70/8132—Applying the closure elements in the machine direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B29/00—Packaging of materials presenting special problems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2313/00—Connecting or fastening means
- B65D2313/04—Connecting or fastening means of magnetic type
Definitions
- the magnetic closure member may according to Fig. 13 Also be designed so that a magnetic strip 21 cooperates with a counter-strip 26 of ferromagnetic material.
- the magnetic strips 20, 21 are in the opposite direction in the region of edge strips, such that the oppositely poled areas are in the closed position to each other ( Fig. 15 ).
- a special feature is the production of the bags or the attachment of the closure strip.
- a continuous (film) web 32 is processed or processed for the bags.
- the web 32 is transported with the inside facing up.
- a first step which can be used in the field of local bagging machine, but alternatively already in a plant for the production of the web 32, two continuous strips of sealable or adhesive material (peel seal) are applied to form the two sealing strips 25th
- the sealing strips 25 are applied with a thin layer thickness, so that the web 32 can be available wound with the sealing strips 25 as a reel.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bag Frames (AREA)
- Making Paper Articles (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Packages (AREA)
Abstract
Description
Die Erfindung betrifft einen Beutel aus dünnem Verpackungsmaterial, insbesondere Folie, für Schüttgüter oder faseriges Material, insbesondere für eine Portion Schnitttabak als Beutelinhalt, bestehend aus an mindestens drei Seiten miteinander verbundener Vorderwand und Rückwand, die eine (obere) Beutelöffnung begrenzen.The invention relates to a bag made of thin packaging material, in particular film, for bulk materials or fibrous material, in particular for a portion of cut tobacco as bag contents, consisting of at least three sides interconnected front wall and rear wall, which define an (upper) bag opening.
Vorrangig geht es um die Ausgestaltung und Herstellung von Beutelpackungen für geschnittenen Tabak. Der Beutel besteht aus einer insbesondere thermisch siegelbaren Folie, ggf. mehrlagig oder mehrschichtig. Die bekannten Tabakbeutel sind überwiegend so ausgebildet, dass ein langgestreckter, streifenförmiger Zuschnitt der Folie entlang einer Bodenkante umgefaltet ist unter Bildung von Vorderwand und Rückwand, die an (aufrechten) Seiten durch Seitennähte oder durch faltbare Seitenwände miteinander verbunden sind. Die Rückwand weist üblicherweise eine Verlängerung auf zur Bildung einer Wickellasche bzw. Umschlaglasche, die bei geschlossenem Beutel an der Vorderwand anliegt und ggf. mit dieser lösbar verbunden ist.Priority is given to the design and manufacture of bag packages for cut tobacco. The bag consists of a particular thermally sealable film, possibly multi-layered or multi-layered. The known tobacco pouches are predominantly designed so that an elongated, strip-shaped blank of the film is folded along a bottom edge to form the front wall and back wall, which are connected to (upright) sides by side seams or by foldable side walls. The rear wall usually has an extension to form a winding flap or envelope flap, which bears against the front wall when the bag is closed and, if necessary, is detachably connected thereto.
Der Erfindung liegt die Aufgabe zugrunde, eine Beutelpackung für insbesondere Tabak so auszubilden, dass einerseits eine verbraucherfreundliche Handhabung beim mehrmaligen Öffnen und Schließen, andererseits aber auch eine die Qualität des Tabaks erhaltende ausreichende Dichtigkeit gegeben sind.The invention has the object of providing a bag package for particular tobacco in such a way that on the one hand a consumer-friendly handling when repeated opening and closing, on the other hand, but also the quality of the tobacco obtained sufficient tightness are given.
Zur Lösung dieser Aufgabe ist die erfindungsgemäße Beutelpackung dadurch gekennzeichnet, dass im Bereich der Beutelöffnung ein erstes, mehrfach wirkendes Verschlussorgan und ein zweites Verschlussorgan angebracht sind, welches vor erstmaligem Öffnen die Beutelöffnung vollständig und dicht verschließt.To solve this problem, the bag package according to the invention is characterized in that in the region of the bag opening, a first, multi-acting closure member and a second closure member are mounted, which completely and tightly closes the bag opening before first opening.
Vorzugsweise ist das die Dichtigkeit bewirkende, zweite Verschlussmittel eine leicht zu öffnende, sich über die volle Breite des Beutels bzw. der Beutelöffnung erstreckende Siegelnaht, insbesondere in der Ausführung als Peel-Seal. Diese Verschlussnaht wir beim erstmaligen Öffnen des Beutels getrennt.The second closure means effecting the tightness is preferably an easily openable seal seam extending over the full width of the bag or the bag opening, in particular in the form of a peel seal. This seal will be disconnected the first time you open the bag.
Das für mehrmalige Öffnungs- und Schließvorgänge angelegte Verschlussmittel kann im Sinne der Erfindung in verschiedener Weise ausgebildet sein, z. B. als (vorgepolte) Magnetstreifen, gegebenenfalls im Zusammenwirken mit einem ferromagnetischen Streifen. Vorteilhaft ist ein Verschlussstreifen aus dauerplastischem Werkstoff, insbesondere Metall oder Kunststoff. Gemäß einer weiteren Alternative ist das mehrmals wirksame Verschlussmittel ein sogenanntes Zip-Lock.The applied for repeated opening and closing operations closure means may be formed in various ways according to the invention, for. B. as (pre-poled) magnetic strip, optionally in cooperation with a ferromagnetic strip. Advantageously, a closure strip made of permanently plastic material, in particular metal or plastic. According to a further alternative, the closure means, which is effective several times, is a so-called zip-lock.
Das zweite Verschlussmittel kann oberhalb des ersten (dauerhaften) Verschlussmittels angebracht sein. Eine Besonderheit ist die mit dem ersten Verschlussmittel integrierte Anbringung des zweiten Verschlussmittels, z. B. ein Metallstreifen in Kombination mit einem Peel-Seal-Streifen als Verbindungsstreifen.The second closure means may be mounted above the first (permanent) closure means. A special feature is the integrated with the first closure means attachment of the second closure means, for. As a metal strip in combination with a peel-seal strip as a connecting strip.
Eine Besonderheit ist auch die Herstellung der mit Verschlussmitteln versehenen Beutel bzw. die Anbringung der Verschlussmittel im Bereich einer fortlaufenden Bahn.A special feature is also the production of bags provided with closure means or the attachment of the closure means in the region of a continuous web.
Weitere Einzelheiten der (Tabak-)Beutel sowie über Verfahren und Vorrichtung zum Herstellen derselben werden nachfolgend anhand von in den Zeichnungen dargestellten Ausführungsbeispielen näher erläutert. Es zeigt:
- Fig. 1
- eine Beutelpackung in perspektivischer Frontansicht,
- Fig. 2
- die Beutelpackung gemäß
Fig. 1 bei offener Beutelöffnung, ebenfalls perspektivisch, - Fig. 3
- ein anderes Ausführungsbeispiel einer Beutelpackung in einer Darstellung analog
Fig. 2 , - Fig. 4
- ein weiteres Ausführungsbeispiel in gleicher perspektivischer Darstellung,
- Fig. 5
- einen Vertikalschnitt durch einen Teilbereich einer Beutelpackung gemäß
Fig. 1 in der Schnittebene V-V derFig. 1 , - Fig. 6
- den Beutel gemäß
Fig. 5 in Öffnungsstellung, - Fig.7
- einen Vertikalschnitt entsprechend
Fig. 5 nach Wiederverschließen der Beutelpackung, - Fig. 8
- einen Vertikalschnitt durch eine Beutelpackung im Öffnungsbereich vor erstmaligem Öffnen,
- Fig. 9
- den Beutel gemäß
Fig. 8 in Öffnungsstellung, - Fig. 10
- eine Darstellung analog
Fig. 8 bei wiederverschlossenem Beutel, - Fig. 11
- den Beutel gemäß
Fig. 1 in einem randseitigen Horizontalschnitt entsprechend Schnittebene XI-XI inFig. 1 , - Fig. 12
- einen Horizontalschnitt des Beutels gemäß
Fig. 4 in Schnittebene XII-XII derFig. 4 , - Fig. 13
- ein Detail einer Beutelpackung im Verschlussbereich, im Vertikalschnitt,
- Fig. 14
- eine Darstellung analog
Fig. 13 für ein anderes Ausführungsbeispiel, - Fig. 15
- eine schematische Darstellung von Verschlussmitteln des Ausführungsbeispiels gemäß
Fig. 14 , - Fig. 16
- eine schematische Darstellung einer Phase der Fertigung von Beutelpackungen, in perspektivischer Darstellung,
- Fig. 17
- einen nachfolgenden Fertigungsschritt für Beutelpackungen, ebenfalls in perspektivischer Darstellung,
- Fig. 18 bis Fig. 20
- einzelne Fertigungs- bzw. Füll- und Verschlussschritte bei der Herstellung von Beutelpackungen, perspektivisch,
- Fig. 21
- Einzelheiten einer Vorrichtung zum Anbringen von Abschnitten von Verschlussmitteln im Vertikalschnitt,
- Fig. 22
- eine Vorrichtung zum Aufbringen von selbstklebenden Verschlussmitteln in schematischer Seitenansicht,
- Fig. 23
- eine Vorrichtung zum Anbringen von Verschlussmitteln mit thermisch aktivierbarem kleber,
- Fig. 24
- eine Vorrichtung zum Aufbringen eines fortlaufenden Streifens für ein Verschlussmittel,
- Fig. 25
- eine Einzelheit der Vorrichtung gemäß
Fig. 21 , nämlich ein Radialschnitt in der Schnittebene XXV-XXV derFig. 21 , - Fig. 26
- eine weitere Einzelheit der Vorrichtung gemäß
Fig. 21 in einer radialen Schnittebene XXVI-XXVI, - Fig. 27
- eine Vorrichtung zum Aktivieren eines thermisch aktivierbaren Verschlussmittels,
- Fig. 28
- einen Vertikalschnitt durch einen Teilbereich einer Beutelpackung in einer weiteren Ausführungsform,
- Fig. 29
- eine Einzelheit der Beutelpackung gemäß
Fig. 28 in Draufsicht bzw. im Querschnitt entsprechend Sicht- und Schnittebene XXIX-XXIX inFig. 28 , - Fig. 30
- einen Beutel in der Ausführungsform gemäß
Fig. 28, Fig. 29 in perspektivischer Darstellung, - Fig. 31
- einzelne Fertigungs-, Füll- und Verschlussschritte bei der Herstellung von Beutelpackungen gemäß
Fig. 28 bis Fig. 30 in perspektivischer Darstellung.
- Fig. 1
- a bag pack in a perspective front view,
- Fig. 2
- the bag pack according to
Fig. 1 with open bag opening, also in perspective, - Fig. 3
- another embodiment of a bag package in a representation analog
Fig. 2 . - Fig. 4
- another embodiment in the same perspective view,
- Fig. 5
- a vertical section through a portion of a bag package according to
Fig. 1 in the section plane VV theFig. 1 . - Fig. 6
- the bag according to
Fig. 5 in open position, - Figure 7
- a vertical section accordingly
Fig. 5 after resealing the bag pack, - Fig. 8
- a vertical section through a bag pack in the opening area before first opening,
- Fig. 9
- the bag according to
Fig. 8 in open position, - Fig. 10
- a representation analog
Fig. 8 with resealed bag, - Fig. 11
- the bag according to
Fig. 1 in a marginal horizontal section corresponding to sectional plane XI-XI inFig. 1 . - Fig. 12
- a horizontal section of the bag according to
Fig. 4 in section plane XII-XII of theFig. 4 . - Fig. 13
- a detail of a bag package in the closure area, in vertical section,
- Fig. 14
- a representation analog
Fig. 13 for another embodiment, - Fig. 15
- a schematic representation of closure means of the embodiment according to
Fig. 14 . - Fig. 16
- a schematic representation of a phase of the production of bag packages, in perspective view,
- Fig. 17
- a subsequent manufacturing step for bag packages, also in perspective,
- FIGS. 18 to 20
- individual manufacturing or filling and sealing steps in the manufacture of pouches, in perspective,
- Fig. 21
- Details of a device for attaching sections of closure means in vertical section,
- Fig. 22
- a device for applying self-adhesive closure means in a schematic side view,
- Fig. 23
- a device for applying sealing means with thermally activatable adhesive,
- Fig. 24
- a device for applying a continuous strip for a closure means,
- Fig. 25
- a detail of the device according to
Fig. 21 , namely a radial section in the section plane XXV-XXV ofFig. 21 . - Fig. 26
- a further detail of the device according to
Fig. 21 in a radial section plane XXVI-XXVI, - Fig. 27
- a device for activating a thermally activated closure means,
- Fig. 28
- a vertical section through a portion of a bag package in another embodiment,
- Fig. 29
- a detail of the bag package according to
Fig. 28 in plan view and in cross-section corresponding to plane of view and section XXIX-XXIX inFig. 28 . - Fig. 30
- a bag in the embodiment according to
Fig. 28, Fig. 29 in perspective, - Fig. 31
- individual manufacturing, filling and sealing steps in the manufacture of bag packages according to
FIGS. 28 to 30 in perspective view.
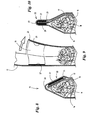
Die Ausführungsbeispiele von Beutelpackungen 10 dienen zur Aufnahme einer Tabakportion 11. Der Beutel besteht aus dünnem Verpackungsmaterial, insbesondere aus einer thermisch siegelbaren Folie. Ein Zuschnitt ist unter Bildung einer Bodenkante 12 gefaltet, sodass eine Vorderwand 13 und eine Rückwand 14 einander gegenüberliegen bzw. den eigentlichen Beutel zur Aufnahme der Tabakportion 11 bilden. Im Bereich seitlicher Ränder sind Vorderwand 13 und Rückwand 14 dauerhaft miteinander verbunden, und zwar durch (aufrechte) Seitennähte 15, 16. Die Rückwand 14 ist mit einer Verlängerung bzw. Fortsetzung versehen zur Bildung einer Umschlaglasche 17, die bei geschlossener Beutelpackung gegen die Vorderwand 13 umgelegt und mit dieser lösbar verbunden ist, z.B. mit einem Klebeetikett 18.The embodiments of
Ein oberer Bereich des Beutels bzw. von Vorderwand 13 und Rückwand 14 ist als Beutelöffnung 19 ausgebildet. Diese erstreckt sich zwischen den Seitennähten 15, 16. Über die Beutelöffnung 19 wird die Tabakportion 11 eingefüllt und bei Verbrauch entnommen. In Schließstellung liegen obere Randstreifen von Vorderwand 13 und Rückwand 14 aneinander bzw. sind durch trennbare Verschlussmittel miteinander verbunden.An upper portion of the bag or
Die Verschlussmittel bzw. Verschlussorgane können in verschiedener Weise ausgebildet sein. Bei dem Ausführungsbeispiel der
Eine Besonderheit ist die Anordnung eines weiteren Verschlussmittels im Bereich der Beutelöffnung 19, also im Bereich des Öffnungsstreifens 22. Es handelt sich dabei um eine für die Ingebrauchnahme der Beutelpackung 10 lösbare Verbindung von Vorderwand 13 und Rückwand 14. Bei dem vorliegenden Ausführungsbeispielen handelt es sich um eine Siegelnaht 24 in der Ausführung "Peel Seal". Das Peel Seal Material ist ein wachsartiger Kunststoff, der als sehr dünner Siegelstreifen 25 einseitig oder beidseitig auf Innenseiten von Vorderwand 13 und Rückwand 14 aufgebracht ist. Die Verbindung erfolgt durch Wärme und Druck. Das zusätzliche Verschlussmittel, also die Siegelnaht 24, hat einerseits die Aufgabe, einen (ursprünglich) vollständig dichten Beutel zu schaffen, wenn das mehrfach wirkende Verschlussmittel nicht vollständig dichtend abschließt oder aufgrund der Abmessung an den Enden Öffnungen frei lässt. Des Weiteren hat die Siegelnaht 24 einen Sicherungseffekt gegen unbefugtes Öffnen des Beutels.A special feature is the arrangement of a further closure means in the region of the
Bei dem Ausführungsbeispiel gemäß
Das magnetische Verschlussorgan kann gemäß
Die Beutelpackung 10 gemäß
Bei der fertigungstechnisch vorgegebenen Schließstellung (
Auch bei dieser Ausführung der Beutelpackung 10 ist ein zweites Verschlussorgan vorgesehen, nämlich ein Verbindungsstreifen 28, der im Bereich des Öffnungsstreifens 22 innenseitig angeordnet ist, insbesondere gegenüberliegend zum Formstreifen 27 (
Die Beutelpackung 10 gemäß
Auch dieses Ausführungsbeispiel ist mit einem zweiten Verschlussmittel, nämlich einer Siegelnaht 24 mit Peel Seal Effekt oberhalb der Stützstreifen 29, 30 versehen.Also, this embodiment is provided with a second closure means, namely a
Eine Besonderheit ist die Herstellung der Beutel bzw. die Anbringung der Verschlussstreifen. Gemäß
Das für mehrfachen Gebrauch bestimmte Verschlussmittel wird im Bereich einer Beutelmaschine auf die gegebenenfalls in vorstehendem Sinne vorbereitete Bahn 32 aufgebracht. Gemäß
Nach Bildung der Teilüberdeckung der Bahn 32 werden die quer gerichteten Seitennähte 15, 16 angebracht. Danach oder zeitgleich werden die Beutelpackungen 10 von der Bahn 32 abgetrennt. In den offenen Beutel wird nun die Tabakportion 11 eingeführt (
Eine weitere Besonderheit sind Einheiten bzw. Aggregate einer Vorrichtung. Die Vorrichtung gemäß
Die mit den (Verschluss-)Stücken 33, 34 versehene Bahn 32 wird nach Transport etwa entlang eines Viertelkreises auf dem Umfang der Schneidwalze 37 von dieser abgelenkt und auf den Umfang einer zweiten Walze, nämlich einer Heizwalze 40 überführt. Die beiden Walzen 37 und 40 sind mit ihren Mantelflächen unmittelbar benachbart zueinander angeordnet. Ein keilförmiges Ablenkorgan 41 im Bereich der geringsten Abstände der Mantelflächen voneinander bewirkt die Überleitung von Bahn 32 und mit den Stücken 33, 34 auf den Umfang der Heizwalze 40.The
Im Bereich der Heizwalze 40 wird die fortlaufende Einheit aus Bahn und (Verschluss-)Stücken 33, 34 an die Heizwalze 40 angedrückt durch ein Andrückorgan, welches sich über einen größeren Umfangsbereich der Heizwalze 40 erstreckt. Es handelt sich dabei um ein Andrückband 42 mit einem sich an den Umfang der Heizwalze 40 anschmiegenden Trum 43. Die Oberfläche der Heizwalze 40 ist beheizbar, und zwar durch zwei sich längs eines Teilbereichs des Umfangs erstreckende Heizleisten 44, 45.In the region of the
Bei dieser Vorrichtung werden demnach Wärme und/oder Druck auf die Bahn 32 im Bereich der Stücke 33, 34 übertragen aufgrund entsprechender Anordnung der Heizleisten 44, 45. Die Vorrichtung ist deshalb geeignet für alle Verschlussmittel, die durch Wärme und/oder Druck an der Bahn 32 fixiert werden. Sofern es sich dabei um Magnetstreifen 20, 21 handelt, werden diese nach Verlassen der Walze 40 im Bereich eines horizontalen Förderabschnitts der Bahn 32 durch ein Aktivierungsorgan 46 magnetisiert, nämlich durch eine Magnetisierungsspule. Die so ausgerüstete Bahn 32 kann nun in der beschriebenen Weise weiter verarbeitet werden.Accordingly, in this device, heat and / or pressure is transferred to the
Wie aus
Die selbstklebenden Stücke 33, 34 werden durch die Schneidwalze 37 in der beschriebenen Weise auf die Bahn 32 aufgelegt. Im Anschluss an die Schneidwalze 37 kann eine Aktivierung erfolgen, bei Magnetstreifen 20, 21 mittels Aktivierungsorgan 46.The self-
Eine weitere Alternative ergibt sich aus
Eine weitere besondere Vorrichtung ist in
Zum Verschließen des mit Tabak gefüllten Beutels (
Eine Beutelpackung 10 besonderer Ausführung und der Herstellung sind in
Das zweite Verschlussmittel ist die Siegelnaht 61, die (von Hand) leicht lösbar ist, insbesondere in der Ausführung als Peel Seal. Die Siegelnaht 61 ist vorliegend oberhalb des Zip-Lock-Verschlusses 60 angebracht, benachbart zu einem freien Rand der Vorderwand 13. Dieser kann beim erstmaligen Öffnen der Beutelpackung 10 erfasst werden, um die Siegelnaht 61 zu trennen. Danach kann dann der Zip-Lock-Verschluss 60 für die Entnahme des Beutelinhalts getrennt werden.The second closure means is the
Ein Merkmal dieser Beutelpackung 10 besteht darin, dass sich die Siegelnaht 61 über die volle Breite von Vorderwand 13 und Rückwand 14 erstreckt, also auch im Bereich der Seitennähte 15, 16 zur Schaffung eines dichten Beutelverschlusses. Die Profilstreifen 62, 63 und deren Verbindungsnähte 64, 65 erstrecken sich ebenfalls über die volle Breite des Beutels. Eine Besonderheit ist die verkürzte Ausbildung der Zip-Lock-Profile 66, 67, derart, dass diese mit (geringem) Abstand von den Seitennähten 15, 16 enden. Gemäß
Eine Besonderheit ist auch die Herstellung der Packung. Gemäß
Auf die im vorstehenden Sinne vorbereitete Materialbahn 69 werden als nächstes die Profilstreifen 62, 63 als fortlaufendes Band 72 unter Abziehen von einer Bobine aufgelegt. Das Band 72 besteht aus den beiden im Bereich der Zip-Lock-Profile 66, 67 miteinander verbundenen Profilstreifen 62, 63, die also zusammen das Band 72 bilden. Jeder Profilstreifen ist in entsprechenden Abständen voneinander mit im vorliegenden Falle kreisförmigen Stanzungen versehen zur Bildung der Ausstanzungen 68 an den Enden der Profilstreifen 62, 63. Das Band 72 wird nach dem Auflegen im Bereich der Materialbahn 69 durch Herstellen der frontseitigen Verbindungsnähte 64 mit der Materialbahn 69 bzw. mit der Vorderwand 13 verbunden.Next, the profile strips 62, 63 are placed on the
Die so vorbereitete Materialbahn 69 wird sodann zur Bildung der Vorderwand 13 fortlaufend gefaltet, derart, dass die Nahtstreifen 70, 71 deckungsgleich aufeinander liegen. In einem nächsten Schritt werden nun die quergerichteten Seitennähte 15, 16, nämlich entsprechend doppeltbreite Verbindungsnähte angebracht. Es folgt ein quergerichteter Trennschnitt im Bereich der doppeltbreiten Seitennähte 15, 16, sodass fertige, offene Beutelpackungen 10 entstehen. Der Trennschnitt wird so ausgeführt, dass die geschlossene, hier kreisförmige Lochstanzung im Bereich der Profilstreifen 62, 63 mittig durchtrennt wird, sodass die halbgroßen bzw. halbkreisförmigen Ausstanzungen an den Enden der Profilstreifen 62, 63 entstehen.The thus prepared
In die offenen Beutelpackungen 10 wird nun die Tabakportion 11 eingeführt. Danach wird der der Rückwand 14 zugekehrte Profilstreifen 63 mit der Rückwand 14 verbunden, und zwar durch Anbringen der beiden zugeordneten Verbindungsnähte 65. In einem letzten Schritt wird sodann die Siegelnaht 61 hergestellt durch Aufbringen von Wärme und Druck im Bereich der aneinanderliegenden Nahtstreifen 70, 71. Dabei sind die Enden der Nahtstreifen 70, 71 bereits (dauerhaft) durch die Seitennähte 15, 16 miteinander verbunden, die mit erhöhter Temperatur und erhöhtem Druck hergestellt werden.In the open bag packages 10, the
- 1010
- Beutelpackungbag package
- 1111
- Tabakportiontobacco portion
- 1212
- Bodenkantebottom edge
- 1313
- Vorderwandfront wall
- 1414
- Rückwandrear wall
- 1515
- Seitennahtside seam
- 1616
- Seitennahtside seam
- 1717
- Umschlaglascheenvelope flap
- 1818
- Klebeetikettadhesive label
- 1919
- Beutelöffnungbag opening
- 2020
- Magnetstreifenmagnetic stripe
- 2121
- Magnetstreifenmagnetic stripe
- 2222
- Öffnungsstreifenopening strip
- 2323
- Grifflaschegrip tab
- 2424
- Siegelnahtseal
- 2525
- Siegelstreifensealing strip
- 2626
- Gegenstreifencounterstrip
- 2727
- Formstreifenformstripe
- 2828
- Verbindungsstreifenconnecting strips
- 2929
- Stützstreifensupport strips
- 3030
- Stützstreifensupport strips
- 3131
- Pfeilarrow
- 3232
- Bahntrain
- 3333
- Stückpiece
- 3434
- Stückpiece
- 3535
- Streifenstrip
- 3636
- Rollerole
- 3737
- Schneidwalzecutting roller
- 3838
- Messerknife
- 3939
- Gegenmesseragainst knife
- 4040
- Heizwalzeheating roller
- 4141
- Ablenkorgandeflector
- 4242
- Andrückbandpressure belt
- 4343
- TrumTrum
- 4444
- HeizleisteBaseboard
- 4545
- HeizleisteBaseboard
- 4646
- Aktivierungsorganactivating member
- 4747
- Saugbohrungsuction bore
- 4848
- Heizelementheating element
- 4949
- Abdeckstreifenflap
- 5050
- Heizquelleheating source
- 5151
- Siegelaggregatsealing subassembly
- 5252
- Fördergurtconveyor belt
- 5353
- Siegelstückseal piece
- 5454
- Auflageedition
- 5555
- Sensorsensor
- 5656
- Bandtape
- 5757
- Umlenkwalzedeflecting
- 5858
- Heizstreifenheating strips
- 5959
- Umlenkwalzedeflecting
- 6060
- Zip-Lock-VerschlussZip-lock closure
- 6161
- Siegelnahtseal
- 6262
- Profilstreifenprofile strips
- 6363
- Profilstreifenprofile strips
- 6464
- Verbindungsnahtseam
- 6565
- Verbindungsnahtseam
- 6666
- Zip-Lock-ProfilZip-lock Profile
- 6767
- Zip-Lock-ProfilZip-lock Profile
- 6868
- Ausstanzungpunching
- 6969
- Materialbahnweb
- 7070
- Nahtstreifenseam tape
- 7171
- Nahtstreifenseam tape
- 7272
- Bandtape
Claims (22)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL09014982T PL2192052T3 (en) | 2005-01-20 | 2006-01-19 | Bag packaging as well as method and device for producing the package. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005002848A DE102005002848A1 (en) | 2005-01-20 | 2005-01-20 | Bag package and method and apparatus for making the same |
| EP06001067A EP1683736B1 (en) | 2005-01-20 | 2006-01-19 | Method and apparatus for producing packaging pouches |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06001067.5 Division | 2006-01-19 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2192052A2 true EP2192052A2 (en) | 2010-06-02 |
| EP2192052A3 EP2192052A3 (en) | 2010-11-17 |
| EP2192052B1 EP2192052B1 (en) | 2012-07-18 |
Family
ID=36097080
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09014982A Not-in-force EP2192052B1 (en) | 2005-01-20 | 2006-01-19 | Bag packaging as well as method and device for producing the package. |
| EP06001067A Not-in-force EP1683736B1 (en) | 2005-01-20 | 2006-01-19 | Method and apparatus for producing packaging pouches |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06001067A Not-in-force EP1683736B1 (en) | 2005-01-20 | 2006-01-19 | Method and apparatus for producing packaging pouches |
Country Status (5)
| Country | Link |
|---|---|
| EP (2) | EP2192052B1 (en) |
| AT (1) | ATE460353T1 (en) |
| DE (2) | DE102005002848A1 (en) |
| DK (1) | DK2192052T3 (en) |
| PL (1) | PL2192052T3 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020112365A1 (en) | 2020-05-07 | 2021-11-11 | Focke & Co. (Gmbh & Co. Kg) | Pack for products of the cigarette industry and process for the production of the same |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008007754A1 (en) † | 2008-02-05 | 2009-08-06 | Focke & Co.(Gmbh & Co. Kg) | Method and device for producing tobacco pouches |
| NL1035016C2 (en) * | 2008-02-12 | 2009-08-13 | Wezel Verpakkingen Breda B V Van | Package for packaging of perishable goods i.e. foodstuff e.g. meat, has reusable closure for sealing opening of container, where container is formed from sheet of foil, and seal is fitted along all open edges of foil |
| DE102009040096A1 (en) * | 2009-09-04 | 2011-03-10 | Focke & Co.(Gmbh & Co. Kg) | tobacco pouch |
| NL2004689C2 (en) * | 2010-05-10 | 2011-11-14 | Langeveld & Sleegers B V | RECLAIMABLE PACKAGING, AND METHOD FOR PACKAGING PRODUCTS. |
| DE102010024630A1 (en) * | 2010-06-22 | 2011-12-22 | Focke & Co. (Gmbh & Co. Kg) | Tobacco pouch with closure tab and method of making the same |
| CN103108808A (en) * | 2010-09-17 | 2013-05-15 | Wm.雷格利Jr.公司 | Flexible package and a method of manufacturing a flexible package |
| CN103282280B (en) | 2010-10-27 | 2016-02-10 | 洲际大品牌有限责任公司 | The accommodating packaging of the closeable product of magnetic |
| DE102010056069A1 (en) * | 2010-12-23 | 2012-06-28 | Kolbus Gmbh & Co. Kg | Method and apparatus for producing magnetically sealed packages, boxes, folders, book covers and the like |
| US20160128381A1 (en) * | 2013-06-17 | 2016-05-12 | Sluis Cigar Machinery B.V. | Self-standing tobacco pouch |
| ITVI20130284A1 (en) * | 2013-11-28 | 2015-05-29 | Imp Ex Di Sbalchiero Antonio | PROTECTIVE CONTAINER FOR THE INSULATION OF OBJECTS FROM EXTERNAL ELECTROMAGNETIC FIELDS AND METHOD FOR THE CONSTRUCTION OF SUCH CONTAINER |
| EP2944575A1 (en) | 2014-05-16 | 2015-11-18 | JT International S.A. | Process for producing a pack of smoking articles |
| EP3138785B2 (en) * | 2015-09-02 | 2023-06-14 | Sluis Cigar Machinery B.V. | Method and system for manufacturing a tobacco pouch |
| US20170275056A1 (en) * | 2016-03-28 | 2017-09-28 | Magnetnotes, Ltd. | Magnetic locking reclosure for packages and methods of making the same |
| USD825184S1 (en) | 2017-02-22 | 2018-08-14 | Yeti Coolers, Llc | Bag |
| CN115092529A (en) | 2017-03-08 | 2022-09-23 | 野醍冷却器有限责任公司 | Container with magnetic closure |
| US10954055B2 (en) | 2017-03-08 | 2021-03-23 | Yeti Coolers, Llc | Container with magnetic closure |
| US11076666B2 (en) | 2017-03-08 | 2021-08-03 | Yeti Coolers, Llc | Container with magnetic closure |
| RU2754017C2 (en) * | 2017-03-21 | 2021-08-25 | Филип Моррис Продактс С.А. | Method for opening packaging for consumer goods and packaging for consumer goods, as well as method for manufacturing such packaging |
| US11542060B2 (en) | 2017-03-21 | 2023-01-03 | Altria Client Services Llc | Package for consumer goods and method for manufacturing a tear-open package |
| WO2020036790A1 (en) | 2018-08-14 | 2020-02-20 | The Procter & Gamble Company | Process and apparatus for the magnetization of magnetizable material |
| EP3837179B1 (en) | 2018-08-14 | 2022-08-24 | The Procter & Gamble Company | Adaptive packaging |
| EP3837181A1 (en) | 2018-08-14 | 2021-06-23 | The Procter & Gamble Company | Conformable package |
| WO2020036791A1 (en) | 2018-08-14 | 2020-02-20 | The Procter & Gamble Company | Package with integrated magnetic valve |
| USD909063S1 (en) | 2019-03-08 | 2021-02-02 | Yeti Coolers, Llc | Bag |
| USD935175S1 (en) | 2019-03-08 | 2021-11-09 | Yeti Coolers, Llc | Bag |
| US11535440B2 (en) | 2020-01-22 | 2022-12-27 | Sonoco Development, Inc. | Magnetic reseal |
| USD957200S1 (en) | 2020-06-03 | 2022-07-12 | Yeti Coolers, Llc | Bag |
| CN111846302B (en) * | 2020-07-14 | 2022-01-25 | 山东赛德谷绿色生物工程有限公司 | Automatic packagine machine of bio-organic fertilizer |
| US20220242601A1 (en) * | 2021-02-04 | 2022-08-04 | United Parcel Service Of America, Inc. | Automated handling and manipulation of packages and packages specially adapted therefor |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1604415B2 (en) | 1966-09-21 | 1974-08-15 | Asf-Gleitverschluss-Gmbh, 8500 Nuernberg | Ziplock bags made of plastic film |
| GB1235861A (en) * | 1968-06-14 | 1971-06-16 | Heinz Focke | Bag of plastics sheeting, for containing tobacco or the like |
| US4033013A (en) | 1975-11-18 | 1977-07-05 | John Elwood Peterson | Flexible magnetic plastic strip closure |
| DE2934673A1 (en) * | 1979-08-28 | 1981-03-12 | Brdr. Schur International A/S, Horsens | BAG PACK FOR AROMATIZED FILLING GOODS AND METHOD FOR PRODUCING THE PACK. |
| US4561109A (en) * | 1982-10-12 | 1985-12-24 | Mobil Oil Corporation | Plastic bags with releasable closure which resists opening from inside |
| ZA853220B (en) | 1985-04-30 | 1986-10-30 | ||
| US4673383A (en) * | 1985-11-12 | 1987-06-16 | Minigrip, Incorporated | Fusible rib bonding of fasteners to substrate |
| US4786190A (en) * | 1986-08-11 | 1988-11-22 | Minigrip, Inc. | Reclosable package having outer reclosable closure and inner non-reclosable closure |
| AU3247489A (en) | 1988-04-07 | 1989-10-12 | Idemitsu Petrochemical Co., Ltd. | Snap zipper, bag with snap zipper, manufacture method and apparatus for bag with snap zipper, and bagging method and apparatus for bag with snap zipper |
| DE3829181A1 (en) * | 1988-08-29 | 1990-03-08 | H D G Verpackungsmaschinen Gmb | Package, in particular tubular bag or bag sealed at four edges |
| US5417035A (en) * | 1988-09-06 | 1995-05-23 | Kcl Corporation | Apparatus and method for manufacture flexible reclosable containers |
| CA2203086A1 (en) * | 1996-04-29 | 1997-10-29 | Illinois Tool Works Inc. | Controlled peel seal with indicating feature |
| CA2352170A1 (en) * | 1998-11-25 | 2000-06-02 | Henkel Corporation | Resealable package containing an organic solvent or solution |
| WO2000058167A1 (en) * | 1999-03-31 | 2000-10-05 | Safta S.P.A. | Reclosable packaging systems |
| US6360513B1 (en) | 1999-05-11 | 2002-03-26 | Sargento Foods Inc. | Resealable bag for filling with food product(s) and method |
| US6327837B1 (en) * | 1999-07-15 | 2001-12-11 | Illinois Tool Works Inc. | Slide-zipper assembly with peel seal and method of making packages with slide zipper assembly |
| US6477820B1 (en) | 1999-07-29 | 2002-11-12 | Kraft Foods Holdings, Inc. | Method of making a package with a zipper closure |
| DE29917001U1 (en) * | 1999-08-10 | 2000-01-05 | Campina Melkunie Bv | Resealable packaging |
| US6620087B1 (en) * | 2000-09-06 | 2003-09-16 | Illinois Tool Works Inc. | Zipper segment for transverse direction application to a bag film |
| DE10109209C1 (en) * | 2001-02-26 | 2002-10-10 | Nordenia Deutschland Gronau | Resealable plastic film bag and sealing strips for its manufacture |
| US6688079B2 (en) * | 2001-04-18 | 2004-02-10 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6678923B2 (en) | 2001-07-11 | 2004-01-20 | Bisadora, Llc. | Bag closure system |
| FR2832698B1 (en) | 2001-11-28 | 2004-07-09 | Soplaril Sa | PACKAGING, TYPICALLY A BAG, WITH ORIENTED TEAR OPENING |
| US6863646B2 (en) * | 2002-06-19 | 2005-03-08 | Kraft Foods Holdings, Inc. | Reclosable system for flexible packages having interlocking fasteners |
| DE102004056043A1 (en) | 2004-11-19 | 2006-05-24 | Focke & Co.(Gmbh & Co. Kg) | Bag for e.g. tobacco portion, has filling and withdrawal openings that are independently arranged at distance from each other, where filling opening is used for filling bag content, and withdrawal opening is provided for withdrawing content |
-
2005
- 2005-01-20 DE DE102005002848A patent/DE102005002848A1/en not_active Withdrawn
-
2006
- 2006-01-19 DE DE502006006368T patent/DE502006006368D1/en active Active
- 2006-01-19 PL PL09014982T patent/PL2192052T3/en unknown
- 2006-01-19 EP EP09014982A patent/EP2192052B1/en not_active Not-in-force
- 2006-01-19 AT AT06001067T patent/ATE460353T1/en not_active IP Right Cessation
- 2006-01-19 EP EP06001067A patent/EP1683736B1/en not_active Not-in-force
- 2006-01-19 DK DK09014982.4T patent/DK2192052T3/en active
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020112365A1 (en) | 2020-05-07 | 2021-11-11 | Focke & Co. (Gmbh & Co. Kg) | Pack for products of the cigarette industry and process for the production of the same |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2192052T3 (en) | 2012-12-31 |
| EP1683736A3 (en) | 2008-01-02 |
| DE502006006368D1 (en) | 2010-04-22 |
| DE102005002848A1 (en) | 2006-07-27 |
| ATE460353T1 (en) | 2010-03-15 |
| EP2192052B1 (en) | 2012-07-18 |
| EP2192052A3 (en) | 2010-11-17 |
| DK2192052T3 (en) | 2012-10-15 |
| EP1683736A2 (en) | 2006-07-26 |
| EP1683736B1 (en) | 2010-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2192052B1 (en) | Bag packaging as well as method and device for producing the package. | |
| EP1812303B1 (en) | Packaging sachet and method for producing the same | |
| DE3915192A1 (en) | METHOD AND DEVICE FOR PRODUCING (FILM) PACKAGING AND (FILM) PACKAGING | |
| EP3378791B1 (en) | Method and device for producing cigarette packages | |
| DE102010019867A1 (en) | Pack for cigarettes and method and device for producing same | |
| DE102016114350A1 (en) | Pack of cigarettes and method and apparatus for making same | |
| DE102016003737A1 (en) | Cigarette pack and method and apparatus for making the same | |
| EP3508440A1 (en) | Package for cigarettes | |
| EP0298302B1 (en) | Vacuum package, especially for (ground) roast coffee | |
| DE3835721C2 (en) | ||
| EP2209613B1 (en) | Apparatus for, and method of, producing a bag from paper | |
| DE2851296A1 (en) | LOCKING SYSTEM FOR CONTAINERS, IN PARTICULAR FOR DISPOSABLE CONTAINERS MADE OF SEMI-RIGID MATERIAL, CONSISTING OF AT LEAST TWO CONNECTED SHELLS | |
| EP3642117B1 (en) | Packaging device, in particular for fruit and vegetables | |
| EP2998236B1 (en) | Side gusseted bag and method for producing a side gusseted bag | |
| DE4411925A1 (en) | Method for covering a cut edge of an opening of a container with a protective cover | |
| EP2371527B1 (en) | Device and method for manufacturing (tobacco) bags | |
| DE60302795T2 (en) | METHOD AND DEVICE FOR PRODUCING A TUBULAR PACKAGING | |
| WO2010130361A1 (en) | Can, method for producing a closure unit for a can, and device for producing such a closure unit | |
| EP3174808B1 (en) | Method for producing containers, device for applying a closure device to a container and system for producing a plurality of containers | |
| DE2161512A1 (en) | Bag-shaped packing made of weldable material and process for their manufacture | |
| DE102020214975B4 (en) | Bag, method and apparatus for making a bag | |
| DE10164930B4 (en) | Device for producing bags | |
| DE3814828A1 (en) | FILM COVER FOR A FOLDING PACK OF FILM-LIKE MATERIAL, FOLDING PACK AND METHOD FOR PRODUCING THIS FILM COVER | |
| EP1753665B1 (en) | Composite cardboard can | |
| WO2022112431A1 (en) | Bag, method and device for producing a bag |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1683736 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17P | Request for examination filed |
Effective date: 20110203 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1683736 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 566922 Country of ref document: AT Kind code of ref document: T Effective date: 20120815 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006011747 Country of ref document: DE Effective date: 20120913 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120718 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121118 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121119 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121019 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121029 |
|
| 26 | Opposition filed |
Opponent name: G.D SOCIETA PER AZIONI Effective date: 20130416 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502006011747 Country of ref document: DE Effective date: 20130416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 566922 Country of ref document: AT Kind code of ref document: T Effective date: 20130119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130119 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20150115 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150116 Year of fee payment: 10 Ref country code: IE Payment date: 20150112 Year of fee payment: 10 Ref country code: DK Payment date: 20150112 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150108 Year of fee payment: 10 Ref country code: GB Payment date: 20150114 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20150112 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20060119 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502006011747 Country of ref document: DE |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20151224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160131 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20160131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160119 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160119 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160119 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160131 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160119 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20171218 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20180115 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180131 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006011747 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190801 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190119 |