EP1577239A2 - Anleger für eine Stanz- oder Prägevorrichtung - Google Patents
Anleger für eine Stanz- oder Prägevorrichtung Download PDFInfo
- Publication number
- EP1577239A2 EP1577239A2 EP05101440A EP05101440A EP1577239A2 EP 1577239 A2 EP1577239 A2 EP 1577239A2 EP 05101440 A EP05101440 A EP 05101440A EP 05101440 A EP05101440 A EP 05101440A EP 1577239 A2 EP1577239 A2 EP 1577239A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- punching
- embossing device
- feeder
- sheets
- stack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004080 punching Methods 0.000 title claims description 100
- 238000000034 method Methods 0.000 claims abstract description 13
- 238000004049 embossing Methods 0.000 claims description 83
- 230000032258 transport Effects 0.000 description 11
- 238000000151 deposition Methods 0.000 description 4
- 239000000123 paper Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
- B65H3/0816—Suction grippers separating from the top of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H11/00—Feed tables
- B65H11/002—Feed tables incorporating transport belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/44—Simultaneously, alternately, or selectively separating articles from two or more piles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2601/00—Problem to be solved or advantage achieved
- B65H2601/40—Increasing or maximizing
- B65H2601/42—Increasing or maximizing entities relating to the handling machine
- B65H2601/421—Capacity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2601/00—Problem to be solved or advantage achieved
- B65H2601/40—Increasing or maximizing
- B65H2601/42—Increasing or maximizing entities relating to the handling machine
- B65H2601/422—Versatility
Definitions
- the invention relates to a feeder for a punching or embossing device, as well as a Punching or embossing device with such an investor, as well as a method for Punching or embossing sheets with a punching or embossing device.
- Packaging materials made of paper, cardboard, cardboard or corrugated cardboard are mainly used in Sheet format punched. When punching but also crease lines or Blind embossing be introduced into the benefit. This complex process does it indispensable to punch the sheets individually, since it is in the end products usually around demanding packaging. For optimum results are punching tool with lowest tolerances and extremely precise and reliable punching machines required.
- This punching machine is often called flat bed punches, at the printed sheets of the punching machine stacked on a pallet be supplied.
- the bows will be at three points with side and front marks accurately aligned, taken from a gripper carriage with a gripper bar and positioned exactly between die and punching plate.
- the complete bow in a hub punched in the next station (Ausbrechstation) is the waste over Stripping tools removed by machine. (Punching and folding box gluing, solution for the Further Processing, Heidelberger Druckmaschinen AG, 2003).
- the feeder according to the invention is thus characterized in that in the transport direction several stacks are provided side by side, of which the investor by means of suitable Remove the middle sheet and feed it to a punching or embossing device.
- the punching or embossing device Sheet feeds.
- This feeder according to the invention could also consist of two or more conventional, smaller sized Einzelbogenanlegern exist that are parallel to each other operate. For the purposes of the invention, these form a plurality of Einzelbogenanlegern only a feeder according to the invention, so that such embodiments also of of the invention.
- the investor can thereby bow simultaneously from several stacks remove and apply them to the punching and embossing device, although a sequential Peeling off the sheets from different stacks can be advantageous, especially in the With regard to refilling the stacks from which the investor withdraws the sheets.
- a sequential Peeling off the sheets from different stacks can be advantageous, especially in the With regard to refilling the stacks from which the investor withdraws the sheets.
- high Speeds per sheet can be achieved, for example, 14 000 sheets per Hour.
- the performance of the punching device increases accordingly. To this So way, the sheet throughput by the punching or embossing device at the same number of strokes of the punching or embossing device increased by a multiple become.
- the means for Create sheets in such a way that even sheets from a single pile can be applied.
- the punching or embossing device with the same Investors also process those products that were originally for processing with the Punching or embossing device of the appropriate format were intended.
- the investor according to the invention have the means for applying at least one separating sucker per stack.
- This vacuum cleaner per stack is independent of the vacuum cleaner of the other stack operated.
- the means for applying have at least one independent suction head per stack, for sucking the top sheet of the stack. This allows an investor accordingly Claim 1, which only a common suction device over the entire Investor width, to be further educated.
- the investor according to the invention have the means for applying at least one stack associated with the stack Transport element, in particular at least one conveyor belt.
- the transport elements have an independent drive for each stack.
- the Means for applying at least each stack a control roller and / or a sheet flap.
- the Means for applying at least each stack a side mark, for lateral alignment the respective bow.
- the page marks for aligning each Stack also an independent drive on.
- Side marks are operated such that the respective sheets of all the stacks simultaneously be aligned laterally.
- the investor according to the invention have the means for applying at least each stack a front mark on to align the Front of the bow.
- the front marks for aligning the Front of the bow per stack an independent drive on.
- the front marks are operated such that the respective bow all stacks are aligned at the same time.
- the invention also relates to a punching or embossing device, the one inventive investor with one, several or all previous features having.
- the punching or embossing device gripper on a Gripper bar on, for transporting the sheet through the punching or embossing device, wherein Gripper and gripper bar are designed such that the gripper variable at the Gripper bar are attachable.
- the rapier bar by means of variably attachable gripper on the majority of sheets, by side by side arranged stacked, adjust. It can be done this way too advantageously achieve that the gripper an ideal positioning with respect to the edges to take the bow. This can prevent the corners of the bow from being caught Knock punching.
- the punching or Embossing device Fine adjustment means, wherein each stack in the feeder a set of Fine adjustment means are assigned.
- the punching or embossing device comprises the Punching or embossing device Vorstapel Surprise which is designed such that this is suitable for producing a plurality of aligned stacks on a pallet.
- the punching or embossing device is it is in the punching or embossing device to a large-sized punching or Embossing device and the arc to small-sized sheet, in particular a Punching and embossing device for a 105 x 74 format and at the bow to bow of 50x70 format.
- FIG. 1 shows a schematic representation of a known punching or embossing device. 1
- Device required drive and guide means, cams and Control means for illustrating the effects of the device not shown or are described only in general terms.
- FIG. 1 the basic structure of a sheet punching and embossing machine 1 for Punching, breaking and depositing sheets of paper, cardboard and the like shown.
- the punching and embossing machine 1 consists of a punching device 2, a Breakout device 3 and a depositing device 4, of a common Machine housing 5 are supported and enclosed.
- the sheet 6 are mounted on revolving chains 7 gripper bars 8 at their Front edge gripped and intermittently through the various stations 2, 3 and 4 of the Punching and embossing machine 1 pulled through.
- the punching station 2 includes a device consisting of a lower table 9 and an upper table 10.
- the lower table 9 is fixedly mounted in the machine frame and with a Counter plate provided to the punching knife.
- the upper table 10 is mounted vertically movable and driven by a drive for the device.
- the gripper bar 8 transports the sheet 6 of the punching and embossing station 2 in the subsequent stripping station 3, which may be equipped with breakout tools.
- Ausbrechstation 3 are not required with the help of Ausbrechwerkmaschinemaschinemaschinemaschinee Rubs pushed out of the sheet down, causing these waste pieces 11 in fall under the station inserted container-like car 12.
- the depositing station 4 may also include a pallet 13 on which the individual sheets are stacked in the form of a stack 14, so that after reaching a certain stack height, the pallets with the stacked sheet 14 from the Area of the punching and embossing machine 1 can be moved away.
- the chains 7 carry a plurality of gripper bars 8, for example they are here eight, so that several sheets 6 at the same time in the different stations 2, 3 and 4 can be edited.
- FIG. 1 and in FIG. 2 the transport movement of the sheets 6, 6a, 6b through the punching and embossing device 1 represented by the arrow with the reference TB.
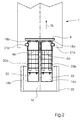
- FIG. 2 shown embodiment of the device according to the invention are in the Feeder 30 a first stack 16a and next to a second stack 16b shown.
- the two Stacks 16a, 16b are symmetrical to the centerline M of feeder 30 and punched or Embossing device 1 shown.
- the skilled person is, however, clear that he also needs a not symmetrical arrangement of the stack 16a, 16b can choose, for example, if the two stacks 16a, 16b have different formats.
- feeder 30 a device that the punching or embossing device 1 sheet 6, 6a, 6b supplies.
- This feeder according to the invention could also consist of two or more conventional, smaller sized Einzelbogenanlegern exist that are parallel to each other operate. For the purposes of the invention, however, this is only an inventive Feeder 30 understood, so that such embodiments also from the invention be included.
- suction heads are at the upper end of the stack 16a, 16b 42a, 42b arranged. These suction heads 42a, 42b are equipped with a suction device 40, 40a, 40b connected. It may, in one embodiment, as shown in Figure 3, to a common suction device 40 or, as in the embodiment in Figure 4 shown to each have a suction device 40a, 40b associated with the corresponding stack is. In the embodiment in Figure 3, the suction heads 42a, 42b so with the Suction device 40 may be connected, that the suction heads 42 a, 42 b independently be subjected to suction.
- each stack 16a, 16b has associated therewith 2 suction heads 42a, 42b. the However, it will be apparent to those skilled in the art that it also includes a different number of suction cups 42a, 42b one or three or more per stack can use.
- clock rollers 32 are arranged above the stacks 16a, 16b. These clock rollers 32 generate a scale flow of the sheets 6, 6a, 6b in the direction of the transport movement TB to Punching or embossing device 1.
- the scale flow of the sheet 6, 6a, 6b is through Transport belt pairs 20 moved forward.
- the conveyor belts pairs are advantageously stacked separately driven. But it can also be provided, the Conveyor belts 20, which are associated with the respective stacks 16a, 16b, with each other synchronized by mechanical or electronic means.
- side marks 21a, 21b and not shown known in the art front-end brands for lateral alignment as well as orientation of the front of the sheet 6a, 6b.
- alignment in a preferred embodiment is for all sheets, which are to be punched together in the following, at the same time.
- the sheets 6a, 6b After the sheets 6a, 6b have been aligned, they are gripped by grippers 18a, 18b, which are attached to a gripper bar 8.
- the grippers 18a, 18b are at the Gripper bar 8 slidably mounted, so that the position of the gripper 18 a, 18 b relative to the sheets 6a, 6b can be adjusted, so that a suitable adaptation to format and number of simultaneously processed sheets 6a, 6b is possible.
- the punching or embossing device 1 comprises the Punching or embossing device 1, a stacking device, not shown, the required Number of stacks 16a, 16b generated on a pallet, which then application in the investor 30th Can be found.
Abstract
Description
- Fig. 1
- den prinzipiellen Aufbau einer Bogenstanz- und Prägemaschine,
- Fig. 2
- eine Draufsicht einer Ausführungsform eines erfindungsgemäßen Anlegers
- Fig. 3
- eine Vorderansicht einer Ausführungsform eines erfindungsgemäßen Anlegers
- Fig. 4
- eine Vorderansicht einer weiteren Ausführungsform eines erfindungsgemäßen Anlegers
- 1
- Stanz- und Prägevorrichtung
- 2
- Stanz- und Prägestation
- 3
- Ausbrechstation
- 4
- Ablegestation
- 5
- Maschinengehäuse
- 6
- Bogen
- 6a, b
- Bogen
- 7
- Kette
- 8
- Greiferstange
- 9
- Untertisch
- 10
- Obertisch
- 11
- Abfallstücke
- 12
- behälterartiger Wagen
- 13
- Palette
- 14
- aufgestapelte Bogen
- 16a, b
- Stapel
- 18a, b
- Greifer
- 20a, b
- Transportband
- 21a, b
- Seitenmarke
- 30
- Anleger
- 32
- Taktrolle
- 40
- Saugeinrichtung
- 40a, b
- Saugeinrichtung
- 42a, b
- Saugkopf
- TB
- Transportbewegung
- M
- Mittellinie
Claims (20)
- Anleger (30) für eine Stanz- oder Prägevorrichtung (1)
dadurch gekennzeichnet, dass der Anleger (30) Mittel (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) zum Anlegen von Bogen (6, 6a, 6b) von einer Mehrzahl von Stapeln (16a, 16b) aufweist, wobei die Stapel (16a, 16b) nebeneinander in Transportrichtung (TB) angeordnet sind. - Anleger für eine Stanz- oder Prägevorrichtung (1) nach Anspruch 1
dadurch gekennzeichnet, dass die Mittel (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) zum Anlegen derart ausgestaltet sind, dass auch Bogen (6, 6a, 6b) von einem einzigen Stapel (16a, 16b) anlegbar sind. - Anleger für eine Stanz- oder Prägevorrichtung (1) nach einem der Ansprüche 1 bis 2
dadurch gekennzeichnet, dass die Mittel (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) zum Anlegen wenigstens eine Saugeinrichtung (40, 40a, 40b) pro Stapel (16a, 16b) aufweisen. - Anleger für eine Stanz- oder Prägevorrichtung (1) gemäß Anspruch 3
dadurch gekennzeichnet, dass die Saugeinrichtung (40, 40a, 40b) pro Stapel (16a, 16b) unabhängig voneinander betreibbar sind. - Anleger für eine Stanz- oder Prägevorrichtung (1) nach einem der Ansprüche 1 bis 4
dadurch gekennzeichnet, dass die Mittel (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) zum Anlegen wenigstens einen unabhängigen Saugkopf (42a, 42b) pro Stapel (16a, 16b) aufweist, zum Ansaugen des obersten Bogens (6a, 6b) des Stapels (16a, 16b). - Anleger für eine Stanz- oder Prägevorrichtung (1) nach einem der Ansprüche 1 bis 5
dadurch gekennzeichnet, dass die Mittel (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) zum Anlegen wenigstens je Stapel (16a, 16b) ein Transportelement (20a, 20b) aufweisen, insbesondere wenigstens ein Transportband (20a, 20b). - Anleger für eine Stanz- oder Prägevorrichtung (1) gemäß Anspruch 6
dadurch gekennzeichnet, dass das Transportelement (20a, 20b) je Stapel (16a, 16b) einen unabhängigen Antrieb aufweist. - Anleger für eine Stanz- oder Prägevorrichtung (1) nach einem der Ansprüche 1 bis 7
dadurch gekennzeichnet, dass die Mittel (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) zum Anlegen wenigstens je Stapel (16a, 16b) eine Taktrolle (32) aufweisen. - Anleger für eine Stanz- oder Prägevorrichtung (1) nach einem der Ansprüche 1 bis 8
dadurch gekennzeichnet, dass die Mittel (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) zum Anlegen wenigstens je Stapel (16a, 16b) eine Bogenklappe aufweisen. - Anleger für eine Stanz- oder Prägevorrichtung (1) nach einem der Ansprüche 1 bis 9
dadurch gekennzeichnet, dass die Mittel (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) zum Anlegen wenigstens je Stapel (16a, 16b) eine Seitenmarke (21a, 21b) aufweisen, zur seitlichen Ausrichtung der jeweiligen Bogen (6, 6a, 6b). - Anleger für eine Stanz- oder Prägevorrichtung (1) nach Anspruch 10
dadurch gekennzeichnet, dass die Seitenmarken (21a, 21b) zum seitlichen Ausrichten je Stapel (16a, 16b) einen unabhängigen Antrieb aufweisen. - Anleger für eine Stanz- oder Prägevorrichtung (1) nach einem der Ansprüche 10 bis 11
dadurch gekennzeichnet, dass die Seitenmarken (21a, 21b) aller Stapel (16a, 16b) die jeweiligen Bogen (6, 6a, 6b) gleichzeitig ausrichten. - Anleger für eine Stanz- oder Prägevorrichtung (1) nach einem der Ansprüche 10 bis 12
dadurch gekennzeichnet, dass die Mittel (20a, 20b, 21a, 21b, 30, 32, 40, 40a, 40b, 42a, 42b) zum Anlegen wenigstens je Stapel (16a, 16b) eine Vordermarke aufweisen zum Ausrichten der Frontseite der Bogen (6, 6a, 6b). - Stanz- oder Prägevorrichtung (1),
dadurch gekennzeichnet, dass diese ein Anleger (30) gemäß einem der Ansprüche 1 bis 13 umfasst. - Stanz- oder Prägevorrichtung nach Anspruch 14
dadurch gekennzeichnet, dass die Stanz- oder Prägevorrichtung (1) Greifer (18a, 18b) auf einer Greiferstange (8) aufweist, zum Transport der Bogen (6, 6a, 6b) durch die Stanz- oder Prägevorrichtung (1), wobei Greifer (18a, 18b) und Greiferstange (8) derart ausgestaltet sind, dass die Greifer (18a, 18b) variabel an der Greiferstange (8) anbringbar sind. - Stanz- oder Prägevorrichtung nach einem der Ansprüche 14 bis 15
dadurch gekennzeichnet, dass die Stanz- oder Prägevorrichtung (1) Feinjustagemittel aufweist, wobei jedem Stapel (16a, 16b) ein Satz von Feinjustagemitteln zugeordnet sind. - Stanz- oder Prägevorrichtung nach einem der Ansprüche 14 bis 16
dadurch gekennzeichnet, dass die Stanz- oder Prägevorrichtung (1) eine Vorstapeleinrichtung umfasst, die derart ausgestaltet ist, dass diese zur Erzeugung von mehreren ausgerichteten Stapeln (16a, 16b) auf einer Palette geeignet ist. - Stanz oder Prägevorrichtung nach einem der Ansprüche 14 bis 17
dadurch gekennzeichnet, dass es sich bei der Stanz- oder Prägevorrichtung (1) um eine großformatige Stanz- oder Prägevorrichtung (1) handelt und bei den Bogen (6, 6a, 6b) um kleinformatige Bogen (6, 6a, 6b), insbesondere um eine Stanz- oder Prägevorrichtung (1) für einen 105 x 74, insbesondere um eine Flachbett Stanz- oder Prägevorrichtung, und bei den Bogen (6, 6a, 6b) vom 50 x 70 Format, - Verfahren zum Stanzen oder Prägen von Bogen (6, 6a, 6b) mit einer Stanz- oder Prägevorrichtung (1)
gekennzeichnet durch
die Verfahrensschritte:a) Anlegen von Bogen (6, 6a, 6b) an die Stanz- oder Prägevorrichtung (1) von in Transportrichtung (TB) nebeneinander angeordneten Stapeln (16a, 16 b) von Bogen (6, 6a, 6b).b) Stanzen der Bogen (6, 6a, 6b), die von den nebeneinander angeordneten Stapeln (16a, 16b) angelegt werden. - Verfahren nach Anspruch 19
dadurch gekennzeichnet, dass das Stanzen der Bogen (6, 6a, 6b) von unterschiedlichen Stapeln (16a, 16b) gleichzeitig erfolgt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004012694 | 2004-03-16 | ||
| DE102004012694A DE102004012694A1 (de) | 2004-03-16 | 2004-03-16 | Anleger für eine Stanz- oder Prägevorrichtung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1577239A2 true EP1577239A2 (de) | 2005-09-21 |
| EP1577239A3 EP1577239A3 (de) | 2006-05-31 |
| EP1577239B1 EP1577239B1 (de) | 2008-07-23 |
Family
ID=34833128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05101440A Not-in-force EP1577239B1 (de) | 2004-03-16 | 2005-02-25 | Anleger für eine Stanz- oder Prägevorrichtung |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7516952B2 (de) |
| EP (1) | EP1577239B1 (de) |
| JP (1) | JP2005263494A (de) |
| CN (1) | CN100513278C (de) |
| AT (1) | ATE402109T1 (de) |
| DE (2) | DE102004012694A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITUD20080197A1 (it) * | 2008-09-12 | 2010-03-13 | Panotec Srl | Apparecchiatura per il caricamento di un materiale relativamente rigido, ad esempio cartone, e relativo procedimento di caricamento |
| EP2746007B1 (de) * | 2012-12-21 | 2018-08-22 | Heidelberger Druckmaschinen AG | Fertigungssystem und Fertigungsverfahren mit Flachbett- und Rotationsstanze |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006049111A1 (de) * | 2006-10-18 | 2008-04-30 | Heidelberger Druckmaschinen Ag | Flachbett-Bogenstanzmaschine |
| DE102006053577A1 (de) * | 2006-11-14 | 2008-05-15 | Heidelberger Druckmaschinen Ag | Flachbett-Bogenstanzmaschine |
| DE102007053806A1 (de) * | 2007-11-12 | 2009-05-14 | Heidelberger Druckmaschinen Ag | Rotationsprägeeinrichtung |
| DE102008005214A1 (de) | 2008-01-18 | 2009-07-23 | Gallus Stanz- Und Druckmaschinen Gmbh | Flachbettstanzmodul zum Stanzen eines Bedruckstoffes und Flachbettstanze |
| DE102008058806A1 (de) * | 2008-11-24 | 2010-05-27 | Joachim Jakob | Vorrichtung zum Bearbeiten eines Werkstoffstreifens |
| US8066198B2 (en) * | 2009-01-16 | 2011-11-29 | Dana Canada Corporation | Valve apparatus for regulating a heat exchange liquid |
| IL240822B (en) | 2014-09-23 | 2020-03-31 | Heidelberger Druckmasch Ag | Sheet feeding device |
| CN104495432B (zh) * | 2014-12-16 | 2018-01-09 | 陈小东 | 自动压痕系统和自动压痕方法 |
| JP6932380B2 (ja) * | 2018-09-05 | 2021-09-08 | 株式会社ウエーブ | 箔押し機用給排紙方法および装置 |
| EP3838524A1 (de) * | 2019-12-18 | 2021-06-23 | Heidelberger Druckmaschinen AG | Verfahren zum betreiben einer flachbettstanze |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2146945A (en) * | 1936-07-31 | 1939-02-14 | Ehrig Hans | Sheet feeder |
| US3391924A (en) * | 1966-07-29 | 1968-07-09 | Addressograph Multigraph | Sheet feeding mechanism |
| US3756586A (en) * | 1971-12-16 | 1973-09-04 | Ibm | Selective cut sheet feed device |
| DE3044083A1 (de) * | 1980-11-24 | 1982-09-09 | Wupa-Maschinenfabrik GmbH, 4057 Brüggen | Stanzeinrichtung |
| DE3701603A1 (de) * | 1987-01-21 | 1988-08-04 | Jagenberg Ag | Flachbett-bogenstanzmaschine, insbesondere zur herstellung von papier- oder kartonzuschnitten |
| US5570172A (en) * | 1995-01-18 | 1996-10-29 | Xerox Corporation | Two up high speed printing system |
| DE19516073A1 (de) * | 1995-05-04 | 1996-11-07 | Wupa Maschinen & Service Gmbh | Vorrichtung zum Stanzen von Nutzen aus Bögen |
| DE19516022A1 (de) * | 1995-05-04 | 1996-11-07 | Wupa Maschinen & Service Gmbh | Vorrichtung zum Greifen von Bögen |
| EP0976673A2 (de) * | 1998-07-28 | 2000-02-02 | Heidelberger Druckmaschinen Aktiengesellschaft | Zuführeinrichtung für flache Produkte |
| EP1074496A1 (de) * | 1999-07-26 | 2001-02-07 | Grapha Holding AG | Vorrichtung zum Zusammentragen von Druckprodukten |
| DE10141964A1 (de) * | 2001-08-23 | 2003-03-20 | Bielomatik Leuze & Co | Verfahren und Vorrichtung zum Stapeln von Riesen |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2060800A (en) * | 1935-12-06 | 1936-11-17 | Ehrig Hans | Sheet feeder |
| DE1816425A1 (de) * | 1968-12-21 | 1970-06-25 | Mabeg Maschb Gmbh Nachf Hense | Einrichtung an einer pneumatischen Bogentrennvorrichtung |
| DE2802596A1 (de) * | 1978-01-21 | 1979-07-26 | Schuler Gmbh L | Vorrichtung zum entstapeln und abfoerdern tafelfoermiger werkstuecke |
| CH681873A5 (de) * | 1990-04-09 | 1993-06-15 | Bobst Sa | |
| DE4129029A1 (de) * | 1991-08-31 | 1993-03-04 | Blohm Voss Ag | Flachbett-stanzmaschine zum stanzen von flachen gegenstaenden, insbesondere boegen aus papier, pappe oder dergleichen |
| DE4218788A1 (de) * | 1992-06-06 | 1993-12-09 | Bartling Werke Friedr Aug Bart | Vorrichtung zur Fertigung von Schalen o. dgl. aus einer Kartonbahn |
| DE19755519C2 (de) * | 1997-12-13 | 2003-11-27 | Koenig & Bauer Ag | Vorrichtung zum Zuführen von Bogen |
| DE10216134A1 (de) * | 2002-04-12 | 2003-10-23 | Koenig & Bauer Ag | Verfahren zum wahlweisen Zuführen von Bogen oder Vorlaufbogen |
-
2004
- 2004-03-16 DE DE102004012694A patent/DE102004012694A1/de not_active Withdrawn
-
2005
- 2005-02-25 DE DE502005004767T patent/DE502005004767D1/de active Active
- 2005-02-25 EP EP05101440A patent/EP1577239B1/de not_active Not-in-force
- 2005-02-25 AT AT05101440T patent/ATE402109T1/de not_active IP Right Cessation
- 2005-03-15 JP JP2005072656A patent/JP2005263494A/ja not_active Withdrawn
- 2005-03-16 US US11/081,482 patent/US7516952B2/en not_active Expired - Fee Related
- 2005-03-16 CN CNB2005100558235A patent/CN100513278C/zh not_active Expired - Fee Related
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2146945A (en) * | 1936-07-31 | 1939-02-14 | Ehrig Hans | Sheet feeder |
| US3391924A (en) * | 1966-07-29 | 1968-07-09 | Addressograph Multigraph | Sheet feeding mechanism |
| US3756586A (en) * | 1971-12-16 | 1973-09-04 | Ibm | Selective cut sheet feed device |
| DE3044083A1 (de) * | 1980-11-24 | 1982-09-09 | Wupa-Maschinenfabrik GmbH, 4057 Brüggen | Stanzeinrichtung |
| DE3701603A1 (de) * | 1987-01-21 | 1988-08-04 | Jagenberg Ag | Flachbett-bogenstanzmaschine, insbesondere zur herstellung von papier- oder kartonzuschnitten |
| US5570172A (en) * | 1995-01-18 | 1996-10-29 | Xerox Corporation | Two up high speed printing system |
| DE19516073A1 (de) * | 1995-05-04 | 1996-11-07 | Wupa Maschinen & Service Gmbh | Vorrichtung zum Stanzen von Nutzen aus Bögen |
| DE19516022A1 (de) * | 1995-05-04 | 1996-11-07 | Wupa Maschinen & Service Gmbh | Vorrichtung zum Greifen von Bögen |
| EP0976673A2 (de) * | 1998-07-28 | 2000-02-02 | Heidelberger Druckmaschinen Aktiengesellschaft | Zuführeinrichtung für flache Produkte |
| EP1074496A1 (de) * | 1999-07-26 | 2001-02-07 | Grapha Holding AG | Vorrichtung zum Zusammentragen von Druckprodukten |
| DE10141964A1 (de) * | 2001-08-23 | 2003-03-20 | Bielomatik Leuze & Co | Verfahren und Vorrichtung zum Stapeln von Riesen |
Non-Patent Citations (2)
| Title |
|---|
| KIPPHAN,H: "Handbook of Print Media" 2001, SPRINGER , BERLIN , XP002349141 ISBN: 3-540-67326-1 * Seite 229 - Seite 235 * * |
| MARTIN ECKHARD: "Effizienz im Service" VERPACKUNGSRUNDSCHAU, [Online] 1999, XP002375124 Gefunden im Internet: URL:www.verpackungsrundschau.de/Archiv/ hefte/interpck/1999/deutsch/ipa99d_2.pdf> [gefunden am 2006-03-30] * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITUD20080197A1 (it) * | 2008-09-12 | 2010-03-13 | Panotec Srl | Apparecchiatura per il caricamento di un materiale relativamente rigido, ad esempio cartone, e relativo procedimento di caricamento |
| WO2010029418A3 (en) * | 2008-09-12 | 2010-07-15 | Panotec Srl | Apparatus for loading a relatively rigid material, for example cardboard, and relative loading method |
| CN102196978A (zh) * | 2008-09-12 | 2011-09-21 | 帕诺特克科学研究室 | 用于装载如纸板的相对刚性的材料的设备和相关的装载方法 |
| US8690146B2 (en) | 2008-09-12 | 2014-04-08 | Panotec Srl | Apparatus for loading a relatively rigid material, for example cardboard, and relative loading method |
| CN102196978B (zh) * | 2008-09-12 | 2014-12-10 | 帕诺特克科学研究室 | 用于装载如纸板的相对刚性的材料的设备和相关的装载方法 |
| EP2746007B1 (de) * | 2012-12-21 | 2018-08-22 | Heidelberger Druckmaschinen AG | Fertigungssystem und Fertigungsverfahren mit Flachbett- und Rotationsstanze |
| US10336567B2 (en) | 2012-12-21 | 2019-07-02 | Gallus Stanz- Und Druckmaschinen Gmbh | Manufacturing system with flat-bed and rotary diecutters and method for operating the manufacturing system |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1669895A (zh) | 2005-09-21 |
| DE102004012694A1 (de) | 2005-10-06 |
| US7516952B2 (en) | 2009-04-14 |
| CN100513278C (zh) | 2009-07-15 |
| EP1577239A3 (de) | 2006-05-31 |
| US20050206066A1 (en) | 2005-09-22 |
| ATE402109T1 (de) | 2008-08-15 |
| EP1577239B1 (de) | 2008-07-23 |
| JP2005263494A (ja) | 2005-09-29 |
| DE502005004767D1 (de) | 2008-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1577239B1 (de) | Anleger für eine Stanz- oder Prägevorrichtung | |
| DE102004058599B4 (de) | Vorrichtung zur veredelnden Bearbeitung von bogenförmigen Substraten | |
| EP1882657B1 (de) | Bogenbremsvorrichtung | |
| EP1914049B1 (de) | Flachbett-Bogenstanzmaschine | |
| EP2452790B1 (de) | Bearbeitungsstation für eine Stanzmaschine und Verfahren zur Probebogenauslage | |
| DE102008048287A1 (de) | Vorrichtung und Verfahren zum Falzen von Bogen | |
| DE102013010750A1 (de) | Bogenanleger und Verfahren zur Schuppenstrombildung | |
| DE102007020496A1 (de) | Bogenstanz- und -prägemaschine | |
| DE102007002154A1 (de) | Vorrichtung und Verfahren zum Ausrichten von Bogenstapel | |
| WO2021233592A1 (de) | Bogenbearbeitungsmaschine mit zumindest einem übergabetransportsystem und verfahren zum transport von bogen in einer bogenbearbeitungsmaschine | |
| DE102013000299A1 (de) | Verfahren zum Einstellen der Presskraft einer Stanzmaschine | |
| EP1935820B1 (de) | Bogenbearbeitungsmaschine mit Bogenbremsvorrichtung und Verfahren zum Reinigen einer Bogenbremsvorrichtung | |
| EP2165954B1 (de) | Bogenverarbeitungsmaschine und Verfahren zum Ablegen von Bogen | |
| DE19543382C2 (de) | Verfahren zum Vereinzeln von Bogen und Anleger für eine Bogendruckmaschine zur Durchführung des Verfahrens | |
| DE102006049112A1 (de) | Flachbrett-Bogenstanzmaschine | |
| EP1431011B1 (de) | Bogenstanz- und -prägemaschine | |
| EP3994088B1 (de) | Stanzmaschine mit einem als kettengreifersystem ausgebildeten transportsystem und ein verfahren zum öffnen zumindest eines halteelements | |
| DE202007012356U1 (de) | Hinterkantenbremssystem | |
| DE102005058521A1 (de) | Bogendruckmaschine | |
| EP1219556B1 (de) | Verfahren und Einrichtung zur Herstellung eines Druckerzeugnisses mit Druckwerk, Schneidwerk und Stapeleinheit | |
| DE102014013669A1 (de) | Stanzmaschine mit Greiferrandausstreifer | |
| EP3527387B1 (de) | Druckeinrichtung, verarbeitungssystem und verfahren zum bedrucken eines oder mehrerer nutzen eines zu verarbeitenden bogenförmigen substrats | |
| DE102019128981B4 (de) | Bogenbearbeitungsmaschine mit einem als Kettengreifersystem ausgebildeten Transportsystem und ein Verfahren zum Verstellen eines Kettengreiferöffners | |
| DE102011113993A1 (de) | Verfahren zum Zurichten eines Stanzwerkzeuges und Bogenstanzstation mit ansaugbarer Abdeckplatte | |
| EP3527388B1 (de) | Verfahren und vorrichtung zum bedrucken eines oder mehrerer nutzen eines zu verarbeitenden bogenförmigen substrats |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BITTNER, WOLFGANG Inventor name: PUETZ, ANDRE Inventor name: KLAASSEN, GERHARD Inventor name: KOEPKE, PETER |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20061130 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070117 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005004767 Country of ref document: DE Date of ref document: 20080904 Kind code of ref document: P |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081103 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081023 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081223 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20090424 |
|
| BERE | Be: lapsed |
Owner name: HEIDELBERGER DRUCKMASCHINEN A.G. Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090225 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090302 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090225 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20110225 Year of fee payment: 7 Ref country code: DE Payment date: 20110228 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005004767 Country of ref document: DE Effective date: 20120901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120901 |