FIELD OF THE INVENTION
The present invention relates to ink-jet printer pens or cartridges, and
more particularly to an ink-jet printer cartridge body having an opening
extending from a duct of an ink flow pathway to an outer surface of the ink-jet
cartridge body and a sealant plug formed in situ to close the opening.
BACKGROUND OF THE INVENTION
Color ink-jet printers employ cartridges having ink reservoirs divided into
three distinct chambers, each chamber holding ink of one of three primary
colors, for example cyan, magenta and yellow. The architecture of such
cartridges is more complicated than monochromatic cartridges since ink flow
pathways from the three chambers converge into a small region at a
printhead. The cartridges include a cartridge body which may be molded as a
monolithic body of plastic material as disclosed in U.S. Patent No. 5,497,178
of DeFosse et. al. which is assigned to the same assignee as the present
application and incorporated herein by reference.
In order to mold duct portions of ink flow pathways in a cartridge body,
core pins are inserted into a mold and, after molding, the core pins are
withdrawn resulting in openings extending between the duct portions of the
flow paths and an outer surface of the cartridge body. To close the openings
in the cartridge body, preformed rigid plugs formed of the same material as
the cartridge body have been inserted into the openings and ultrasonically
welded therein as disclosed in the referenced DeFosse et. al. patent. To
improve upon the ink flow pathways, an improved plug for closing the
openings is disclosed in U.S. Patent No. 5,576,750 of Brandon et. al. which is
assigned to the same assignee as the present application and is incorporated
herein by reference. The improved plugs of the Brandon et. al. patent are
formed to improve the internal formation of the ink flow pathways to better
accommodate movement of air bubbles formed within the ink flow pathways
of the cartridges.
Unfortunately, placement of the rigid plugs disclosed in the DeFosse et. al.
and Brandon et. al. patents can cause microscopic flash to be released into
the ink flow pathways in the cartridge body. The microscopic flash can then
travel to the printhead and result in clogs in ink flow channels within the
printhead. To minimize the flash, tight tolerances are required for the plugs,
opening dimensions and plug placement within the openings. In addition, the
rigid plugs must be prepared for use by cleaning to remove surface
contaminating microscopic flash. All of these requirements add to the cost of
the ink-jet cartridges.
It is desired to improve the reliability and reduce the cost of manufacturing
ink-jet cartridges by reducing if not eliminating the microscopic flash which
can be introduced by the insertion of prior art rigid plugs to close openings in
ink-jet cartridges resulting from the withdrawal of core pins used to form ducts
of ink flow pathways within the cartridges.
SUMMARY OF THE INVENTION
The instant invention is directed to an ink-jet printer cartridge body
wherein an opening extending to an outer surface of the cartridge body is
closed by a sealant plug formed in situ in the opening and a method for
making an ink-jet printer cartridge including at least one sealant plug. The
cartridge body includes an ink flow pathway which interconnects an ink
reservoir chamber to an exit port. The opening, which extends from a duct of
the ink flow pathway of the cartridge body to the outer surface of the body, is
closed by a polymeric material sealant plug formed by injecting a polymeric
material into the opening. By thus forming a sealant plug in situ, the
corresponding opening is sealed frictionlessly. Any microscopic flash within
the opening is entrapped by the sealant plug which can be maintained in a
sealed container to prevent contamination.
BRIEF DESCRIPTION OF THE DRAWINGS
FIG. 1 is an exploded view of a tri-color ink-jet cartridge in which the
invention is utilized;
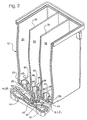
FIG. 2 is a perspective view of a cartridge body of the cartridge of Fig. 1
with a portion cut away to show connecting ducts and standpipes;
FIG. 3 is a perspective view of the bottom portion of the cartridge body of
Fig. 2 showing exit ports through which ink exits from the cartridge body;
FIG. 4 is a sectional perspective view of the cartridge body of Fig. 2
looking upwardly into the ink flow pathways; and
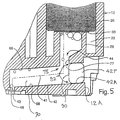
Fig. 5 is a sectional view taken vertically through an ink flow path and
illustrating a sealant plug of the present invention.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENT
Reference will now be made to the drawing figures wherein Fig. 1
illustrates a tri-color ink-jet cartridge 10 or pen comprising a cartridge body 12,
a lid 14 and a tape automated bonding (TAB) circuit 20 having a printhead
(not shown) attached thereto. The cartridge body 12 is formed of a polymeric
material, for example, like polysulfone, polyvinyl chloride and, preferably
modified polyphenylene oxide which is commercially available from the
General Electric Company under the trademark "NORYL SE-1", and has a
hollow interior divided into a center and two side ink reservoir chambers 22 by
two dividing walls 24. Three blocks of foam material 26 are disposed in the
reservoir chambers 22 and the chambers are each filled or later refilled with
an ink of a different color. At the bottom of each of the reservoir chambers 22
is a standpipe 28 and the top of each standpipe is covered with a filter 30 for
filtering the ink as it is withdrawn from a chamber.
The TAB circuit 20 is attached to the bottom and front surface of the
cartridge body 12 by two adhesive preforms 32, 34. The TAB circuit 20
carries terminals 36 which conduct electrical signals from a printer energy
supply circuit (not shown) to a heater chip forming part of the printhead to
control ejection of ink through nozzles or orifices in a nozzle plate also
forming part of the printhead. Inks in the reservoir chambers 22 are drawn
from the chambers 22 through filters 30 and the stand pipes 28 during
printing.
The cartridge body 12 is formed with three ink flow pathways 38, 41, 45 or
passages, as shown by dash-dot lines in FIG. 2, which extend from the
reservoir chambers 22 to three exit ports 46, 48 and 50 located within a
recess 52 in a bottom surface 54 of the cartridge body 12 as shown in Fig. 3.
The ink flow pathways 41, 45 include duct portions 42, 40, respectively, see
Figs. 2 and 4. The printhead comprises print means and is mounted to the
surface 54 of the cartridge body 16 so that the three colored inks available at
the exit ports 46, 48 and 50 can be selectively ejected through groups of
nozzles in the nozzle plate to cause printing in a conventional manner.
The bottoms of the standpipes 28 are partially closed by sloping bottom
surfaces 56, see FIG. 2, so that the openings 44 of approximately
semi-circular configuration are formed in the bottoms of the standpipes 28.
The first ink flow pathway 38 extends from the center ink reservoir chamber
22 to the exit port 46 and includes the center standpipe 28 and a short ink
feed tube 39, the ink feed tube 39 extending parallel to the vertical or Z axis,
see FIG. 1, of the cartridge 10 between the opening 44 and the exit port 46.
Two ridges 58 are provided which extend along the entire length of the
interior walls of the center standpipe 28 and feed tube 39. These ridges
serve to wick ink from the center chamber 22 and also prevent air bubbles
from completely blocking the feed tube or standpipe.
The standpipes 28 for the side reservoir chambers 22 are also provided
with ridges 60 and 62, respectively, extending vertically along the entire
length of the interior walls of the standpipes. Only one ridge 60 and one
ridge 62 is visible in FIG. 2 although the two ridges 60 for the left side
standpipe of FIG. 2 are visible in FIG. 4. As shown in FIG. 4, which is a
sectional perspective view looking toward the standpipe openings 44, one of
the ridges 60 joins with a ridge 64 that extends along the entire length of the
top wall 86 of the duct 40.
The second ink flow pathway 41 extends from the right side ink reservoir
chamber 22 of FIG. 2 to the exit port 48. The second ink flow pathway 41
includes the right-hand standpipe 28, the duct portion 42, and a short feed
tube 43, see FIG. 5.
The duct portion 42 is irregular in shape and is bounded by a top wall 66,
a bottom wall 68, and two side walls 70 and 72, see Figs. 4 and 5. The side
walls 70 and 72 converge to close one end of the duct, the point of
convergence being slightly beyond where feed tube 43 joins an opening 73 in
the bottom wall. The other end of the duct portion 42 extends to an outer
surface 12A of the cartridge body 12 through an opening 42A which
accommodates removal of a core pin during molding of the cartridge body 12.
Ink from the right standpipe 28 of FIG. 2 enters the duct 42 through an
opening 75 in the top wall 66. As shown in FIG. 5, the standpipe opening 44
is connected with the opening 75 by a short passage 77.
The duct 42 is generally trapezoidal in cross-section. Side walls 70 and
72 intersect the top wall 66 at acute angles. Since air bubbles assume nearly
spherical shapes they will not nest into the acute angles, hence they cannot
completely block the flow of ink through the duct 42.
The third ink flow pathway 45 connects the left ink reservoir chamber 22 to
the exit port 50, see FIG. 3. The pathway 45 is similar to the pathway 41 and
will not be described in detail except to note that it includes a duct portion 40
which extends to an outer surface of the cartridge body 12 through an
opening 40A, is provided with side walls 80 and 82 intersecting a top wall 86
at acute angles, a ridge (not shown) on the side wall 80 and a further ridge 64
on the top wall 86.
The cartridge body 12 may be molded as a monolithic body of plastic
material as explained in the referenced DeFosse et al. patent. In order to
mold the duct portions 40 and 42, it is necessary to provide corresponding
openings 40A, 42A in the cartridge body 12 through which core pins of the
mold tool may be withdrawn after the cartridge body 12 is formed. After the
core pins are withdrawn, the openings 40A, 42A must be closed to prevent
ink from leaking from the ink-jet cartridge 10. In the prior art, preformed rigid
plugs formed of the same material as the cartridge body 12 have been
inserted into the openings and ultrasonically welded therein as noted in the
"Background of the Invention" portion of the application. To improve upon the
ink flow pathways, an improved plug for closing the openings is disclosed in
the referenced Brandon et. al. patent. The plugs of the Brandon et. al. patent
are formed to improve the internal formation of the ink flow pathways to better
accommodate movement of air bubbles formed within the ink flow pathways
the cartridges.
Unfortunately, placement of the rigid plugs of the prior art can cause
microscopic flash to be released into the ink flow pathways 41, 45 which can
result in clogs in internal channels in the printhead, thereby preventing ink
from being ejected from one or more of the nozzles in the printhead. To
ensure proper seal and to minimize the flash, tight tolerances are required for
the rigid plugs, the dimensions of the openings and the placement of the rigid
plugs within the openings. In addition, the rigid plugs must be prepared for
use by cleaning to remove surface contaminating microscopic flash. All of
these requirements add to the production time and cost of manufacturing ink-jet
cartridges. These problems of the prior art are overcome by the invention
of the present application wherein the rigid plugs are replaced by sealant
plugs which are formed in situ in the openings 40A, 42A. Since the sealant
plugs are substantially identical to one another, only sealant plug 42P which
is formed in the opening 42A is illustrated, see Fig. 5.
The sealant plugs are formed by injecting a polymeric material into the
openings 40A, 42A. The sealant plugs may be made using a thermoset
material such as a thermoset adhesive or a thermoplastic material such as a
thermoplastic adhesive which is capable of withstanding the temperatures
encountered for completing the production of the ink-jet cartridge 10 and is
compatible with inks to be used in the cartridge 10. Thermoset adhesives
which can be used to form the sealant plugs include epoxy resins,
polyurethanes, silicone resins and phenolic resins. Thermoplastic adhesives
which can be used to form the sealant plugs include ethylene-vinyl acetates,
ethylene ethylacrylates, polyamides, polyesters, polyurethanes and
polystyrenes. Other thermoplastics which can be used to form the sealant
plugs include high molecular weight materials such as polyolefins, polyesters
and polyurethanes. It is currently preferred to use a thixotropic material such
as a thermoset urethane adhesive to form the sealant plugs. In particular, the
currently preferred thermoset urethane adhesive is a one-component
moisture curing urethane adhesive sold under the trademark "Jet-Weld TE-031"
by Minnesota Mining and Manufacturing (3M), although tests have also
been made using a two-part epoxy adhesive sold under the trademark
"Scotch-Weld DP-11" by 3M.
The sealant is injected into each of the openings 40A, 42A. The sealant
may be injected using a commercial adhesive applicator (not shown) such as
one which is sold under the "Jet-Weld" trademark by 3M. The adhesive
applicator may be manually operated or it may be incorporated into a
cartridge production apparatus (not shown) such that its operation is machine
controlled. The volume or shot size of the sealant is selected to seal the
opening into which it is injected. In the illustrated embodiment of the
invention, each of the openings 40A, 42A have a defined volume and,
preferably, the shot size of the sealant is selected to substantially equal the
volume of the corresponding opening. By using a volume of sealant which is
substantially equal to the opening to be closed, an inner surface 90 of the
sealant plug 42P forms a portion of the ink flow pathway 41 and forms a
junction portion 92 of the ink flow pathway 41 which junction portion 92
surrounds the plug 42P.
The injection of a sealant into the openings 40A, 42A frictionlessly closes
the openings 40A, 42A to prevent microscopic flash from being produced by
formation of the sealant plugs. In addition, any microscopic flash which may
be present within the openings 40A, 42A is entrapped by injection of the
sealant. In this way, no microscopic flash is produced by insertion or
formation of the sealant plugs and any such flash which may be present in the
openings 40A, 42A of the cartridge body 12 is captured by the sealant plugs.
While a preferred embodiment has been described in specific detail by
way of illustration, it will be obvious that various modifications and
substitutions may be made in the form and details of the described
embodiment without departing from the spirit and scope of the invention as
defined by the appended claims.