-
TECHNISCHES
GEBIET DER ERFINDUNG
-
Die Erfindung betrifft eine spritzgießfähige bzw.
spritzgußverformbare,
elektrisch leitfähige
Zusammensetzung, die aromatische thermoplastische flüssigkristalline
Polymere (LCPs) aufweist, daraus hergestellte, elektrisch leitfähige Artikel
und das Spritzgießverfahren
für ihre
Herstellung. Die erfindungsgemäßen Zusammensetzungen
sind in vielen verschiedenen Anwendungen einsetzbar, zu denen elektrochemische
Bauelemente wie z.B. Batteriestromabnehmer, eine hochleistungsfähige elektromagnetische/Hochfrequenz-Interferenzabschirmung
und elektrostatisch dissipative Verpackungen und Gerätegehäuse gehören. Die
vorliegende Erfindung ist besonders gut in Brennstoffzellen verwendbar.
-
TECHNISCHER
HINTERGRUND DER ERFINDUNG
-
Nach dem Stand der Technik weist
eine typische Brennstoffzelle die in 1 dargestellten
Elemente auf. Eine Membran/Elektroden-Baugruppe (MEA) 10 mit
einem Membrantrennelement 11 und Katalysatorschichten 12 auf
jeder Seite sowie zwei (2) Gasdiffusionsschutzschichten 20 werden
durch Flachdichtungen 30 zwischen zwei (2) elektronenleitenden
Graphitplatten 40 abgedichtet. Die Platten haben oft mehrere
Funktionen als Stromabnehmer, die Elektronen über nicht dargestellte elektrische
Anschlüsse
zur äußeren Last transportieren,
als mechanische Träger
für die
anderen Brennstoffzellenkomponenten und als Gas- und Wasserverteilungsnetzwerke
mittels einer Struktur von Strömungsfeldern,
die in ihre Oberflächen 50 eingraviert sind.
Gas- und Wassereinlässe
und -auslässe
sind im allgemeinen in die Graphitplatte integriert, sind aber nicht
dargestellt. Die Graphitplatten dienen normalerweise als Grenzfläche zwischen
benachbarten Zellen in einem Stapel. Die Platten werden unterschiedlich
als Stromabnehmer, Strömungsfelder
und zweipolige bzw. bipolare (oder einpolige) Platten bezeichnet.
Zur weiteren Information sie zum Beispiel Ullmann's Encyclopedia of
Industrial Chemistry, 5. Aufl., Bd. 12A, S. S55f, VCH, New York,
1989.
-
Wegen ihrer Mehrfachfunktion muß die bipolare
Platte eine Reihe von Anforderungen erfüllen. Die Platte muß eine gute
elektrische Leitfähigkeit,
gute mechanische oder strukturelle Eigenschaften und eine hohe Chemikalienbeständigkeit
in der chemisch reaktiven Brennstoffzellenumgebung aufweisen. Wegen
ihrer Rolle bei der Gasverteilung muß sie außerdem aus einem gasundurchlässigen Material
bestehen, und quer über
ihre Oberfläche
müssen
komplexe Gaszufuhrkanäle
ausgebildet sein.
-
In der gegenwärtigen Praxis nach dem Stand
der Technik ist Graphit wegen seiner hohen elektrische Leitfähigkeit,
hohen Festigkeit und Korrosionsunempfindlichkeit das bevorzugte
Material für
bipolare Platten. Er ist jedoch spröde, teuer, und benötigt zur
Herstellung teure Maschinen. Die Sprödigkeit von Graphit erfordert seine
Verwendung in ca. sechs (6) mm dicken Platten, wodurch sowohl das
Gewicht als auch die Größe der Brennstoffzelle
erhöht
werden und daher ihre Leistungsdichte (kW/l oder kW/kg) im Gebrauch
verringert wird.
-
Mit Kohlenstoff/Graphit gefüllte thermoplastische
Polymere werden seit langem als vielversprechende Alternative zu
Graphit in bipolaren Platten angesehen. Im Prinzip können leitfähige, verstärkte thermoplastische
Polymerzusammensetzungen unter Verwendung kostengünstiger
Hochgeschwindigkeits-Formgebungsverfahren direkt zu komplexen, kompliziert
gestalteten Komponenten geformt werden. Außerdem ermöglichen diese geschmeidigeren
Materialien die Entwicklung neuer Stapelkonstruktionen, da formbare
Kunststoffe eine viel größere Flexibilität zum Formen
von Brenstoffzellenkomponenten bieten. Leider ist dieses Potential
trotz vieler Bemühungen
von den Fachleuten nicht realisiert worden.
-
Elektrisch leitfähige thermoplastische Polymerzusammensetzungen,
die spezifische Volumenwiderstände
von 10–3–10–2 Ohm·cm bieten,
sind dem Fachmann bekannt und sind' bei der Produktion von Stromkollektoren
für Brennstoffzellen
von besonderem Interesse.
-
US-A-3945844 von Nickols offenbart Polymer/Metall-Verbundstoffe.
Polysulfon, Polyphenylensulfid, Polyphenylenoxid, Acrylnitrilbutadien-Styrol-Copolymere
werden auf viele verschiedene Arten mit Edelstahl, Silber, Gold
und Nickel kombiniert. Der Anteil entweder von Metallpulvern oder
Füllstoffen
oder beiden in dem Polymer/Metall-Verbundstoff variiert von 50 bis
80 Gew.-%. Es wird über
Werte des spezifischen Widerstands von nur 10
–3 Ohm·cm berichtet.
-
US-A-4098967 von Biddick et al. bietet eine
bipolare Platte aus thermoplastischem Harz; das mit 40–80 Vol.-%
feinverteiltem glasartigem Kohlenstoff gefüllt ist. Zu den Kunststoffen,
die in den Zusammensetzungen verwendet werden, gehören Polyvinylidenfluorid
und Polyphenylenoxid. Die Platten werden durch Formpressen von trocken
gemischten Zusammensetzungen geformt und weisen einen spezifischen
Widerstand in der Größenordnung
von 0,002 Ohm·cm
auf. Formgepreßte
bipolare Platten aus Lösungsgemischen aus
Graphitpulver und Polyvinylidenfluorid werden in
US-A-3801374 von Dews et
al. offenbart. Die so geformte Platte hat eine Dichte von 2,0 g/cm
3 und einen spezifischen Volumenwiderstand
von 4 × 10
–3 Ohm·cm.
-
US-A-4214969 von Lawrance offenbart eine bipolare
Platte, die durch Formpressen eines Trockengemischs aus Kohlenstoff
oder Graphitteilchen und einem Fluorpolymerharz hergestellt wird.
Der Kohlenstoff oder Graphit sind in einem Gewichtsverhältnis zum
Polymer zwischen 2,5:1 und 16:1 enthalten. Für Polymerkonzentrationen im
Bereich von 6–28
Gew.-% liegt der spezifische Volumenwiderstand im Bereich von 1,2–3,5 × 10
–3 Ohm·cm.
-
In
US-A-4339322 von Balko et al. wurde die mechanische
Festigkeit des formgepreßten
Verbundstoffs gemäß
US-A-4214969 durch
Ersatz eines Teils des Graphitpulvers durch Kohlefasern oder andere
faserförmige
Kohlenstoffstrukturen verbessert. Eine typische Zusammensetzung
enthält
20 Gew.-% Polyvinylidenfluorid (PVDF), 16 Gew.-% Kohlefasern und
Graphitpulver. Das Trockengemisch wurde vermischt und dann zu Platten
formgepreßt.
Der spezifische Volumenwiderstand liegt im Bereich von 1,9 × 10
–3 bis
3,9 × 10
–3 Ohm·cm bei Bindemittel/Harz-Beladungswerten
von 7–26
Gew.-%.
-
US-A-4554063-85 von Braun et al.
offenbart ein Verfahren zur Herstellung von Kathodenstromabnehmern.
Der Stromabnehmer besteht aus (synthetischem) hochreinem Graphitpulver
mit Teilchengrößen im Bereich
von 10 (μm)
bis 200 (μm)
und Kohlefasern, die darin unregelmäßig verteilt sind und Längen von
1 mm bis 30 mm aufweisen, wobei das Graphitpulver/Kohlefaser-Massenverhältnis im
Bereich von 10:1 bis 30:1 liegt. Das eingesetzte Bindemittel/Harz
ist Polyvinylidenfluorid. Zur Herstellung des Stromabnehmers wird
das Bindemittel beispielsweise in Dimethylformamid gelöst. Dann
werden Graphitpulver und Kohlefasern zugesetzt, und die entstehende
schmierfettähnliche
Masse wird durch Ausstreichen auf einer Glasplatte auf die gewünschte Dicke
gebracht und etwa 1 Stunde bei etwa 50°C getrocknet. Die Platten wurden
auch durch Gießen, Ausstreichen
und Extrusion geformt.
-
US-A-5582 von
Lafollette offenbart bipolare Platten mit einem Verbundstoff aus
langen Kohlefasern, einem Füllmittel
aus Kohlenstoffteilchen und einem Fluorelastomer.
-
Dem Fachmann bekannt ist auch die
Verwendung von metallbeschichteten, besonders nickelbeschichteten
zerkleinerten Graphitschnittfasern zum Formen von leitfähigen Polymerzusammensetzungen.
Um den Faserabrieb durch Compoundieren zu vermindern, wird nach
dem Stand der Technik die Verwendung eines mit thermoplastischem
Harz imprägnierten
Bündels
von nickelbeschichteten Graphitfasern offenbart, die zusammen mit
einem thermoplastischen Matrixharz mit nur einem vorbereitenden
Trockenmischungsschritt direkt spritzgießfähig sind. Siehe zum Beispiel
Kiesche, "Conductive
Composites Find Their Niche" (Leitfähige Verbundstoffe
finden ihre Nische), Plastics Technology, November 1985, S. 77ff;
Murthy et al., "Metal
Coated Graphite Fiber Structural Foam Composites" (Metallbeschichtete Graphitfaser-Strukturschaumverbundstoffe), Fourteenth
Annual Structural Foam Conference and Parts Competition, The Society
of the Plastics Industry, Inc., April 1986, S. 86 ff. Die Verwendung
breiterer Eingüsse
und Durchflußkanäle in Spritzgußmaschinen,
die Graphitfasern verarbeiten, wird beispielsweise in International
Encylopedia of Composites, S. Lee, Hrsg., S. 474 ff., VCH publishers,
1990, offenbart. Darin wird auch die Verbesserung der Leitfähigkeit
offenbart, die durch Orientierung von leitfähigen Fasern mit hohem Schlankheitsverhältnis in
der Polymermatrix während
des Formgebungsprozesses realisiert wird.
-
Verfahren zum Formen von harzimprägnierten
Graphitfasern, die auch auf metallbeschichteten Graphit anwendbar
sind, sind dem Fachmann bekannt. Einige dieser Verfahren werden
in "Graphite Fiber
Composites (Electrochemical Processing)" [Graphitfaserverbundstoffe (elektrochemische
Verarbeitung)] von J. Iroh in Polymeric Materials Encyclopedia,
J. C. Salamone, Hrsg., S. 2861 ff., GRC Press 1996, offenbart.
-
Der oben zitierte Stand der Technik
zielt darauf ab, reine Metall- oder Graphitkomponenten, die eine umfangreiche
Bearbeitung erfordern, zu Fertigprodukten mit formbaren, auf thermoplastischen
Polymerharzen basierenden Zusammensetzungen zu verarbeiten, die
nach dem Formen weniger spanende Bearbeitung zur Ausbildung des
Fertigprodukts erfordern.
-
Das Problem bei der Realisierung
der Vorteile von thermoplastischen Polymerformteilen war mit der inversen
Beziehung zwischen der Konzentration eines leitfähigen Füllstoffs einerseits und Verarbeitbarkeit
und mechanischen Eigenschaften andererseits verbunden. Wie sich
bei dem oben zitierten Stand der Technik zeigt, führen Mengen
leitfähiger
Füllstoffe,
die zum Erreichen des Ziels eines spezifischen Widerstands von 10–2 Ohm·cm in
Brennstoffzellen erforderlich sind, in der Praxis zu Produkten von
begrenzter praktischer Brauchbarkeit. Dies gilt besonders hinsichtlich
der Gestaltung von Stromabnehmern in Brennstoffzellen-Anwendungen.
-
Es ist wünschenswert, eine Kombination
von Eigenschaften und Verarbeitbarkeit bei einer spritzgießfähigen Zusammensetzung
ohne Einschränkung
des Gebrauchswerts zu erzielen. Ein weiterer erwünschter Vorteil ist die Kostensenkung
beim Formen von Fertigartikeln, wie z.B. Stromabnehmern, im Vergleich
zu herkömmlichen
Verfahren.
-
ZUSAMMENFASSUNG
DER ERFINDUNG
-
Kurz gesagt, und gemäß einem
Aspekt der vorliegenden Erfindung, wird ein Verfahren zur Herstellung eines
Formartikels mit einem spezifischen Volumenwiderstand von weniger
als 10–2 Ohm·cm bereitgestellt,
wobei das Verfahren aufweist:
Kombination eines spritzgußverformbaren
aromatischen thermoplastischen flüssigkristallinen Polymerharzes und
einer Zusammensetzung, die nickelbeschichtete, mit einem nicht flüssigkristallinen
thermoplastischen Bindemittelharz imprägnierte Graphitfasern aufweist,
zum Formen eines Gemischs bei einer Temperatur unterhalb des Schmelzpunkts
des thermoplastischen flüssigkristallinen
Polymerharzes, wobei die Graphitfasern eine Länge von weniger als 2 cm aufweisen
und 5 bis 50 Gew.-% der Mischung bilden, und wobei das Bindemittelharz
0,1 bis 20 Gew.-% des Graphits bildet;
Einbringen des Gemischs
in eine Spritzgußmaschine,
in der das thermoplastische flüssigkristalline
Polymerharz geschmolzen und in schmelzflüssigem Zustand in eine Form
eingetragen wird; Abkühlen
der Form auf eine Temperatur, bei der das thermoplastische flüssigkristalline
Polymer in dem Gemisch nicht mehr fließt; und Entnahme des geformtem
Gemischs aus der Form.
-
Nach einem anderen Aspekt der Erfindung
wird ein Formartikel mit einem spezifischen Volumenwiderstand von
weniger als 10–2 Ohm·cm bereitgestellt,
der etwa 50 bis etwa 95 Gew.-% eines aromatischen flüssigkristallinen
Polymers, etwa 5 bis etwa 50 Gew.-% einer nickelbeschichteten Graphitfaser
mit einer Länge von
weniger als 2 cm und etwa 0,1 bis etwa 20 Gew.-%, bezogen auf das
Gewicht der Graphitfasern, eines nicht flüssigkristallinen thermoplastischen
Bindemittelharzes aufweist.
-
Nach einem weiteren Aspekt der Erfindung
wird ein Verfahren zur Herstellung eines elektrisch leitfähigen Formartikels
bereitgestellt, wobei das Verfahren aufweist: Kombination eines
spritzgußverformbaren aromatischen
thermoplastischen flüssigkristallinen
Polymerharzes in Form von Teilchen, die durch eine mittlere Teilchengröße von weniger
als 1500 μm
charakterisiert sind, mit einem Graphitfüllstoff zur Bildung eines Gemischs
bei einer Temperatur unterhalb des Schmelzpunkts des thermoplastischen
flüssigkristallinen
Polymerharzes, wobei der Graphitfüllstoff in einer Konzentration
von etwa 5 Gew.-% bis etwa 80 Gew.-% des Gesamtgemischs vorhanden
ist; Einbringen des Gemischs in eine Spritzgußmaschine, in der das aromatische
thermoplastische flüssigkristalline
Gemisch geschmolzen und in schmelzflüssigem Zustand in eine Form
eingetragen wird; Abkühlen
des Gemischs auf eine Temperatur, bei der das Harz in dem Gemisch
nicht mehr fließt;
und Entnahme des geformten Gemischs aus der Form.
-
KURZE BESCHREIBUNG
DER ZEICHNUNGEN
-
Weitere Merkmale der vorliegenden
Erfindung werden im Verlauf der nachstehenden Beschreibung und unter
Bezugnahme auf die Zeichnungen ersichtlich werden. Dabei zeigen:
-
1 eine
schematische Darstellung einer typischen Brennstoffzelle; und
-
2 eine
schematische Darstellung einer geformten bipolaren Platte mit Fluidverteilungskanälen.
-
AUSFÜHRLICHE
BESCHREIBUNG DER ERFINDUNG
-
Die erfindungsgemäßen Zusammensetzungen bieten
ein neues, ausgewogenes Verhältnis
zwischen Leitfähigkeit,
Verarbeitbarkeit und Struktureigenschaften. Überraschenderweise hat sich
bei der praktischen Ausführung
der Erfindung gezeigt, daß spritzgegossene
Tafeln von hervorragender Festigkeit und Steifigkeit mit einem spezifischen
elektrischen Volumenwiderstand im Bereich von 10–3– 10–2 Ohm·cm erzeugt
werden können.
Die so geformten Tafeln eignen sich zur Verwendung als Stromabnehmer
in Brennstoffzellen mit Dicken im Bereich von etwa 0,2 bis etwa
10 mm, wobei eine Dicke von 1–3
mm bevorzugt wird. Die Kombination von Eigenschaften, die durch
diese Tafeln erreicht wird, braucht den Vergleich mit den maschinell
bearbeiteten Graphittafeln nicht zu scheuen, die den gegenwärtigen Stand
der Technik in der Brennstoffzellenentwicklung darstellen. Die vorliegende
Erfindung bietet jedoch den Vorteil von erheblich niedrigeren Kosten
im Herstellungsprozeß der
Formartikel.
-
In einer bevorzugten Ausführungsform
der vorliegenden Erfindung wird das notwendige ausgewogene Verhältnis von
Eigenschaften erzielt, um ein direktes Spritzgießen von komplex geformten Körpern mit
hervorragenden Struktureigenschaften, hervorragender Verarbeitbarkeit
und einem spezifischen Volumenwiderstand von 10–2 Ohm·cm oder
weniger zu ermöglichen.
Trotz der Lehren des Standes der Technik und des offenbaren ökonomischen
Anreizes zur Entwicklung von spritzgegossenen Stromabnehmern, um
das gegenwärtige
kostspielige Verfahren zu ersetzen, sind vor der vorliegenden Erfindung
keine zufriedenstellenden spritzgegossenen Stromabnehmer produziert
worden. Dem Fachmann ist bekannt, daß Verarbeitbarkeit und Struktureigenschaften
sich mit zunehmendem Füllstoffanteil
verschlechtern, der einer Polymermatrix beigemengt wird. Um nach
dem oben beschriebenen Stand der Technik den spezifischen Volumenwiderstand
von 10–2 Ohm·cm oder weniger
zu erreichen, der für
die praktische Anwendung auf Brennstoffzellen erforderlich ist,
ergab die notwendige Menge oder Beladung mit leitfähigen Fasern
und anderen Füllstoffen
für die
ausgewählten
Polymermatrizes zu hohe Schmelzviskositäten, um ein Spritzgießen zuzulassen,
und so schlechte Struktureigenschaften, wie z.B. Dehnbarkeit, Biegefestigkeit
und Stoßfestigkeit,
daß nur
sehr dicke Tafeln ohne Strukturbruch im Gebrauch eingesetzt werden
konnten.
-
Der Begriff "thermoplastisch", wie er hierin gebraucht wird, bezieht
sich auf das thermoplastische flüssigkristalline,
für die
praktische Ausführung
der vorliegenden Erfindung geeignete Polymerharz, das nach herkömmlichen,
dem Fachmann bekannten Verfahren zur Verarbeitung von Kunststoffschmelzen,
wie z.B. Schneckenextrusion und Spritzgießen, in der Schmelze verarbeitbar
ist.
-
Bei der vorliegenden Erfindung ermöglicht die
leichte Formbarkeit von aromatischen thermoplastischen flüssigkristallinen
Polymeren das Formen von leitfähigen
Formartikeln von komplexer Gestalt und mit dünnen Wänden, und die ausreichende
Beladung mit leitfähigen
Füllstoffen
verleiht eine hervorragende Leitfähigkeit. Die ausgezeichnete
chemische Beständigkeit
von geformten aromatischen thermoplastischen flüssigkristallinen Polymeren
in Kombination von komplexer Gestalt im geformten Zustand macht
das erfindungsgemäße Verfahren
besonders gut geeignet für
die Herstellung von bipolaren Platten, die in Brennstoffzellen verwendbar
sind.
-
Ferner bietet eine Ausführungsform
der vorliegenden Erfindung eine spritzgießfähige Zusammensetzung, die ein
spritzgießfähiges aromatisches
thermoplastisches flüssigkristallines
Polymerharz und einen leitfähigen
Graphitfüllstoff
aufweist, der in eine Spritzgußmaschine
eingebracht wird, in der das aromatische thermoplastische flüssigkristalline
Polymer geschmolzen wird; der Graphitfüllstoff wird während des
Vortriebs der Spritzgußschnecke
innerhalb der so entstandenen Polymerschmelze dispergiert, und die
geschmolzene Harzzusammensetzung wird eine Form eingefüllt, wo
sie zum Erstarren gebracht und dann als fester Formartikel ausgestoßen wird.
-
In einer bevorzugten Ausführungsform
der vorliegenden Erfindung werden die Bestandteile der Zusammensetzung
vor dem Einspeisen trocken vermischt. Das Trockenmischen kann durch
jedes zweckmäßige Mittel
erfolgen, wie z.B. durch Rommeln. Vorzugsweise weist die Zusammensetzung
außerdem
ein Dispersionsmittel sowie weitere Zusätze auf, wie sie unter Umständen erwünscht oder
erforderlich sind, um die Verarbeitbarkeit oder Eigenschaften bei
der Endanwendung zu verbessern.
-
Aromatische thermoplastische flüssigkristalline
Polymere, die sich für
die praktische Ausführung
der vorliegenden Erfindung eignen, sind unter anderem diejenigen,
die in den folgenden US-Patentschriften beschrieben werden: US-A-3991013;
3991014; 4011199; 4048148; 4075262; 4083829; 4118372; 4122070; 4130545;
4153779; 4159365; 4161470; 4169933; 4184996; 4189549; 4219461; 4232143;
4232144; 4245082; 4256624; 4269964; 4272625; 4370466; 4383105; 4447592;
4522974; 4617369; 4664972; 4684712; 4727129; 4727131; 4728714; 4749769;
4762907; 4778927; 4816555; 4849499; 4851496; 4851497; 4857626; 4864013; 4868278;
4882410; 4923947; 4999416; 5015721; 5015722; 5025082; 5086158; 5102935;
5110896; 5143956.
-
Verwendbare aromatische thermoplastische
flüssigkristalline
Polymere sind unter anderem Polyester, Poly(esteramide), Poly(esterimide)
und Polyazomethine. Besonders gut verwendbar sind aromatische thermoplastische
flüssigkristalline
Polymere, die Polyester oder Poly(esteramide) sind. Bei diesen Polyestern
und Poly(esteramiden) sitzen außerdem
vorzugsweise mindestens etwa 50%, stärker bevorzugt etwa 75% der
Bindungen zu Ester- oder Amidgruppen, d.h. die freien Bindungen
von -C(O)O- und
-C(O)NR1-, wobei R1 Wasserstoff
oder Hydrocarbyl ist, an Kohlenstoffatomen, die Teil der aromatischen
Ringe sind.
-
In einer bevorzugten Ausführungsform
der vorliegenden Erfindung bestehen die Polyester oder Poly(esteramide)
aus Monomeren, wie z.B. einer oder mehreren aromatischen Dicarbonsäuren, wie
etwa Isophthalsäure,
Terephthalsäure,
4,4-Diphensäure,
2,6-Naphthalindicarbonsäure,
einer oder mehreren aromatischen Dihydroxyverbindungen, wie z.B.
Hydrochinon, einem substituierten Hydrochinon, wie etwa Methylhydrochinon,
t-Butylhydrochinon und Chlorhydrochinon, Resorcinol, 4,4'-Biphenol, 2,6-Naphthalindiol und 2,7-Naphthalindiol,
einer oder mehreren aromatischen Hydroxysäuren, wie z.B. 3-Hydroxybenzoesäure, 4-Hydroxybenzoesäure und
6-Hydroxy-2-Naphthoesäwe
sowie (im Falle von Poly(esteramiden)) einem oder mehreren aromatischen
Diaminen, wie z.B. p-Phenylendiamin oder m-Phenylendiamin.
-
Eingeschlossen in der hier gegebenen
Definition eines aromatischen thermoplastischen flüssigkristallinen
Polymers ist ein Gemisch aus zwei oder mehreren aromatischen thermoplastischen
flüssigkristallinen
Polymeren oder ein Gemisch aus einem aromatischen thermoplastischen
flüssigkristallinen
Polymer mit einem oder mehreren nichtaromatischen thermoplastischen
flüssigkristallinen
Polymeren, wobei das aromatische thermoplastische flüssigkristalline
Polymer die kontinuierliche Phase ist.
-
In einer Ausführungsform der vorliegenden
Erfindung wird ein aromatisches thermoplastisches flüssigkristallines
Harz mit einer leitfähigen,
metallbeschichteten, vorzugsweise nickelbeschichteten Graphitfaser kombiniert,
die durch die Klebewirkung eines thermoplastischen Harzbindemittels
zu Pellets geformt wird. Bei dem erfindungsgemäßen Verfahren wird das aromatische
thermoplastische flüssigkristalline
Harz vorzugsweise, z.B. durch Rommeln, mit den metallbeschichteten
Graphitfaserpellets trocken zu einer groben homogenen Mischung vermischt.
Die Mischung wird in den Einfüllstutzen
einer Spritzgußmaschine
eingebracht, und beim Transport der Harzmischung entlang den Schneckengängen schmelzen
die Harze, während
die Schneckenwirkung zur Dispersion der Fasern innerhalb der aromatischen
thermoplastischen flüssigkristallinen
Harzschmelze führt.
Die geschmolzene Dispersion wird in eine Form eingebracht, in der
die Schmelze hart wird und einen Formartikel bildet, der dann aus
der Form ausgestoßen
wird.
-
In einer bevorzugten Ausführungsform
der vorliegenden Erfindung ist der nach dem erfindungsgemäßen Verfahren
geformte Formartikel eine bipolare Platte mit in ihre Oberfläche eingeformten
Fluiddurchflußkanälen, die
sich mit geringer oder ohne Nachbearbeitung nach dem Formen zur
Verwendung in Wasserstoff oder Methanol-Direktbrennstoffzellen eignet.
Geeignete leitfähige
Fasern sind Graphitfasern, vorzugsweise metallbeschichtete Graphitfasern,
und am stärksten
bevorzugt nickelbeschichtete Graphitfasern. Die Länge der
Graphitfasern beträgt
weniger als etwa 25,4 mm (1 Zoll), vorzugsweise 3,2–12,7 mm
(0,125–0,5
Zoll) und der Durchmesser liegt im Bereich von etwa 5 bis etwa 40 μm, vorzugsweise
etwa 5 bis etwa 15 μm.
Jeder Metallbeschichtungsgrad ist zwar eine Verbesserung gegenüber unbeschichteten
Graphitfasern, aber ein Metallbeschichtungsanteil von etwa 20 etwa
70 Gew.-% des Gesamtgewichts der metallbeschichteten Fasern zuzüglich des
thermoplastischen Harzbindemittels wird bevorzugt, während etwa
45–60
Gew.-% am stärksten
bevorzugt werden. Wegen der Kombination aus chemischer Beständigkeit,
niedriger Dichte, hervorragender Leistung und niedrigen Kosten ist
Nickel das bevorzugte Beschichtungsmetall.
-
In der bevorzugten Ausführungsform
der vorliegenden Erfindung sind nickelbeschichtete Graphitfasern
in der erfindungsgemäßen Zusammensetzung
in Konzentrationen im Bereich von etwa 5 bis etwa 50 Gew.-%, vorzugsweise
etwa 10 etwa 40 Gew.-% vorhanden.
-
In der bevorzugten Ausführungsform
der Erfindung macht das thermoplastische Harzbindemittel etwa 0,1
bis etwa 20 Gew.-%, vorzugsweise etwa 5 bis etwa 15 Gew.-% der gesamten
nickelbeschichteten Graphitfaser-Zusammensetzung vor dem Beimischen
zu der erfindungsgemäßen Zusammensetzung
aus. Das am stärksten
bevorzugte Polymerbindemittel ist ein niedrigschmelzendes Polyamid-Copolymer
oder -Terpolymer.
-
Die folgende Diskussion dient zum
Zweck der Erläuterung
einer bevorzugten Ausführungsform
der Erfindung und nicht zu ihrer Einschränkung. Wegen der Beschränkung sowohl
der Verweildauer als auch der Schneckenkonstruktion in Spritzgußmaschinen
besteht die Ansicht, daß sich
ein beträchtlicher
Vorteil ergibt, wenn die Zeit maximiert wird, die für die Dispersion
der metallbeschichteten Graphitfaser in der geschmolzenen Harzmatrix
verfügbar
ist. Gemäß dieser
Zielstellung ist es vorzuziehen, daß das thermoplastische Bindemittelharz
bei einer niedrigeren Temperatur als der Schmelztemperatur des aromatischen
thermoplastischen flüssigkristallinen
Harzes fließfähig wird,
wodurch sichergestellt wird, daß die
Dispersion der Faser bereits im Gange ist, während das aromatische thermoplastische
flüssigkristalline
Harz schmilzt.
-
Das thermoplastische Bindemittelharz
kann als Dispersionsmittel brauchbar sein oder nicht. Alternativ kann
es wünschenswert
sein, der Zusammensetzung ein Dispersionsmittel zuzusetzen.
-
Das thermoplastische Harzbindemittel
kann durch irgendein dem Fachmann bekanntes Mittel auf die erfindungsgemäßen Fasern
aufgebracht werden; dazu gehören
unter anderem Schmelzimprägnierung,
Lösungsimprägnierung,
in-situ-Polymerisation von dispergiertem Monomer und elektrolytische
Abscheidung. Kein dem Fachmann bekanntes Mittel wird gegenüber einem
anderen bevorzugt.
-
Aromatische thermoplastische flüssigkristalline
Polymere werden hergestellt und sind im Handel als Pellets von etwa
3,2 mm (0,125 Zoll) Durchmesser erhältlich. Überraschenderweise zeigt sich
bei der praktischen Ausführung
der vorliegenden Erfindung, daß die
Leitfähigkeit
verbessert wird, wenn aromatische flüssigkristalline Pellets einer
Zerkleinerung unterworfen werden, um Teilchen mit einer mittleren
Teilchengröße von weniger
als 1500 μm,
vorzugsweise von weniger als 1000 μm zu formen, bevor sie mit einem
leitfähigen Graphitfüllstoff
kombiniert werden.
-
In einer weiteren Ausführungsform
der vorliegenden Erfindung wird ein aromatisches thermoplastisches
flüssigkristallines
Harz mit einer mittleren Teilchengröße von weniger als 1500 μm, vorzugsweise
weniger als 1000 μm,
mit einem leitfähigen
Graphitfüllstoff
kombiniert. Bei dem erfindungsgemäßen Verfahren wird das aromatische
thermoplastische flüssigkristalline
Harz vorzugsweise, z.B. durch Rommeln, trocken mit dem Graphitfüllstoff
zu einer groben homogenen Mischung vermischt. Die Mischung wird
in den Einfüllstutzen
einer Spritzgußmaschine
gegeben, und beim Transport entlang den Schneckengängen schmilzt
das aromatische thermoplastische flüssigkristalline Polymer, und
die Schneckenwirkung führt
zur Dispersion des Füllstoffs
innerhalb der aromatischen thermoplastischen flüssigkristallinen Harzschmelze.
Die geschmolzene Dispersion wird in eine Form eingebracht, in der
die Schmelze zu einem Formartikel aushärtet, der dann aus der Form ausgestoßen wird.
-
Der leitfähige Graphitfüllstoff
ist in der erfindungsgemäßen Zusammensetzung
in Konzentrationen im Bereich von etwa 5 bis 80 Gew.-%, vorzugsweise
etwa 30 bis 70 Gew.-%, am stärksten
bevorzugt von 30 bis 50 Gew.-% vorhanden. Geeignete Graphitfüllstoffe
sind unter anderem pulverförmiger
Graphit, wie z.B. Thermocarb®-Graphitpulver von Conoco,
Inc., stärker
bevorzugt eine Graphitfaser, wie z.B. Graphitfasern auf Pechbasis,
erhältlich
von Conoco, Inc., stärker
bevorzugt eine metallbeschichtete Graphitfaser, am stärksten bevorzugt
eine nickelbeschichtete Graphitfaser, wie weiter oben beschrieben.
-
Die Reduktion der Teilchengröße der aromatischen
thermoplastischen flüssigkristallinen
Harzpellets kann nach dem folgenden Verfahren erreicht werden: ein
Schneidgranulator oder eine Mühle,
wie z.B. ein ABBE-Granulator (Laboratory Rotary Cutter, Modell Nr.
000, Serien-Nr. 49491, Abbe Engineering Company, Brooklyn, NY 11211),
wird mit einem Metallsieb mit Löchern
von 1,5 mm (0,060 Zoll) ausgestattet. Ein Becherglas wird mit aromatischen
thermoplastischen flüssigkristallinen
Harzpellets gefüllt
und in flüssigen
Stickstoff getaucht und etwa 2 Minuten gehalten, nachdem die Flüssigkeit
zu sieden aufgehört
hat. Nach dem Eintauchen in den flüssigen Stickstoff wird das
Becherglas mit Pellets entnommen, und die Pellets werden den beweglichen
Messern des Granulators zugeführt.
Häufiges
Reinigen des Granulators ist notwendig, da nur etwa 50% der Harzpellets
tatsächlich
wirksam geschnitten werden und der Granulator mit einem Aufbau von
erwärmten
Pellets verunreinigt wird. Die restlichen Pellets können nach
weiterem Eintauchen in flüssigen
Stickstoff dem Granulator wieder zugeführt werden.
-
Bei der praktischen Ausführung der
Erfindung zeigt sich, daß während der
Einspeisung in die Spritzgußmaschine
eine gewisse Trennung der Komponenten auftritt, wenn etwa 3,2 mm
große
und größere Pellets aus
nickelbeschichtetem Graphit mit dem pulverförmigen thermoplastischen flüssigkristallinen
Harz von weniger als 1,5 mm Größe und insbesondere
von weniger als 1,0 mm Größe vereinigt
werden. Daraus kann ein gewisser Homogenitätsverlust innerhalb und unter
den entstehenden Formteilen resultieren. Es ist daher wünschenswert,
zusätzliche
Maßnahmen
zu treffen, um sicherzustellen, daß die Bestandteile während der
Einspeisung im makroskopischen Maßstab gut vermischt bleiben.
Dies kann durch Verwendung von nickelbeschichteten Graphitfasern
mit einem kleineren Schlankheitsverhältnis bewerkstelligt werden,
so daß die
daraus geformten Pellets kleinere Abmessungen aufweisen. Ein weiteres
Verfahren ist die Anpassung der für die Speisung von Extrudern
bekannten Stopfbuchsentechnologie an die Speisung von Spritzgußmaschinen.
Ein weiteres Verfahren besteht darin, die Mischung auch dann aufrechtzuerhalten,
wenn das Material der Schnecke der Spritzgußmaschine zugeführt wird.
Diese und andere, dem Fachmann bekannte Verfahren können allein
oder in Kombination angewandt werden, um in den Ausführungsformen
der Erfindung, in denen eine beträchtliche Nichtübereinstimmung
der Größen bei
den zugeführten
Materialien auftritt, die Homogenität aufrechtzuerhalten.
-
Um die Homogenität der Dispersion des leitfähigen Füllstoffs
in dem aromatischen thermoplastischen flüssigkristallinen Polymer zu
verbessern, kann es wünschenswert
sein, ein Dispersionshilfsmittel in die nach dem erfindungsgemäßen Verfahren
geformten Zusammensetzungen einzubringen. Das Dispersionshilfsmittel kann
von irgendeinem, dem Fachmann bekannten Typ sein, der die Dispergierbarkeit
von Metall- oder Graphitfasern in Polymerschmelzen wirksam verbessert.
Das Dispersionshilfsmittel kann kristallin oder nichtkristallin
sein und kann bei Raumtemperatur normalerweise flüssig sein.
Bei der vorliegenden Erfindung ist erforderlich, daß das Dispersionsmittel
bei Raumtemperatur in der Zusammensetzung unbeweglich ist. Für ein flüssiges Dispersionshilfsmittel
muß die
Flüssigkeit
durch Adsorption oder Absorption an der Faser immobilisiert werden.
Geeignete Dispersionshilfsmittel sind unter anderem Spezies mit
niedrigem Molekulargewicht, wie z.B. Fettsäuren, Silane, difunktionelle
Oligomere und so weiter. Dispersionshilfsmittel können auch
ihrer Natur nach polymer sein, wie z.B. thermoplastisches Harzbindemittel,
das den nickelbeschichteten Faserpellets beigemengt wird, die für den Gebrauch
bei der vorliegenden Erfindung bevorzugt werden. Die Wahl des Dispersionshilfsmittels
wird außerdem
durch die Verträglichkeit
mit dem Matrixpolymer bestimmt. Die Verträglichkeit ist weitgehend eine
empirische Feststellung. Ein verträgliches Dispersionshilfsmittel
ist eines, das die Dispersion der Faser innerhalb der Polymermatrix
bewirkt, während
ein unverträgliches
Dispersionshilfsmittel keine Dispersion bewirkt, sondern statt dessen
dazu führt,
daß die
Faser isolierte Klumpen bildet.
-
Die Zusammensetzung gemäß der vorliegenden
Erfindung kann solche weiteren Zusatzstoffe enthalten, wie sie unter
Umständen
zur Verbesserung der Verarbeitbarkeit oder der Eigenschaften erforderlich
sind. Insbesondere liefert bei der praktischen Ausführung der
vorliegenden Erfindung die Zugabe von etwa 5–20 Gew.-% Ruß zur Zusammensetzung
eine erwünschte
Verbesserung der Leitfähigkeit
bei relativ geringer Verschlechterung der Verarbeitbarkeit oder
der Struktureigenschaften. Bevorzugt wird ein hochstrukturierter
Ruß, wie
z.B. Printex XE von Degussa, Black Pearl 2000 von Cabot oder Ketjenblack
EC300J von Akzo Nobel.
-
Bei der vorliegenden Erfindung ist
es wichtig, daß die
Bestandteile einer so geringen Scherkraft wie möglich ausgesetzt werden, da
Scherkraft in Verbindung mit Vermischen in der Schmelze und Extrusion,
die normalerweise zur Ausbildung von gefüllten Polymerzusammensetzungen
ausgeführt werden,
zu einer Verschlechterung des Leitfähigkeitsverhaltens führt. Daher
sollten alle Schritte in dem erfindungsgemäßen Verfahren im Hinblick darauf
ausgeführt
werden, die Scherkräfte
niedrig zu halten.
-
Für
das scherungsarme Mischen ist zwar jedes dem Fachmann bekannte Mittel
geeignet, aber bei der praktischen Ausführung der vorliegenden Erfindung
funktioniert einfaches Trockenrommeln der Bestandteile gut. Bei
dem erfindungsgemäßen Verfahren
wird das so gebildete Gemisch einer herkömmlichen Spritzgußmaschine
zugeführt,
wo die Polymere geschmolzen und zu der Form transportiert werden,
mit anschließendem
Abkühlen
und Ausstoßen.
Die erfindungsgemäße spritzgießfähige Zusammensetzung
eignet sich zur Verwendung in jeder Spritzgußmaschine, welche die begrenzte
Scherung der Schmelze liefert, die für die Dispersion der Fasern
in der Matrixpolymerschmelze notwendig ist. Es können zwar viele verschiedene
Geometrien der Form und der Ausgußrinne verwendet werden, aber
es erweist sich als vorteilhaft, den Scherungsgrad, dem die Schmelze
ausgesetzt wird, durch Verwendung von Ausflußspalten und Ausgußrinnen
mit großem
Durchmesser zu verringern.
-
Für
die Zwecke der vorliegenden Erfindung beinhaltet das Vormischen
der trockenen oder nicht geschmolzenen Bestandteile bei niedriger
Scherung einfach die Zuführung
der getrennten Bestandteile direkt in den Fülltrichter der Spritzgußmaschine,
wie z.B. durch Verwendung von Aufgabevorrichtungen mit geregelter Gewichstverlustrate,
wo die Durchmischung in situ innerhalb des Fülltrichters der Spritzgußmaschine
erfolgt.
-
Die Erfindung ermöglicht die Herstellung von
dünneren
(z.B. sind alle Formteilproben im nachstehenden Abschnitt "Beispiele" 3,2 mm (1/8 Zoll)
dick; der Zieldickenbereich für
bipolare Platten in Brennstoffzellen beträgt etwa 1 bis etwa 3 mm), leichteren
und billigeren leitfähigen
Artikeln, während
der Bedarf an kostenaufwendigen Bearbeitungsschritten, die nach
dem derzeitigen Stand der Technik angewandt werden, wesentlich verringert
oder beseitigt wird. Die erfindungsgemäßen Artikel weisen einen spezifischen
Volumenwiderstand von etwa 10–2 Ohm·cm oder
weniger auf. In der bevorzugten Ausführungsform können Stromabnehmer
mit komplexen Gasdurchflußnetzwerken,
die in hohem Maße
für den
Gebrauch in Brennstoffzellen geeignet sind, direkt spritzgegossen
werden und erfordern vor dem Gebrauch wenig oder gar keine Fertigbearbeitung.
-
Es wird jetzt auf die nachstehenden
konkreten Ausführungsformen
Bezug genommen, um die Erfindung zu erläutern, aber nicht einzuschränken.
-
BEISPIELE
-
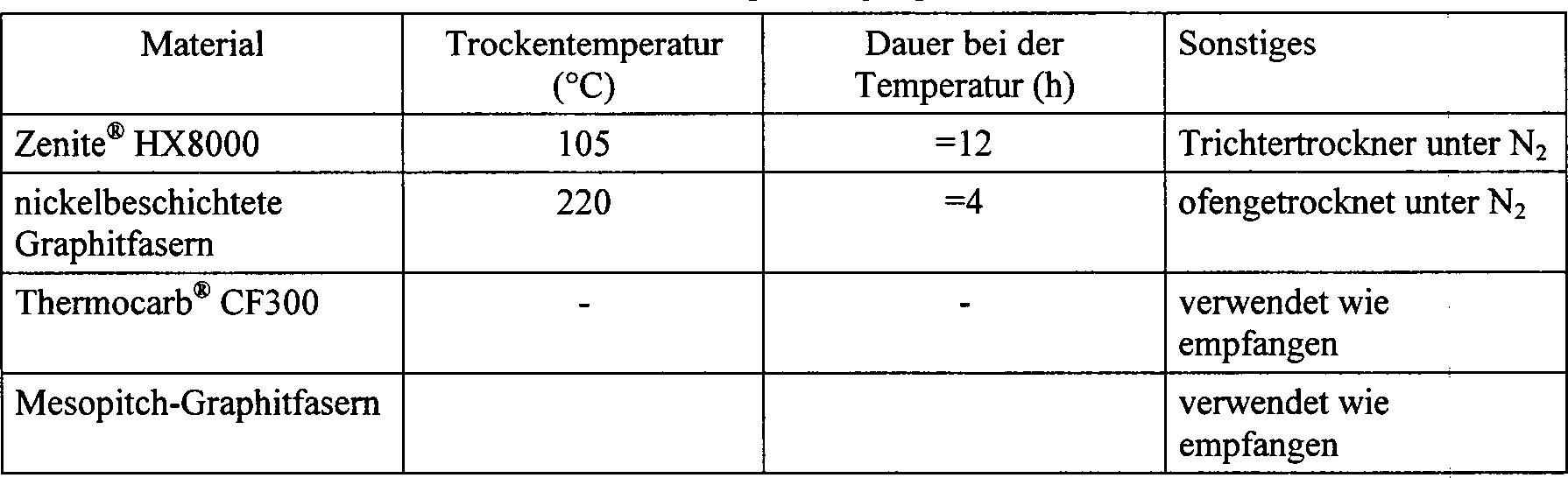
Eine Beschreibung der Materialien,
die in den nachstehend angeführten
Beispielen verwendet werden, wird in Tabelle 1 gegeben.
-
-
Die nickelbeschichteten Graphitfasern
wurden in Form von Pellets aus 12000 Fasern geliefert, die 5–15 Gew.-%
eines niedrigschmelzenden Polyamidbindemittels mit einem Schmelzpunkt
von 232°C
enthielten. Die Fasern bestanden ferner aus 60 Gew.-% Nickel und
25–35
Gew.-% Graphit. Die Fasern wurden in Längen von 6,35 mm (1/4") und 12,7 mm (1/2") bereitgestellt.
-
Die Trocknungsbedingungen, die auf
die in den nachstehend angeführten
Beispielen genannten Materialien anwendbar sind, werden in Tabelle
2 dargestellt.
-
TABELLE
2
Trocknungsbedingungen
-
In allen Beispielen wurde Spritzguß unter
Verwendung einer 180t-Spritzgußmaschine
(Nissei Manufacturing, Nagano, Japan) ausgeführt. Die geformten Teile waren
flache Tafeln von 7,62 cm × 15,24
cm × 0,317 cm
(3" × 6" × 0,125 ") und 10,16 cm × 10,16 cm × 0,317 cm (4" × 4" × 0,125").
-
Alle Messungen des spezifischen Volumenwiderstands
erfolgten an den flachen Formtafeln unter Verwendung einer Vierspitzensonde
(vgl. "Electrical
Resistivity Measurements of Polymer Materials" (Messung spezifischer elektrischer
Widerstände
von Polymerwerkstoffen) von A. R. Blythe in Polymer Testing 4 (1984) 195–200). Auf
jeder Seite der Probe wurden sechs (6) Messungen ausgeführt, und
der Mittelwert der Messung wird in den folgenden Beispielen als
Volumenleitfähigkeitszahl
angegeben.
-
BEISPIEL 1
-
2730 g HX8000 (12 h bei 105°C getrocknet)
wurden durch Rommeln trocken mit je 910 g nickelbeschichteten Graphitfaserpellets
von 6,35 mm und 12,7 mm (1/4" und
1/2") Länge vermischt.
Das Gemisch wurde unter den folgenden Bedingungen spritzgegossen.
| Schmelztemperatur: | 320°C |
| Formtemperatur: | 30–70°C |
| Injektionsdruck: | 703
kg/cm2 |
| Injektionsgeschwindigkeit: | 2,5–5 cm/s |
| Schneckendrehzahl: | 50–75 U/min |
| Soll-Injektionszeit
(max.): | 14
s |
| Soll-Aushärtungszeit
(max.): | 18
s |
| Soll-Zyklusstartzeit
(max.): | 1
s |
| Gegendruck: | 0
kg/cm2 |
-
Der ermittelte spezifische Volumenwiderstand
betrug etwa 2,0 × 10–3 Ohm·cm.
-
Nachstehend wird auf 2 Bezug genommen, die eine geformte bipolare
Platte gemäß Beispiel
1 mit darin eingeformten Fluidverteilungskanälen 100 zeigt.
-
BEISPIEL 2
-
3185 g HX8000 wurden trocken mit
je 682 g Pellets aus nickelbeschichteten Graphitfasern von 6,35 mm
und 12,7 mm (1/4" und
1/2") Länge vermischt.
Das Gemisch wurde unter den folgenden Bedingungen spritzgegossen.
| Schmelztemperatur: | 320°C |
| Formtemperatur: | 80–87°C |
| Injektionsdruck: | 492
kg/cm2 |
| Injektionsgeschwindigkeit: | 2,5–5 cm/s
(Zyklus variabel) |
| Schneckendrehzahl: | 50–75 U/min |
| Soll-Injektionszeit
(max.): | 14
s |
| Soll-Aushärtungszeit
(max.): | 18
s |
| Soll-Zyklusstartzeit
(max.): | 1
s |
| Gegendruck: | 0
kg/cm2 |
| Granulatgröße: | 54% |
-
Der ermittelte spezifische Volumenwiderstand
betrug etwa 1,0 × 10–2 Ohm·cm.
-
VERGLEICHSBEISPIEL 1
-
2730 g HX8000 und 6370 g Thermocarb
CF300-Graphitpulver wurden unter Vakuum in einem gegenläufig rotierenden
20 mm-Doppelschneckenextruder von Welding Engineers (King of Prussia,
PA) schmelzcompoundiert. Das Polymer wurde in die erste Zone eingebracht,
während
der Graphit stromabwärts
nach dem Schmelzen des Polymers zugeführt wurde. Die Schneckendrehzahl
betrug 125–150
U/min, und der Durchsatz betrug ca. 4550–6800 g. Die Temperatur betrug
290–300°C. Der extrudierte
Strang wurde zu ca. 3,2 mm (0,125") großen Pellets zerkleinert.
-
Etwa 1360 g der so aufbereiteten
Formulierung wurde zunächst
trocken mit 910 g zusätzlichem HX8000
vermischt und dann trocken mit je 455 g Pellets aus nickelbeschichteten
Graphitfasern von 12,7 mm und 6,35 mm (1/2" und 1/4") Länge
vermischt. Das Gemisch wurde unter den folgenden Bedingungen spritzgegossen.
| Schmelztemperatur: | 320°C |
| Formtemperatur: | 70–80°C |
| Injektionsdruck: | 984
kg/cm2 |
| Injektionsgeschwindigkeit: | 2,5–5 cm/s
(Zyklus variabel) |
| Schneckendrehzahl: | 50–75 U/min |
| Soll-Injektionszeit
(max.): | 14
s |
| Soll-Aushärtungszeit
(max.): | 18
s |
| Soll-Zyklusstartzeit
(max.): | 1
s |
| Gegendruck: | 0
kg/cm2 |
-
Der ermittelte spezifische Volumenwiderstand
betrug etwa 2,5 × 10–2 Ohm·cm.
-
VERGLEICHSBEISPIEL 2
-
2730 g HX8000 und 1820 g Pellets
aus kupferbeschichteten Graphitfasern (auf dem Nickelüberzug) wurden
trockengemischt. Jedes Pellets enthielt 12000 Fasern, die dur einen
Bindemittel auf Nylon-Basis zusammengehalten wurden (5–15 Gew.-%
auf Faser-Basis).
-
Das Gemisch wurde unter den folgenden
Bedingungen spritzgegossen.
| Schmelztemperatur: | 320°C |
| Formtemperatur: | 70–76°C |
| Injektionsdruck: | 703
kg/cm2 |
| Injektionsgeschwindigkeit: | 2,5–5 cm/s
(Zyklus variabel) |
| Schneckendrehzahl: | 50–75 U/min |
| Soll-Injektionszeit
(max.): | 14
s |
| Soll-Aushärtungszeit
(max.): | 18
s |
| Soll-Zyklusstartzeit
(max.): | 1
s |
| Gegendruck: | 0
kg/cm2 |
-
Der ermittelte spezifische Volumenwiderstand
betrug etwa 2,3 × 10–2 Ohm·cm.
-
BEISPIELE 3–6 UND VERGLEICHSBEISPIELE
3–6
-
In den Beispielen 3–6 und den
Vergleichsbeispielen 3–6
wird ein Vergleich zwischen dem spezifischen Volumenwiderstand von
flachen Platten angestellt, die aus Zusammensetzungen, die 3200 μm (0,125") große aromatische
thermoplastische flüssigkristalline
Harzpellets im Anlieferungszustand vom Hersteller aufweisen, sowie
aus Zusammensetzungen geformt werden, die kryogen feingemahlene
Pellets mit einer mittleren Teilchengröße von 951 μm aufweisen.
-
Das thermoplastische flüssigkristalline
Harzpulver wurde hergestellt, indem ein mit Löchern im Boden versehener und
mit einem Drahtgriff ausgestatteter 250 ml-Kunststoffbecher mit
ca. 3,2 mm (1/8")
großen Harzpellets
gefüllt
und der so gefüllte
Becher anschließend
in ein großes
Bad aus flüssigem
Stickstoff getaucht wurde, das in einem Dewar-Gefäß enthalten
war. Der Becher wurde für
eine Zeitspanne von zwei Minuten nach Aufhören des aktiven Siedens des
flüssigen
Stickstoffs lang darin belassen. Ein ABBE-Schneidgranulator, der
mit einem Metallsieb mit Löchern
von 1,5 mm (0,060")
Größe ausgestattet
war, wurde mit geschlossenem Fülltrichterschieber
gestartet. Unter Tragen eines Gesichtsschutzes und wärmeisolierter
Handschuhe wurde der harzgefüllte
Becher aus dem flüssigen
Stickstoff entnommen und sein Inhalt in den Fülltrichter des Granulators
entleert. Der Schieber wurde geöffnet,
und die Pellets fielen in die Messer. In jedem gegebenen Durchlauf
wurden etwa 50% der Pellets gemahlen. Es war daher notwendig, nach
jedem dritten oder vierten Durchlauf anzuhalten und zurückgebliebene,
jetzt erwärmte
Pellets zu entfernen und sie durch den Prozeß zurückzuführen.
-
Die Größenbestimmung erfolgte mit
Hilfe eines Laserbeugungsverfahrens unter Verwendung eines Malvern
Mastersizer X, hergestellt von Malvern Instruments Ltd., Malvern,
UK.
-
Das thermoplastische flüssigkristalline
Zenite 8000-Harz (erhältlich
in 3,2 mm-Pellets von DuPont, Wilmington, DE) wurde, gleichgültig ob
in Pulver- oder Pelletform, 12 Stunden bei 105°C unter Stickstoff getrocknet.
-
In allen Fällen wurde eine 180 t-Spritzgußmaschine
(Nissei Mftg., Nagano, Japan) zum Formen von Tafeln mit Abmessungen
von 7,62 cm × 15,24
cm × 0,32
cm (3" × 6" × 0,125") oder 10,16 cm × 10,16 cm × 0,32 cm (4" × 4" × 0,125") verwendet.
-
Ergebnisse sind in Tabelle 3 zusammengestellt.
-
BEISPIEL 3
-
700 Gramm des thermoplastischen flüssigkristallinen
Harzpulvers wurden durch Rommeln mit 1300 Gramm Thermocarb
® CF300-Graphitpulver
vermischt, dann wurde das Gemisch sofort in die Spritzgußmaschine
eingebracht und unter den folgenden Spritzgußbedingungen geformt:
| Schmelztemperatur: | 320°C |
| Formtemperatur: | 150°C |
| Injektionsdruck: | 1125
kg/cm2 |
| Injektionsgeschwindigkeit: | 5
cm/s (Zyklus variabel) |
| Schneckendrehzahl: | 125–140 U/min |
| Soll-Injektionszeit
(max.): | 30,0
s |
| Soll-Aushärtungszeit
(max.): | 60,0
s |
| Soll-Zyklusstartzeit
(max.): | 1
s |
| Gegendruck: | 0
kg/cm2 |
| Granulatgröße: | ~40–60% |
-
BEISPIEL 4
-
Die Materialien und Bedingungen von
Beispiel 3 wurden wiederholt, mit der Ausnahme, daß 600 Gramm
thermoplastisches flüssigkristallines
Harzpulver mit 1400 Gramm Thermocarb® CF
300 kombiniert wurden.
-
BEISPIEL 5 1050 Gramm thermoplastisches
flüssigkristallines
Harzpulver wurden durch Rommeln mit 1290 Gramm Thermocarb
® CF300-Graphitpulver
und 660 Gramm mesomorphen Graphitfasern auf Pechbasis vermischt.
Die Kombination wurde sofort in eine Spritzgußmaschine eingebracht und unter
den folgenden Spritzgußbedingungen
spritzgegossen:
| Schmelztemperatur: | 320°C |
| Formtemperatur: | 150°C |
| Injektionsdruck: | 1335
kg/cm2 |
| Injektionsgeschwindigkeit: | 2,5–5 cm/s
(Zyklus variabel) |
| Schneckendrehzahl: | 100–125 U/min |
| Soll-Injektionszeit
(max.): | 25,0
s |
| Soll-Aushärtungszeit
(max.): | 45,0
s |
| Soll-Zyklusstartzeit
(max.): | 1
s |
| Gegendruck: | 0
kg/cm2 |
| Granulatgröße: | ~40–60% |
-
BEISPIEL 6
-
Die Materialien und Verfahren von
Beispiel 5 wurden wiederholt, mit der Ausnahme, daß 990 Gramm Graphitfaser
eingesetzt wurden.
-
VERGLEICHSBEISPIEL 3
-
700 g getrocknete Zenite 8000-Pellets
wurden durch Rommeln trocken mit 1300 g Thermocarb-Graphitpulver CF300
vermischt. Das Gemisch wurde unter den folgenden Spritzgußbedingungen
direkt spritzgegossen:
| Schmelztemperatur: | 320°C |
| Formtemperatur: | 150°C |
| Injektionsdruck: | 1195
kg/cm2 |
| Injektionsgeschwindigkeit: | 2,5–5 cm/s
(Zyklus variabel) |
| Schneckendrehzahl: | 100–125 U/min |
| Soll-Injektionszeit
(max.): | 20,0
s |
| Soll-Aushärtungszeit
(max.): | 30,0
s |
| Soll-Zyklusstartzeit
(max.): | 1
s |
| Gegendruck: | 0
kg/cm2 |
| Granulatgröße: | ~40–60% |
-
VERGLEICHSBEISPIEL 4
-
Die Materialien und Verfahren von
Vergleichsbeispiel 3 wurden angewandt, mit der Ausnahme, daß 600 Gramm
getrocknete Zenite 8000-Pellets mit 1400 Gramm Thermocarb® CF300
kombiniert wurden.
-
VERGLEICHSBEISPIEL 5
-
1050 Gramm getrocknete Zenite 8000-Pellets
wurden durch Rommeln mit 1290 Gramm Thermocarb
®-Graphitpulver
CF300 und 660 Gramm Graphitfasern auf Pechbasis vermischt. Das Gemisch
wurde unter den folgenden Spritzgußbedingungen spritzgegossen:
| Schmelztemperatur: | 320°C |
| Formtemperatur: | 150°C |
| Injektionsdruck: | 1195
kg/cm2 |
| Injektionsgeschwindigkeit: | 2,5–5 cm/s
(Zyklus variabel) |
| Schneckendrehzahl: | 100–125 U/min |
| Soll-Injektionszeit
(max.): | 20,0
s |
| Soll-Aushärtungszeit
(max.): | 30,0
s |
| Soll-Zyklusstartzeit
(max.): | 1
s |
| Gegendruck: | 0
kg/cm2 |
| Granulatgröße: | ~40–60% |
-
VERGLEICHSBEISPIEL 6
-
Die Materialien und Verfahren von
Vergleichsbeispiel 5 wurden wiederholt, mit der Ausnahme, daß 1050 Gramm
Zenite mit 990 Gramm Thermocarb CF300 und 990 Gramm Graphitfasern
auf Pechbasis kombiniert wurden.
-
TABELLE
3
Spezifischer Volumenwiderstand in den Beispielen 4–8 und Vergleichsbeispielen
4–8