EP0958905A1 - Method for obtaining shiny-surfaced objects using a cementitious material - Google Patents
Method for obtaining shiny-surfaced objects using a cementitious material Download PDFInfo
- Publication number
- EP0958905A1 EP0958905A1 EP98109001A EP98109001A EP0958905A1 EP 0958905 A1 EP0958905 A1 EP 0958905A1 EP 98109001 A EP98109001 A EP 98109001A EP 98109001 A EP98109001 A EP 98109001A EP 0958905 A1 EP0958905 A1 EP 0958905A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheeting
- mould
- cast
- plastic
- previous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0064—Moulds characterised by special surfaces for producing a desired surface of a moulded article, e.g. profiled or polished moulding surfaces
- B28B7/0067—Moulds characterised by special surfaces for producing a desired surface of a moulded article, e.g. profiled or polished moulding surfaces with polished or glossy moulding surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/36—Linings or coatings, e.g. removable, absorbent linings, permanent anti-stick coatings; Linings becoming a non-permanent layer of the moulded article
- B28B7/364—Linings or coatings, e.g. removable, absorbent linings, permanent anti-stick coatings; Linings becoming a non-permanent layer of the moulded article of plastic material or rubber
Definitions
- the present invention concerns a method of improving the appearance of the surface of any cementitious structure or object, and in particular it relates to a method for obtaining a reflective surface similar to that of polished stone, marble or glazed ceramic using a cementitious material.
- moulds of plywood coated with synthetic resin (or with Formica) or moulds of metal are used, in particular for casting prefabricated elements, leaving the cast to cure for a suitable time.
- synthetic resin or with Formica
- Formica Formica covering in his moulds to cast concrete with a bright and translucent quality.
- the mould of a shiny appearance will impart these shiny properties to the poured concrete.
- the current moulds are too expensive to be left in contact with the concrete for the curing time necessary to achieve a shiny effect.
- the material is cast into contact with a sheeting made of a plastic or plastic-like material; after casting, the cast is left to cure with the sheeting attached thereon, whereby the cementitious material becomes shiny in contact with the sheeting during the curing time. The sheeting is finally removed.
- the object is left with an extremely smooth and shiny surface. Since the cost of the plastic is low, it can be left to cure on the cast for the required time.
- a detachable covering (or sealed) polyethylene sheeting unit of the same size as the inside of the mould can be used. The elements can be left in a stacking area with the plastic sheeting still attached to the cement surface for the full curing time, while the mould can be reused.
- Plastics to be used are in particular polyethylene, polycarbonate and PVC.
- the standard time at an average temperature of 20° C is approx. 7/8 days to impart a shiny surface.
- the required curing time decreases with higher temperatures or faster curing cementitious materials.
- the following example relates to the manufacturing of marble-like tiles and large flat slabs such as cladding or facing for buildings.
- cement mixers containing variously coloured concrete mixes.
- the concrete mixes flow down, past flow regulators 5 into a general mixing container 6, where the coloured concrete mixes are only partly mixed, before being released through a delivery nozzle 7 onto a band-like polyethylene sheeting 8, which is unrolled from a coil 10 onto a conveyor belt 11 moving below nozzle 7.
- Sheeting 8 can be optionally pre-moulded in order to provide it with trays 9 having the shape of the tiles to be manufactured.
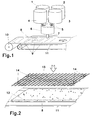
- a layer of coloured mixture 12 is poured on sheeting 8, as shown in figure 2, and then moved along belt 11, where an optional reinforcement steel framework 13 is sunk into it, the mixture being still wet.
- Framework 13 is provided with upwardly extending attachment rings 14 for the final mounting of the tiles.
- a strengthening backside layer 15 of standard grey concrete is then poured from a nozzle 16 onto coloured layer 12, leaving rings 14 uncovered.
- layer 12 can be very thin, relatively expensive coloured concrete being used minimally, while inexpensive, standard concrete is used for the backside of the tiles, where it remains invisible.
- Sheeting 8 is then fed from belt 11 to a flat and level board 16, where it is cut by a matrix 17, which gives the tile the required outline. If the plastic of sheeting 8 hasn't been pre-moulded matrix 17 cuts both layers 12 and 15 and sheeting 8 (as in figure 4). If it has been pre-moulded then only sheeting 8 is cut at this stage, as pre-moulded trays 9 have acted as containers for the concrete poured thereinto.
- the tile is then moved on its board and placed in a drying rack 18 where it is left to set, as shown in figure 5.
- the cut object must be placed on a perfectly flat surface, the concrete being still wet.
- the tile can be stacked vertically, as in figure 6, with plastic sheeting 8 still attached to the surface for the full curing time needed.
- a polyethylene liner or bag of a slightly smaller shape can be placed inside the steel mould prior to the concrete pouring.
- a steel mould 19 of double curvature is formed by curved plates 22 respectively connected at their edges by clamps 23.
- a flexible plastic sleeve 20 is inserted within mould 19, sleeve 20 being slightly smaller than the inside of the mould.
- the rims of sleeve 20 have the same length of the respective chords subtended by arc-shaped edges of plates 22. In this way sleeve 20 has no complicated double curvature and when concrete is poured in, as in figure 9 from a delivery nozzle 24, it can stretch, perfectly taking the shape of mould 19.
- Sleeve 20 has strips 21 extending along its lateral corner seams, which, when sleeve 20 is placed inside mould 19, are clamped in between steel plates 22, by way of clamps 23. After the object has set mould 19 may be removed leaving it protected in the plastic sleeve 20 for its complete curing time. Conventional reinforcement can be applied prior to casting.
- the shiny surfaced objects obtained with the method according to the present invention are an attractive and cost effective improvement to ordinary cast concrete.
- the above method will produce outstanding artificial marbles, granites, polished stones and glazed ceramics, and a large range of new decorative effects when white or grey cement is combined with suitable colours and relevant casting and mixing techniques.
Abstract
The invention describes a method for obtaining a
reflective or polished-like surface (similar to that of
polished stone) using a plastic lining (8, 20) as the
surface of the mould (22). The plastic lining (8, 20)
must be left attached to the surface of the cementitious
mixture for a predetermined curing time. The cementitious
mixture will then achieve the required surface quality.
The use of e.g. polyethylene sheeting in a structural
mould has the advantage that it can be left on the object
for the desired curing time after the structural mould
(22) has been removed for further immediate casting. This
is convenient because the plastic has a low cost and is
recyclable.
Description
- The present invention concerns a method of improving the appearance of the surface of any cementitious structure or object, and in particular it relates to a method for obtaining a reflective surface similar to that of polished stone, marble or glazed ceramic using a cementitious material.
- It is commonly known that the conventional aspect of cast concrete is of a dull grey and matt appearance, which has led to its general unpopularity although its functional convenience has enormous advantages in the construction industry. In the concrete market the use of coloured white cement is growing and market demand has required that concrete should have a more natural appearance (rock like, stone like etc.); as a consequence there has been a general tendency to try to change the aesthetic characteristics of cement.
- As a general rule a cementitious material will always take on the textural appearance of the surface of the mould. Conventional casting in the construction industry usually makes use of moulds of wood (pine or fir). In this case the cast object has a rough and opaque surface with visible graining.
- To give a smoother aspect to the surface of the cast object, moulds of plywood coated with synthetic resin (or with Formica) or moulds of metal are used, in particular for casting prefabricated elements, leaving the cast to cure for a suitable time. For instance, the architect Paolo Portoghesi in his construction of the Rome mosque used Formica covering in his moulds to cast concrete with a bright and translucent quality. Obviously the smoother the internal surface of the mould is, the better the result. For instance, the mould of a shiny appearance will impart these shiny properties to the poured concrete. However, the current moulds are too expensive to be left in contact with the concrete for the curing time necessary to achieve a shiny effect.
- It has been now surprisingly discovered a method which allows the obtaining of shiny-surfaced objects using a cementitious material with a considerably lower cost than that of the above described known systems, and, thanks to this, the actual carrying out a large range of high-quality aesthetic solutions and of new decorative effects so far unseen in concrete, by way of a simple use of this cheap and widespread material.
- According to an essential feature of the method of the invention, the material is cast into contact with a sheeting made of a plastic or plastic-like material; after casting, the cast is left to cure with the sheeting attached thereon, whereby the cementitious material becomes shiny in contact with the sheeting during the curing time. The sheeting is finally removed.
- In this way, if the cementitious material is poured for instance into direct contact with a common, low-cost plastic (e.g. polyethylene) sheeting, when the dried concrete and the plastic sheeting are detached, the object is left with an extremely smooth and shiny surface. Since the cost of the plastic is low, it can be left to cure on the cast for the required time. In particular and advantageously, in case of the casting of pre-fabricated elements, a detachable covering (or sealed) polyethylene sheeting unit of the same size as the inside of the mould can be used. The elements can be left in a stacking area with the plastic sheeting still attached to the cement surface for the full curing time, while the mould can be reused.
- Plastics to be used are in particular polyethylene, polycarbonate and PVC. Using standard concrete (cement 3.25 N/mm2, water/cement ratio = 0.45, cement/inerts ratio = 0.333) the standard time at an average temperature of 20° C is approx. 7/8 days to impart a shiny surface. The required curing time decreases with higher temperatures or faster curing cementitious materials.
- Other features and advantages of the method according to the present invention will be apparent from the following description of its embodiments, which have to be intended only as examples and not limitations, with reference to the attached drawings in which:
- figures 1 to 6 schematically show successive steps of a procedure for the manufacture of pre-fabricated substantially bidimensional elements according to the method disclosed in the present invention;
- figure 7 schematically represents a mould for the casting of a pre-fabricated tridimensional, multi-surfaced element according to the method disclosed in the present invention;
- figure 8 represents a lining to be placed in the mould of figure 7;
- figure 9 represents the assembly between the mould of figure 7 and the lining of figure 8.
- With reference to figures from 1 to 6, the following example relates to the manufacturing of marble-like tiles and large flat slabs such as cladding or facing for buildings.
- With reference now in particular to figure 1, with 1, 2, 3 and 4 are indicated four cement mixers containing variously coloured concrete mixes. The concrete mixes flow down,
past flow regulators 5 into ageneral mixing container 6, where the coloured concrete mixes are only partly mixed, before being released through adelivery nozzle 7 onto a band-like polyethylene sheeting 8, which is unrolled from acoil 10 onto aconveyor belt 11 moving belownozzle 7. Sheeting 8 can be optionally pre-moulded in order to provide it withtrays 9 having the shape of the tiles to be manufactured. - A layer of
coloured mixture 12 is poured on sheeting 8, as shown in figure 2, and then moved alongbelt 11, where an optionalreinforcement steel framework 13 is sunk into it, the mixture being still wet.Framework 13 is provided with upwardly extendingattachment rings 14 for the final mounting of the tiles. - With reference to figures 3 and 4, a strengthening
backside layer 15 of standard grey concrete is then poured from anozzle 16 ontocoloured layer 12, leavingrings 14 uncovered. In thisway layer 12 can be very thin, relatively expensive coloured concrete being used minimally, while inexpensive, standard concrete is used for the backside of the tiles, where it remains invisible. Sheeting 8 is then fed frombelt 11 to a flat andlevel board 16, where it is cut by amatrix 17, which gives the tile the required outline. If the plastic ofsheeting 8 hasn't been pre-mouldedmatrix 17 cuts bothlayers trays 9 have acted as containers for the concrete poured thereinto. - The tile is then moved on its board and placed in a
drying rack 18 where it is left to set, as shown in figure 5. During this initial curing time the cut object must be placed on a perfectly flat surface, the concrete being still wet. As soon as it has set, the tile can be stacked vertically, as in figure 6, withplastic sheeting 8 still attached to the surface for the full curing time needed. - The tile is then conveniently protected by sheeting 8 until it is fitted in its final position. When this occurs
sheeting 8 is removed, leaving the surface oflayer 12 with a smooth, shiny appearance. - It has to be pointed out that, even if reference was made to a pouring of the coloured cementitious mixture from above onto
sheeting 8, it can be squirted, blobbed or sprayed to achieve the same results. - According to the invention, when casting concrete in a conventional steel mould for large or small prefabricated multi-surfaced shapes a polyethylene liner or bag of a slightly smaller shape can be placed inside the steel mould prior to the concrete pouring.
- With reference to figures 7 to 9, a
steel mould 19 of double curvature is formed bycurved plates 22 respectively connected at their edges byclamps 23. In use, a flexibleplastic sleeve 20 is inserted withinmould 19,sleeve 20 being slightly smaller than the inside of the mould. In particular, in the depicted embodiment, the rims ofsleeve 20 have the same length of the respective chords subtended by arc-shaped edges ofplates 22. In thisway sleeve 20 has no complicated double curvature and when concrete is poured in, as in figure 9 from adelivery nozzle 24, it can stretch, perfectly taking the shape ofmould 19.Sleeve 20 hasstrips 21 extending along its lateral corner seams, which, whensleeve 20 is placed insidemould 19, are clamped in betweensteel plates 22, by way ofclamps 23. After the object has setmould 19 may be removed leaving it protected in theplastic sleeve 20 for its complete curing time. Conventional reinforcement can be applied prior to casting. - The above method applies also in the construction of walls in situ using conventional concrete casting, but ordinary wood panelling is used instead of steel plates. If only one special shiny surface is required the plastic is stretched over the relevant wood panelling with a means of maintaining it on the concrete after the wood panelling has been removed.
- The shiny surfaced objects obtained with the method according to the present invention are an attractive and cost effective improvement to ordinary cast concrete. The above method will produce outstanding artificial marbles, granites, polished stones and glazed ceramics, and a large range of new decorative effects when white or grey cement is combined with suitable colours and relevant casting and mixing techniques.
- These techniques of imitating marble and stone are substantially known per se if carried out with gypsum (the so-called "scagliola" technique), but allow brilliant and unknown achievements if combined with the method according to the invention. In the prior art the use of the "scagliola" technique with a cementitious material was prevented because, according to this technique, to create a smooth marble- or stone- like surface, the material has necessarily to be sanded and/or polished. While the sanding of coloured gypsum doesn't involve any problems, this material not containing any structural aggregate and being used only with a decorative function, the sanding of concrete exposes its inerts and aggregates, impairing the final appearance of the object.
- With the above method, when the appropriate coloured cementitious mixture is applied to the plastic it can contain any modern cement aggregate. These will not be exposed as the skin formed on the plastic is composed of the finest inerts and cement. It is the skin itself that contains the marble or stone-like appearance and therefore no further polishing is required. All the aggregates are left intact and money can be saved since expensive grinding treatments are avoided. According to various mixing and application methods an infinite range of decorative effects and designs can be achieved.
- Besides, marquetry and stone inlay are easily achievable as the cementitious mixture can be cut in its wet form, or poured into shapes onto the plastic and thus variously coloured surfaces can be juxtaposed, which bond each other as they cure. Finally, the plastic enhances the subtlety of colour gradation and depth due to its water-repellent properties.
- Even if reference was made to a sheeting made of a plastic material, this being the most advantageous solution, other suitable smooth-surfaced, waterproof materials can be used, e.g. rubber, latex, leather and similar.
- Variations and/or modifications can be brought to the method for obtaining shiny-surfaced objects using a cementitious material according to the present invention, without departing from the scope of the invention itself as stated in the appended claims.
Claims (9)
- A method for obtaining shiny-surfaced objects using a cementitious material characterised in that it comprises the following steps:casting said material into contact with a sheeting (8, 20) made of a plastic or plastic-like material;leaving the cast to cure with said sheeting (8, 20) attached thereon, whereby said cementitious material becomes shiny in contact with said sheeting (8, 20) during the curing time;removing said sheeting (8, 20).
- The method according to claim 1, wherein said object is cast in a mould (22), said sheeting being made by a lining (20) which internally covers said mould (22), said mould being removed during the curing time, leaving said cast to complete the cure with said lining (20) attached thereon.
- The method according to the previous claims, wherein said sheeting (8, 22) is left attached to said cast object until said object is placed in its final position.
- The method according to the previous claims, wherein said lining is a bag (20) of substantially the same shape of the inside of said mould (22).
- The method according to claims 1 to 3, wherein said sheeting is made by a continuous band (8) unwound from a coil (10), which is cut after the casting to form substantially bidimensional panels.
- The method according to claim 5, wherein said band (8) is pre-moulded.
- The method according to the previous claims, wherein said plastic material is chosen among the group consisting of polyethylene, polycarbonate and PVC.
- The method according to the previous claims, wherein said cementitious material contains coloured, cement compatible pigments.
- The method according to the previous claims, wherein said cast is cut in its wet form, or poured into shapes onto said sheeting, to carry out variously coloured juxtaposed surfaces.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP98109001A EP0958905A1 (en) | 1998-05-18 | 1998-05-18 | Method for obtaining shiny-surfaced objects using a cementitious material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP98109001A EP0958905A1 (en) | 1998-05-18 | 1998-05-18 | Method for obtaining shiny-surfaced objects using a cementitious material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0958905A1 true EP0958905A1 (en) | 1999-11-24 |
Family
ID=8231953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98109001A Withdrawn EP0958905A1 (en) | 1998-05-18 | 1998-05-18 | Method for obtaining shiny-surfaced objects using a cementitious material |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0958905A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1321257A2 (en) * | 2001-12-20 | 2003-06-25 | Johannes Peine | Process and device for producing building components |
| WO2006048350A2 (en) * | 2004-09-20 | 2006-05-11 | Luca Toncelli | Method for manufacturing articles in the form of thin slabs of composite stone and resultant articles |
| EP1685932B1 (en) * | 2005-01-28 | 2010-05-05 | Fermacell GmbH | Method and device for the production of a lightweight building board and lightweight building board |
| US20130216761A1 (en) * | 2010-07-14 | 2013-08-22 | Sadler Ip Pty Ltd | Packaging cementitious products |
| EP2593280A4 (en) * | 2009-07-14 | 2015-05-06 | Abbey And Pride Ip Pty Ltd | Packaging cementitious products |
| EP2747995A4 (en) * | 2011-07-27 | 2016-03-16 | Abbey And Pride Ip Pty Ltd | Laminated product produced by placing one layer onto a semi set partially cured base layer. |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR579365A (en) * | 1923-06-16 | 1924-10-15 | Process for obtaining polished cement surfaces | |
| US2321638A (en) * | 1940-08-23 | 1943-06-15 | Francis A Williams | Coated mold and method of molding concrete |
| FR1553609A (en) * | 1967-02-21 | 1969-01-10 | ||
| US3995086A (en) * | 1975-06-27 | 1976-11-30 | Mark Plunguian | Shaped articles of hydraulic cement compositions and method of making same |
| FR2359691A1 (en) * | 1976-07-28 | 1978-02-24 | Feldmuehle Anlagen Prod | PROCESS FOR THE MANUFACTURING OF FINISHED CONCRETE AND MOLD PARTS FOR THE IMPLEMENTATION OF THIS PROCESS |
| US4088808A (en) * | 1976-01-16 | 1978-05-09 | Cornwell Charles E | Shaped articles of hydraulic cement compositions with a glossy reflective surface and reinforced with fiber glass |
| DD136828A1 (en) * | 1978-05-16 | 1979-08-01 | Paul F J Kohnert | METHOD FOR THE PRODUCTION OF MARKET OF MARKET |
| US4702877A (en) * | 1985-12-31 | 1987-10-27 | Davis Jr Lindsey B | Method for molding concrete blocks or bricks |
| CH665244A5 (en) * | 1985-04-17 | 1988-04-29 | Bsa Ingenieurs Conseils | Oblong constructional component prodn. method - pours or injects material inside sheet inserted in mould which is remove for use leaving smooth non-porous surface |
| JPS63306003A (en) * | 1987-06-08 | 1988-12-14 | Asahi Chem Ind Co Ltd | Surface treatment of concrete |
-
1998
- 1998-05-18 EP EP98109001A patent/EP0958905A1/en not_active Withdrawn
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR579365A (en) * | 1923-06-16 | 1924-10-15 | Process for obtaining polished cement surfaces | |
| US2321638A (en) * | 1940-08-23 | 1943-06-15 | Francis A Williams | Coated mold and method of molding concrete |
| FR1553609A (en) * | 1967-02-21 | 1969-01-10 | ||
| US3995086A (en) * | 1975-06-27 | 1976-11-30 | Mark Plunguian | Shaped articles of hydraulic cement compositions and method of making same |
| US4088808A (en) * | 1976-01-16 | 1978-05-09 | Cornwell Charles E | Shaped articles of hydraulic cement compositions with a glossy reflective surface and reinforced with fiber glass |
| FR2359691A1 (en) * | 1976-07-28 | 1978-02-24 | Feldmuehle Anlagen Prod | PROCESS FOR THE MANUFACTURING OF FINISHED CONCRETE AND MOLD PARTS FOR THE IMPLEMENTATION OF THIS PROCESS |
| DD136828A1 (en) * | 1978-05-16 | 1979-08-01 | Paul F J Kohnert | METHOD FOR THE PRODUCTION OF MARKET OF MARKET |
| CH665244A5 (en) * | 1985-04-17 | 1988-04-29 | Bsa Ingenieurs Conseils | Oblong constructional component prodn. method - pours or injects material inside sheet inserted in mould which is remove for use leaving smooth non-porous surface |
| US4702877A (en) * | 1985-12-31 | 1987-10-27 | Davis Jr Lindsey B | Method for molding concrete blocks or bricks |
| JPS63306003A (en) * | 1987-06-08 | 1988-12-14 | Asahi Chem Ind Co Ltd | Surface treatment of concrete |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 013, no. 140 (M - 810) 6 April 1989 (1989-04-06) * |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1321257A2 (en) * | 2001-12-20 | 2003-06-25 | Johannes Peine | Process and device for producing building components |
| EP1321257A3 (en) * | 2001-12-20 | 2005-02-23 | Johannes Peine | Process and device for producing building components |
| WO2006048350A2 (en) * | 2004-09-20 | 2006-05-11 | Luca Toncelli | Method for manufacturing articles in the form of thin slabs of composite stone and resultant articles |
| WO2006048350A3 (en) * | 2004-09-20 | 2006-08-03 | Luca Toncelli | Method for manufacturing articles in the form of thin slabs of composite stone and resultant articles |
| ES2312285A1 (en) * | 2004-09-20 | 2009-02-16 | Luca Toncelli | Method for manufacturing articles in the form of thin slabs of composite stone and resultant articles |
| US8007697B2 (en) | 2004-09-20 | 2011-08-30 | Luca Toncelli | Method for manufacturing articles in the form of thin slabs of composite stone and resultant articles |
| EP1685932B1 (en) * | 2005-01-28 | 2010-05-05 | Fermacell GmbH | Method and device for the production of a lightweight building board and lightweight building board |
| EP2593280A4 (en) * | 2009-07-14 | 2015-05-06 | Abbey And Pride Ip Pty Ltd | Packaging cementitious products |
| US20130216761A1 (en) * | 2010-07-14 | 2013-08-22 | Sadler Ip Pty Ltd | Packaging cementitious products |
| EP2747995A4 (en) * | 2011-07-27 | 2016-03-16 | Abbey And Pride Ip Pty Ltd | Laminated product produced by placing one layer onto a semi set partially cured base layer. |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3097080A (en) | Artificial stone facing plaque | |
| US5927034A (en) | Flexible cement textured building tile and tile manufacturing process | |
| US5603878A (en) | Process for preparing a decorative transfer sheet with foam layer | |
| US20100005743A1 (en) | Flexible Cement Veneer | |
| US4657791A (en) | Product manufactured of a rock material and a method for its manufacturing | |
| EP0958905A1 (en) | Method for obtaining shiny-surfaced objects using a cementitious material | |
| US20100005733A1 (en) | Fractionable Cement Veneer | |
| JPH08135128A (en) | Polymer concrete architectural ornamental board and its manufacture | |
| US10213939B1 (en) | Method for producing stone inlay tesserae | |
| KR0128219B1 (en) | Process for cutting pattern concrete | |
| US20040161546A1 (en) | Method Of Making A Stone Veneer | |
| GB2233640A (en) | Mineral composition | |
| US3419454A (en) | Method of making and reinforcing decorative polyester resin products | |
| KR100311207B1 (en) | Construction method for circular color concrete building materials using native rocks | |
| RU2164866C1 (en) | Method for manufacture of decorative tile or panel and decorative tile or panel | |
| US11820163B1 (en) | Methods of making surface materials with embedded images | |
| JP2834197B2 (en) | Decorative construction method | |
| US20020041937A1 (en) | Stone veneer | |
| KR102476749B1 (en) | Cement-based composites and manufacturing the same | |
| CN1274642A (en) | Composite artificial-stone bench board | |
| RU100758U1 (en) | DECORATIVE EXTERNAL ELEMENT | |
| KR880002224B1 (en) | Method for preparing artificial stone | |
| KR100198135B1 (en) | Cement plate composition and preparing method thereof | |
| JPH0411781Y2 (en) | ||
| WO2001019624A1 (en) | Reflective products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20000525 |