EP0618014B1 - Machine de projection de produit de revêtement par voie électrostatique - Google Patents
Machine de projection de produit de revêtement par voie électrostatique Download PDFInfo
- Publication number
- EP0618014B1 EP0618014B1 EP94400699A EP94400699A EP0618014B1 EP 0618014 B1 EP0618014 B1 EP 0618014B1 EP 94400699 A EP94400699 A EP 94400699A EP 94400699 A EP94400699 A EP 94400699A EP 0618014 B1 EP0618014 B1 EP 0618014B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spray
- machine according
- spray nozzle
- coating product
- nozzles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/08—Plant for applying liquids or other fluent materials to objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
- B05B13/0447—Installation or apparatus for applying liquid or other fluent material to conveyed separate articles
- B05B13/0452—Installation or apparatus for applying liquid or other fluent material to conveyed separate articles the conveyed articles being vehicle bodies
Definitions
- the invention relates to a machine for spraying coating product electrostatically onto objects such as motor vehicle bodies.
- the bodies are moved by a conveyor and the coating product projection machine comprises a gantry supporting a horizontal beam perpendicular to the path of the bodies, this beam carries one or more sprayers of coating product, for example rotary type.
- These machines sometimes called roof machines, are of capital importance for the recovery of objects to be painted, in particular when these objects have many substantially horizontal surfaces such as the hood, the roof, the trunk of a vehicle body. automobile.
- the complexity of implementing these machines lies mainly in the supply of coating product and air to the sprayers while they are susceptible to large amplitude movements. Indeed, long lengths of pipe are to be expected and the positioning of the control members in reduced spaces is most often difficult. In addition, the projectors being brought to high voltage, it is necessary to sufficiently isolate them from any object at ground potential.
- the prior art electrostatic spraying machines generally comprise three sprayers carried by a metal beam and supplied with coating product from one or more blocks for changing the coating product located in the vicinity of the machine and in voltage from one or more voltage raising units (high voltage units) also located in the vicinity of the machine.
- the invention relates to a machine for spraying coating product by electrostatic means, of the type comprising a hollow beam arranged horizontally above objects to be covered and carrying at least one coating product sprayer, characterized in that this beam is made of insulating material.
- This construction of the hollow beam of the electrostatic spraying machine makes it possible to isolate the sprayers brought to high voltage from their supply systems. Thanks to this invention, it is possible to use one or more blocks for changing the coating product on board the beam, although these blocks must be permanently brought to earth potential, in particular if they include electric or electronic regulation. In addition, for environmental protection reasons, electrostatic painting installations are increasingly working with water-soluble paints; These water-based paints have the important characteristic of being electrically conductive. When using these paints, it is imperative to isolate the coating product change block and its numerous high-voltage supply pipes, otherwise the paint column will short-circuit. The invention allows this insulation in combination with an electrical and fluid separator and an intermediate tank placed between the coating product change block and the sprayer.
- the geometry of the hollow beam section makes it possible to define several conduits whose contents can be brought to different potentials. It also makes it possible to provide sufficiently long ramp paths between the ground parts and the high voltage parts.
- the insulating plastic material used for example an epoxy resin, allows a significant weight gain on the beam, which is advantageous for the dimensioning of the motors and of the drive systems of the beam, for transport and installation. of it.
- the electrostatic coating product projection machine of FIG. 1 essentially consists of two posts 1 and 2, two carriages 3 and 4, a hollow beam 5 intended to move over objects, in the 'example of automobile bodies, carried by a conveyor 6.
- the two carriages 3 and 4 are, in a manner known per se, moved vertically along rails arranged on the posts 1 and 2.
- the beam 5 can rotate around its horizontal axis 7 shown in phantom, thanks to two bearings 8 and 9 ensuring the mechanical connection respectively with the carriages 3 and 4.
- Three sprayers 11, 12 and 13, supplied by three blocks for changing the coating product 21, 22 and 23 and by three voltage elevation units 31, 32 and 33 are susceptible to displacement parallel to axis 7 with an amplitude of approximately 100 mm. They can thus carry out the sweeping and width-adjusting movements necessary to obtain a uniform surface finish.
- Three electrical flow meters 81, 82, 83 placed respectively downstream of the coating product change blocks 21 to 23 make it possible to control the proper functioning of the sprayers 11 to 13.
- This epoxy resin beam has a one-piece structure obtained by molding. It has a generally square section and is provided with stiffening ribs 101 and 102 in the plane of its upper face. These ribs 101 and 102 guarantee good torsional and flexural rigidity of the hollow beam 5.
- the internal space of the hollow beam 5 is divided longitudinally by a wall 104 into two conduits 105 and 106. The monobloc nature of the structure of the hollow beam 5 eliminates the risks of electrical creeping at the junction of the wall 104 with the sides of the hollow beam.
- the upper conduit 105 can be housed all the pipes for supplying the coating product 110 and the rinsing product 111 of the coating product change blocks. In the conventional case of a block of 24 shades, 24 arrivals and 24 returns of coating product are provided per block of change of coating product. In addition to the rinse aid hoses, 144 coating hoses must therefore be housed. As these pipes, possibly grouped in bundles, are housed in a single duct, maintenance operations are simplified because no motor, flow meter or reinforcement clogs up the duct 105. The electrical supply of the voltage raising units 31 to 33 and flowmeters 81 to 83 is supplied by low voltage electric cables 112 also housed in the conduit 105.
- the air supply pipes 113 of the sprayers 11 to 13 and of the coating product change blocks 21 to 23 are housed in the lower duct 106.
- the separation between the pneumatic supplies and the supplies of coating product is appreciable for the maintenance.
- a cover made of insulating plastic material consists of three longitudinal parts 121, 122 and 123 fixed to the end of the ribs 101 and in line with the underside of the hollow beam 5. It protects the elements 21 to 23, 31 to 33 and 81 to 83 field and paint line returns. It also improves the aerodynamics of the beam in order to minimize the disturbances induced by it on the ventilation of the cabin. It is also made of epoxy resin.
- the sprayers 11 to 13 are at high voltage while the pipes 110 and 111 are grounded and the cables 112 are at a much lower potential. High voltage creep should therefore be avoided.
- the geometry of the section of the beam is particularly advantageous here. Indeed, the shortest ramp path between the sprayers and the parts to the ground or to the low voltage, is perpendicular to the axis 7 and follows the outside of the hollow beam 5; in particular it passes through the end of the ribs 101 and 102, which guarantees a sufficient length to avoid the creep of the high voltage. In addition, it is easy to adapt this length by more or less lengthening the ribs 101 and 102 which intervene twice in this creeping path.
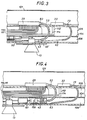
- the pipe 43 connecting the coating product change block 23 to the sprayer 13 is flexible and housed in an unwinder 53, insulating and flexible, allowing the end of this pipe 43 to follow the horizontal movement of the sprayer 13.
- the unwinder 53 passes through a window formed between the two conduits 105 and 106.
- the length of the hose 43 is less than one meter, which minimizes losses with each change of coating product.
- the high voltage cable 63 connecting the voltage raising unit 33 to the sprayer is likewise housed in an unwinder 73.
- the flow meter 83 is placed near the sprayer and downstream of the coating product change block, which guarantees the accuracy of the information it provides.
- a ground wire 114 allows the grounding of the coating product change block 23 and the return of the supply current to the high voltage unit 33. It is common to the three sprayers.
- the cylinder 93 is housed in the conduit 106; it is supplied with air by some of the pipes 113 which are also housed in the conduit 106.
- the coating product change block 23 and the tension raising unit 33 are carried by the upper face of the hollow beam 5; they are located under the cover part 121 which is the only part to be removed or tilted for maintenance operations; the coating product change block 23 and the tension raising unit 33 are therefore particularly easy to access.
- the lower duct 106 supporting the sprayers 11 to 13 is not traversed or contains only air pipes 113 or structural elements 93 actuated by air.
- the only elements at high voltage, namely electrical cables such as cable 63, are located in the insulating unwinders.
- FIG. 4 When water-soluble paints are used, the embodiment of Figure 4 can be used. Components which are identical to those of the Figure 1 embodiment bear unchanged references.
- An electrical and fluidic separator 150 provided with quick connection means and an intermediate tank 151 are interposed between the pipe 43 and the sprayer 13, near the latter in the conduit 106. In the coating phase, the separator is open and the high voltage applied to the sprayer 13 does not run the risk of creeping up to the coating product change block 23. When it is necessary to fill the intermediate reservoir 151, for example during the interval between two objects to be covered, the high voltage is cut and the separator 150 is closed, which allows the transfer of the coating product from the coating product change block to the intermediate tank 151.
- FIG. 5 Downstream of the coating product change block 23 and of the flow meter 83 is provided a cleaning-filling unit 203.
- the sprayer 13 is mounted at the end of an insulating support 200 containing a reservoir 201.
- the support is movable in vertical translation, that is to say perpendicular to the axis, between a low coating position and a high cleaning-filling position of the reservoir 201.
- the support 200 is integral with a piston 202 movable in a cylinder 204 thanks to two air ducts 205 and 206.
- the duct 206 opens into a closed upper chamber of the cylinder 204, one wall of which is formed by the piston 202.
- the duct 205 opens into a lower annular chamber defined between the piston 202 , the cylinder 204, the support 200 and a tight sliding joint 208 interposed between cylinder and support.
- the assembly of the cylinder 204 and of the objects it contains is movable under the action of a pneumatic cylinder 93 parallel to the axis 7 to allow the sweeping movements of the sprayer 13.
- An elbow fitting 209 is installed at the top of the cylinder 204.
- First quick connection means 210 are provided between the cleaning-filling unit 203 and the connector 209. They are actuated by the jack 93.
- Second quick connection means 212 are provided between the connector 209 and the inlet of the reservoir 201 secured to the piston 202.
- the cable 63 is connected to the sprayer 13.
- the operation is as follows.
- the support In the spraying phase, the support is in the low position; the high voltage can be applied to the sprayer 13 by the cable 63 without danger of returning to earth or to the coating product change block because the distance between the piston 202 and the cleaning-filling unit 203 is sufficient to allow electrical insulation.
- the high-voltage supply is cut off, the cylinder 204 is moved parallel to the axis 7 by the jack 93 to operate the closing of the connection means 210 and the connection to the cleaning-filling unit 203.
- the piston 202 is raised to operate the closing of the connection means 212.
- the unit 203, the tank 201 and the sprayer 13 are thus placed in communication for cleaning and filling operations known to those skilled in the art.
- This configuration is particularly advantageous because it also makes it possible to position the three sprayers 11 to 13 carried by the hollow beam 5 at different and variable heights.
- it is advisable to raise the two side sprayers 11 and 13 because of the wheel arches located on the sides of the vehicle while the central sprayer 12 must be closer to the plate to ensure a good surface condition.
- the above description relates to a liquid coating product installation, but the invention is applicable to a powder coating product.
Description
- L'invention concerne une machine de projection de produit de revêtement par voie électrostatique sur des objets tels que des carrosseries de véhicules automobiles.
- Sur une chaîne de production, les carrosseries sont déplacées par un convoyeur et la machine de projection de produit de revêtement comprend un portique soutenant une poutre horizontale perpendiculaire au trajet des carrosseries, cette poutre porte un ou plusieurs pulvérisateurs de produit de revêtement, par exemple du type rotatif. Ces machines, parfois dénommées machines de toit, sont d'une importance capitale pour le recouvrement des objets à peindre, en particulier lorsque ces objets présentent de nombreuses surfaces sensiblement horizontales telles que le capot, le pavillon, le coffre d'une carrosserie de véhicule automobile.
- La complexité de mise en oeuvre de ces machines réside principalement dans l'alimentation en produit de revêtement et en air des pulvérisateurs alors que ceux-ci sont susceptibles de mouvements de grande amplitude. En effet, de grandes longueurs de tuyau sont à prévoir et le positionnement des organes de commande dans des espaces réduits est le plus souvent délicat. De plus, les projecteurs étant portés à la haute tension, il est nécessaire d'isoler suffisamment ceux-ci de tout objet au potentiel de la terre. Les machines de projection par voie électrostatique de l'art antérieur comportent en règle générale trois pulvérisateurs portés par une poutre métallique et alimentés en produit de revêtement à partir d'un ou plusieurs blocs de changement de produit de revêtement situés au voisinage de la machine et en tension à partir d'une ou plusieurs unités d'élévation de tension (unités haute tension) situées aussi au voisinage de la machine.
- L'invention concerne une machine de projection de produit de revêtement par voie électrostatique, du type comportant une poutre creuse disposée horizontalement au-dessus d'objets à recouvrir et portant au moins un pulvérisateur de produit de revêtement, caractérisée en ce que cette poutre est en matériau isolant.
- Cette construction de la poutre creuse de la machine de projection par voie électrostatique permet d'isoler les pulvérisateurs portés à la haute tension de leurs systèmes d'alimentation. Grâce à cette invention, il est possible d'utiliser un ou des blocs de changement de produit de revêtement embarqués sur la poutre, bien que ces blocs doivent être en permanence portés au potentiel de la terre, en particulier s'ils comportent des systèmes de régulation électrique ou électronique. De plus, pour des raisons de protection de l'environnement, les installations de peinture électrostatique fonctionnent de plus en plus avec des peintures hydrosolubles; ces peintures à base d'eau ont pour caractéristique importante d'être conductrices de l'électricité. Dans le cas d'utilisation de ces peintures, il est impératif d'isoler le bloc de changement de produit de revêtement et ses nombreux tuyaux d'alimentation de la haute tension sous peine de créer un court-circuit par la colonne de peinture. L'invention permet cette isolation en combinaison avec un séparateur électrique et fluidique et un réservoir intermédiaire placés entre le bloc de changement de produit de revêtement et le pulvérisateur.
- La géométrie de la section de la poutre creuse permet de définir plusieurs conduits dont les contenus pourront être portés à des potentiels différents. Elle permet aussi de prévoir des chemins de rampage suffisamment longs entre les parties à la terre et les parties à la haute tension. Enfin, le matériau plastique isolant utilisé, par exemple une résine époxyde, permet un gain de poids significatif sur la poutre, ce qui est avantageux pour le dimensionnement des moteurs et des systèmes d'entraînement de la poutre, pour le transport et l'installation de celle-ci.
- L'invention sera mieux comprise et d'autres avantages de celle-ci apparaîtront plus clairement à la lumière de la description qui va suivre de plusieurs modes de réalisation d'une machine de projection de produit de revêtement par voie électrostatique conforme à son principe, donnée uniquement à titre d'exemple et faite en référence aux dessins annexés dans lesquels :
- la figure 1 est une vue en élévation d'une machine de projection de produit de revêtement par voie électrostatique selon l'invention;
- la figure 2 est une coupe II - II de la figure 1, représentée à plus grande échelle;
- la figure 3 est une vue de détail d'un premier mode de réalisation d'une machine de projection par voie électrostatique selon l'invention, représentée à plus grande échelle;
- la figure 4 est une vue de détail d'un second mode de réalisation d'une machine de projection par voie électrostatique selon l'invention, représentée à plus grande échelle; et
- la figure 5 est une vue de détail d'un troisième mode de réalisation d'une machine de projection par voie électrostatique selon l'invention, représentée à plus grande échelle.
- La machine de projection de produit de revêtement par voie électrostatique de la figure 1 est constituée essentiellement de deux poteaux 1 et 2, de deux chariots 3 et 4, d'une poutre creuse 5 destinée à se déplacer au-dessus des objets, dans l'exemple des carrosseries d'automobiles, portés par un convoyeur 6. Les deux chariots 3 et 4 sont, de manière connue en soi, déplacés verticalement le long de rails disposés sur les poteaux 1 et 2. La poutre 5 peut effectuer des rotations autour de son axe horizontal 7 représenté en trait mixte, grâce à deux paliers 8 et 9 assurant la liaison mécanique respectivement avec les chariots 3 et 4. Trois pulvérisateurs 11, 12 et 13, alimentés par trois blocs de changement de produit de revêtement 21, 22 et 23 et par trois unités d'élévation de tension 31, 32 et 33 sont susceptibles de déplacements parallèles à l'axe 7 d'une amplitude d'environ 100 mm. Ils peuvent ainsi effectuer les mouvements de balayage et de réglage en largeur nécessaires pour obtenir un état de surface uniforme. Trois débitmètres électriques 81, 82, 83 placés respectivement en aval des blocs de changement de produit de revêtement 21 à 23 permettent de contrôler le bon fonctionnement des pulvérisateurs 11 à 13.
- La géométrie de la section de la poutre creuse 5 est visible à la figure 2. Cette poutre en résine époxyde a une structure monobloc obtenue par moulage. Elle a une section globalement carrée et est munie de nervures de rigidification 101 et 102 dans le plan de sa face supérieure. Ces nervures 101 et 102 garantissent une bonne rigidité à la torsion et à la flexion de la poutre creuse 5. Selon une caractéristique importante de l'invention l'espace interne de la poutre creuse 5 est divisé longitudinalement par une paroi 104 en deux conduits 105 et 106. Le caractère monobloc de la structure de la poutre creuse 5 élimine les risques de rampage électrique au niveau de la jonction de la paroi 104 avec les côtés de la poutre creuse.
- Dans le conduit supérieur 105 peuvent être logés tous les tuyaux d'alimentation en produit de revêtement 110 et en produit de rinçage 111 des blocs de changement de produit de revêtement. Dans le cas classique d'un bloc de 24 teintes, on prévoit 24 arrivées et 24 retours de produit de revêtement par bloc de changement de produit de revêtement. En sus des tuyaux de produit de rinçage, on doit donc loger 144 tuyaux de produit de revêtement. Comme ces tuyaux, éventuellement regroupés en faisceau, sont logés dans un conduit unique, les opérations de maintenance sont simplifiées car aucun moteur, débitmètre ou renfort ne vient encombrer le conduit 105. L'alimentation électrique des unités d'élévation de tension 31 à 33 et des débitmètres 81 à 83 est fournie par des câbles électriques basse tension 112 logés également dans le conduit 105.
- Dans le conduit inférieur 106 sont logés les tuyaux d'alimentation en air 113 des pulvérisateurs 11 à 13 et des blocs de changement de produit de revêtement 21 à 23. La séparation entre les alimentations pneumatiques et les alimentations en produit de revêtement est appréciable pour la maintenance.
- Un capotage en matériau plastique isolant est constitué de trois parties longitudinales 121, 122 et 123 fixées à l'extrémité des nervures 101 et au droit de la face inférieure de la poutre creuse 5. Il protège les éléments 21 à 23, 31 à 33 et 81 à 83 des retours de lignes de champ et de peinture. Il améliore aussi l'aérodynamisme de la poutre afin de minimiser les perturbations induites par celle-ci sur la ventilation de la cabine. Il est aussi réalisé en résine époxyde.
- Les pulvérisateurs 11 à 13 sont à la haute tension alors que les tuyaux 110 et 111 sont à la terre et que les câbles 112 sont à un potentiel beaucoup plus faible. Il faut donc éviter le rampage de la haute tension. La géométrie de la section de la poutre est ici particulièrement avantageuse. En effet, le plus court chemin de rampage entre les pulvérisateurs et les parties à la terre ou à la basse tension, est perpendiculaire à l'axe 7 et suit l'extérieur de la poutre creuse 5; en particulier il passe par l'extrémité des nervures 101 et 102, ce qui garantit une longueur suffisante pour éviter le rampage de la haute tension. De plus, il est aisé d'adapter cette longueur en allongeant plus ou moins les nervures 101 et 102 qui interviennent deux fois dans ce chemin de rampage.
- La suite de la description est faite en référence à la figure 3 où l'on a représenté à plus grande échelle le pulvérisateur 13 et ses systèmes d'alimentation en produit de revêtement et en haute tension. Le tuyau 43 reliant le bloc de changement de produit de revêtement 23 au pulvérisateur 13 est souple et logé dans un dérouleur 53, isolant et souple, permettant à l'extrémité de ce tuyau 43 de suivre le mouvement horizontal du pulvérisateur 13. Le dérouleur 53 traverse une fenêtre ménagée entre les deux conduits 105 et 106. La longueur du tuyau 43 est inférieure au mètre, ce qui minimise les pertes à chaque changement de produit de revêtement. Le câble haute tension 63 reliant l'unité d'élévation de tension 33 au pulvérisateur est de la même manière logé dans un dérouleur 73. Le débitmètre 83 est placé près du pulvérisateur et en aval du bloc de changement de produit de revêtement, ce qui garantit l'exactitude des informations qu'il fournit. Un fil de masse 114 permet la mise à la terre du bloc de changement de produit de revêtement 23 et le retour du courant d'alimentation de l'unité haute tension 33. Il est commun aux trois pulvérisateurs. Un vérin pneumatique 93 et un guide 93' servent au déplacement horizontal du pulvérisateur 13. Le vérin 93 est logé dans le conduit 106; il est alimenté en air par certains des tuyaux 113 eux aussi logés dans le conduit 106.
- Le bloc de changement de produit de revêtement 23 et l'unité d'élévation de tension 33 sont portés par la face supérieure de la poutre creuse 5; ils sont situés sous la partie de capotage 121 qui est la seule à devoir être enlevée ou basculée pour les opérations de maintenance; le bloc de changement de produit de revêtement 23 et l'unité d'élévation de tension 33 sont donc d'un accès particulièrement aisé.
- Une construction semblable à celle qui vient d'être décrite en référence à la figure 2 est utilisée pour l'alimentation des pulvérisateurs 11 et 12.
- On peut noter que le conduit inférieur 106 supportant les pulvérisateurs 11 à 13 n'est traversé ou ne contient que des tuyaux d'air 113 ou des éléments de structure 93 actionnés par de l'air. Les seuls éléments à la haute tension, à savoir les câbles électriques tels que le câble 63, sont situés dans les dérouleurs isolants.
- Lorsque des peintures hydrosolubles sont utilisées, le mode de réalisation de la figure 4 peut être utilisé. Les composants qui sont identiques à ceux du mode de réalisation de la figure 1 portent des références inchangées. Un séparateur électrique et fluidique 150 muni de moyens de connexion rapide et un réservoir intermédiaire 151 sont intercalés entre le tuyau 43 et le pulvérisateur 13, à proximité de celui-ci dans le conduit 106. En phase de revêtement, le séparateur est ouvert et la haute tension appliquée au pulvérisateur 13 ne risque pas de ramper jusqu'au bloc de changement de produit de revêtement 23. Lorsqu'il est nécessaire de remplir le réservoir intermédiaire 151, par exemple pendant l'intervalle entre deux objets à recouvrir, la haute tension est coupée et le séparateur 150 est fermé, ce qui permet le transfert du produit de revêtement du bloc de changement de produit de revêtement vers le réservoir intermédiaire 151.
- Dans le cas des peintures conductrices, on peut aussi utiliser le mode de réalisation de la figure 5. Les composants qui sont identiques à ceux du mode de réalisation de la figure 1 portent des références inchangées. En aval du bloc de changement de produit de revêtement 23 et du débitmètre 83 est prévue une unité de nettoyage-remplissage 203. Le pulvérisateur 13 est monté à l'extrémité d'un support isolant 200 contenant un réservoir 201. Le support est mobile en translation verticale, c'est-à-dire perpendiculairement à l'axe, entre une position basse de revêtement et une position haute de nettoyage-remplissage du réservoir 201. Pour ce faire, le support 200 est solidaire d'un piston 202 mobile dans un cylindre 204 grâce à deux conduits d'air 205 et 206. Le conduit 206 débouche dans une chambre supérieure close du cylindre 204 dont une paroi est constituée par le piston 202. Le conduit 205 débouche dans une chambre annulaire inférieure définie entre le piston 202, le cylindre 204, le support 200 et un joint de coulissement étanche 208 interposé entre cylindre et support. L'ensemble du cylindre 204 et des objets qu'il contient est mobile sous l'action d'un vérin pneumatique 93 parallèlement à l'axe 7 pour permettre les mouvements de balayage du pulvérisateur 13. Un raccord coudé 209 est installé à la partie supérieure du cylindre 204. Des premiers moyens de connexion rapide 210 sont prévus entre l'unité de nettoyage-remplissage 203 et le raccord 209. Ils sont actionnés par le vérin 93. Des seconds moyens de connexion rapide 212 sont prévus entre le raccord 209 et l'entrée du réservoir 201 solidaire du piston 202. Le câble 63 est connecté au pulvérisateur 13.
- Le fonctionnement est le suivant.
- En phase de pulvérisation, le support est en position basse; la haute tension peut être appliquée au pulvérisateur 13 par le câble 63 sans danger de retour à la terre ou vers le bloc de changement de produit de revêtement car la distance entre le piston 202 et l'unité de nettoyage-remplissage 203 est suffisante pour permettre l'isolation électrique. Lorsqu'il est nécessaire de nettoyer le réservoir 201 et le pulvérisateur 13 et de remplir le réservoir 201, l'alimentation en haute tension est coupée, le cylindre 204 est déplacé parallèlement à l'axe 7 par le vérin 93 pour opérer la fermeture des moyens de connexion 210 et le raccordement à l'unité de nettoyage-remplissage 203. Le piston 202 est remonté pour opérer la fermeture des moyens de connexion 212. On met ainsi en communication l'unité 203, le réservoir 201 et le pulvérisateur 13 pour les opérations de nettoyage et de remplissage connues de l'homme du métier. Cette configuration est particulièrement avantageuse car elle permet aussi de positionner à des hauteurs différentes et variables les trois pulvérisateurs 11 à 13 portés par la poutre creuse 5. En particulier, lors du revêtement du plateau arrière d'un véhicule utilitaire, il est opportun de rehausser les deux pulvérisateurs latéraux 11 et 13 à cause des passages de roues situés sur les côtés du véhicule alors que le pulvérisateur central 12 doit être plus près du plateau pour assurer un bon état de surface.
- La description ci-dessus porte sur une installation de produit de revêtement liquide mais l'invention est applicable à un produit de revêtement en poudre.
Claims (15)
- Machine de projection de produit de revêtement par voie électrostatique, du type comportant une poutre creuse (5) disposée horizontalement au dessus d'objets à recouvrir et portant au moins un pulvérisateur (11, 12, 13) de produit de revêtement, caractérisée en ce que ladite poutre (5) est en matériau isolant.
- Machine de projection selon la revendication 1, caractérisée en ce que ladite poutre (5) renferme plusieurs tuyaux d'alimentation en produits de revêtement (110) pour le ou chaque pulvérisateur (11, 12, 13).
- Machine de projection selon la revendication 1, caractérisée en ce que l'espace interne de ladite poutre creuse (5) est partagé longitudinalement en au moins deux conduits (105, 106) séparés par une paroi commune (104).
- Machine de projection selon la revendication 3, caractérisée en ce que ladite poutre porte au moins un bloc de changement de produit de revêtement (21, 22, 23), de préférence un tel bloc pour chaque pulvérisateur (11, 12, 13), connecté à au moins un tel pulvérisateur (11, 12, 13) par un tronçon de tuyau souple (43) traversant une fenêtre ménagée entre les deux conduits (105, 106).
- Machine de projection selon la revendication 3, caractérisée en ce que ladite poutre porte au moins une unité d'élévation de tension (31, 32, 33), de préférence une telle unité pour chaque pulvérisateur (11, 12, 13), connectée à au moins un tel pulvérisateur (11, 12, 13) par un câble électrique isolé (63) traversant une fenêtre ménagée entre les deux conduits (105, 106).
- Machine de projection selon l'une des revendications 3 à 5, comportant plusieurs pulvérisateurs (11, 12, 13) espacés le long de ladite poutre (5) dont certains au moins sont mobiles suivant la direction longitudinale de ladite poutre (5), caractérisée en ce que lesdits pulvérisateurs (11, 12, 13) mobiles sont actionnés par des vérins pneumatiques (93) logés dans le conduit (106) inférieur qui supporte les pulvérisateurs (11, 12, 13).
- Machine de projection selon l'une des revendications 3 à 5, comportant plusieurs pulvérisateurs (11, 12, 13) espacés le long de ladite poutre (5) dont certains au moins sont mobiles suivant la direction longitudinale de ladite poutre (5), caractérisée en ce que le tronçon de tuyau souple (43) alimentant chaque pulvérisateur mobile est logé dans une enveloppe isolante déformable formant dérouleur (53).
- Machine de projection selon l'une des revendications 3 à 5, comportant plusieurs pulvérisateurs (11, 12, 13) espacés le long de ladite poutre (5) dont certains au moins sont mobiles suivant la direction longitudinale de ladite poutre (5), caractérisée en ce que le câble électrique isolé (63) connecté à chaque pulvérisateur mobile est logé dans une enveloppe isolante déformable formant dérouleur (73).
- Machine de projection selon l'une des revendications 3 à 8, pour l'application de produits de revêtement électriquement conducteurs, caractérisée en ce qu'elle comporte des moyens d'isolation, comprenant par exemple au moins un séparateur électrique et fluidique (150, 212) et un réservoir intermédiaire (151, 201) insérés entre une unité de changement de produit de revêtement (21, 22, 23) précitée et un ou des pulvérisateurs (11, 12, 13) précités.
- Machine de projection selon la revendication 9, caractérisée en ce que le pulvérisateur (11, 12, 13) est placé à l'extrémité inférieure d'un support isolant (200) mobile verticalement entre une position haute de nettoyage-remplissage du pulvérisateur (11, 12, 13) et du réservoir intermédiaire (201) et une position basse de fonctionnement.
- Machine de projection selon la revendication 10, caractérisée en ce que la hauteur des pulvérisateurs (11, 12, 13) est réglable indépendamment les uns des autres.
- Machine de projection selon l'une des revendications 3 à 11, caractérisée en ce que ladite poutre (5) formant lesdits conduits (105, 106) a une section globalement carrée ou rectangulaire.
- Machine de projection selon la revendication 12, caractérisée en ce que ladite poutre (5) est munie de nervures (101, 102) extérieures de rigidification s'étendant sur la plus grande partie de sa longueur, lesdites nervures (101, 102) augmentant la longueur des trajets de rampage électrique entre le ou les pulvérisateurs (11, 12, 13) et le premier conduit (105) abritant des éléments (110, 114) électriquement reliés à la terre.
- Machine de projection selon l'une des revendications précédentes, caractérisée en ce que ladite poutre (5) est entourée d'un capotage (121, 122, 123) longitudinal de forme aérodynamique.
- Machine de projection selon l'une des revendications précédentes, caractérisée en ce que ladite poutre (5) a une structure monobloc obtenue par moulage, par exemple construite en résine époxyde moulée.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9303828 | 1993-04-01 | ||
| FR9303828A FR2703265B1 (fr) | 1993-04-01 | 1993-04-01 | Machine de projection de produit de revetement par voie electrostatique. |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0618014A1 EP0618014A1 (fr) | 1994-10-05 |
| EP0618014B1 true EP0618014B1 (fr) | 1997-05-14 |
| EP0618014B2 EP0618014B2 (fr) | 2010-06-16 |
Family
ID=9445630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94400699A Expired - Lifetime EP0618014B2 (fr) | 1993-04-01 | 1994-03-31 | Machine de projection de produit de revêtement par voie électrostatique |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5500045A (fr) |
| EP (1) | EP0618014B2 (fr) |
| DE (1) | DE69403130T2 (fr) |
| ES (1) | ES2104299T5 (fr) |
| FR (1) | FR2703265B1 (fr) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2731921B1 (fr) * | 1995-03-20 | 1997-04-30 | Sames Sa | Dispositif de projection electrostatique de produit de revetement |
| JP3689119B2 (ja) * | 1996-05-29 | 2005-08-31 | 本田技研工業株式会社 | 自動車の塗装面の保護膜形成方法 |
| DE102004040162B4 (de) * | 2004-08-19 | 2013-10-24 | Eisenmann Ag | Vorrichtung zum Beschichten von Gegenständen |
| DE102009012140A1 (de) * | 2009-03-06 | 2010-09-09 | Dürr Systems GmbH | Roboteranordnung, insbesondere in einer Lackierkabine |
| CN103240204B (zh) * | 2013-05-16 | 2015-06-17 | 济南开元新型建筑材料有限公司 | 一种加气混凝土砌块脱模油自动喷涂装置及其方法 |
| DE102018127827A1 (de) * | 2018-11-07 | 2020-05-07 | Jakob Handte | Werkzeugmaschine mit strömungsbeeinflussendem Anbau |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0178746A1 (fr) * | 1984-10-17 | 1986-04-23 | Ransburg Corporation | Système dispensateur de matériaux de revêtement |
| JPS6245371A (ja) * | 1985-08-24 | 1987-02-27 | Toyota Motor Corp | 車両ボデ−外板の塗装方法およびその装置 |
| EP0476561A3 (en) * | 1990-09-20 | 1992-05-13 | Erich Meyer | Painting installation |
| CA2051246C (fr) * | 1990-10-09 | 2000-02-29 | Jeffrey R. Shutic | Appareil pour monter et bouger les atomiseurs d'enduits |
| DE4107094A1 (de) * | 1991-03-06 | 1992-09-10 | Ransburg Gmbh | Vorrichtung zum automatischen spruehbeschichten von gegenstaenden |
-
1993
- 1993-04-01 FR FR9303828A patent/FR2703265B1/fr not_active Expired - Fee Related
-
1994
- 1994-03-31 US US08/220,675 patent/US5500045A/en not_active Expired - Lifetime
- 1994-03-31 EP EP94400699A patent/EP0618014B2/fr not_active Expired - Lifetime
- 1994-03-31 DE DE69403130T patent/DE69403130T2/de not_active Expired - Lifetime
- 1994-03-31 ES ES94400699T patent/ES2104299T5/es not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| FR2703265A1 (fr) | 1994-10-07 |
| EP0618014A1 (fr) | 1994-10-05 |
| ES2104299T3 (es) | 1997-10-01 |
| FR2703265B1 (fr) | 1995-06-23 |
| DE69403130T2 (de) | 1998-01-02 |
| ES2104299T5 (es) | 2010-09-10 |
| EP0618014B2 (fr) | 2010-06-16 |
| US5500045A (en) | 1996-03-19 |
| DE69403130D1 (de) | 1997-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2158571C (fr) | Machine de projection de produit de revetement | |
| CA1293370C (fr) | Installation de projection de produit de revetement tel que par exempleune peinture et notamment installation de projection electrostatique de peinture a base d'eau | |
| EP1207964B1 (fr) | Procede et station de changement de produit dans une installation de projection de produit de revetement | |
| EP1926560B1 (fr) | Installation de projection de produit de revetement multi-composant | |
| US20060182894A1 (en) | Method for electrostatic spraying of conductive coating materials | |
| EP0618014B1 (fr) | Machine de projection de produit de revêtement par voie électrostatique | |
| FR2811917A1 (fr) | Procede et station de changement de produit dans une installation de projection de produit de revetement | |
| EP1326716B1 (fr) | Dispositif et procede d'alimentation de projecteurs et installation de projection equipee d'un tel dispositif | |
| US6349884B1 (en) | Process and device for mounting a sub-assembly comprising at least one coating product spray, on a mobile part of a robot | |
| EP2355934B1 (fr) | Projecteur de produit de revetement et procede pour reapprovisionner un tel projecteur en produit de revetement | |
| JP4384499B2 (ja) | 塗布剤を噴霧するための設備及びこのような設備を清浄化するための方法 | |
| FR2855081A1 (fr) | Dispositif de retouche automatique pour cabine de poudrage et de peinture | |
| FR2710858A1 (fr) | Dispositif de projection de produit de revêtement formant machine de toit ou machine latérale. | |
| CA2841791C (fr) | Station de nettoyage-remplissage pour moyens de projection de produit de revetement | |
| EP0462873B1 (fr) | Dispositif d'épandage d'une substance fluide et machine permettant l'application simultanée de cette substance et du revêtement d'une chaussée | |
| FR2815555A1 (fr) | Dispositif et procede d'alimentation de projecteurs et installation de projection equipee d'un tel dispositif | |
| FR2702971A1 (fr) | Machine de projection de produit de revêtement . | |
| FR2922789A1 (fr) | Installation industrielle de peinture. | |
| JPH04108550A (ja) | 導電性塗料の静電塗装設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19941025 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 19961007 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES GB IT SE |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970515 |
|
| REF | Corresponds to: |
Ref document number: 69403130 Country of ref document: DE Date of ref document: 19970619 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2104299 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: DUERR SYSTEMS GMBH Effective date: 19980213 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SAMES TECHNOLOGIES |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20100325 Year of fee payment: 17 |
|
| 27A | Patent maintained in amended form |
Effective date: 20100616 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): DE ES GB IT SE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100225 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: RPEO |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Date of ref document: 20100720 Kind code of ref document: T5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20100219 Year of fee payment: 17 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110331 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110331 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110401 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130311 Year of fee payment: 20 Ref country code: ES Payment date: 20130320 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69403130 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20140401 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20140926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20140401 |