DE10392508T5 - Schleifartikel mit neuen Strukturen und Verfahren zum Schleifen - Google Patents
Schleifartikel mit neuen Strukturen und Verfahren zum Schleifen Download PDFInfo
- Publication number
- DE10392508T5 DE10392508T5 DE10392508T DE10392508T DE10392508T5 DE 10392508 T5 DE10392508 T5 DE 10392508T5 DE 10392508 T DE10392508 T DE 10392508T DE 10392508 T DE10392508 T DE 10392508T DE 10392508 T5 DE10392508 T5 DE 10392508T5
- Authority
- DE
- Germany
- Prior art keywords
- grinding
- abrasive
- bonded
- vol
- agglomerates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000227 grinding Methods 0.000 title claims description 449
- 238000000034 method Methods 0.000 title claims description 110
- 239000000463 material Substances 0.000 claims abstract description 279
- 239000006061 abrasive grain Substances 0.000 claims abstract description 257
- 239000002131 composite material Substances 0.000 claims abstract description 70
- 239000011165 3D composite Substances 0.000 claims abstract description 26
- 239000000203 mixture Substances 0.000 claims description 117
- 238000009739 binding Methods 0.000 claims description 111
- 230000027455 binding Effects 0.000 claims description 111
- 239000011230 binding agent Substances 0.000 claims description 100
- 238000004519 manufacturing process Methods 0.000 claims description 38
- 239000000919 ceramic Substances 0.000 claims description 22
- 230000009172 bursting Effects 0.000 claims description 20
- 229920001568 phenolic resin Polymers 0.000 claims description 17
- 239000005011 phenolic resin Substances 0.000 claims description 15
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 claims description 14
- 239000000945 filler Substances 0.000 claims description 12
- 230000003685 thermal hair damage Effects 0.000 claims description 8
- 239000002699 waste material Substances 0.000 claims description 5
- 230000001427 coherent effect Effects 0.000 claims description 4
- 239000003822 epoxy resin Substances 0.000 claims description 4
- 229920000647 polyepoxide Polymers 0.000 claims description 4
- 239000004925 Acrylic resin Substances 0.000 claims description 3
- 229920000178 Acrylic resin Polymers 0.000 claims description 3
- 229920000877 Melamine resin Polymers 0.000 claims description 3
- 229920001807 Urea-formaldehyde Polymers 0.000 claims description 3
- 239000002241 glass-ceramic Substances 0.000 claims description 3
- 229910017053 inorganic salt Inorganic materials 0.000 claims description 3
- GZCGUPFRVQAUEE-SLPGGIOYSA-N aldehydo-D-glucose Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C=O GZCGUPFRVQAUEE-SLPGGIOYSA-N 0.000 claims description 2
- 229920001721 polyimide Polymers 0.000 claims description 2
- 239000009719 polyimide resin Substances 0.000 claims description 2
- 238000012360 testing method Methods 0.000 description 119
- 235000019589 hardness Nutrition 0.000 description 81
- 230000000052 comparative effect Effects 0.000 description 49
- 230000008569 process Effects 0.000 description 46
- 229920005989 resin Polymers 0.000 description 40
- 239000011347 resin Substances 0.000 description 40
- 239000012071 phase Substances 0.000 description 36
- 238000009826 distribution Methods 0.000 description 20
- 238000002156 mixing Methods 0.000 description 20
- 238000005054 agglomeration Methods 0.000 description 19
- 230000002776 aggregation Effects 0.000 description 19
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 19
- 239000011159 matrix material Substances 0.000 description 19
- 239000011148 porous material Substances 0.000 description 19
- 239000008187 granular material Substances 0.000 description 18
- 239000002245 particle Substances 0.000 description 16
- 229910000831 Steel Inorganic materials 0.000 description 14
- 239000003082 abrasive agent Substances 0.000 description 14
- 239000002904 solvent Substances 0.000 description 14
- 239000010959 steel Substances 0.000 description 14
- 239000002826 coolant Substances 0.000 description 13
- 238000005056 compaction Methods 0.000 description 11
- 229910003460 diamond Inorganic materials 0.000 description 11
- 239000010432 diamond Substances 0.000 description 11
- 239000012530 fluid Substances 0.000 description 11
- 230000001939 inductive effect Effects 0.000 description 11
- 230000035699 permeability Effects 0.000 description 11
- 239000004033 plastic Substances 0.000 description 11
- 229920003023 plastic Polymers 0.000 description 11
- 229920003261 Durez Polymers 0.000 description 10
- -1 flint Substances 0.000 description 10
- 239000007788 liquid Substances 0.000 description 10
- 238000012856 packing Methods 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- 238000001354 calcination Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 9
- 239000011521 glass Substances 0.000 description 9
- 238000005507 spraying Methods 0.000 description 9
- 230000008901 benefit Effects 0.000 description 8
- 229910010293 ceramic material Inorganic materials 0.000 description 8
- HYBBIBNJHNGZAN-UHFFFAOYSA-N furfural Chemical compound O=CC1=CC=CO1 HYBBIBNJHNGZAN-UHFFFAOYSA-N 0.000 description 8
- 230000001965 increasing effect Effects 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 229920001800 Shellac Polymers 0.000 description 7
- 238000010304 firing Methods 0.000 description 7
- 238000000465 moulding Methods 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 238000007493 shaping process Methods 0.000 description 7
- ZLGIYFNHBLSMPS-ATJNOEHPSA-N shellac Chemical compound OCCCCCC(O)C(O)CCCCCCCC(O)=O.C1C23[C@H](C(O)=O)CCC2[C@](C)(CO)[C@@H]1C(C(O)=O)=C[C@@H]3O ZLGIYFNHBLSMPS-ATJNOEHPSA-N 0.000 description 7
- 229940113147 shellac Drugs 0.000 description 7
- 235000013874 shellac Nutrition 0.000 description 7
- 239000004208 shellac Substances 0.000 description 7
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 6
- 239000003595 mist Substances 0.000 description 6
- 235000012431 wafers Nutrition 0.000 description 6
- 235000020681 well water Nutrition 0.000 description 6
- 239000002349 well water Substances 0.000 description 6
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- MCMNRKCIXSYSNV-UHFFFAOYSA-N ZrO2 Inorganic materials O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 230000005484 gravity Effects 0.000 description 5
- 239000008188 pellet Substances 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 229910000077 silane Inorganic materials 0.000 description 5
- 238000004088 simulation Methods 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 238000005498 polishing Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 229910052582 BN Inorganic materials 0.000 description 3
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 3
- 239000003513 alkali Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 229910000420 cerium oxide Inorganic materials 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 238000001723 curing Methods 0.000 description 3
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 238000013508 migration Methods 0.000 description 3
- 230000005012 migration Effects 0.000 description 3
- 229910052863 mullite Inorganic materials 0.000 description 3
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 3
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 3
- 229910010271 silicon carbide Inorganic materials 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- 235000008733 Citrus aurantifolia Nutrition 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 241000758789 Juglans Species 0.000 description 2
- 235000009496 Juglans regia Nutrition 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- 239000006057 Non-nutritive feed additive Substances 0.000 description 2
- 239000004115 Sodium Silicate Substances 0.000 description 2
- 235000011941 Tilia x europaea Nutrition 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 150000004645 aluminates Chemical class 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910000323 aluminium silicate Inorganic materials 0.000 description 2
- 229910001570 bauxite Inorganic materials 0.000 description 2
- 229910000419 boron suboxide Inorganic materials 0.000 description 2
- QXJJQWWVWRCVQT-UHFFFAOYSA-K calcium;sodium;phosphate Chemical compound [Na+].[Ca+2].[O-]P([O-])([O-])=O QXJJQWWVWRCVQT-UHFFFAOYSA-K 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000005097 cold rolling Methods 0.000 description 2
- 238000010954 commercial manufacturing process Methods 0.000 description 2
- 238000010960 commercial process Methods 0.000 description 2
- 229910001610 cryolite Inorganic materials 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000010433 feldspar Substances 0.000 description 2
- 239000002223 garnet Substances 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 235000021384 green leafy vegetables Nutrition 0.000 description 2
- VKYKSIONXSXAKP-UHFFFAOYSA-N hexamethylenetetramine Chemical compound C1N(C2)CN3CN1CN2C3 VKYKSIONXSXAKP-UHFFFAOYSA-N 0.000 description 2
- 239000010954 inorganic particle Substances 0.000 description 2
- 239000004571 lime Substances 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 238000001000 micrograph Methods 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 150000004760 silicates Chemical class 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 238000010561 standard procedure Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000001029 thermal curing Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000012549 training Methods 0.000 description 2
- 235000020234 walnut Nutrition 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 241001156002 Anthonomus pomorum Species 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- 208000031872 Body Remains Diseases 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N Calcium oxide Chemical compound [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920001353 Dextrin Polymers 0.000 description 1
- 239000004375 Dextrin Substances 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 229910052770 Uranium Inorganic materials 0.000 description 1
- NHWNVPNZGGXQQV-UHFFFAOYSA-J [Si+4].[O-]N=O.[O-]N=O.[O-]N=O.[O-]N=O Chemical compound [Si+4].[O-]N=O.[O-]N=O.[O-]N=O.[O-]N=O NHWNVPNZGGXQQV-UHFFFAOYSA-J 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 1
- 229910000287 alkaline earth metal oxide Inorganic materials 0.000 description 1
- 235000021120 animal protein Nutrition 0.000 description 1
- 238000010420 art technique Methods 0.000 description 1
- 238000003556 assay Methods 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 238000010923 batch production Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 229910021538 borax Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- 235000012255 calcium oxide Nutrition 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- CETPSERCERDGAM-UHFFFAOYSA-N ceric oxide Chemical compound O=[Ce]=O CETPSERCERDGAM-UHFFFAOYSA-N 0.000 description 1
- 229910000422 cerium(IV) oxide Inorganic materials 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000012777 commercial manufacturing Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000000875 corresponding effect Effects 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 235000019425 dextrin Nutrition 0.000 description 1
- 238000007908 dry granulation Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000012765 fibrous filler Substances 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000004811 fluoropolymer Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- SLGWESQGEUXWJQ-UHFFFAOYSA-N formaldehyde;phenol Chemical compound O=C.OC1=CC=CC=C1 SLGWESQGEUXWJQ-UHFFFAOYSA-N 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910000856 hastalloy Inorganic materials 0.000 description 1
- 239000008240 homogeneous mixture Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910000816 inconels 718 Inorganic materials 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000011416 infrared curing Methods 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 230000005923 long-lasting effect Effects 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- 230000005291 magnetic effect Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000004005 microsphere Substances 0.000 description 1
- 230000003278 mimic effect Effects 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 235000010755 mineral Nutrition 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000006060 molten glass Substances 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 239000003002 pH adjusting agent Substances 0.000 description 1
- 239000011049 pearl Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- ODGAOXROABLFNM-UHFFFAOYSA-N polynoxylin Chemical compound O=C.NC(N)=O ODGAOXROABLFNM-UHFFFAOYSA-N 0.000 description 1
- 235000019353 potassium silicate Nutrition 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000010526 radical polymerization reaction Methods 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 229910052911 sodium silicate Inorganic materials 0.000 description 1
- 235000019351 sodium silicates Nutrition 0.000 description 1
- 239000004328 sodium tetraborate Substances 0.000 description 1
- 235000010339 sodium tetraborate Nutrition 0.000 description 1
- 229910052566 spinel group Inorganic materials 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 230000036962 time dependent Effects 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 229910001233 yttria-stabilized zirconia Inorganic materials 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/04—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces externally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/36—Single-purpose machines or devices
- B24B5/363—Single-purpose machines or devices for grinding surfaces of revolution in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/14—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic ceramic, i.e. vitrified bondings
- B24D3/18—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic ceramic, i.e. vitrified bondings for porous or cellular structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/22—Rubbers synthetic or natural
- B24D3/26—Rubbers synthetic or natural for porous or cellular structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/28—Resins or natural or synthetic macromolecular compounds
- B24D3/32—Resins or natural or synthetic macromolecular compounds for porous or cellular structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
- B24D3/348—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties utilised as impregnating agent for porous abrasive bodies
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1436—Composite particles, e.g. coated particles
Abstract
Gebundenes
Schleifwerkzeug, umfassend ein dreidimensionales Komposit aus
(a) einer ersten Phase, enthaltend 24–48 Vol.% Schleifkörner; die mit 10–38 Vol.% organischem Bindungsmaterial gebunden sind, und weniger als 10 Vol.% Porosität, und
(b) einer zweiten Phase, die aus 38–54 Vol.% Porosität besteht,
wobei die zweite Phase eine zusammenhängende Phase innerhalb des Komposits ist und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) aufweist.
(a) einer ersten Phase, enthaltend 24–48 Vol.% Schleifkörner; die mit 10–38 Vol.% organischem Bindungsmaterial gebunden sind, und weniger als 10 Vol.% Porosität, und
(b) einer zweiten Phase, die aus 38–54 Vol.% Porosität besteht,
wobei die zweite Phase eine zusammenhängende Phase innerhalb des Komposits ist und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) aufweist.
Description
- Verwandte Anmeldungen
- Diese Anmeldung ist eine „Continuation-in part" der U.S. Ser. Nr. 10/120,969, angemeldet am 11. April 2002, und eine „Continuation-in-part" der U.S. Ser. Nr. 10/328,802, angemeldet am 24. Dezember 2002. Der gesamte Inhalt der U.S. Ser. Nr. 10/120,969 und U.S. Ser. Nr. 10/328,802 werden hiermit durch Bezugnahme in die Beschreibung aufgenommen.
- Hintergrund der Erfindung
- Die Erfindung bezieht sich auf gebundene Schleifartikel oder -werkzeuge, wie Schleifscheiben, Schleifsegmente, Schleifteller und Schleifsteine, die neue kompositionelle Strukturen aufweisen, auf Methoden zur Herstellung solcher Werkzeuge, um so diese neuen Werkzeugstrukturen zu erzeugen, und Verfahren zum Schleifen, Polieren und zur Oberflächenendbearbeitung unter Verwendung solcher Werkzeuge.
- Gebundene Schleifwerkzeuge bestehen aus steifen und üblicherweise monolithischen, dreidimensionalen Schleifkompositen in der Form von Scheiben, Tellern, Segmenten, Schleifstiften, Schleifsteinen und anderen Werkzeugformen, die eine zentrale Öffnung oder andere Mittel zur Anbringung auf einen bestimmten Typ von Schleif-, Polier- oder Schärfvorrichtung oder -maschine haben. Diese Komposite umfassen drei strukturelle Elemente oder Phasen: Schleifkorn, Bindung und Porosität.
- Gebundene Schleifwerkzeuge wurden in einer Vielzahl von „Härten" und „Strukturen" hergestellt, die gemäß gängiger Praxis in diesem Fachbereich durch die relative Härte und Dichte des Schleifkomposits (Härte) und durch die prozentualen Volumenanteile an Schleifkorn, Bindung und Porosität innerhalb des Komposits (Struktur) definiert wurden.
- Annähernd 70 Jahre lang wurden der Härtegrad und die Struktur des Werkzeuges als die zuverlässigsten Prädiktoren der Werkzeughärte, der WerkzeugVerschleißrate, des Energiebedarfs beim Schleifen und des Übereinstimmungsgrads bei der Herstellung von gebundenen Schleifwerkzeugen angesehen.
- Härte und Struktur wurden als zuverlässige Herstellungsrichtlinien erstmals in dem U.S. Patent Nr. A-1,983,082 an Howe et al. aufgestellt. Howe beschreibt ein volumetrisches Herstellungsverfahren, das geeignet ist, die damals anhaltenden Schwierigkeiten bezüglich uneinheitlicher Qualität des Schleifkomposits und uneinheitlicher Schleifleistung zu überwinden. In diesem Verfahren wählt man die relativen volumetrischen Prozentanteile der drei strukturellen Bestandteile aus, um ein Werkzeug mit einer angestrebten Härte und anderen gewünschten physikalischen Eigenschaften zu erhalten. In Kenntnis des gewünschten Volumens des fertiggestellten Werkzeuges werden aus dem Werkzeugvolumen, den relativen volumetrischen Prozentanteilen und den Materialdichten des Schleifkorns und der Bindungskomponenten das Gewicht an Schleifkorn und Bindungskomponenten pro Charge berechnet, die benötigt werden, um das Werkzeug herzustellen. Auf diese Weise wurde es möglich, eine Standard-Strukturtabelle für eine definierte Bindungszusammensetzung zu erstellen und, in nachfolgenden Herstellungsdurchläufen, relative volumetrischen Prozentanteile von der Standard-Strukturtabelle abzulesen, um gebundene Schleifwerkzeuge, die einen einheitlichen Härtegrad bei einem vorgegebenen prozentualen Volumen an Schleifkorn, Bindung und Porosität aufweisen, herzustellen. Es wurde festgestellt, dass die Schleifleistung von einer Herstellungscharge zur nächsten einheitlich war, wenn die Härte und die Struktur konstant gehalten wurden.
- Für viele Schleifoperationen wurde gezeigt, dass das Kontrollieren der Menge und der An der Porosität in dem Komposit, insbesondere Porosität einer permeablen oder miteinander verbundenen Art, die Schleifeneffizienz verbessert und die Qualität des Werkstückes, das beschliffen wird, vor thermischer oder mechanischer Schädigung schützt.
- Jedes dreidimensionale Schleifkomposit besteht aus der Summe der relativen prozentualen Volumenanteile ihrer drei Bestandteile: Schleifkorn, Bindung und Porosität. Die Summe der prozentualen Volumenanteile dieser drei Bestandteile muss 100 % sein; daher müssen Werkzeuge, die einen hohen prozentualen Anteil an Porosität haben, proportional niedrigere Anteile an Bindung und/oder Schleifkorn haben. Bei der Herstellung von gebundenen Schleifwerkzeugen kann man leichter relativ hohe prozentuale Volumenanteile an Porosität (z. B. 40–70 Vol%) in Präzisionsschleifwerkzeugen erreichen, die mit steifen, anorganischen Bindungsmaterialien (z. B. glasartigen oder keramischen Bindungen) und relativ kleinen Korngrößen (z. B. Norton Korngröße 46–220 Grit) hergestellt werden als in Grobschleifwerkzeugen, die mit organischen Bindungsmaterialien und relativ großen Korngrößen (z. B. Norton Korngrößen 12– 20 Grit) hergestellt werden. Sehr poröse Schleifkomposite, die mit größeren Korngrößen, höheren prozentualen Volumenanteilen an Korn und weicheren, organischen Bindungsmaterialen hergestellt werden, neigen dazu, während Formgebungs- und Härtungszwischenschritte bei der Herstellung des Schleifwerkzeuges zusammenzufallen oder Schichten auszubilden. Aus diesen Gründen werden kommerziell erhältliche gebundene Schleifwerkzeuge, die mit organischen Bindungsmaterialien hergestellt werden, oftmals so geformt, dass sie keine Porosität und typischerweise nicht mehr als 30 Vol% Porosität enthalten. Sie überschreiten selten 50 Vol% Porosität.
- Natürliche Porosität, die durch Verdichtung der Schleifkörner und Bindungspartikel während des Formens unter Druck herrühren, ist üblicherweise nicht ausreichend, um hohe Porosität in gebundenen Schleifwerkzeugen zu erreichen. Porosität induzierende Mittel wie blasenförmiges Aluminiumoxid und Naphthalen können Kompositmischungen aus Schleifmittel- und Bindung beigefügt werden, um Formgebung unter Druck und Handhabung eines porösen, nicht gehärteten Schleifartikels zu ermöglichen und um einen adäquaten prozentualen Volumentanteil Porosität in den fertiggestellten Werkzeugen zu erreichen. Manche Porenbildner (z. B. blasenförmiges Aluminiumoxid und Glaskugeln) werden geschlossenzellige Porosität in dem Werkzeug erzeugen. Geschlossenzellige Porosität induzierende Mittel, die zugegeben werden, um einen hohen prozentualen Anteil Porosität zu erreichen, verhindern die Bildung von offenen Kanälen oder miteinander verbundener Porosität, womit sie den Fluss von Flüssigkeit durch den Körper des Werkzeuges verhindern oder reduzieren, weshalb sie dazu neigen, Schleifkräfte und das Risiko thermischer Schädigung zu erhöhen. Porenbildner offener Zellen müssen aus der Schleifmatrix gebrannt werden (z. B. Walnussschalen und Naphthalen), wodurch verschiedene Schwierigkeiten bei der Herstellung hervorgerrufen werden.
- Des Weiteren differieren die Dichten der Porenbildner, Bindungsmaterialien und Schleifkörner signifikant, wodurch es schwierig wird, Schichtbildung in der Schleifmischung während der Handhabung und des Formens zu kontollieren, was oftmals zu einem Verlust an Homogenität in der dreidimensionalen Struktur des fertiggestellten Schleifartikels führt. Eine einheitliche, homogene Verteilung der drei Bestandteile des Schleifkomposits wurden als ein zentraler Aspekt einer einheitlichen Werkzeugqualität angesehen und, für Schleifscheiben, wichtig zum sicheren Betrieb der Scheiben bei hohen Rotationsgeschwindigkeiten, die für das Schleifen benötigt werden (z. B. über 4000 surface feet per minute (sfpm)) angesehen.
- Es wurde herausgefunden, dass der prozentuale Volumentanteil an miteinander verbundener Porosität oder Fluid-Permeabilität eine signifikantere Determinante der Schleifleistung von Schleifartikeln darstellt als der reine prozentuale Volumentanteil Porosität (siehe U.S. Patent Nr. A-5,738,696 an Wu). Die miteinander verbundene Porosität erlaubt die Entfernung von Schleifabfall (Abrieb) und während des Schleifens den Durchtritt von Kühlflüssigkeit innerhalb der Scheibe. Das Vorliegen von miteinander verbundener Porosität kann dadurch bestätigt werden, dass die Permeabilität der Scheibe gegenüber dem Fluss von Luft unter kontrollierten Bedingungen gemessen wird. U.S. Patent Nr. A-5,738,697 an Wu offenbart Schleifscheiben mit hoher Permeabilität, die einen signifikanten Anteil an miteinander verbundener Porosität aufweisen (40 – 80 Vol%). Diese Scheiben werden aus einer Matrix aus faserförmigen Partikeln, die ein Aspektverhältnis von zumindest 5:1 haben, hergestellt. Die faserförmigen Partikel können faserartige Schleifkörner oder gewöhnliche, nicht-faserförmige Schleifkörner sein, die mit verschiedenen faserförmigen Füllstoffmaterialien wie keramischen Fasern, Polyesterfasern und Glasfasern vermischt sind, und Matten und Agglomerate, die mit diesen Faserpartikeln hergestellt wurden.
- Es wurde nun herausgefunden, dass gebundene Schleifwerkzeuge mit einem relativ hohen prozentualen Anteil Porosität und einem relativ niedrigem prozentualen Anteil an Schleifkorn hergestellt werden können, ohne die mechanische Festigkeit oder den Widerstand gegenüber Abnutzung des Werkzeuges aufzugeben, obwohl der Härtegrad des Werkzeuges eine relativ geringe mechanische Festigkeit erwarten lassen würde. Für organisch gebundene Schleifwerkzeuge ist es nun möglich, Werkzeuge mit relativen prozentualen Anteilen an Schleifkorn, Bindung und Porosität herzustellen, die Strukturen bilden, die bei kommerziellen gebundenen Schleifwerkzeugen bislang unbekannt sind. Diese neuen Strukturen schließen organisch gebundene Schleifwerkzeuge ein, wobei die zusammenhängende Phase des Schleifkomposits aus dem Porositätsbestandteil besteht. In einem bevorzugten Verfahren zur Erzeugung dieser neuen Strukturen wurde eine Mehrzahl des Schleifkorns mit einem Bindematerial vor dem Mischen, Formen und thermischen Verarbeiten des gebundenen Schleifwerkzeugs agglomeriert.
- Über agglomerierte Schleifkörner wurde berichtet, dass sie die Schleifeffizienz mittels Mechanismen, die in keinem Zusammenhang mit der Menge oder der Art der Porosität des gebundenen Schleifwerkzeugs stehen, verbessern. Schleifkorn wurde aus verschiedenen Gründen agglomeriert, hauptsächlich um die Verwendung kleinerer Schleifkorn-Partikelgrößen („Grit") zu ermöglichen, um die gleiche Schleifeffizienz wie eine größere Schleifkorngröße zu erreichen oder um eine glattere Oberflächengüte auf dem beschliffenen Werkstück zu erreichen. In vielen Fällen wurde Schleifkorn agglomeriert, um eine weniger poröse Struktur und ein dichteres Schleifwerkzeug, das stärker gebundene Schleifkörner besitzt, zu erreichen.
- Hongroßräder mit sehr geringer Porosität (z. B. weniger als 5 Vol% Porosität) wurden dadurch aus wiedergewonnenen gemahlenen glasartig gebundenen Schleifkompositen hergestellt, dass diese Komposite in einem Epoxidharz gebunden wurden. Diese „Verbindungs"-Hongroßräder sind seit einigen Jahren kommerziell erhältlich (von Saint-Gobain Abrasives, GmbH, vormals Efesis Schleiftechnik GmbH, Gerolzhofen, Deutschland).
- U.S. Patent Nr. A-2,216,728 an Brenner offenbart Schleifkorn/Bindungs-Aggregate, die aus jedweder Art Bindung hergestellt sind. Der Grund zur Verwendung der Aggregate liegt darin, sehr dichte Scheibenstrukturen zum Festhalten von Diamant- oder CBN-Korn während Schleifoperationen zu erreichen. Falls die Aggregate mit einer porösen Struktur hergestellt wurden, liegt der Zweck darin, zu ermöglichen, dass die Inter-Aggregat-Bindungsmaterialien in die Poren der Aggregate fließen und die Struktur während des Brennens vollständig verdichten. Die Aggregate ermöglichen die Verwendung von mikrokörnigem Schleifkorn, das ansonsten bei der Herstellung verloren gehen würde.
- U.S. Patent Nr. A-3,982,359 an Elbel lehrt die Bildung von Aggregaten aus Harzbindung und Schleifkorn, die Härtewerte haben, die größer sind als die der Harzbindung, die verwendet wird, um die Aggregate in einem Schleifwerkzeug zu binden. In gummigebundenen Schleifscheiben, die die Aggregate enthalten, werden höhere Schleifraten und eine längere Werkzeugslebensdauer erreicht.
- U.S. Patent Nr. A-4,799,939 an Bloecher lehrt, erodierbare Agglomerate aus Schleifkorn, hohlen Körpern und organischem Bindemittel und die Verwendung dieser Agglomerate in beschichteten Schleifmitteln und gebundenen Schleifmitteln. Ähnliche Agglomerate sind in U.S. Patent Nr. A-5,039,311 an Bloecher und U.S. Patent Nr. A-4,652,275 an Bloecher et al. offenbart.
- U.S. Patent Nr. A-5,129,189 an Wetshcer offenbart Schleifwerkzeuge mit einer Harzbindungsmatrix, die Konglomerate, mit 5–90 Vol% Porosität, aus Schleifkorn, Harz und Füllmaterialien wie Kryolit, enthält.
- U.S. Patent Nr. A-5,651,729 an Benguerel lehrt eine Schleifscheibe mit einem Kern und einem separaten Schleifrand, der aus einer Harzbindung und gemahlenen Agglomeraten aus Diamant- oder CBN-Scheifkorn mit einer metallischen oder keramischen Bindung hergestellt ist. Die genannten Vorteile der Scheiben, die mit diesen Agglomeraten hergestellt sind, schließen große Spänedurchlassräume, hohen Verschleißwiderstand, Selbstschärfungseigenschaften, hohe mechanische Widerstandskraft der Scheibe und die Fähigkeit, den Schleifrand direkt an dem Kern der Scheibe zu binden, ein. In einer Ausführungsform werden benutzte diamant- oder CBM-gebundene Schleifränder auf eine Größe von 0,2–3 mm gemahlen, um die Agglomerate zu bilden.
- GB Patent Nr. A-1,228,219 an Lippert offenbart Konglomerate aus Korn und Bindung, die zu einer elastischen Gummibindungsmatrix gegeben werden. Die Bindung, die das Korn in dem Konglomerat festhält, kann keramisches oder Harz-Material sein, muss aber steifer sein, als die elastische Bindungsmatrix.
- U.S. Patent Nr. A-4,541,842 an Rostoker offenbart beschichtete Schleifmittel und Schleifscheiben, die mit Aggregaten aus Schleifkorn und einer geschäumten Mischung aus glasartigen Bindungsmaterialien mit anderen Rohmaterialien wie Kohlenschwarz oder Karbonaten, die zum Schäumen während des Brennens der Aggregate geeignet sind, hergestellt sind. Die Aggregat-„Pellets" enthalten einen höheren prozentualen Anteil an Bindung als Korn auf einer Vol%-Basis. Pellets, die zur Herstellung der Schleifscheiben verwendet werden, werden bei 900 °C gesintert (auf eine Dichte von 70 lbs/cu.ft; 1,134 g/cm3), und die glasartige Bindung, die zur Herstellung der Scheibe verwendet wird, wird bei 880 °C gebrannt. Scheiben, die mit 16 Vol% Pellets hergestellt wurden, arbeiteten beim Schleifen mit einem Effizienzgrad, der ähnlich dem von Vergleichsscheiben, die mit 46 Vol% Schleifkorn hergestellt wurden, war. Die Pellets enthielten offene Zellen innerhalb der vitrifizierten Bindungsmatrix, wobei die relativ kleineren Schleifkörner sich um den Umfang der offenen Zellen anhäuften. Für das Brennen pre-agglomerierter grüner Aggregate, die später geschäumt und gesintert werden, um die Pellets herzustellen, wird ein Drehofen erwähnt.
- US A-6,086,467 to Imai, et al, offenbart Schleifscheiben, die Schleifkorn und Korncluster aus Füllstoffkörnern mit geringeren Größen als die Schleifkörner enthalten. Glasartige Bindungen können verwendet werden und die Füllstoffkörner können Chromoxid sein. Die Größe der Korncluster beträgt 1/3 oder mehr der Größe der Schleifkörner. Vorteile schließen kontrollierte Erosion der Bindung und das Festhalten von Schleifkorn in Schleifanwendungen mit geringer Belastung, die Hochleistungsschleifkorn verwenden, ein, wobei das Hochleistungsschleifkorn verdünnt werden muss, um die Schleifkräfte zu minimieren. Cluster aus Füllstoffkörnern können mit Wachs gebildet werden. Das Sintern der Cluster wird nicht offenbart.
- WO 01/85393 A1 an Adefris offenbart einen dreidimensionalen Schleifartikel, der aus Schleifkompositen, die entweder geformt oder unregelmäßig sind, hergestellt ist, die so angeordnet sind, dass sie mehr als eine Monolage aus Schleifkompositen aufweisen. Der Artikel kann Inter-Komposit-Porosität und Intra-Komposit-Porosität enthalten. Die Komposite schließen Schleifkörner ein, die einer anorganischen oder organischen ersten Matrix gebunden sind, und der Schleifartikel ist mit einem zweiten anorganischen (Metall oder glasartig oder keramisch) oder organischen Bindemittelmaterial gebunden, um einen Schleifartikel zu bilden, der etwa 20 bis 80 Vol% Porosität hat. Der bevorzugte Artikel enthält feine Diamantschleifkörner, die in einer ersten und einer zweiten Glasbindung gehalten werden, und der Artikel wird dazu verwendet, Glas auf Hochglanz zu polieren.
- Eine Anzahl von Publikationen haben beschichtete Schleifwerkzeuge, die mit agglomerierten Schleifkorn hergestellt wurden, beschrieben. Diese schließen US A-2,194,472 an Jackson ein, dass beschichtete Schleifwerkzeuge offenbart, die mit Agglomeraten aus einer Vielzahl von relativ feinen Schleifkörnern und einer jeder der Bindungen, die normalerweise in beschichteten oder gebundenen Schleifwerkzeugen verwendet werden, hergestellt wurden. Anorganische Komposite von Feinkorn-Diamant, CBN und anderen thermisch abbaubaren Schleifkörnern in einer Matrix aus Metalloxid wurden ebenfalls für beschichtete Schleifwerkzeugen als nützlich beschrieben (US Patent Nr. A-3,916,584 an Howard, et al).
- US Patent Nr. A-3,048,482 an Hurst offenbart geformte Schleifmikrosegmente aus agglomerierten Schleifkörnern und organischen Bindungsmaterialien in der Form von Pyramiden oder anderen verjüngten Formen. Die geformten Schleifmikrosegmente sind an einen faserförmigen Träger geklebt und werden zur Herstellung beschichteter Schleifmittel verwendet und um die Oberfläche von dünnen Schleifscheiben zu beschichten. US Patent Nr. A-4,311,489 an Kressner offenbart Agglomerate aus feinem (≤ 200 Mikrometer) Schleifkorn und Kryolith, optional mit einem Silicatbindemittel, und deren Verwendung zur Herstellung von beschichteten Schleifwerkzeugen. US Patent Nr. A-5,500,273 an Holmes offenbart präzise geformte Partikel oder Komposite aus Schleifkörnern und einem polymeren Bindemittel, das durch freie Radikalpolymerisation gebildet wird. Ähnlich geformte Komposite werden in US Patent Nr. A-5,851,247 an Stoetzel, et al, US Patent Nr. A-5,714,259 an Holmes, et al, und US Patent Nr. A-5,342,419 an Hibbard, et al, beschrieben. US-5,975,988,
US 6,217,413 B1 und WO 96/10471, alle an Christianson, offenbaren beschichtete Schleifartikel, die einen Träger und eine organisch gebundene Schleifschicht einschließen, wobei das Schleifmittel als geformte Agglomerate in der Form einer abgeschnittenen vierseitigen Pyramide oder Würfels vorliegen. - US A-6,056,794 an Stoetzel, et al, offenbart beschichtete Schleifartikel mit einem Träger, einer organischen Bindung, die darin dispergierte harte anorganische Partikel umfasst, und Agglomerate aus Schleifpartikeln, die an den Träger gebunden sind. Die Schleifpartikel in den Agglomeraten und die harten anorganischen Partikel in der organischen Bindung haben im Wesentlichen die gleiche Größe. Die Agglomerate können zufällig oder präzise geformt sein und sie sind mit einer organischen Bindung hergestellt. Die harten anorganischen Partikel können ein jedes aus einer Anzahl von Schleifkornpartikeln sein.
-
US 6,319,108 B1 an Adefris, et al, offenbart einen Schleifartikel, umfassend einen steifen Träger und keramische Schleifkomposite, die aus Schleifpartikeln in einer porösen Keramikmatrix hergestellt sind. Die Komposite werden mittels einer Metallbeschichtung wie elektroplattiertes Metall an dem Träger festgehalten. WO 01/83166 A1 an Mujumdar, et al, offenbart Schleifwerkzeuge zum Glasschleifen, umfassend Diamantkomposite, die mittels einer Harzbindung an einem Träger festgehalten werden. - Eine Anzahl von Patenten offenbart Schleifwerkzeuge, umfassend Harz oder andere organische Bindemittelkomposite aus Schleifkorn. Die meisten dieser Werkzeuge sind beschichtete Schleifwerkzeuge, wobei eine Harzbindung verwendet wird, um die Schleifkornkomposite an einen flexiblen Träger anzuhaften. Gelegentlich werden Metallbindemittel oder erodierbare Partikel zusammen mit den Schleifkompositen verwendet. Representative Patente in dieser Gruppe schließen US Patent Nr. A-5,078,753 an Broberg, et al, US Patent Nr. A-5,578,098 an Gagliardi, et al, US Patent Nr. A-5,127,197 an Brukvoort, et al, US Patent Nr. A-5,318,604 an Gorsuch, et al, US Patent Nr. A-5,910,471 an Christianson, et al, und US Patent Nr. A-6,217,413 an Christianson, et al ein.
- US Patent Nr. A-4,355,489 an Heyer offenbart einen Schleifartikel (Scheibe, Teller, Band, Blatt, Block und Ähnliches), das aus einer Matrix aus gewellten Filamenten, die an manuellen Kontaktpunkten miteinander verbunden sind, und Schleifagglomerate mit einem Hohlraumvolumen von etwa 70 bis 97 %. Die Agglomerate können mit glasartigen Bindungen oder Harzbindungen und jedem Schleifkorn hergestellt werden. US Patent Nr. A-4,364,746 an Bitzer offenbart Schleifwerkzeuge, umfassend unterschiedliche Schleifagglomerate mit unterschiedlichen Festigkeiten. Die Agglomerate sind aus Schleifkorn und Harzbindemitteln hergestellt und können für zusätzliche Festigkeit und Härte andere Materialien wie zerkleinerte Fasern enthalten. US Patent Nr. A-4,393,021 an Eisenberg, et al, offenbart ein Verfahren zur Herstellung von Schleifagglomeraten aus Schleifkorn und einem Harzbindemittel, das ein Siebgewebe verwendet und in dem eine Paste aus dem Korn und Bindemittel durch das Netz gerollt wird, um so wurmartige Extrusionen zu bilden. Die Extrusionen werden durch Erwärmen gehärtet und dann gemahlen, um Agglomerate zu bilden. Trotz dieses umfassenden Kenntnisstandes in Bezug darauf, wie Schleifartikel mit agglomeriertem Korn hergestellt werden und wie Werkzeugporosität elimiert oder erzeugt wird, ist es bis jetzt niemandem erfolgreich gelungen, die zu Grunde liegende Kompositstruktur eines dreidimensionalen, monolitisch gebundenen Schleifwerkzeugs mit agglomeriertem Korn so zu verändert, so dass die Härte und die Struktur des Werkzeuges nicht mehr die Schleifleistung vorhersagen. Niemand hat agglomeriertes Korn dazu verwendet, Werkzeuge mit Vol%-Strukturen herzustellen, die mit gewöhnlichem Schleifkorn in organischen Bindungen schwer oder unmöglich herzustellen waren. Insbesondere wurde herausgefunden, dass ohne die mechanische Festigkeit, Lebensdauer des Werkzeuges oder die Leistungsfähigkeit des Werkzeuges aufzugeben, relativ hohe Vol%-Anteile an Porosität (z.B. über 30 Vol%) in gebundenen Schleifwerkzeugen, die mit organischen Bindungen hergestellt wurden, erreicht werden können. Signifikante Änderungen im Elastizitätsmodul und anderen physikalischen Eigenschaften sowohl anorganisch als auch organisch gebundener Werkzeuge können nun mit den erfindungsgemäßen Werkzeugen erreicht werden.
- In gebundenen Schleifmitteln, die mit organischen Bindungsmaterialien hergestellt wurden, wurden die Bindungsmaterialien als der wichtigste Faktor zur Veränderung der Härte und der Struktur angesehen, um angemessene oder ausreichende mechanische Festigkeit oder Steifigkeit zu erreichen. Überraschenderweise erlaubt die Erfindung Werkzeuge mit niedrigem Schleifkorngehalt über einen breiten Bereich an Bindungsgehalt herzustellen und in Schleifanwendungen einzusetzten, die Werkzeuge mit hoher mechanischer Festigkeit, die Widerstandsfähigkeit gegenüber frühzeitigem Verschleiß aufweisen (definiert als Verschleiß der Werkzeugstruktur, der schneller ist als der Verschleiß des Schleifkorns) erfordern. In Flächenschleifanwendungen mit großen Kontaktbereichen arbeiten die erfindungsgemäßen Werkzeuge tatsächlich in einer Weise, die der konventioneller Werkzeuge, die mit höherem Bindungs- und Schleifkornanteil hergestellt wurden, überlegen ist.
- Keine der Entwicklungen aus dem Stand der Technik zu agglomerierten Schleifkörnern schlägt bezügliche gebundener Schleifwerkzeuge die Vorteile vor, die mit der Verwendung bestimmter, agglomerierter Schleifkörner mit einer organischen oder inorganischen Bingungsmatrix zum Kontrollieren der dreidimensionalen Struktur des gebundenen Schleifwerkzeuges zusammenhängen. Insbesondere ist es unerwartet, dass diese Agglomerate so angepasst werden können, dass sie die Lage und den Typ der Porosität und die Bindungsmatrix in der Struktur des erfindungsgemäßen Werkzeuges maßschneidern und kontrollieren können.
- Zusammenfassung der Erfindung
- Die Erfindung ist ein gebundenes Schleifwerkzeug, umfassend ein dreidimensionales Komposit aus (a) einer ersten Phase, enthaltend 24–48 Vol% Schleifkörner, die mit 10–38 Vol% organischem Bindungsmaterial gebunden sind, und weniger als 10 Vol% Porosität, und (b) einer zweiten Phase, bestehend aus 38–54 Vol% Porosität; wobei die zweite Phase einen zusammenhängende Phase innerhalb des Komposits ist und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) hat.
- Des weiteren schließt die Erfindung gebundene Schleifwerkzeuge ein, die ein dreidimensionales Komposit aus (a) 22–46 Vol% Schleifkörnern, die mit 4–20 Vol% anorganischem Bindungsmaterial gebunden sind, und (b) 40–68 Vol% miteinander verbundener Porosität, wobei eine Mehrzahl der Schleifkörner als unregelmäßig beabstandete Cluster in dem Komposit vorliegen; die gebundenen Schleifwerkzeuge Elastizitätsmodul-Werte haben, die zumindest 10 % niedriger sind als Elastizitätsmodul-Werte von ansonsten identischen, herkömmlichen Werkzeugen, die regelmäßig beabstandete Schleifkörner innerhalb eines dreidimensionalen Komposits aufweisen, und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) aufweist.
- Die Erfindung schließt des Weiteren ein Verfahren zum Schleifen mit einer Schleifscheibe ein, umfassend die Schritte:
- (a) Bereitstellen einer gebundenen Schleifscheibe, die ein dreidimensionales Komposit aus (i) einer ersten Phase, enthaltend 24–48 Vol% Schleifkörner, die mit 10–38 Vol% organischem Bindungsmaterial gebunden sind, und weniger als 10 Vol% Porosität, und (ii) einer zweiten Phase, die aus 38–54 Vol% Porosität besteht; wobei die zweite Phase eine zusammenhängende Phase innerhalb des Komposits ist und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) hat;
- (b) Anbringen der gebundenen Schleifscheibe auf einer Flächenschleifmaschine;
- (c) Rotieren der Scheibe; und
- (d) In-Kontakt-Bringen einer Schleiffläche der Scheibe mit einem Werkstück über einem Zeitraum, der ausreicht, das Werkstück zu schleifen, wobei die Scheibe Werkstückmaterial mit einer effektiven Materialabtragungsrate entfernt, die Schleiffläche im Wesentlichen frei von Schleifabfall bleibt und, nachdem das Schleifen beendet wurde, das Werkstück im Wesentlichen frei von thermischer Schädigung ist.
- Die Erfindung schließt des Weiteren ein Verfahren zum Tiefschleifen ein, mit den Schritten:
- (a) Bereitstellen einer gebundenen Schleifscheibe, die ein dreidimensionales Komposit aus (i) 22–46 Vol% Schleifkörnern, die mit 4–20 Vol% anorganischem Bindungsmaterial gebunden sind; und (ii) 40–68 Vol% miteinander verbundener Porosität umfasst, und wobei eine Mehrzahl der Schleifkörner als unregelmäßig beabstandete Cluster innerhalb des Komposits vorliegen, das gebundene Schleifwerkzeug einen Elastizitätsmodul-Wert aufweist, der zumindest 10 % niedriger ist, als der Elastizitätsmodul-Wert eines ansonsten identischen, herkömmlichen Werkzeuges, das regelmäßig beabstandete Schleifkörner innerhalb eines dreidimensionalen Komposits aufweist, und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) hat;
- (b) Anbringen der gebundenen Schleifscheibe auf einer Maschine zum Tiefschleifen;
- (c) Rotieren der Scheibe; und
- (d) In-Kontakt-Bringen einer Schleiffläche der Scheibe mit einem Werkstück über einen Zeitraum, der ausreicht, das Werkstück zu schleifen, wobei die Scheibe Werkstückmaterial mit einer effektiven Materialabtragungsrate entfernt und das Werkstück nach dem Schleifen im Wesentlichen frei von thermischer Schädigung ist.
- Beschreibung der Zeichnungen
-
1 ist ein ternäres Diagramm, das die relativen prozentualen Volumenzusammensetzungsstrukturen von organisch gebundenen Standardschleifwerkzeugen denen der erfindungsgemäßen, organisch gebundenen Schleifwerkzeuge gegenüberstellt. -
2 ist ein ternäres Diagramm, das die relativen prozentualen Volumenzusammensetzungsstrukturen der organisch gebundenen Standardwerkzeugen denen der erfindungsgemäßen, organisch gebundenen Schleifwerkzeuge, die mit organischen Bindematerialien enthaltenen Schleifkornagglomeraten hergestellt wurden, gegenüberstellt. -
3 ist ein ternäres Diagramm, das den Bereich der prozentualen Volumenzusammensetzungsstrukturen von anorganisch gebundenen Standardschleifwerkzeugen illustriert, wobei die der erfindungsgemäßen, anorganisch gebundenen Schleifwerkzeuge, die mit Schleifkornagglomeraten hergestellt wurden, die anorganische Bindematerialien und ein anorganische Bindung enthalten, dadurch charakterisiert sind, dass sie, verglichen mit Standardwerkzeugen, signifikant niedrigere Elastizitätsmodul-Werte haben aber gleichwertige Berstgeschwindigkeits-Werte der Scheiben aufweisen. -
4 ist eine Mikroaufnahme der Oberfläche eines gebundenen Standardwerkzeugs, das mit einer organischen Bindung hergestellt wurde, die die gleichmäßige Verteilung der drei Komponenten des Schleifkomposits zeigt. -
5 ist eine Mikroaufnahme der Oberfläche eines gebundenen Schleifwerkzeugs gemäß der Erfindung, das mit einer organischen Bindung hergestellt wurde, die die unregelmäßige Verteilung der drei Bestandteile des Schleifkomposits, die Porosität (dunklere Bereiche) als eine zusammenhängende Phase innerhalb des Komposits und ein retikuliertes Netzwerk aus Schleifkorn, das innerhalb des organischen Bindungsmaterials verankert ist, illustriert. - Beschreibung der bevorzugten Ausführungsformen Gebundene Schleifwerkzeuge
- Die gebundenen Schleifwerkzeuge gemäß der Erfindung (Schleifscheiben, Schleifsegmente, Schleifteller, Mahlsteine und Schleifsteine, mit dem Sammelbegriff Werkzeuge oder Scheiben bezeichnet) sind durch eine bisher unbekannte Kombination von Werkzeug- oder Scheibenstruktur und physikalischen Eigenschaften gekennzeichnet. So wie der Begriff „Scheibenstruktur" hier verwendet wird, bezeichnet er die prozentualen Volumenanteile an Schleifkorn, Bindung und Porosität, die in der Schleifscheibe enthalten sind. Der Grad der „Härte" der Scheibe bezeichnet die Buchstabenbezeichnung, die dem Verhalten der Scheibe in einer Schleifoperation zugeordnet wird. Für einen vorgegebenen Bindungstyp ist die Härte eine Funktion der Scheibenporosität, des Korngehalts und bestimmter physikalischer Eigenschaften wie Dichte nach dem Härten, Elastizitätsmodul und Sandstrahl-Penetration (letzteres ist für glasartig gebundene Scheiben typischer). Die „Härte" der Scheibe sagt voraus, wie widerstandsfähig die Schleifscheibe während des Schleifens gegenüber Verschleiß sein wird und wie hart die Schleifscheibe schleifen wird, d.h. wieviel Leistung benötigt werden wird, um die Scheibe in einem vorgegebenen Schleifvorgang zu verwenden. Die Buchstabenbezeichnung für die Härte der Scheibe wird gemäß einer in den Fachkreisen bekannten Härteskala der Norton Company zugeordnet, wobei die weichsten Härtegrade mit A bezeichnet werden und die härtesten Grade mit Z bezeichnet werden. Siehe zum Beispiel US Patent Nr. A-1,983,082 an Howe, et al. Durch Angleichen der Schleifscheibenhärtegrade kann der Fachmann üblicherweise eine neue Schleifscheiben-Formulierung für eine bekannte Scheibe austauschen und vorhersagen, dass die neue Scheibe eine ähnliche Leistung an den Tag legen wird, wie die bekannte Scheibe.
- In einer signifikanten und unerwarteten Abkehr von dieser Übung, sind die Werkzeuge gemäß der Erfindung durch Änderungen in ihren dreidimensionalen, monolitischen Kompositstrukturen, insbesondere in der Menge und der Art des Porositätsbestandteiles, gekennzeichnet, so dass Härtegrad und Struktur der Schleifscheibe das Leistungsvermögen beim Schleifen nicht mehr vorhersagen.
- Bei Verwendung mit einer organischen Bindung können die Werkzeuge gemäß der Erfindung so formuliert werden, dass prozentuale Volumenanteilstrukturen (z.B. Porosität über 30 Vol%) erhalten werden, die mit den aus dem Stand der Technik bekannten Methoden schwer oder unmöglich herzustellen waren. Diese neuen Strukturen können hergestellt werden, ohne mechanische Festigkeit, Lebensdauer des Werkzeuges oder Leistungsverhalten des Werkzeuges aufzugeben. In einem bevorzugten Verfahren werden diese Strukturen mit Schleifkornmixturen hergestellt, in denen eine Mehrzahl der Schleifkörner in der Form von Agglomeraten aus Schleifkorn und einem organischen Bindematerial, einem anorganischen Bindematerial oder einer Mischung der beiden vorliegt.
- Bei Herstellung mit einer anorganischen Bindung können die Werkzeuge gemäß der Erfindung so formuliert werden, dass sie, verglichen mit herkömmlichen Werkzeugen, identische prozentuale Volumenanteilstrukturen (siehe
3 ) ergeben, aber bei einem signifikant niedrigeren, d.h. zumindest 10 % niedrigeren Elastizitätsmodul-Wert und häufiger bis zu 50 % niedrigerem Elastizitätsmodul-Wert, ohne einen effektiven Verlust an mechanischer Festigkeit. Trotz dieser Abnahme der Steilheit zeigen die Werkzeuge gemäß der Erfindung kommerziell annehmbare Berstgeschwindigkeitwerte und in bestimmten Schleifvorgängen signifikant bessere Materialabtragsraten. In einem bevorzugten Verfahren werden diese Strukturen mit einer Schleifkornmischung hergestellt, in der eine Mehrzahl des Schleifkorns in der Form von Agglomeraten aus Schleifkorn mit einem anorganischen Bindematerial vorliegt. -
1 bis5 verdeutlichen die neuen Strukturen der erfindungsgemäßen Werkzeuge. -
1 ist ein ternäres Diagramm, das mit zwei Zonen markiert ist, die zwei Sätze von Scheiben (Scheiben gemäß dem Stand der Technik und Versuchsscheiben gemäß der Erfindung) die mit organischem Bindungsmaterial hergestellt sind. Zur kommerziellen Verwendung in Hochkontakt-, Präzisions-, Flächen- oder Linienschleifverfahren wie Scheibenschleifen oder Walzenschleifen sind die Scheiben gemäß dem Stand der Technik und die erfindungsgemäßen Scheiben gleich gut geeignet. Die herkömmlichen Scheiben haben Vol.%-Strukturen innerhalb einer Zone, die durch 38–52 Vol% Korn, 12 bis 38 Vol% Bindung und 15 bis 37 Vol% Porosität begrenzt ist. Im Gegensatz dazu haben die Scheiben gemäß der Erfindung Strukturen innerhalb einer Zone, die durch 24 bis 48 Vol% Korn, 10 bis 38 Vol% Bindung und 38 bis 54 Vol% Porosität eingegrenzt ist. Man kann sehen, dass die erfindungsgemäßen Scheiben mit wesentlich weniger Schleifkorn hergestellt sind als die herkömmlichen Scheiben und relativ geringe Mengen an Bindung enthalten und relativ große Mengen an Porosität. Was aus dem Diagramm nicht hervorgeht, ist dass die erfindungsgemäßen Schleifscheiben in einem Bereich in dem ternären Diagramm liegen, in dem aus dem Stand der Technik bekannte Herstellungsverfahren nicht verwendet werden konnten, um Schleifscheiben herzustellen. Die aus dem Stand der Technik bekannten Techniken versagten, da die dreidimensionalen Kompositstrukturen während der thermischen Verarbeitung absackten, wodurch die Porositätsbereiche zusammenbrachen, oder weil die aus dem Stand der Technik bekannten Scheiben keine ausreichende mechanische Festigkeit zur sicheren Verwendung in Schleifvorgängen aufwiesen. -
2 ist ein ternäres Diagramm, das zwei Sätze von Scheiben (aus dem Stand der Technik bekannte Scheiben und Versuchsscheiben gemäß der Erfindung) verdeutlicht, die für die kommerzielle Verwendung in Linienzug-Kontaktflächen-Schleifoperationen wie Walzenschleifen entworfen wurden. Die aus dem Stand der Technik bekannten Scheiben sind mit organischem Bindungsmaterial hergestellt und die Scheiben gemäß der Erfindung sind mit organischem Bindungsmaterial und Schleifkorn-Agglomeraten, die anorganische Bindematerialien enthalten, hergestellt. Die erfindungsgemäßen Scheiben sind den herkömmlichen Scheiben bezüglich aller Betriebsparameter von Walzenschleifvorgängen weit überlegen. Die herkömmlichen Scheiben haben Strukturen innerhalb einer Zone, die durch 38 bis 53 Vol% Korn, 12 bis 38 Vol% Bindung und 15 bis 37 Vol% Porosität eingegrenzt ist. Im Gegensatz dazu haben die erfindungsgemäßen Scheiben Strukturen innerhalb einer Zone, die durch 28 bis 48 Vol% Korn, 10 bis 33 Vol% Bindung (die Summe aus organischer Bindung in der Scheibe und anorganischem Bindematerial in den Agglomeraten) und 38 bis 53 Vol% Porosität eingegrenzt ist. Man kann sehen, dass die erfindungsgemäßen Scheiben mit wesentlich weniger Schleifkorn und wesentlich mehr Porosität als die herkömmlichen Scheiben hergestellt werden können. Was aus dem Diagramm nicht hervorgeht ist, dass die erfindungsgemäßen Scheiben durch wesentlich weichere Härtgrade als die herkömmlichen Scheiben charakterisiert sind und durch niedrigere Elastizitätsmodul-Werte als herkömmliche Scheiben (wenn bei entsprechendem prozentualen Volumenanteilen an Bindungsmaterial verglichen), sie zeigen aber eine wesentlich bessere Schleifeffizienz hinsichtlich der Lebensdauer der Schleifscheibe, Materialabtragungsrate und Vibration oder Resistenz gegenüber dem Rattern der Scheibe. -
3 ist ein ternäres Diagramm, das zwei Sätze an Scheiben (aus dem Stand der Technik bekannte Scheiben und Versuchscheiben gemäß der Erfindung) illustriert, die mit anorganischen Bindungsmaterial hergestellt sind, wobei beide zur kommerziellen Verwendung in Hochkontaktbereich-Flächenschleifverfahren wie Tiefschleifen geeignet sind. Die aus dem Stand der Technik bekannten Scheiben und die erfindungsgemäßen Scheiben haben beide Strukturen innerhalb einer Zone, die durch 22 bis 46 Vol% Korn, 4 bis 21 Vol% Bindung und 35 bis 77 Vol% Porosität eingegrenzt ist. Was aus dem Diagramm nicht hervorgeht, ist, dass bei einer identischen Vol.%-Struktur die erfindungsgemäßen Scheiben eine weichere Härte und einen niedrigeren Elastizitätsmodul-Wert aufweisen als die herkömmlichen Scheiben, wobei die erfindungsgemäßen Scheiben trotzdem wesentlich besseres Leistungsverhalten hinsichtlich Materialabtragungsrate und Qualität des Werkstückes aufweisen. -
4 bis5 verdeutlichen die Veränderung in der Menge und der Art der Porosität in den erfindungsgemäßen Werkzeugen, verglichen mit herkömmlichen Werkzeugen. Aus den4 (Stand der Technik) und 5 (erfindungsgemäß) kann entnommen werden, dass die Porosität (dunklere Bereiche) in dem Schleifkomposit der erfindungsgemäßen Scheibe eine kontinuierliche Phase aus miteinander verbundenen Kanälen ist. Das Schleifkorn und die Bindung erscheinen als ein retikuliertes Netzwerk, in dem Schleifkorn innerhalb des organischen Bindungsmaterials verankert ist. Im Gegensatz dazu haben die herkömmlichen Scheiben eine im Wesentlichen einheitliche Struktur, wobei die Porosität kaum sichtbar ist und deutlich als eine nicht-zusammenhängende Phase vorliegt. - In ähnlicher Art und Weise wurde für erfindungsgemäße, anorganisch gebundene Werkzeuge beobachtet, dass die Porosität in dem Schleifkomposit miteinander verbundene Porosität umfasst. Die Schleifkörner der erfindungsgemäßen Scheiben sind zusammengedrängt und in einer unregelmäßigen Art und Weise beabstandet, im Gegensatz zu der regelmäßigen und einheitlichen Kornbeabstandung in vergleichbaren Scheiben gemäß dem Stand der Technik, die mit dem gleichen Typ anorganischer Bindung und Kornmaterialien hergestellt wurden. Alle Bestandteile der aus dem Stand der Technik bekannten Scheiben erscheinen als in einer einheitlichen und homogenen Weise über die Oberfläche der Scheibe beabstandet, wohingegen alle Bestandteile der erfindungsgemäßen Scheibe unregelmäßig beabstandet sind und die Struktur nicht homogen ist. Wie dies von einem anorganisch gebundenen Werkzeug (z.B. mit glasartiger Bindung) und der relativ kleinen Schleifkorngröße, die üblicherweise in solch einem Werkzeug verwendet wird, sind, im Vergleich zu der organischen Bindung und den größeren Korngrößen, die in
5 dargestellt sind, die Porositätskanäle und das Netzwerk aus Schleifkorn und Bindung in den anorganisch gebundenen Werkzeugen weniger visuell ausgeprägt als in den organisch gebundenen Werkzeugen. - Verschiedene Materialeigenschaften der gebundenen Schleifwerkzeuge wurden als mit den hier offenbarten neuen Kompositstrukturen in Verbindung stehend identifiziert, einschließlich mechanischer Festigkeit, Elastizitätsmodul und Dichte.
- Eigenschaften der mechanischen Festigkeit bestimmen, ob ein Komposit als ein gebundenes Schleifwerkzeug in einem kommerziellen Schleifvorgang verwendet werden kann. Da die meisten gebundenen Schleifwerkzeuge in der Form von Schleifscheiben verwendet werden, wird die mechanische Festigkeit durch Tests der Berstgeschwindigkeit der Scheiben vorausgesagt, wobei die Scheibe innerhalb einer Schutzkammer auf einer Welle angebracht wird und dann mit zunehmender Geschwindigkeit rotiert wird, bis das Komposit versagt und die Scheibe zerbirst. Die Berstgeschwindigkeit kann mittels bekannter Gleichungen (z.B. Formulas for Stress and Strain, Raymond J. Roark, McGraw-Hill, 1965) in einen Punkt des Versagens bei Zugspannung umgewandelt werden. Legt man zum Beispiel eine rotierende Scheibe mit einer zentralen Öffnung zu Grunde, tritt Versagen an der Öffnung auf, wo die Zugspannung ein Maximum aufweist.
σ = Zugspannung oder Berstkraft (psi)
R = Radius der Scheibe (Inch)
ρ = Dichte der Scheibe (lbs/Inch3)
r = Radius der Öffnung (Inch)
ω = Winkelgeschwindigkeit (Winkel im Bogenmaß/Sekunde)
k = Konstante (386,4)
ν = Poissonscher Beiwert (0,2)
- Wendet man diese Beziehungen auf ein Beispiel einer Schleifscheibe an, dann gilt für ein 36 × 4 × 12 inch (91,4 × 10,2 × 30,5 cm) Walzenschleifscheibe mit einer Dichte von 0,053 lbs/inch3 (1,46 g/cm3) (enthaltend 30 % Schleifmittel + 22 % Bindung + 48 % Poren bezogen auf das Volumen) wenn diese Scheibe eine gemessene Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) hatte:

- Wenn die Berstgeschwindigkeit zweimal so hoch wäre (8000 sfpm (40,64 m/s) oder 88,8 Winkel im Bogenmaß/Sekunde) dann beträgt die Zugspannung σ = 1153 psi an dem Punkt, an dem das Komposit mechanisch versagt.
- Somit wird die „mechanische Festigkeit" hier als die Berstgeschwindigkeit der Scheibe in surface feet per minute (oder Meter pro Sekunde) für Schleifscheiben und falls das gebundene Schleifwerkzeug keine eine Scheibe ist, als die gemessene Zugspannung an dem Punkt, an dem das Komposit mechanisch vollständig versagt.
- Eine andere Materialeigenschaft, die für die gebundenen Schleifwerkzeuge gemäß der Erfindung relevant ist, ist die Dichte des Werkzeuges. Die erfindungsgemäßen, organisch gebundenen Werkzeuge haben, wie man von den Vol.-Zusammensetzungen ihrer neuen Zusammensetzungen erwarten könnte, eine geringere Dichte als vergleichbare herkömmliche Werkzeuge, die üblicherweise in einem vorgegebenen Schleifverfahren verwendet werden. Die organisch gebundenen Werkzeuge sind durch eine Dichte von weniger als 2,2 g/cm3 gekennzeichnet vorzugsweise weniger als 2,0 g/cm3, besonders bevorzugt weniger als 1,8 g/cm3. Als solche weisen sie für eine vorgegebene Schleifanwendung (z.B. Stahlzylinder schleifende Scheiben) eine etwa 20 bis 35 % geringere Dichte und im Durchschnitt eine etwa 30 % geringer Dichte auf als vergleichbare, herkömmliche Werkzeuge, die in der gleichen Anwendung verwendet werden.
- Die erfindungsgemäßen, anorganisch gebundenen Werkzeuge sind durch im Vergleich mit den Dichten vergleichbarer, herkömmlicher Werkzeuge vergleichbare oder geringfügig geringere Dichten charakterisiert. Beispielsweise haben Innendurchmesser-Schleifscheiben vom herkömmlichen Typ im Allgemeinen eine Dichte von etwa 1,97 bis 2,22 g/cm3, wohingegen vergleichbare erfindungsgemäße Werkzeuge im Bereich von etwa 1,8 bis 2,2 g/cm3 liegen. Die Dichten von erfindungsgemäßen Schleifscheiben zum Tiefschleifen und vergleichbare herkömmliche Scheiben liegen beide im Bereich von 1,63 bis 1,99 g/cm3.
- Allerdings sind die Elastizitätsmodul-Werte für die erfindungsgemäßen, anorganisch gebundenen Werkzeuge wesentlich niedriger, zumindest 10 %, vorzugsweise mindestens 25 % und besonders bevorzugt 50 % niedriger als die Werte für vergleichbare herkömmliche Werkzeuge. Für Innendurchmesser-Schleifscheiben liegt das Elastizitätsmodul für die erfindungsgemäßen Werkzeuge im Bereich von 25 bis 50 GPa (Werte wurden mit einer GrindosonicTM Maschine mittels einem Verfahren, das in J. Peters, „Sonic Testing of Grinding Wheels" Advances in Machine Tool Design and Research, Pergamom Press, 1968 beschrieben ist, bestimmt), im Gegensatz zu Elastizitätsmodul-Werten von Vergleichwerkzeugen, die üblicherweise im Bereich von 28 bis 55 GPa liegen. Für Schleifscheiben zum Tiefschleifen liegen in ähnlicher Weise die Elastizitätsmodul-Werte für die erfindungsgemäßen Werkzeuge im Bereich von 12 bis 36 GPa, im Gegensatz zu den Elastizitätsmodul-Werten von Vergleichswerkzeugen, die üblicherweise im Bereich von 16 bis 38 GPa liegen. Für Schleifscheiben für den Formen- und Werkzeugbau (Flächenschleifen von gehärteten Metallwerkzeugen) liegt das Elastizitätsmodul der erfindungsgemäßen Werkzeuge ähnlich im Bereich von 12 bis 30 GPa, im Gegensatz zu Elastizitätsmodul-Werten von Vergleichwerkzeugen, die üblicherweise im Bereich von 16 bis 35 GPa liegen. Für eine ausgewählte Schleifanwendung gilt im Allgemeinen, dass je höher die Härte des vergleichbaren konventionellen Werkzeugs, das für diese Anwendung benötigt wird, ist, um so größer ist die Abwärtsverschiebung des Elastizitätsmodul-Wertes des erfindungsgemäßen, anorganisch gebundenen Werkzeuges, das eine gleiche oder bessere Leistung in dieser Anwendung liefert. Es folgt daraus, dass für eine ausgewählte Schleifanwendung gilt, dass je höher der prozentuale Volumenanteil Schleifkorn in einem vergleichbaren, herkömmlichen Werkzeug ist, das für diese Anwendung benötigt wird, um so größer ist die Abwärtsverschiebung des Elastizitätsmodul-Wertes des erfindungsgemäßen, anorganisch gebundenen Werkzeuges, das eine gleiche oder bessere Leistung in dieser Anwendung abliefert.
- Die erfindungsgemäßen gebundenen Schliefwerkzeuge haben eine ungewöhnlich poröse Struktur aus miteinander verbundener Porosität, wodurch das Werkzeug gegenüber Fluidfluss permeabel wird, und die Porosität tatsächlich eine zusammenhängende Phase innerhalb des Schleifkomposits wird. Die Menge miteinander verbundener Porosität wird durch Messung der Permeabilität des Werkzeuges gegenüber einem Fluid gemäß dem Verfahren des US Patents Nr. A-5,738,696 gemessen. Wie hier verwendet, gilt Q/P = Fluiddurchlässigkeit eines Schleifwerkzeuges, wobei Q die Flussrate, ausgedrückt als cm3 Luftstrom, bedeutet und P Differenzdruck bedeutet. Der Terminus Q/P gibt die Druckdifferenz an, die zwischen der Schleifwerkzeugstruktur und der Atmosphäre bei einer vorgegebenen Flussrate eines Fluids (z.B. Luft) herrscht. Diese relative Permeabilität Q/P ist zu dem Produkt aus dem Porenvolumen und dem Quadrat der Porengröße proportional. Größere Porengrößen sind bevorzugt. Porengeometrie und Schleifkorngröße sind weitere Faktoren, die Q/P beeinflussen, wobei größere Korngrößen eine höhere relative Permeabilität ergeben.
- Die für die vorliegende Erfindung geeigneten Schleifwerkzeuge zeichnen sich durch höhere Fluidpermeabilitätswerte als vergleichbare Werkzeuge gemäß dem Stand der Technik aus. Wie hier verwendet, sind „vergleichbare Werkzeuge gemäß dem Stand der Technik" solche Werkzeuge, die mit den gleichen Schleifkorn- und Bindungsmaterialien bei gleichen prozentualen Volumenanteilen an Porosität, Korn und Bindung hergestellt werden, wie die der Erfindung. Im Allgemeinen haben die erfindungsgemäßen Schleifwerkzeuge Fluidpermeabilitätswerte, die etwa 25 bis 100 % höher sind als die Werte von vergleichbaren Schleifwerkzeugen aus dem Stand der Technik. Die Schleifwerkzeuge sind vorzugsweise durch Fluidpermeabilitätswerte gekennzeichnet, die zumindest 10 % höher, insbesondere bevorzugt zumindest 30 % höher sind als die von vergleichbaren Werkzeugen gemäß dem Stand der Technik.
- Exakte relative Fluidpermeabilitäts-Parameter für bestimmte Agglomeratgrößen und -formen, Bindungstypen und Porositätsgrade können durch den Fachmann durch Anwendung von D'Arcy's Gesetz auf empirische Daten für einen vorgegebenen Typ von Schleifwerkzeug bestimmt werden.
- Die Porosität innerhalb der Schleifscheibe rührt von den offenen Zwischenräumen her, die durch die natürliche Packungsdichte der Werkzeugkomponenten bereitgestellt werden, insbesondere den Schleifagglomeraten und, optional, durch Zugabe einer geringfügigen Menge von herkömmlichen Poren induzierenden Medien. Geeignete Poren induzierende Medien schließen hohle Glaskugeln, hohle Kugeln oder Perlen aus Plastikmaterial oder organischen Verbindungen, geschäumte Glaspartikel, blasenförmiges Mullit und blasenförmiges Aluminiumoxid und deren Kombinationen ein, ohne darauf beschränkt zu sein. Die Werkzeuge können mit Mitteln zur Induzierung offenzelliger Porosität hergestellt werden, so wie Perlen aus Naphthalin, Walnussschalen, und andere organischen Granulaten, die während des Brennens des Werkzeuges ausbrennen, um freie Bereiche innerhalb der Werkzeugmatrix zu hinterlassen, oder sie können mit Medien zur Induzierung geschlossenzelliger, hohler Poren, (z.B. hohlen Glaskugeln) hergestellt werden. Bevorzugte Schleifwerkzeuge enthalten entweder keine zugegebenen, Poren induzierenden Medien oder enthalten eine geringfügige Menge (d.h. weniger als 50 Vol%, vorzugsweise weniger als 20 Vol% und insbesondere bevorzugt weniger als 10 Vol% der Werkzeugporosität) an zugegebenen, Poren induzierenden Medien. Die Menge und Art an zugegebenen Poren induzierenden Mittel muss wirksam sein, um ein Schleifwerkzeug mit einem Porositätsgehalt zu ergeben, von dem zumindest 30 Vol% miteinander verbundener Porosität ist.
- Die erfindungsgemäßen gebundenen Schleifwerkzeuge, die diese Materialeigenschaften und strukturellen Eigenschaften aufweisen, werden vorzugsweise mittels eines Verfahrens hergestellt, in dem eine Mehrzahl des Schleifkorns mit einem Bindematerial agglomeriert wurde, bevor die Werkzeugkomponenten gemischt, geformt und thermisch gehärtet werden, um ein Schleifkomposit zu bilden. Diese Schleifkorn-Agglomerate können mit anorganischen Bindematerialien oder mit organischen Bindematerialien hergestellt werden.
- Mit organischen Bindematerialien hergestellte Schleifagglomerate
- Mit organischen Bindematerialien hergestellte Agglomerate, die zur Verwendung in der Erfindung nützlich sind, sind dreidimensionale Strukturen oder Granulate, einschließlich gehärterter Komposite aus Schleifkorn und Bindematerial. Ein jedes der hitzehärtbaren, polymeren Bindematerialien, die üblicherweise in der Schleifwerkzeugindustrie als Bindungen für organisch gebundene Schleifmittel, beschichtete Schleifmittel und Ähnliches verwendet werden, sind bevorzugt. Solche Materialien schließen Phenolharz-Materialien, Epoxidharz-Materialien, Phenol-Formaldehydharz-Materialien, Harnstoff-Formaldehydharz-Materialien, Melamin-Formaldehydharz-Materialien, Acrylharz-Materialien, kautschukmodifizierte Harzzusammensetzungen, gefüllte Zusammensetzungen und deren Kombinationen ein. Die mit organischem Bindematerial hergestellten Agglomerate haben einen lose Packungsdichte (LPD) von < 1,5 g/cm3, vorzugsweise weniger als 1,3 g/cm3, eine durchschnittliche Abmessung von etwa 2 bis 10 Mal der durchschnittlichen Schleifkorngröße oder etwa 200 bis 3000 Mikrometer und einen Porositätsgehalt von etwa 1 bis 50%, vorzugsweise 5 bis 45 % und insbesondere bevorzugt von 10 bis 40 %, bezogen auf das Volumen.
- Ein Hauptanteil (d.h. zumindest 50 Vol%) der Porosität innerhalb der Agglomerate liegt als Porosität vor, die während des thermischen Härtens der geformten, gebundenen erfindungsgemäßen Schleifwerkzeuge gegenüber dem Fluss von in flüssiger Phase vorliegendem organische Bindungsmaterial in die Agglomerate permeabel ist.
- Nützliches Schleifkorn in Agglomeraten, die entweder mit organischen oder anorganischen Bindematerialien hergestellt sind, können ein oder mehrere der Schleifkörner enthalten, deren Verwendung in Schleifwerkzeugen bekannt ist, wie die Aluminiumoxidkörner, einschließlich Schmelzaluminiumoxid, gesintertem und Sol-Gel-gesintertem Aluminiumoxid, gesintertem Bauxit und Ähnlichem, Siliziumcarbid, Aluminiumoxid-Zirkoniumoxid, Aluminiumoxynitrid, Ceroxid, Borsuboxid, Granat, Flint, Diamant, einschließlich natürlichem und synthetischem Diamant, kubischem Bornitrid (CBN) und deren Kombinationen. Jede Größe oder Form von Schleifkorn kann verwendet werden. Beispielsweise kann das Korn einige (z.B. weniger als 10 Vol% des gesamten Schleifkorns in dem Werkzeug) längliche, gesinterte Sol-Gel-Aluminiumoxidkörner mit einem hohen Aspektverhältnis von dem Typ, wie er in US Patent Nr.-5,129,919 offenbart ist, enthalten. Korngrößen, die hier zur Verwendung geeignet sind, reichen von regulären Schleifkörnern (z.B. größer als 60 und bis zu 7000 Mikrometer) zu Mikroschleifkörnern (z.B. 0,5 bis 60 Mikrometer) sowie Mischungen dieser Größen. Für einen vorgegebenen Schleifvorgang kann es wünschenswert sein, ein Schleifkorn mit einer Korngröße, die kleiner ist als eine normalerweise für diese Schleifanwendung ausgesuchte Schleifkorngröße (nicht agglomeriert), zu agglomerieren. Beispielsweise kann agglomeriertes Schleifmittel mit der Korngröße 80 an Stelle von Schleifmittel mit der Korngröße 54 verwendet werden, agglomeriertes 100 Grit an Stelle von 60 Grit Schleifmittel und agglomeriertes 120 Grit an Stelle von 80 Grit Schleifmittel. Wie hier verwendet, bezieht sich die „Grit"-Größe auf Schleifkorngröße auf der Norton Company Grit-Skala.
- Mit anorganischem Bindematerialien hergestellte Schleifagglomerate
- Für die Erfindung nützliche Agglomerate die mit anorganischen Bindematerialien hergestellt sind, sind dreidimensionale Strukturen oder Granulate, einschließlich gesinterte, poröse Komposite aus Schleifkorn und keramischen oder glasartigen Bindematerialien. Die Agglomerate haben eine lose Packungsdichte (LPD) von < 1,6 g/cm3, eine durchschnittliche Abmessung von etwa 2 bis 20 Mal der durchschnittlichen Schleifkorngröße und eine Porösität von 30 bis 88 %, vorzugsweise 30 bis 60 %, bezogen auf das Volumen. Die Schleifkorn-Agglomerate haben vorzugsweise einen minimalen Druckfestigkeitswert von 0,2 MPa.
- Die bevorzugte gesinterte Agglomeratgröße für typische Schleifkörner liegt im Bereich von etwa 200 bis 3000, besonders bevorzugt von 350 bis 2000, insbesondere bevorzugt 425 bis 1000 Mikrometer als durchschnittlichen Durchmesser. Für Mikroschleifkorn liegt die bevorzugte Größe gesinterter Agglomerate im Bereich von 5 bis 180, besonders bevorzugt 20 bis 150, insbesondere bevorzugt 70 bis 120 Mikrometer durchschnittlicher Durchmesser.
- Das Schleifkorn liegt mit etwa 10 bis 65 Vol%, vorzugsweise 35 bis 55 Vol%, und insbesondere bevorzugt 48 bis 52 Vol% des Agglomerats vor.
- Bindematerialien, die nützlich zur Herstellung der Agglomerate sind, schließen vorzugsweise keramische und glasartige Materialien ein, vorzugsweise von der Sorte, wie sie als Bindungssysteme für glasartig gebundene Schleifwerkzeuge verwendet werden. Diese glasartigen Bindungsmaterialien können ein vorgefeuertes Glas sein, das zu einem Pulver gemahlen wurde (eine Fritte) oder einer Mischung aus verschiedenen Rohmaterialien wie Ton, Feldspar, Kalk, Borax und Soda oder eine Kombination aus Fritten- und Rohmaterialien. Solche Materialien schmelzen und bilden eine flüssige Glasphase bei Temperaturen im Bereich von etwa 500 bis 1400 °C und benetzen die Oberfläche des Schleifkorns, um so beim Abkühlen Bindungsbrücken zu bilden, wodurch das Schleifkorn innerhalb einer Kompositstruktur festgehalten wird. Beispiele geeigneter Bindematerialien zur Verwendung in den Agglomeraten sind unten in Tabelle 2 angegeben. Bevorzugte Bindematerialien zeichnen sich durch eine Viskosität von etwa 345 bis 55300 Poise bei 1180 °C und durch einen Schmelztemperatur von etwa 800 bis 1300 °C aus. In Abhängigkeit von der beabsichtigten Verwendung des Werkzeugs und den gewünschten Eigenschaften, können die Agglomerate allerdings auch mit einem oder mehreren anorganischen Materialien hergestellt werden, die ausgesucht sind aus der Gruppe bestehend aus glasartigen Bindungsmaterialien, keramischen Bindungsmaterialien, Glas-Keramik-Bindungsmaterialien, anorganischen Salzmaterialien und metallischen Bindungsmaterialien sowie deren Kombinationen.
- In einer bevorzugten Ausführungsform ist das Bindematerial eine glasartige Bindungszusammensetzung, umfassend eine gebrannte Oxidzusammensetzung aus 71 Gewicht% SiO2 und B2O3, 14 Gewicht% Al2O3, weniger als 0,5 Gewicht% Erdalkalioxiden und 13 Gewicht% Alkalioxiden.
- In einer anderen bevorzugten Ausführungsform kann das Bindematerial ein keramisches Material sein, einschließlich, ohne darauf beschränkt zu sein, Siliziumdioxid, Alkali-, Erdalkali-, gemischte Alkali- und Erdalkalisilikate, Aluminiumsilikate, Zirconiumsilikate, hydrathaltige Silikate, Aluminate, Oxide, Nitride, Oxynitride, Carbide, Oxycarbide und deren Kombinationen oder deren Derivate. Im Allgemeinen unterscheiden sich keramische Materialien von glasartigen oder vitrifizierten Materialien dadurch, dass die keramischen Materialien kristalline Strukturen enthalten. Manche glasähnliche Phasen können in Kombination mit den kristallinen Strukturen vorliegen, insbesondere in keramischen Materialien in einem unraffinierten Zustand. Keramische Materialien in einem Rohzustand wie Tone, Zemente und Mineralien können ebenfalls hierin verwendet werden. Beispiele spezieller keramischer Materialien, die hier zur Verwendung geeignet sind, schließen, ohne darauf beschränkt zu sein, Siliziumdioxid, Natriumsilikate, Mullit und andere Aluminosilikate, Zirkoniumdioxid-Mullit, Magnesiumaluminat, Magnesiumsilikat, Zirkoniumsilikate, Feldspar und andere Alkali-Aluminosilikate, Spinelle, Calciumaluminate, Magnesiumaluminate und andere Alkalialuminate, Zirkoniumdioxid mit Yttriumoxid stabilisiertes Zirkoniumoxid, Magnesiumoxid, Calciumoxid, Ceroxid, Titandioxid oder andere Seltenerd-Additive, Kalk, Eisenoxid, Aluminumoxid, Bohemit, Boroxid, Ceroxid, Aluminiumoxid-Oxynitrit, Bornitrit, Siliziumnitrit, Graphit und Kombinationen dieser keramischen Materialien ein.
- Bestimmte dieser keramischen Materialien (z.B. Natriumsilikat) erfordern keine thermische Verarbeitung um Schleifkornagglomerate zu bilden. Eine Lösung des Bindematerials kann zu dem Schleifkorn gegeben werden und die resultierende Mischung getrocknet werden, um die Körner als Agglomerate zusammenzuheften.
- Das anorganische Bindematerial wird in gepulverter Form verwendet und kann zu einem Flüssigbindemittel gegeben werden, um eine einheitliche, homogene Mischung aus Bindematerial mit Schleifkorn während der Herstellung der Agglomerate sicherzustellen.
- Eine Dispersion aus organischen Bindemitteln wird vorzugsweise zu den pulverförmigen anorganischen Bindematerialien Komponenten als Formungs- oder Verarbeitungshilfen gegeben. Diese Bindemittel können Dextrine, Stärke, tierischen Proteinleim und andere Arten von Kleber, eine flüssige Komponente wie Wasser, Lösemittel, Viskositäts- oder pH-Modifizierer und Mischungshilfen einschließen. Die Verwendung organischer Bindemittel verbessert die Einheitlichkeit der Agglomerate, insbesondere die Einheitlichkeit der Bindematerial-Dispersion auf dem Korn und die strukturelle Qualität der nicht-gebrannten oder grünen Agglomerate, sowie die der gebrannten Schleifwerkzeuge, die die Agglomerate enthalten. Da die Bindemittel während des Brennens der Agglomerate ausgebrannt werden, werden sie nicht Teil der fertigen Agglomerate oder des fertigen Schleifwerkzeuges.
- Ein anorganischer Haftvermittler kann zu der Mischung gegeben werden, um die Haftung der Bindematerialien an das Schleifkorn zu verbessern, wie dies benötigt wird, um die Qualität der Mischung zu verbessern. Der anorganische Haftvermittler kann mit oder ohne einem organischen Bindemittel bei der Herstellung der Agglomerate verwendet werden.
- Das anorganische Bindematerial liegt mit etwa 0,5 bis 15 Vol%, vorzugsweise 1 bis 10 Vol% und insbesondere vorzugsweise 2 bis 8 Vol% des Agglomerats vor.
- Die Dichte der das anorganische Bindematerial verwendenden Agglomerate kann in einer Anzahl verschiedener Wege ausgedrückt werden. Die Schüttdichte der Agglomerate kann als LPD ausgedrückt werden. Die relative Dichte der Agglomerate kann als ein Prozentanteil der ursprünglichen relativen Dichte ausgedrückt werden, oder als ein Verhältnis aus der relativen Dichte der Agglomerate zu den Komponenten, die zur Herstellung der Agglomerate verwendet werden, wobei das Volumen an miteinander verbundener Porosität in den Agglomeraten berücksichtigt wird.
- Die ursprüngliche, durchschnittliche relative Dichte, ausgedrückt als ein Prozentanteil, kann durch Dividieren der LPD (ρ) durch eine theoretische Dichte der Agglomerate (ρ0), wobei Null Porosität angenommen wird, berechnet werden. Die theoretische Dichte kann gemäß der Methode der volumetrischen Mischungsregel aus dem prozentualen Gewichtsanteil und der spezifischen Dichte des Bindematerials und des Schleifkorns, die in den Agglomeraten enthalten sind, berechnet werden. Für die erfindungsgemäßen, gesinterten anorganischen Agglomerate ist eine maximale prozentuale relative Dichte 50 Vol%, wobei eine maximale prozentuale relative Dichte von 30 Vol% besonders bevorzugt ist.
- Die relative Dichte kann mit einer Technik zur Volumenbestimmung über Fluidverdrängung gemessen werden, so dass sie miteinander verbundene Porosität einschließt und geschlossenzellige Porosität ausschließt. Die relative Dichte ist das Verhältnis des Volumens der gesinterten Agglomeraten, gemessen durch Flüssigkeitsverdrängung, zu dem Volumen der Materialien, die verwendet werden, um die gesinterten anorganischen Agglomerate herzustellen. Das Volumen der Materialien, die zur Herstellung der Agglomerate verwendet werden, ist ein Maß des ersichtlichen Volumens, basierend auf den Mengen und Packungsdichten des Schleifkorns und Bindemittelmaterials, das zur Herstellung der Agglomerate verwendet wird. Für die anorganischen gesinterten Agglomerate ist eine maximale relative Dichte der Agglomerate von 0,7 bevorzugt, wobei eine maximale relative Dichte von 0,5 besonders bevorzugt ist.
- Verfahren zur Herstellung der Schleifmittelagglomerate
- Die Agglomerate können mittels einer Vielzahl von Techniken in einer Vielzahl von Größen und Formen hergestellt werden. Diese Techniken können vor, während oder nach dem Brennen der Mixtur in ihrem ursprünglichen („grünen") Zustand aus Korn und Bindematerial durchgeführt werden. Der bevorzugte Schritt des Erhitzens der Mischung, um zu bewirken, dass das Bindematerial schmilzt und fließ und somit das Bindematerial an das Korn haftet und das Korn in einer agglomerierten Form fixiert, kann hier als Härten, Brennen, Kalzinieren oder Sintern bezeichnet werden. Jede aus dem Stand der Technik bekannte Methode zum Agglomerieren von Mischungen aus Partikeln kann verwendet werden, um die Schleifmittelagglomerate herzustellen.
- In einer ersten Ausführungsform des Verfahrens, das hierin verwendet wird, um Agglomerate mit organischen Bindematerialien herzustellen, wird die ursprüngliche Mixtur aus Korn und Bindematerial agglomeriert bevor die Mixtur gehärtet wird, um so relativ schwache mechanische Struktur zu erzeugen, die hier als „grüne Agglomerate" bezeichnet wird.
- Um die erste Ausführungsform auszuführen, können die Schleifkörner und die Bindematerialien mittels einer Vielzahl unterschiedlicher Techniken im Grünzustand agglomeriert werden, beispielsweise in einem Pfannen-Pelletizer, und dann zum thermischen Härten in einen Ofen bei 140 bis 200 °C befördert werden. Die grünen Agglomerate können in einem kontinuierlichen oder diskontinuierlichen Verfahren auf einer Schale oder einem Ständer platziert und ofengehärtet werden, mit oder ohne Taumeln. Eine thermische Behandlung kann in einer Fliessbettvorrichtung durch Zuführung grüner, agglomerierter Körner zu dem Bett durchgeführt werden. Eine Infrarot- oder UV-Härtung kann auf einem Vibrationstisch durchgeführt werden. Kombinationen dieser Verfahren können eingesetzt werden.
- Das Schleifkorn kann in einen Rührkessel befördert werden, mit den organischen Bindematerialien gemischt werden, dann mit einem Lösemittel benetzt werden, um das Bindematerial an das Korn anzuhaften, nach Agglomeratgröße gesiebt werden und dann in einem Ofen oder einer Drehrohrtrocknervorrichtung gehärtet werden.
- Das Pfannenpelletizieren kann dadurch ausgeführt werden, dass Korn in eine Mischerschüssel gegeben wird und eine Flüssigkomponente, die das Bindematerial (z.B. Wasser oder organisches Bindemittel und Wasser) enthält, zu dem Korn unter Mischung zudosiert wird, um diese miteinander zu agglomerieren.
- Ein Lösemittel kann auf die Mischung aus dem Korn und dem Bindematerial gesprüht werden, um das Korn mit dem Bindematerial während des Mischens zu beschichten, und dann kann das beschichtete Korn gesammelt werden, um Agglomerate zu bilden.
- Ein Niederdruck-Extrusionsapparat kann verwendet werden, um eine Paste aus Korn und Bindematerial in Größen und Formen zu extrudieren, die getrocknet werden, um Agglomerate zu bilden. Ein Paste kann aus den Bindematerialien und Korn mit einer Lösung eines organischen Bindemittels mit dem Apparat und dem Verfahren, das in US A-4,393,021 offenbart ist, als langgezogene Artikel extrudiert werden.
- In einem Trockengranulierverfahren kann eine Platte oder ein Block aus Schleifkorn, das in einer Dispersion oder Paste des Bindematerials eingebettet ist, getrocknet werden, und dann kann ein Walzenkompaktor verwendet werden, um das Komposit aus Korn und Bindematerial zu brechen.
- In einem anderen Verfahren zur Herstellung grüner oder Vorläuferagglomerate wird die Mischung des organischen Bindematerials und des Korns zu einer Formgebungsvorrichtung gegeben und die Mischung geformt, um präzise Formen und Größen zu bilden, beispielsweise in der Weise wie sie in dem US Patent Nr. 6,217,413 B1 offenbart ist.
- In einer zweiten Ausführungsform des hier nützlichen Verfahrens zur Herstellung von Agglomeraten wird eine einfache Mischung des Korns und des organischen Bindematerials einer Drehkalzinierungsvorrichtung zugeführt. Die Mischung wird bei einer vorbestimmten Drehzahl pro Minute entlang eines vorbestimmten Gefälles unter Anwendung von Hitze getaumelt. Wenn die Bindematerial-Mischung sich erhitzt, schmilzt, fließt und an das Korn anhaftet, bilden sich Agglomerate. Die Brenn- und Agglomerationsschritte werden gleichzeitig mit kontrollierten Zuführungsgeschwindigkeiten und -volumina und kontrollierter Anwendung von Hitze durchgeführt. In einem bevorzugten Verfahren wird das Agglomerationsverfahren gemäß der in der verwandten, prioritätsbegründeten Patentanmeldung US Ser. Nr. 10/120,969, eingereicht am 11. April 2002, beschriebenen Verfahren durchgeführt.
- Wenn Schleifkörner mit Bindematerialien, die bei niedrigeren Temperaturen härten (z.B. von etwa 145 bis etwa 500°C) agglomeriert werden, kann eine alternative Ausführungsform dieses Drehofenapparates verwendet werden. Die alternative Ausführungsform, eine Rotationstrockner, ist so ausgestattet, dass er erhitzte Luft an das Austrittsende der Röhre liefert, um die grüne agglomerierte Schleifkornmischung zu erhitzen und das Bindematerial zu härten, wodurch es an das Korn gebunden wird. Der Begriff „Drehkalzinierungsofen" wie er hier verwendet wird, schließt solche Rotationstrocknervorrichtungen ein.
- Agglomerate von Schleifkorn mit anorganischen Bindematerialien können mit den Methoden, wie sie in der verwandten, prioritätsbegründenden Patentanmeldung, US Ser. Nr. 10/120,969, angemeldet am 11. April 2002, beschrieben sind, ausgeführt werden, und mit den Verfahren, die hier in den Beispielen beschrieben werden.
- Mit Schleifmittelagglomeraten hergestellte Schleifwerkzeuge
- Die mit den Agglomeraten hergestellten gebundenen Schleifwerkzeuge schließen Schleifscheiben, segmentierte Schleifscheiben, Schleifteller, Schleifsteine, Mahlsteine und andere steife, monolithische oder segmentierte, geformte Schleifkomposite ein. Die erfindungsgemäßen Schleifwerkzeuge umfassen vorzugsweise etwa 5 bis 70 Vol%, besonders bevorzugt 10 bis 60 Vol%, insbesondere bevorzugt 20 bis 52 Vol% Schleifkorn-Agglomerate, bezogen auf das Gesamtvolumen des Schleifkomposits. Von dem Schleifkorn in dem Werkzeug liegen von 10 bis 100 Vol%, vorzugsweise 30 bis 100 Vol%, und zumindest 50 Vol% in der Form einer Vielzahl (z.B. 2 bis 40 Körner) von Schleifkörnern, die mit den Bindematerial zusammen agglomeriert sind, vor.
- Die erfindungsgemäßen Werkzeuge können optional zusätzliche Sekundärschleifkörner, Füllstoffe, Schleifhilfsmittel und Poren induzierende Medien, sowie Kombinationen dieser Materialien enthalten. Der Gesamtvolumenprozentanteil Schleifkorn in den Werkzeugen (agglomeriert und nicht agglomerierte Körner) kann von etwa 22 bis etwa 48 Vol%, vorzugsweise von etwa 26 bis 44 Vol%, und insbesondere bevorzugt von etwa 30 bis 40 Vol% in dem Werkzeug reichen.
- Die Dichte und die Härte des Schleifwerkzeuges werden durch die Auswahl der Agglomerate, der Art der Bindung und der anderen Werkzeugkomponenten, dem Porositätsgehalt, zusammen mit der Größe und der Art des Formungswerkzeuges und dem ausgewählten Pressverfahren bestimmt. Die gebundenen Schleifwerkzeuge haben vorzugsweise eine Dichte von weniger als 2,2 g/cm3, besonders bevorzugt weniger als 2,0 g/cm3 und insbesondere bevorzugt weniger als 1,8 g/cm3.
- Wenn ein sekundäres Schleifkorn in Kombination mit den Schleifkornagglomeraten verwendet wird, stellen die sekundären Schleifkörner vorzugsweise von etwa 0,1 bis etwa 90 Vol% des gesamten Schleifkorns in dem Werkzeug bereit, und vorzugsweise von etwa 0,1 bis etwa 70 Vol%, insbesondere vorzugsweise 0,1 bis 50 Vol%.
- Geeignete sekundäre Schleifkörner schließen, ohne darauf beschränkt zu sein, verschiedene Aluminiumoxide, Sol-Gel-Aluminiumoxid, gesinterten Bauxit, Siliziumcarbid, Aluminiumoxid-Zirkoniumoxid, Aluminiumoxynitrid, Ceroxid, Borsuboxid, kubisches Bornitrid, Diamant, Flint und Granatkörner sowie deren Kombinationen ein.
- Bevorzugte Schleifwerkzeuge gemäß der vorliegenden Erfindung sind mit einer organischen Bindung gebunden. Jede der verschiedenen aus dem Stand der Technik bekannten Bindungen, die zur Herstellung von Schleifwerkzeugen verwendet werden, können hier zur Verwendung ausgewählt werden. Beispiele geeigneter Bindungen und Füllstoffmaterialien für die Bindung können in den US Patenten Nr. A-6,015,338, A-5,912,216 und 5,611,827 gefunden werden, deren Inhalt hiermit durch Bezugnahme aufgenommen wird. Geeignete Bindungen schließen unterschiedliche Arten Phenolharze, optional mit einem Vernetzungsmittel wie Hexamethylentetraamin, Epoxidharz-Materialien, Polyimidharz-Materialien, Phenol-Formaldehyd-, Harnstoff-Formaldehyd- und Melamin-Formaldehyd-Harzmaterialien, Acrylharz-Materialien und deren Kombinationen. Andere hitzehärtbare Harzzusammensetzungen können hier ebenfalls verwendet werden.
- Organische Bindemittel oder Lösemittel können den pulverförmigen Bindungskomponenten als Formgebungs- oder Verarbeitungshilfsmittel zugegeben werden. Diese Bindemittel können Furfural, Wasser, Viskositäts- oder PH-Modifizierer und Mischungshilfsmittel einschließen. Die Verwendung der Bindemittel verbessert oft die Einheitlichkeit der Scheibe und die strukturelle Qualität der noch ungebrannten oder grüngepressten Scheibe und der gehärteten Scheibe. Da die meisten der Bindemittel während der Härtung verdampfen, werden sie nicht Teil der fertiggestellten Bindung oder des Schleifwerkzeugs.
- Die erfindungsgemäßen organisch gebundenen Schleifwerkzeuge können etwa 10 bis 50 Vol%, vorzugsweise 12 bis 24 Vol% und insbesondere vorzugsweise 14 bis 30 Vol% Bindung enthalten. Innerhalb des dreidimensionalen Schleifkomposits ist die Bindung so gelegen, dass eine erste Phase aus Schleifkörnern und Bindung weniger als 10 Vol% Porosität umfasst, und vorzugsweise weniger als 5 Vol% Porosität. Diese erste Phase erscheint innerhalb der Kompositmatrix des organisch gebundenen Schleifwerkzeugs als ein retikuliertes Netzwerk aus Schleifkorn, das innerhalb des organischen Bindungsmaterials verankert ist. Im Allgemeinen ist es wünschenswert, eine erste Phase innerhalb des dreidimensionalen Komposits zu haben, die so dicht ist, wie sie mit den durch die Materialien und die Herstellungsverfahren vorgegebenen Beschränkungen erreicht werden kann.
- Zusammen mit den Schleifkorn-Agglomeraten und der Bindung umfassen diese Werkzeuge etwa 38 bis 54 Vol% Porosität, wobei diese Porosität eine zusammenhängende Phase ist, die zumindest 30 Vol% an miteinander verbundener Porosität einschließt. Bevorzugte organisch gebundene Schleifwerkzeuge können 24 bis 48 Vol% Schleifkorn, 10 bis 38 Vol% organische Bindung und 38 bis 54 Vol% Porosität umfassen.
- Diese organisch gebundenen Werkzeuge haben eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/sec), vorzugsweise 6000 sfpm (30,48 m/sec).
- In einer bevorzugten Ausführungsform kann das organisch gebundene Schleifwerkzeug als eine erste Phase 26–40 Vol% Schleifkörner, die mit 10–22 Vol% organischem Bindungsmaterial gebunden sind, und weniger als 10 Vol% Porosität umfassen und eine zweite Phase, die aus 38–50 Vol% Porosität besteht.
- Wenn sie mit Agglomeraten aus Korn und organischen Bindematerialien hergestellt sind, können die organisch gebundenen Schleifwerkzeuge als eine erste Phase 24 bis 42 Vol% Korn, das mit 18 bis 38 Vol% organischem Bindungsmaterial gebunden ist, und weniger als 10 Vol% Porosität sowie eine zweite Phase, die aus 38 bis 54 Vol% Porosität besteht, umfassen.
- Wenn sie mit Agglomeraten aus Korn und anorganischen Bindematerialien hergestellt sind, können die organisch gebundenen Schleifwerkzeuge als eine erste Phase 28 bis 48 Vol% Korn, das mit 10 bis 33 Vol% Bindung (die Summe aus organischer Bindung in der Scheibe und anorganischem Bindemittelmaterial in den Agglomeraten) gebunden ist, und eine zweite Phase, die aus 38 bis 53 Vol% Porosität besteht, umfassen. Das Werkzeug umfasst vorzugsweise zumindest 1 Vol% anorganisches Bindemittelmaterial und umfasst besonders bevorzugt 2 bis 12 Vol% anorganisches Bindemittelmaterial. Solche Werkzeuge haben vorzugsweise einen maximalen Wert des Elastizitätsmoduls von 10 GPa und eine minimale Berstgeschwindigkeit von 6000 sfpm (30,48 m/sec). Diese Schleifwerkzeuge haben einen Härtegrad zwischen A und H, wenn sie gemäß der Härteskala der Norton Company bewertet werden, und dieser Härtegrad ist zumindest einen Grad weicher als der eines ansonsten identischen, herkömmlichen Werkzeuges, das mit Schleifkörnern hergestellt wurde, die nicht mit einem anorganischen Bindemittelmaterial zusammen agglomeriert wurden.
- Das organisch gebundene Schleifwerkzeug enthält optional eine Mischung aus einer Vielzahl von Körnern, die mit einem anorganischen Bindemittelmaterial zusammen agglomeriert sind und eine Vielzahl von Körnern, die mit einem organischen Bindemittelmaterial zusammen agglomeriert sind.
- Wenn sie mit einer anorganischen Bindung und Agglomeraten aus Korn und anorganischen Bindematerialien hergestellt sind, können die gebundenen Schleifwerkzeuge ein dreidimensionales Komposit aus (a) 22–46 Vol% Schleifkörner, die mit 4–20 Vol% anorganischem Bindungsmaterial gebunden sind, und (b) 40–68 Vol% miteinander verbundener Porosität umfassen, wobei eine Mehrzahl der Schleifkörner als unregelmäßig beabstandete Cluster innerhalb des Komposits vorliegen. Diese gebundenen Schleifwerkzeuge haben Elastizitätsmodul-Werte, die zumindest 10% niedriger sind, als die Elastizitätsmodul-Werte von ansonsten identischen, herkömmlichen Werkzeugen, die regelmäßig beabstandete Schleifkörner innerhalb eines dreidimensionalen Komposits aufweisen, und sie weisen eine minimiale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s), vorzugsweise 6000 (30,48 m/s) auf. Bevorzugte anorganisch gebundene Schleifwerkzeuge umfassen 22–40 Vol.-% Schleifkörner, die mit 8–20 Vol.-% anorganischem Bindungsmaterial gebunden sind, und 40–68 Vol.-% miteinander verbundener Porosität.
- In einer bevorzugten Ausführungsform umfassen die anorganisch gebundenen Schleifwerkzeuge 34–42 Vol.-% Schleifkörner, die mit 6–12 Vol.-% anorganischem Bindungsmaterial gebunden sind, und 46–58 Vol.-% miteinander verbundener Porosität. Diese Werkzeuge sind mit einem glasartigen Bindungsmaterial hergestellt, sind im Wesentlichen frei von Schleifkörnern und Füllstoffen mit hohem Aspektverhältnis und die Werkzeuge werden geformt und gebrannt, ohne dass während der Herstellung Porosität induzierende Materialien zugegeben werden. Die bevorzugten glasartig gebundenen Schleifwerkzeuge sind Scheiben, die einen Härtegrad zwischen A und M auf der Härtegradskala der Norton Company aufweisen, und dieser Härtegrad ist zumindest einen Grad weicher als der eines ansonsten identischen, herkömmlichen Werkzeuges, das regelmäßig beabstandete Schleifkörner innerhalb eines dreidimensionalen Komposits aufweist. Die bevorzugten glasartig gebundenen Schleifwerkzeuge sind durch einen Elastizitätsmodul-Wert charakterisiert, der zumindest 25 % niedriger, vorzugsweise zumindest 40 % niedriger ist als der Elastizitätsmodul-Wert eines ansonsten identischen, herkömmlichen Werkzeuges, das regelmäßig beabstandete Schleifkörner innerhalb eines dreidimensionalen Komposits und eine minimale Berstgeschwindigkeit von 6000 sfpm (30,48 m/s) aufweist.
- Die bevorzugten, mit Agglomeraten aus Korn und anorganischem Bindematerialien hergestellten, glasartig gebundenen Schleifwerkzeuge schließen Innendurchmesser- Schleifscheiben ein, die 40–52 Vol.-% Schleifkorn enthalten und einen Elastizitätsmodul-Wert von 25–50 GPa haben. Ebenfalls eingeschlossen sind Flächenschleifscheiben für Formen- und Werkzeugbauanwendungen, die 39–52 Vol. % Schleifkorn enthalten und einen Elastizitätsmodul-Wert von 15–36 GPa haben, und Schleifscheiben zum Tiefschleifen, enthaltend 30–40 Vol.-% Schleifkorn und mit einem Elastizitätsmodul-Wert von 8–25 GPa.
- Um während der Herstellung des Werkzeuges und während der Verwendung des Werkzeuges in Schleifvorgängen ausreichende mechanische Festigkeit in dem organisch gebundenen Schleifwerkzeug zu ergeben, müssen zumindest 10 Vol.-% der Gesamtheit der Bindungskomponenten aus zugefügter organischer Bindung bestehen und können nicht in den Agglomeraten verwendetes Bindematerial sein.
- Schleifscheiben können mit jedem Mittel geformt und gepresst werden, das aus dem Stand der Technik bekannt ist, einschließlich Heiß-, Warm- und Kaltpresstechniken. Die Auswahl eines Formgebungsdruckes zum Formen der grünen Schleifscheibe muss sorgfältig erfolgen, um entweder zu vermeiden, dass die Agglomerate zerdrückt werden, oder um zu erreichen, dass eine kontrollierte Menge der Agglomerate zerdrückt wird (z. B. 0–75 %, bezogen auf das Gewicht, der Agglomerate) und die dreidimensionale Struktur der verbleibenden Agglomerate erhalten bleibt. Der geeignete anzuwendende Druck zur Herstellung der erfindungsgemäßen Schleifscheiben hängt von der Form, Größe, Dicke und den Bindungskomponenten der Schleifscheibe sowie der Formungstemperatur ab. In üblichen Herstellungsverfahren kann der maximale Druck im Bereich von etwa 500–10000 lbs/inch2 (35 bis 704 kg/cm2) liegen. Formen und Pressen werden vorzugsweise bei etwa 53 bis 422 kg/cm2 durchgeführt, insbesondere vorzugsweise bei 42 bis 352 kg/cm2. Die erfindungsgemäßen Agglomerate haben eine ausreichende mechanische Festigkeit, um den Formungs- und Press-Schritten, die in typischen, kommerziellen Herstellungsverfahren zur Herstellung von Schleifwerkzeugen angewendet werden, zu widerstehen.
- Die Schleifscheiben können mittels dem Fachmann bekannter Verfahren gehärtet werden. Die Bedingungen beim Härten werden vorrangig durch die tatsächlich verwendete Bindung und die Schleifmittel bestimmt, und durch die Art des Bindematerials, das in den Schleifkorn-Agglomeraten enthalten ist. In Abhängigkeit von der chemischen Zusammensetzung der ausgewählten Bindung kann eine organische Bindung bei 150 – 250 °C gebrannt werden, vorzugsweise 160–200 °C, um die notwendigen mechanischen Eigenschaften zur kommerziellen Verwendung in Schleifvorgängen bereitzustellen.
- Die Auswahl einer geeigneten organischen Bindung wird davon abhängen, welches Agglomerationsverfahren verwendet wird und ob es wünschenswert ist, den Fluss der erhitzten organischen Bindung in die Intra-Agglomeratporen zu verhindern.
- Die organisch gebundenen Werkzeuge können gemäß verschiedener Verarbeitungsverfahren und mit verschiedenen Proportionen der Schleifkorn- oder Agglomerat-, Bindungs- und Porositätskomponenten, wie sie aus dem Stand der Technik bekannt sind, gemischt, geformt und gehärtet werden. Geeignete Herstellungstechniken zur Herstellung organisch gebundener Werkzeuge sind in den U.S.-Patenten Nr. A-6,015,338, A-5,912,216, und 5,611,827 offenbart.
- Geeignete Herstellungstechniken zur Herstellung erfindungsgemäßer, glasartig (oder andere anorganische Bindungen) gebundener Schleifwerkzeuge sind in der verwandten, prioritätsbegründenden Patentanmeldung U.S. Ser. Nr. 10-120,969, angemeldet am 11. April 2002, hier in den Beispielen und beispielsweise in US A-5,738,696 und US A-5,738,697 beschrieben.
- Schleifanwendungen
- Die erfindungsgemäßen Schleifwerkzeuge sind besonders effektiv in Schleifanwendungen mit hohem Flächenkontakt oder lange andauerndem, kontinuierlichem Kontakt zwischen dem Schleifwerkzeug und dem Werkstück während des Schleifens. Solche Schleifoperationen schließen, ohne darauf beschränkt zu sein, Walzen- und Scheibenschleifen, Tiefschleifen, Innendurchmesser-Schleifen, Formen- und Werkzeugschleifen und andere Präzisionsschleifverfahren ein.
- Feinschleif- oder Polierverfahren, die Schleifkörner im Mikrometer- oder Submikrometerbereich verwenden, werden von der Verwendung der erfindungsgemäßen Werkzeuge, die mit Agglomeraten hergestellt sind, profitieren. Verglichen mit herkömmlichen Feinstschleif- oder Polierwerkzeugen und -systemen werden die erfindungsgemäßen Werkzeuge, die mit solch feinkörnigen Schleifmittelagglomeraten hergestellt sind, während Präzisionsnachbearbeitungen (z. B. um Hochglanzpolituren auf Glas- und Keramikkomponenten zu erhalten) bei geringeren Schleifkräften mit geringer oder ohne Beschädigung der Oberfläche erodieren. Aufgrund der agglomerierten Strukturen innerhalb der dreidimensionalen Matrix des Werkzeugkörpers bleibt die Lebensdauer des Werkzeuges zufriedenstellend.
- Aufgrund der miteinander verbundenen Porosität in den Werkzeugen ist die Zufuhr von Kühlmittel und der Abtransport von Abfall beim Walzen- und Scheibenschleifen verbessert, was Schleifvorgänge bei kühleren Temperaturen, weniger häufiges Abrichten des Werkzeuges, geringere thermische Schädigung des Werkstückes und geringere Abnutzung der Schleifmaschine zur Folge hat. Da Schleifkörner mit geringerer Korngröße in agglomerierter Form die Schleifeffizienz eines Korns mit größerer Korngröße ergeben, aber einen glatteren Oberflächenfinish hinterlassen, verbessert sich die Qualität des beschliffenen Werkteils häufig signifikant.
- In einem bevorzugten Verfahren zum Schleifen mit einer Schleifscheibe werden die organisch gebundenen Schleifwerkzeuge, die Agglomerate aus Korn, die mit organischen Bindematerialien gebunden sind, enthalten, auf eine Flächenschleifmaschine aufgebracht, bei z. B. 4000 bis 6500 sfpm (20,32 bis 33,02 m/s) rotiert und anschließend über einen zum Schleifen des Werkstückes ausreichenden Zeitraum mit einem Werkstück in Kontakt gebracht. Mit diesem Verfahren entfernt die Schleifscheibe Material des Werkstückes mit einer effektiven Materialabtragungsrate, die Schleiffläche der Schleifscheibe bleibt im Wesentlichen frei von Schleifabfall und nachdem das Schleifen vervollständigt wurde, ist das Werkstück im Wesentlichen frei von thermischer Schädigung.
- In einem bevorzugten Verfahren zum Tiefschleifen werden glasartig gebundene Schleifscheiben, umfassend mit anorganischen Bindematerialien gebundene Körner, die einen Elastizitätsmodul-Wert aufweisen, der zumindest 10 % niedriger ist als der Elastizitätsmodul-Wert eines ansonsten identischen, herkömmlichen Werkzeuges mit regelmäßig beabstandeten Schleifkörnern innerhalb eines dreidimensionalen Komposits und mit einer minimalen Berstgeschwindigkeit von 4000 sfpm (20,32 m/s), auf eine Maschine zum Tiefschleifen aufgebracht. Die glasartig gebundene Scheibe wird bei einer Geschwindigkeit von 5500 bis 8500 sfpm (27,94 bis 43,18 m/s) rotiert und mit einem Werkstück für einen Zeitraum, der ausreicht das Werkstück zu schleifen, in Kontakt gebracht. Mittels dieses Verfahrens entfernt die Schleifscheibe Material des Werkstückes mit einer effektiven Materialabtragungsrate und nach dem Schleifen ist das Werkstück im Westentlichen frei von thermischer Schädigung.
- Die nachfolgenden Beispiele werden zum Zwecke der Verdeutlichung der Erfindung bereitgestellt und nicht als Beschränkung.
- Beispiel 1
- Eine Reihe Proben agglomerierter Schleifkörner enthaltend anorganische Bindematerialien wurden in einer Drehkalzinierungsvorrichtung (elektrisch gefeuertes Modell #HOU-5D34-RT-28, 1200 °C Maximaltemperatur, 30 KW Leistungsaufnahme, ausgerüstet mit einem 72" (183 cm) langen, hitzebeständigen Metallrohr mit 5,5" (14 cm) Innendurchmesser, hergestellt von Harper International, Buffalo, New York) hergestellt. Das hitzebeständige Rohr wurde durch ein Siliziumkarbidrohr mit den gleichen Abmessungen ausgetauscht und der Apparat wurde so angepasst, dass er bei einer maximalen Temperatur von 1550 °C arbeitete. Das Agglomerationsverfahren wurde unter atmosphärischen Bedigungen, bei einem Kontroll-Sollwert der Heißzonentemperatur von 1180 °C, bei einer Drehgeschwindigkeit von 9 U/min des Rohrs der Vorrichtung, einem Rohrneigungswinkel von 2,5 bis 3 Grad und einem Materialdurchsatz von 6–10 kg/Stunde. Die Ausbeute an verwendbarem, frei fließendem Granulat (definiert als Maschengröße 12 bis Feinanteil) betrug 60 bis 90 % des Gesamtgewichts des Rohmaterials vor der Kalzinierung.
- Die Agglomerat-Proben wurden aus einer einfachen Mischung aus Schleifkorn, Bindematerial und Wassermischungen, die in Tabelle 1-1 beschrieben sind, hergestellt. Die glasartigen Bindungs-Bindematerial-Zusammensetzung, die zur Herstellung der Proben verwendet wurden, sind in Tabelle 2 aufgeführt. Proben wurden aus drei Arten Schleifkorn hergestellt: Schmelzaluminiumoxid-38A, Schmelzaluminiumoxid-32A und gesintertes Sol-Gel-alpha-Aluminiumoxid-Norton-SG-Korn, erhalten von Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, USA, in den in Tabelle 1 aufgelisteten Korngrößen.
- Nach der Agglomeration in der Drehkalzinierungsvorrichtung wurden die Proben des agglomerierten Schleifkorns gesiebt und bezüglich ihrer losen Packungsdichte (LPD), Größenverteilung und Agglomeratfestigkeit getestet. Diese Ergebnisse sind in Tabelle 1-1 gezeigt.
- Tabelle 1-1 Eigenschaften der agglomerierten Granulate

- Der prozentuale Volumenanteil des Bindematerials der gebrannten Agglomerate wurde unter Verwendung des durchschnittlichen LOI (Glühverlust) der Rohmaterialien des Bindematerials berechnet.
- Die gesinterten Agglomerate wurden mit US-Standardprüfsieben, die auf einer Schüttelsiebvorrichtung (Ro-Tap; Model RX-29; W.S. Tyler Inc. Mentor, OH) klassiert, je nach dem was für die unterschiedlichen Proben angemessen war, lag die Siebmaschengröße im Bereich von 18 bis 140. Die lose Packungsdichte der gesinterten Agglomerate (LPD) wurde nach dem American National Standard-Verfahren für die Dichte von Schleifkörnern bestimmt.
- Die ursprüngliche, durchschnittliche relative Dichte, ausgedrückt als ein Prozentsatz, wurde dadurch ausgerechnet, dass die LPD (ρ) durch eine theoretische Dichte der Agglomerate (ρ0), unter der Annahme von Null Porosität, geteilt wurde. Die theoretische Dichte wurde gemäß dem Verfahren der volumetrischen Mischungsregel aus dem prozentualen Gewicht und der spezifischen Dichte des in den Agglomeraten enthaltenen Bindungsmittel-Materials und des Schleifkorns berechnet.
- Die Festigkeit der Agglomerate wurde durch einen Verdichtungstest gemessen. Der Verdichtungstest wurde unter Verwendung einer geschmierten Stahlpressform mit einem Durchmesser von einem Inch (2,54 cm) auf einer Instron® universal testing machine (Modell MTS 1125, 20000 lbs (9072 kg)) mit einer 5-Gramm Probe des Agglomerats durchgeführt. Die Agglomerat-Probe wurde in die Pressform geschüttet und durch Antippen an die Außenseite der Pressform leicht eingeebnet. Ein oberer Stempel wurde eingeführt und eine Kopfplatte abgesenkt, bis eine Kraft („Ausgangsposition") auf dem Registrierungsgerät angezeigt wurde. Druck wurde mit einer konstanten Steigerungsrate (2 mm/Min.) auf die Probe ausgeübt, bis zu einem Maximalwert von 180 MPa Druck. Das Volumen der Agglomerat-Probe (die verdichtete LPD der Probe), die als eine Verschiebung der Kopfplatte (die Schiebung) beobachtet wurde, wurde als die relative Dichte als eine Funktion des Logarithmus des ausgeübten Drucks aufgezeichnet. Das Restmaterial wurde dann gesiebt, um den prozentualen Bruchanteil zu bestimmt. Unterschiedliche Drücke wurden gemessen, um ein Diagramm des Zusammenhangs zwischen dem Logarithmus des ausgeübten Druckes und des prozentualen Bruchanteils zu erstellen. Ergebnisse werden in Tabelle 1-1 als der Logarithmus des Druckes an dem Punkt, an dem der Bruchanteil 50 % der Agglomerat-Probe ausmacht, berichtet. Der Bruchanteil ist das Verhältnis aus dem Gewicht zerdrückter Partikel, die durch das kleinere Sieb passieren, im Verhältnis zu dem ursprünglichen Gewicht der Probe.
- Diese Agglomerate hatten Eigenschaften bezüglichen LPD, Größenverteilung, Formungsfestigkeit und Beibehaltung der Granulatgröße, die zur Verwendung in der kommerziellen Herstellung von Schleifscheiben geeignet sind. Die fertiggestellten, gesinterten Agglomerate hatten dreidimensionale Formen, die zwischen dreieckig, kugelförmig, konisch, rechteckig und anderen geometrischen Formen variierten. Agglomerate bestanden aus einer Vielzahl individueller Schleifkörner (z. B. 2 bis 20 Schleifkörner), die durch Glas-Bindematerial an Korn-zu-Korn-Kontaktpunkten miteinander verbunden waren.
- Granulatgröße der Agglomerate nahm mit einer Zunahme an Bindematerial in dem Agglomerat-Granulat in einem Bereich von 3 bis 20 Gew.-% des Bindematerials zu.
- Ausreichende Verdichtungsfestigkeit wurde für alle Proben 1–9 beobachtet, was anzeigte, dass das Glas-Bindematerial gereift und geflossen war, um eine wirksame Bindung zwischen den Schleifkörnern innerhalb des Agglomerats zu erzeugen.
- Agglomerate, die mit 10 Gew.-% Bindematerial hergestellt wurden, hatten signifikant höhere Verdichtungsfestigkeiten als solche, die mit 2 oder 6 Gew.-% Bindematerial hergestellt wurden.
- Geringere LPD-Werte waren ein Indikator für einen höheren Agglomerationsgrad. Die LPD der Agglomerate nahm mit zunehmenden prozentualen Gewichtsanteil Bindematerial und mit abnehmender Schleifkorngröße ab. Relativ große Unterschiede zwischen 2 und 6 Gew.-% Bindematerial verglichen mit relativ geringen Unterschieden zwischen 6 und 10 Gew.-% Bindematerial weisen darauf hin, dass ein prozentualer Gewichtsanteil von Bindematerial von weniger als 2 Gew.-% zur Bildung von Agglomeraten unzureichend sein könnte. Bei den höheren prozentualen Gewichtsanteilen, oberhalb etwa 6 Gew.-%, könnte die Zugabe von weiterem Bindematerial für das Herstellen signifikant größerer oder festerer Agglomerate ohne Vorteil sein.
- Wie durch die Ergebnisse bezüglich der Granulatgrößen der Agglomerate angezeigt wird, hatten die Proben mit Bindematerial C, die die geringste Viscosität des geschmolzenen Glases bei der Agglomerationstemperatur hatten, die geringste LPD der drei Bindematerialien. Die Art des Schleifmittels hatte keine signifikante Wirkung auf die LPD.
- Tabelle 1-2 Bindematerialien, die in in den vitrifizierten Agglomeraten verwendet wurden.

- Beispiel 2
- Agglomerate aus Schleifkorn/anorganischem Bindemittelmaterial
- Vitrifizierte Bindematerialien wurden zur Herstellung der Proben AV2 und AV3 der agglomerierten Schleifkörner verwendet. Die Agglomerate wurden gemäß dem in Beispiel 1 beschriebenen Drehkalzinierungs-Verfahren hergestellt, unter Verwendung der nachfolgend beschriebenen Materialien. Die AV2-Agglomerate wurden mit 3 Gew.-% A-Bindematerial (Tabelle 1-2) hergestellt. Die Temperatur des Kalzinierofens wurde auf 1250 °C eingestellt, der Rohrwinkel betrug 2,5 Grad und die Drehgeschwindigkeit betrug 5 U/min. Die AV3-Agglomerate wurden mit 6 Gew.-% E Bindematerial (Tabelle 1-2), bei einer Kalzinierofen-Temperatur von 1200 °C, mit einem Rohrwinkel von 2,5–4 Grad und einer Drehgeschwindigkeit von 5 U/min hergestellt. Das Schleifkorn war ein Schmelzaluminiumoxid-38A-Schleifkorn, Korngröße 80, das von Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, USA, erhalten wurde.
- Die vitrifizierten Korn-Agglomerate wurden bezüglich loser Packungsdichte, relativer Dichte und Größe untersucht. Untersuchungsergebnisse sind in Tabelle 2-1 nachfolgend aufgelistet.
- Agglomerate bestanden aus einer Vielzahl einzelner Schleifkörner (z. B. 2 bis 40 Körner), die an Korn-zu-Korn-Kontaktpunkten durch vitrifiziertes Bindematerial miteinander verbunden waren, zusammen mit sichtbaren Hohlraumbereichen. Die Mehrzahl der Agglomerate war ausreichend widerstandsfähig gegenüber Verdichtung, um einen dreidimensionalen Charakter beizubehalten, nachdem sie Misch- und Formungs-Arbeitsgängen für Schleifscheiben ausgesetzt waren.
- Tabelle 2-1 Schleifkorn/Vitrifizierte Bindemittel-Agglomerate

- Schleifscheiben
- Agglomerat-Proben AV2 und AV3 wurden verwendet, um Versuchsschleifscheiben (Typ
1 ) (Endgröße 5,0 × 0,5 × 1,250 Inch) (12,7 × 1,27 × 3,18 cm) herzustellen. Die Versuchsscheiben wurden durch Zugabe der Agglomerate in einem Drehschaufelmischer (einen Foot-Jones-Mischer, erhalten von Illinois Gear, Chicago, IL), und Mischen der Agglomerate mit einem flüssigen Phenolharz (V-1181 Harz von Honeywell International, Inc., Friction Division, Troy NY) (22 Gew.-% der Harzmischung) hergestellt. Ein pulverförmiges Phenolharz (Durez Varcum® resin 29-717, erhalten von Durez Corporation, Dallas TX) (78 Gew.-% der Harzmischung) wurde zu den nassen Agglomeraten gegeben. Die gewichtsprozentualen Mengen an Schleifmittel-Agglomerat und Harzbindung, die zur Herstellung dieser Scheiben verwendet wurden, und die Zusammensetzung der fertigen Scheiben (einschließlich Vol.-% Schleifmittel, Bindung und Porosität in den gehärteten Scheiben) sind in Tabelle 2-2 nachfolgend aufgelistet. Die Materialien wurden für einen ausreichenden Zeitraum vermischt, um eine einheitliche Mischung zu erhalten und die Menge an loser Bindung zu minimieren. Nach dem Mischen wurden die Agglomerate durch ein Sieb mit Maschengröße 24 gesiebt, um alle großen Klumpen an Harz aufzubrechen. Die einheitliche Mischung aus Agglomerat und Bindung wurde in Formen gegeben und mit Druck beaufschlagt, um Scheiben im Grünzustand (ungehärtet) zu formen. Diese grünen Scheiben wurden aus den Formen entfernt, in beschichtetem Papier eingewickelt und durch Erhitzen auf eine maximale Temperatur von 160 °C gehärtet, gradiert, endbehandelt und inspiziert, wobei aus dem Stand der Technik bekannte Techniken zur Herstellung kommerzieller Schleifscheiben verwendet wurden. Das Elastizitätsmodul der fertigen Scheiben wurde gemessen und die Ergebnisse sind in Tabelle 2-2 nachfolgend gezeigt. - Elastizitätsmodul wurde unter Verwendung einer Grindosonic-Maschine mit dem Verfahren, das in J. Peters, „Sonic Testing of Grinding Wheels "Advances in Machine Tool Design and Research, Pergamon Press, 1968, beschrieben ist, gemessen.
- Tabelle 2-2 Schleifscheibenzusammensetzungen

- Beispiel 3
- Die Versuchsscheiben gemäß Beispiel 2 wurden in einem simulierten Walzenschleiftest im Vergleich mit kommerziell erhältlichen Scheiben, die mit Phenolharz gebunden sind (C-1–C-3, erhalten von Saint-Gobain Abrasives, Inc., Worcester, MA) getestet. Schellackgebundene Scheiben, die in dem Labor (C-4 und C-5) aus einer Schellackharzmischung hergestellt wurden, wurden ebenfalls als Vergleichsscheiben getestet. Vergleichsscheiben wurden ausgesucht, weil sie Zusammensetzungen, Strukturen und physikalische Eigenschaften aufwiesen, die vergleichbar mit den Scheiben sind, die in kommerziellen Walzenschleifoperationen verwendet werden.
- Um Walzenschleifen in einer Laborumgebung zu simulieren, wurde ein kontinuierlicher Kontakt-Schlitzschleifvorgang auf einer Flächenschleifmaschine durchgeführt. Die folgenden Schleifbedingungen wurden in diesen Tests angewendet.
Schleifmaschine Brown & Sharpe-Flächenschleifer Betriebsart zwei kontinuierliche Kontakt-Schlitzschleifungen, Umkehrung am Ende des Schlags vor dem Kontaktverlust mit dem Werkstück Kühlmittel Trim Clear 1:40 Verhältnis Kühlmittel: deionisiertes Wasser Werkstück 16 × 4 Inch 4340 Stahl, Härte Rc50 Werkstückgeschwindigkeit 25 Fuß/min. Scheibengeschwindigkeit 5730 U/min Tiefenvorschub 0,100 Inch gesamt Tiefe des Schnittes 0,0005 Inch an jedem Ende Kontaktzeit 10,7 Minuten Abrichten Drehmeisseldiamant, bei 10 Inch/Min. Quervorschub, 0,001 Inch comp. - Vibration der Scheibe während des Schleifens wurde mit IRD Mechanalysis-Geräten (Analyzer Model 855 Analyzer/Balancer, erhalten von Entek Corporation, North Westerville, Ohio). In einem ersten Schleifdurchgang wurden Vibrationsniveaus bei verschiedenen Frequenzen (als Geschwindigkeit in Inch/Sekundeneinheiten) unter Verwendung eines schnellen Fourier-Transformations (FFT)-Verfahrens nach zwei und acht Minuten nach dem Abrichten der Scheibe aufgezeichnet. Nach dem ersten Schleifdurchlauf wurde ein zweiter Schleifdurchlauf durchgeführt, und die zeitabhängige Zunahme der Vibrationsniveaus wurde bei einer ausgesuchten Zielfrequenz (57000 cpm, die während des ersten Durchganges beobachtete Frequenz) während der gesamten 10,7 Minuten, die die Scheibe in Kontakt mit dem Werkstück blieb, aufgezeichnet. Scheibenverschleißraten (WWR), Materialabtragungsraten (MRR) und andere Schleifvariablen wurden aufgezeichnet, während die Schleifdurchgänge durchgeführt wurden. Diese Daten sind zusammen mit der Vibrationsamplitude für jede Scheibe nach 9–10 Minuten kontinuierlichem Kontaktschleifen in Tabelle 3-1 nachfolgend gezeigt.
- Tabelle 3-1 Schleifversuchsergebnisse

- Man kann sehen, dass die Versuchsscheiben die geringste Scheibenverschleißrate und die geringsten Werte der Vibrationsamplitude aufwiesen. Die kommerziellen Vergleichsscheiben, die mit Phenolharzbindungen hergestellt wurden (38A80-G8 B24, -K8 B24 und -O8 B24), wiesen geringe Scheibenverschleißraten auf, hatten aber unakzeptabel hohe Werte für die Vibrationsamplituden. Für diese Scheiben würde man vorhersagen, dass sie in tatsächlichen Walzenschleifverfahren Ratterschwingungen hervorrufen würden. Die mit Schellackharzbindungen hergestellten Vergleichsscheiben (53A80J7-Schellackmischung und 53A80L7-Schellackmischung) hatten hohe Scheibenverschleißraten, aber akzeptabel niedrige Vibrationsamplitudenwerte. Die Versuchsscheiben waren allen Vergleichsscheiben über einen Bereich von Leistungsstufen (nahezu konstante Vibrationsamplitude bei 10–23 PS und durchgängig niedrigeren WWR) überlegen und die Versuchsscheiben zeigten überlegene G-Werte (Materialabtragungsrate/Scheibenverschleißrate), was exzellente Effizienz und Scheibenlebensdauer bescheinigt.
- Es wird vermutet, dass das relativ niedrige Elastizitätsmodul und die relativ hohe Porosität der Versuchsscheiben eine gegenüber Rattern resistente Scheibe erzeugt, ohne die Scheibenlebensdauer und Schleifeffizienz aufzugeben. Für die Versuchsscheiben wurde recht unerwarteter Weise beobachtet, dass sie effizienter Schleifen als Scheiben, die höhere prozentuale Volumenanteile an Korn enthalten und einen härteren Scheiben-Härtegrad aufweisen. Obwohl die Versuchsscheiben so konstruiert wurden, dass sie einen relativ weichen Härtegrad ergaben (d. h. Grad A–E auf der Norton Company-Härtegradskala für Schleifscheiben), schliffen sie aggressiver, mit weniger Scheibenverschleiß, wodurch sie einen höheren G-Wert ergaben als die Vergleichsscheiben mit einem signifikant härteren Härtegradwert (d. h. Härtegrade G-O auf der Norton Company-Härtegradskala für Schleifscheiben). Diese Ergebnisse waren signifikant und unerwartet.
- Beispiel 4
- Agglomeriertes Korn enthaltende Versuchsscheiben wurden in einem kommerziellen Herstellungsverfahren hergestellt und in einem kommerziellen Walzenschleifverfahren, für die bisher schellackgebundene Scheiben verwendet wurden, getestet.
- Agglomerate aus Schleifkorn/anorganischem Bindematerial
- Vitrifizierte Bindematerialien (A Bindematerial aus Tabelle 1-2) wurden zur Herstellung der Probe AV4 aus agglomeriertem Schleifkorn verwendet. Probe AV4 ähnelte Probe AV2, außer dass eine kommerzielle Chargengröße für die Probe AV4 hergestellt wurde. Die Agglomerate wurden gemäß dem Drehkalzinierungsverfahren, das in Beispiel 1 beschrieben wurde, hergestellt. Das Schleifkorn war Schmelzaluminiumoxid-38A-Schleifkorn mit der Korngröße
80 , erhalten von Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, USA, und 3 Gew.-% A-Bindematerial (Tabelle 1–2) wurde verwendet. Die Temperatur des Kalzinierofens wurde auf 1250 °C eingestellt, der Rohrwinkel betrug 2,5 Grad und die Rotationsgeschwindigkeit betrug 5 U/min. Die Agglomerate wurden mit zweiprozentiger Silanlösung (erhalten von Crompton Corporation, South Charleston, West Virginia) behandelt. - Schleifscheiben
- Agglomerat-Probe AV4 wurde zur Herstellung von Schleifscheiben verwendet (Endgröße 36'' Durchmesser × 4'' Breite × 20'' zentrale Öffnung (Typ 1) (91,4 × 10,2 × 50,8 cm)). Die Versuchsschleifscheiben wurden mit kommerziellen Herstellungsgeräten durch Mischung der Agglomerate mit flüssigem Phenolharz (V-1181-Harz von Honeywell International Inc., Friction Division, Troy NY) (22 Gew.-% der Harzmischung) und pulverförmigem Phenolharz (Durez Varcum® Harz 29-717 erhalten von Durez Corporation, Dallas TX) (78 Gew.-% der Harzmischung) hergestellt. Die prozentualen Gewichtsmengen an Schleifmittel-Agglomerat und Harzbindung, die in diesen Scheiben verwendet wurden, sind in Tabelle 4-1 nachfolgend aufgelistet. Die Materialien wurden für einen ausreichenden Zeitraum gemischt, um eine einheitliche Mischung zu erhalten. Die einheitliche Mischung aus Agglomerat und Bindung wurde in Formen eingebracht und mit Druck beaufschlagt, um Scheiben im Grünzustand (ungehärtet) zu formen. Diese grünen Scheiben wurden aus den Formen entfernt, in beschichtetes Papier eingewickelt und durch Erhitzen bei einer maximalen Temperatur von 160 °C gehärtet, gradiert, endbehandelt und inspiziert, wobei aus dem Stand der Technik bekannte Herstellungstechniken für kommerzielle Schleifscheiben angewendet wurden. Elastizitätsmodul und Dichte nach dem Brennen wurden für die fertigen Scheiben gemessen und die Ergebnisse sind nachfolgend in Tabelle 4-1 gezeigt. Berstgeschwindigkeit der Scheiben wurde gemessen und die maximale Betriebsgeschwindigkeit wurde als 9500 sfpm bestimmt.
- Die Zusammensetzungen der Scheiben (enthaltend prozentuale Volumenanteile Schleifmittel, Bindung und Porosität in den gehärteten Scheiben) sind in Tabelle 4-1 beschrieben. Diese Scheiben hatten eine sichtbar offene, zusammenhängende, relativ einheitliche Porositätsstruktur, die bisher in kommerziellen Verfahren hergestellten organisch gebundenen Schleifscheiben unbekannt war.
- Tabelle 4-1 Schleifscheibenzusammensetzung

- Schleifversuche
- Diese Versuchsschleifscheiben wurden in zwei kommerziellen Schleifoperationen zur Endbearbeitung von Kaltwalzrollen getestet. Nachdem sie beschliffen worden sind, werden diese Schmiedestahlrollen dazu verwendet, die Oberfläche von Metallplatten (z. B. Stahlplatten) zu walzen und endzubearbeiten. Kommerzielle Operationen verwenden üblicherweise kommerzielle, schellackgebundene Scheiben (80 Grit Aluminiumoxid Schleifkorn ist üblich), und diese Scheiben werden normalerweise bei 6500 sfpm betrieben, mit einer maximalen Geschwindigkeit von etwa 8000 sfpm. Schleifbedingungen sind unten aufgelistet und Testergebnisse sind in den Tabellen 4-2 und 4-3 gezeigt. Schleifbedingungen A
Schleifmaschine Farrell Walzenschleifer, 40 PS Kühlmittel Stuart Synthetic w/water Scheibengeschwindigkeit 780 U/min Werkstück Schmiedestählerne Tandemmühlwerkwalzen, Härte 842 Equotip, 82 × 25 Inch (208 × 64 cm) Werkstück (Walze)-Geschwindigkeit: 32 U/min Verschiebung 100 Inch/Min. Kontinuierlicher Vorschub 0,0009 Inch/Min. Endvorschub 0,0008 Inch/Min. Benötigte Oberflächengüte 18–30 Ra Rauhheit, 160 Peaks Maximum Schleifmaschine Pomini Walzenschleifer, 150 PS Kühlmittel Stuart Synthetic w/water Scheibengeschwindigkeit 880 U/min Werkstück Schmiedestählerne Tandemmahlwerkwalzen, Härte 842 Equotip, 82 × 25 Inch (208 × 64 cm) Werkstück (Walze)-Geschwindigkeit: 32 U/min Verschiebung 100 Inch/Min. Kontinuierlicher Vorschub 0,00011 Inch/Min. Endvorschub 0,002 Inch/Min. Benötigte Oberflächengüte 18–30 Ra Rauhheit, ungefähr 160–180 Peaks - Tabelle 4-2 Schleiftestergebnisse/Schleifbedingungen A

- Bei den Schleifbedingungen A zeigten die Versuchsschleifscheiben exzellentes Leistungsverhalten beim Schleifen, wobei sie wesentlich höhere G-Werte erreichten als in bisher verwendeten kommerziellen Verfahren mit schellackgebundenen Schleifscheiben unter diesen Schleifbedingungen beobachtet wurden. Auf der Basis zurückliegender Erfahrungen beim Walzenschleifen unter den Schleifbedingungen A, wären die Versuchsscheiben 2-1, 2-2 und 2-3 als zu weich angesehen worden (bei Norton Company-Härtegradwerten von B-D), um eine kommerziell annehmbare Schleifeffizienz zu erreichen, weshalb diese Ergebnisse, die exzellente G-Werte zeigen, höchste ungewöhnlich waren. Des Weiteren war der Oberflächenfinish der Walzen frei von Rattermarken und lag innerhalb der Spezifikationen bezüglich Oberflächenrauhheit (18–30 Ra) und der Anzahl an Oberflächen-Peaks (ungefähr 160). Die Versuchsschleifscheiben lieferten eine Qualität der Oberflächengüte ab, wie sie bisher nur mit schellackgebundenen Schleifscheiben beobachtet wurde.
- Ein zweiter Schleiftest mit den Versuchsschleifscheiben 3-3 mit den Schleifbedingungen B bestätigten die überraschenden Vorteile der Verwendung der erfindungsgemäßen Scheiben in einem kommerziellen Walzenkaltschleif-Endbearbeitungsvorgängen über eine ausgedehnte Prüfzeit. Testergebnisse sind nachfolgend in Tabelle 4-3 gezeigt. Tabelle 4-3 Schleifstestergebnisse/Schleifbedingungen B


- Der kumulative G-Wert für Versuchsscheibe 2-4 betrug 2,093 nach dem Schleifen von 19 Walzen bei einer auftretenden Abnutzung von in etwa 3 Inch des Scheibendurchmessers. Dieser G-Wert stellt eine 2- bis 3fache Verbesserung der G-Werte dar, die für kommerzielle Schleifscheiben (z. B. schellackgebundene Scheiben, C-6 und C-7, die in Beispiel 2 beschrieben sind), die zum Schleifen von Walzen unter den Schleifbedingungen A oder B verwendet wurden. Die Drehgeschwindigkeit der Scheibe und Materialabtragungsrate übertraf die von kommerziellen Vergleichsscheiben, die in diesem Walzenschleifvorgang verwendet wurden, womit die unerwartete Schleifeffizienz, die mit den erfindungsgemäßen Schleifverfahren möglich ist, zusätzlich aufgezeigt wird. Mit den Versuchsscheiben erreichter Oberflächenfinish der Walzen war gemäß kommerzieller Produktionsstandards akzeptabel. Kumulative Ergebnisse, die nach dem Schleifen von 19 Walzen beobachtet wurden, bestätigen die gleichbleibende Arbeitsweise der Versuchsscheiben und die vorteilhafte Widerstandsfähigkeit der Scheibe gegenüber der Entwicklung von Scheibennocken, Vibration und Rattern während die Scheibe durch den Schleifvorgang verbraucht wird.
- Beispiel 5
- Agglomerate aus Schleifkorn/anorganischem Bindemittel
- Die Agglomerat-Proben wurden aus einer einfachen Mischung aus Schleifkorn, Bindematerial und Wassermischungen, die in Tabelle 5-1 beschrieben sind, hergestellt. Die vitrifizierte Bindematerial-Zusammensetzung, die zur Herstellung der Proben verwendet wurde, war das Bindematerial C, das in Tabelle 1-2 aufgelistet ist. Das Schleifkorn war ein Schmelzaluminiumoxid-38A-Schleifkorn, Korngröße 18, erhalten von Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, USA.
- Proben des agglomerierten Schleifkorns wurden bei 1150 °C gebildet, unter Verwendung einer Drehkalzinierungsvorrichtung (Modell Nr. HOU-6D60-RTA-28, Harper International, Buffalo, New York), die mit einer 120 Inch (305 cm) langen, 3/8 Inch (0,95 cm) dicken Metallröhre (Hastelloy) mit einem Innendurchmesser von 5,75 Inch (15,6 cm) ausgerüstet war und die eine 60 Inch (152 cm) beheizte Länge mit drei geregelten Temperaturzonen hatte. Eine Brabender®-Zuführeinheit mit einstellbarer Regelung der volumetrischen Zuführrate wurde verwendet, um die Mischung aus Schleifkorn und Bindematerial in die Heizröhre der Drehkalzinierungsvorrichtung zu dosieren. Der Agglomerationsprozess wurde unter atmosphärischen Bedingungen, mit einer Rotationsgeschwindigkeit der Vorrichtungsröhre von 3,5 bis 4 U/min, einem Röhrenneigungswinkel von 2,5 bis 3 Grad und einer Material-Zuführungsrate von 6–10 kg/Stunde durchgeführt.
- Nach der Agglomeration in der Drehkalzinierungsvorrichtung wurden die Proben agglomerierten Schleifkorns gesiebt und bezüglich loser Packungsdichte (LPD) und Größenverteilung untersucht. Diese Ergebnisse sind in Tabelle 5-1 gezeigt.
- Tabelle 5-1 Eigenschaften des agglomerierten Granulats V1

- Probe V1 des agglomerierten Korns wurde zur Herstellung von Schleifscheiben (Typ
1 ) (Endgröße: 20 × 1 × 8 Inch) (50,8 × 2,54 × 20,3 cm) verwendet. Die Zusammensetzung der Scheiben (einschließlich prozentualer Volumenanteil Schleifmittel, Bindung und Porosität in den gebrannten Scheiben), Dichte und mechanische Eigenschaften der Scheiben sind in Tabelle 5-2 beschrieben. Zusammensetzungen für Versuchsscheiben 1 bis 4 wurden so ausgewählt, dass sie Scheiben mit dem Härtegrad F ergaben, und Zusammensetzungen für Versuchsscheiben 5 bis 8 wurden so ausgesucht, dass sie Scheiben mit dem Härtegrad G ergaben. - Um die Schleifscheiben herzustellen, wurden die Agglomerate zusammen mit einem flüssigen Bindemittel und einer pulverförmigen Zusammensetzung einer vitrifizierten Bindung, die dem Bindematerial C aus Tabelle 1-2 entsprach, in einen Mischer gegeben. Die Strukturen der Agglomerate waren ausreichend widerstandsfähig gegenüber Verdichtung, um eine ausreichende Menge an Agglomeraten mit dreidimensionalem Charakter beizubehalten, nachdem diese Verfahren zur Mischung und zum Formen von Schleifscheiben ausgesetzt waren. Die Scheiben wurden dann geformt, getrocknet, bis zu einer maximalen Temperatur von 900 °C gebrannt, gradiert, endbehandelt, ausgewuchtet und inspiziert, wobei aus dem Stand der Technik bekannte Techniken zur Herstellung von kommerziellen Schleifscheiben angewendet wurden. Die fertigen Scheiben wurden gemäß kommerziell praktizierter Geschwindigkeitstests auf Sicherheit getestet, um sicherzustellen, dass die Scheiben beim Anbringen auf einer Schleifmaschine eine ausreichende mechanische Festigkeit für Rotationsbewegung und ausreichende mechanische Festigkeit für den Schleifvorgang aufwiesen. Alle Versuchsscheiben überlebten den Maximalgeschwindigkeitstest für die Testgeräte (85,1 m/s) und hatten somit eine ausreichende mechanische Festigkeit für Tiefschleifverfahren.
- Die Zusammensetzungen der Scheiben (einschließlich prozentualer Volumenanteil Schleifmittel, Bindung und Porosität der gebrannten Scheibe), Dichte und mechanische Eigenschaften der Scheiben sind in Tabelle 5-2 beschrieben.
- Tabelle 5-2 Eigenschaften der Schleifscheiben

- Die Elastizitätsmodul-Werte der Versuchsscheiben 1–4 reichten von 34 bis 43 % geringerer als der Wert für die Vergleichsscheiben mit dem Härtegrad F, und die Elastizitätsmodul-Werte für die Versuchsscheiben 5-8 reichten von 45 bis 54 % geringerer als die Werte für die Vergleichsscheiben mit dem Härtegrad G.
- Scheiben mit Zusammensetzungen mit identischen prozentualen Volumenanteilen an Korn, Bindung und Porosität zeigten recht unerwarteterweise signifikant unterschiedliche Elastizitätsmodul-Werte. Versuchsscheibe 1 hatte einen Elastizitätsmodul-Wert, der 34 % niedriger war als der Wert für die Vergleichsscheibe mit dem Härtegrad F, und Versuchsscheibe 5 hatte einen Elastizitätsmodul-Wert, der 51 % geringer war als der Wert für die Vergleichsscheibe mit dem Härtegrad G. In einem separaten Versuch, zeigten Vergleichsscheiben, die mit weicheren Härtegraden hergestellt wurden, damit sie sich durch vergleichbare, relativ niedrige Elastizitätsmodul-Werte auszeichneten, keine ausreichende mechanische Festigkeit, um den Geschwindigkeitstest bei 85, 1 m/s zu bestehen.
- Die Werte aus den Geschwindigkeitstests für die Versuchsscheiben waren völlig zufrieden stellend. Des Weiteren zeigte Versuchsscheibe 1 bei Zusammensetzungen mit identischen prozentualen Volumenanteilen an Korn, Bindung und Porosität ein Bruchmodul, das nur 7 % niedriger war als das der Vergleichsscheibe mit dem Härtegrad F, während Versuchsscheibe 5 ein Bruchmodul aufwies, das lediglich 3 % niedriger war, als das der Vergleichsscheibe mit dem Härtegrad G. Diese geringfügige Abnahme des Bruchmoduls war erwartet, angesichts der geringfigigen Abnahme der Dichte der Versuchsscheiben im Vergleich zu den Vergleichsscheiben. Die Abnahme der Dichte legt ebenfalls nahe, dass die Versuchsscheiben, verglichen mit den Vergleichsscheiben, die eine identische Vol.-%-Zusammensetzung hatten, einer Schrumpfung während der thermischen Verarbeitung widerstanden, und dies steht für signifikante potenzielle Ersparnisse an Herstellungskosten, sowohl bezüglich der Materialkosten als auch Endbearbeitungsarbeitsgängen.
- Die Scheiben wurden in einer Tiefschleif-Operation gegenüber kommerziellen Vergleichsscheiben getestet, die zur Verwendung in Tiefschleif-Operationen empfohlen werden, getestet. Die Vergleichsscheiben hatten die gleichen Größenabmessungen, identische oder ähnliche Vol.-%-Zusammensetzungen, vergleichbare Härtegrade (die Grade wurden auf der Basis von prozentualen Volumenanteilen an Korn, Bindung und Porosität bestimmt) und funktional äquivalente Chemie der Bindung, und waren ansonsten geeignete Vergleichsscheiben für eine Untersuchung zum Tiefschleifen. Aber die Vergleichsscheiben wurden ohne agglomeriertes Korn hergestellt und Opfer-Porenbildner waren nötig, um die angestrebten prozentualen Volumenanteile Porosität und Dichte der Scheiben zu erreichen. Die kommerziellen Scheibenbezeichnungen und die Zusammensetzungen der Vergleichsscheiben sind in Tabelle 5-2 beschrieben (kommerzielle Scheiben 38A80F19VCF2 und 38A80G19VCF2).
- Ein „Keil"-Schleiftest wurde durchgeführt, wobei das Werkstück mit einem geringen Winkel bezüglich des Maschinenschlittens, auf dem es angebracht ist, angeordnet ist. Diese Geometrie führt zu einer zunehmenden Schleiftiefe, zunehmender Materialabtragungsrate und zunehmender Spandicke vom Beginn bis zum Ende des Schleifens. Somit werden in einem einzigen Durchgang Schleifdaten über einen Bereich von Schleifbedigungen gesammelt. Die Auswertung des Leistungsverhalten der Scheibe in dem Keil-Test wird durch die Messung und Aufzeichnung der Spindelantriebsleistung und Schleifkräfte weiter gefördert. Die genau Bestimmung der Bedingungen (MRR, Spandicke, etc.), die unannehmbare Ergebnisse wie Schleifbrand oder Versagen der Scheibe liefern, erleichtert die Charakterisierung des Scheibenverhaltens und das Einordnen des Leistungsverhaltens der Produkte in Relation zueinander. Schleifbedingungen
Maschine Hauni-Blohm Profimat 410 Betriebsart Keil-Tiefschleifen Scheibengeschwindigkeit 5500 surface feet per minute (28 m/s) Tischgeschwindigkeit Varierte von 5 bis 17,5 Inch/Minute (12,7–44,4 cm/Minute) Kühlmittel Master Chemical Trim E210 200, bei 10%iger Konzentration mit deionisiertem Brunnenwasser, 72 gal/Minute (272 l/Minute) Material des Werkstückes Inconel 718 (42 HRc) Art des Abrichtens Rolle Diamant, kontinuierlich Kompensation beim Abrichten 20 Mikro-Inch/Umdrehung (0,5 Mikrometer/Umdrehung) Geschwindigkeitsverhältnis + 0,8 - In diesen Schleifgängen bewirkte die kontinuierliche Schneidiefe eine kontinuierliche Zunahme der Materialabtragungsrate über die Blocklänge (8 Inch (20,3 cm)). Versagen wurde durch Werkstückbrand, Bruch der Scheibe, rauhes Oberflächenfinish und/oder Verlust der Schneideckenform angezeigt. Die Abnutzung der Scheibe durch das Schleifen war geringer als der Verlust kontinuierlicher Abricht-Kompensation, die während des Schleiftests durchgeführt wurde. Die spezifische Schleifenergie und die Materialabtragungsrate, bei der Versagen auftrat (maximale MRR) sind in Tabelle 5-3 notiert.
- Tabelle 5-3 Schleiftestergebnisse

- Wie aus den Schleiftestergebnissen in Tabelle 5-3 hervorgeht, zeigten die Versuchsscheiben von 20 bis 58 % höhere MRR-Werte, verglichen mit denen von Vergleichsscheiben, die identische Vol.%-Zusammensetzungen hatten, bevor Versagen auftrat. Bei identischen Zusammensetzungen zeigten die Versuchsscheiben zumindest eine 17%ige Reduktion der Leistung, die zum Schleifen benötigt wurde (spezifische Schleifenergie). Diese Effizienzgrade des Schleifvorgangs wurden ohne einen wesentlichen Verlust an Oberflächengüte des beschliffenen Werkstückes erreicht. Die Ergebnisse deuten darauf hin, dass die Versuchsscheiben in kommerziellen Tiefschleifverfahren bei einer niedrigeren Abrichtrate bei einer konstanten MRR betrieben werden können, wodurch zumindest eine Verdoppelung der Lebensdauer erreicht werden.
- Beispiel 6
- Agglomerate aus Schleifkorn/anoranischem Bindemittel
- Die Proben aus agglomeriertem Korn wurden aus einer einfachen Mischung des Schleifkorns, Bindematerials und Wasser, wie in Tabelle 6-1 beschrieben, hergestellt. Die vitrifizierte Bindung-Bindematerial-Zusammensetzungen, die zur Herstellung der Proben verwendet wurden, war Bindematerial C, das in Tabelle 1-2 aufgeführt ist. Das Schleifkorn war ein Schmelzaluminiumoxid-38A-Schleifkorn, Korngröße 60, erhalten von Saint-Gobain Ceramics & Plastics Inc., Worcester, MA, USA.
- Proben des agglomerierten Schleifkorns wurden bei 1250 °C Maximaltemperatur in einer industriellen Drehkalzinierungsvorrichtung (hergestellt von Bartlett Inc. Stow, Ohio; Gasmodel mit offenem Feuer), die ausgerüstet war mit einem 25 Fuß (10,7 m) langen, 23 Inch (0,58 m) dicken feuerfesten Rohr mit 31 Inch (0,78 m) Innendurchmesser, hergestellt. Der Agglomerationsprozess wurde unter atmosphärischen Bedingungen durchgeführt, bei einem Kontroll-Sollwert der Heißzonentemperatur von 1250 °C, bei einer Drehrate des Rohrs der Vorrichtung von 2,5 U/min, einem Rohrneigungswinkel von 3 Grad und einer Materialzuführrate von 450 kg/Stunde.
- Nach der Agglomeration in der Drehkalzinierungsvorrichtung wurden die Proben des agglomerierten Schleifkorns gesiebt und bezüglich der losen Packungsdichte (LPD) und Größenverteilung getestet. Diese Ergebnisse sind in Tabelle 6-1 gezeigt.
- Tabelle 6-1 Eigenschaften des agglomerierten Granulats V2

- Proben des Agglomerats wurden dazu verwendet, Schleifscheiben herzustellen (Typ 1) (Endgröße: 20 × 1 × 8 Inch) (50,8 × 2,54 × 20,3 cm). Um die Schleifscheiben herzustellen, wurden Agglomerate zusammen mit einem flüssigen Bindemittel und einer pulverförmigen Zusammensetzung einer glasartigen Bindung, die dem Bindematerial C aus Tabelle 1-2 entsprach, in einem Mischer gegeben. Die Strukturen der Agglomerate waren gegenüber Verdichtung ausreichend widerstandsfähig, um eine effektive Menge an Agglomeraten, die, nachdem sie Misch- und Formungsverfahren ausgesetzt waren, einen dreidimensionalen Charakter aufwiesen, beibehalten. Zusammensetzungen für die Versuchsscheiben 9 bis 11 wurden so ausgewählt, dass sie Scheiben mit dem Härtegrad I ergaben, Zusammensetzungen für Versuchsscheiben 12 bis 16 wurden so ausgewählt, dass sie Scheiben mit dem Härtegrad K ergaben, und Zusammensetzungen für Versuchsscheiben 17 bis 19 wurden so ausgewählt, dass sie Scheiben mit dem Härtegrad J ergaben. Die Scheiben wurden dann geformt, getrocknet, bis auf eine maximale Temperatur von 1030 °C gebrannt, gradiert, endbearbeitet, ausgewuchtet und inspiziert, wobei aus dem Stand der Technik bekannte Techniken zur Herstellung kommerzieller Schleifscheiben verwendet wurden.
- Die fertiggestellten Scheiben wurden gemäß eines kommerziell angewendeten Geschwindigkeitstests auf Sicherheit getestet, um sicherzustellen, dass die Scheiben, wenn sie auf eine Schleifmaschine montiert wurden, ausreichende mechanische Festigkeit für Rotationsbewegung und ausreichende mechanische Festigkeit für die Schleifoperation aufwiesen. Ergebnisse der Bersttests sind in Tabelle 6-2 gegeben. Alle Versuchsscheiben hatten ausreichende mechanische Festigkeit für Tiefschleifverfahren. Traditionell betreiben kommerzielle Tiefschleifverfahren diese Schleifscheiben bei 6500 sfpm (33 m/s) bei einer maximalen Betriebsgeschwindigkeit von etwa 8500 sfpm (43,2 m/s).
- Die Zusammensetzung der Scheiben (einschließlich prozentualer Volumenanteil Schleifmittel, Bindung und Porosität in den gebrannten Scheiben), Dichte und Materialeigenschaften der Scheiben sind in Tabelle 6-2 beschrieben.
- Tabelle 6-2 Eigenschaften der Schleifscheiben

-

- Scheiben mit identischen Vol.-%-Zusammensetzungen an Korn, Bindung und Porosität wiesen recht unerwarteterweise signifikant unterschiedliche Elastizitätsmodul-Werte auf. Insbesondere der Elastizitätsmodul-Wert einer Vergleichsscheibe (TG2-80 E13 VCF5), die mittels zugegebener, länglicher Partikel (Schleifkörner) anstatt mit Opfer-Porenbildnern mit dem gewünschten relativ hohen prozentualen Volumenanteil Porosität und der relativ geringen Dichte hergestellt wurde, zeigte keinen Abfall des Elastizitätsmodul-Wertes. Tatsächlich war der Elastizitätsmodul-Wert höher als der der am nähesten kommenden, vergleichbaren Vergleichsscheibe und wesentlich höher als der der Versuchsscheiben mit vergleichbaren Vol.-%-Zusammensetzungen.
- Trotz der verringerten Elastizitätsmodul-Eigenschaften waren die Werte der Geschwindigkeitstests für die Versuchsscheiben im vollen Umfang akzeptabel. Bei identischer Vol.-%-Zusammensetzung an Korn, Bindung und Porosität zeigte Versuchsscheibe 1 lediglich geringfügig verringerte Bruchmodul- und Berstgeschwindigkeitswerte. Die Dichten der Versuchsscheiben waren geringfügig geringer als die der Vergleichsscheiben, die bei einer identischen Vol.-%-Zusammensetzung formuliert wurden. Somit wurde ein geringer Abfall des Bruchmoduls erwartet. Die Abnahme der Dichte legte auch nahe, dass die Versuchsscheiben, verglichen mit Vergleichsscheiben mit einer identischen Vol.-%-Zusammensetzung, Schrumpfung während der thermischen Verarbeitung widerstanden hatten, und dies steht für signifikante potenzielle Einsparungen bei den Herstellungskosten, sowohl bezüglich Materialkosten und in Endbearbeitungsverfahren.
- Die Scheiben wurden in einem Tiefschleifverfahren getestet, wobei die in Beispiel 5 beschriebenen Keil-Test-Schleifbedingungen verwendet wurden. Die Scheiben wurden gegenüber kommerziellen Vergleichsscheiben getestet, die zur Verwendung in Tiefschleifverfahren empfohlen werden. Die Vergleichsscheiben hatten die gleichen Größenabmessungen, identische oder ähnliche Vol.-%-Zusammensetzungen, vergleichbare Härtegrade (Härten wurden auf der Basis von Vol.-%-Gehalten an Korn, Bindung und Porosität bestimmt) und funktional äquivalente Chemien der Bindungen und waren auch sonst geeignete Vergleichsscheiben für eine Tiefschleif-Studie. Die Vergleichsscheiben wurden aber ohne agglomeriertes Korn hergestellt, und Opfer-Porenbildner wurden verwendet, um den gewünschten prozentualen Volumenanteil Porosität und die gewünschte Scheibendichte zu erhalten. Die kommerziellen Scheibenbezeichnungen und die Zusammensetzungen der Vergleichsscheiben sind in Tabelle 6-2 beschrieben (kommerzielle Scheiben 38A60-I96 LCNN, 38A60-K75 LCNN und 38A60-J64 LCNN). Ergebnisse sind unten in Tabelle 6-3 angegeben.
- Tabelle 6-3 Ergebnisse der Schleiftests

- Wie aus den Ergebnissen der Schleiftests in Tabelle 6-3 entnommen werden kann, zeigten die Versuchsscheiben höhere MRR (10 bis 68 %) bevor Versagen auftrat, verglichen mit Vergleichsscheiben, die identische Vol.-%-Zusammensetzungen aufwiesen. Bei identischen Zusammensetzungen zeigten die Versuchsscheiben eine Reduktion der Leistung (3 bis 31 %), die zum Schleifen benötigt wurde (spezifische Schleifenergie). Diese Effizienzgrade in den Schleifvorgängen wurden ohne einen wesentlichen Verlust an Qualität der Oberflächengüte des beschliffenen Werkzeuges erreicht. Die Ergebnisse legen nah, dass die Versuchsscheiben in kommerziellen Tiefschleifverfahren bei geringeren Abrichtraten mit einer konstanten MRR betrieben werden können, wodurch zumindest eine Verdoppelung der Lebensdauer der Scheibe erreicht wird.
- Beispiel 7
- Agglomerate aus Schleifkorn/organischen Bindemittel
- Eine Reihe von Proben agglomerierter Schleifkörner (A1–A8) wurden aus einer Mischung aus Schleifkorn und Phenolharz-Bindematerial (Durez Varcum® resin 29-717, spezifische Dichte 1,28 g/cm3, erhalten von Durez Corporation, Dallas TX) in den in Tabelle 7-1 beschriebenen Mengen hergestellt. Alle Proben wurden mit silanbehandeltem Schmelzaluminiumoxid-38A-Schleifkorn, erhalten von Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, USA, in den in Tabelle 7-1 aufgelisteten Korngrößen (80 oder 46 Grit) hergestellt.
- Das Korn und das HarzBindematerial wurden in der Schüssel eines Mischers (Proben A5–A8 in einem Modell Nummer RV-02 high shear Erich Mixer hergestellt von der Erich Company, Gurnee, IL; Probe A1 in einem Trogmischer, hergestellt durch Foote-Jones/Illinois Gear in Chicago, IL; und Proben A2, A3 und A4 in einem maßgefertigten Trogmischer, hergestellt durch Boniface Tool and Die in Southbridge MA). Das Mischen wurde bei einer Troggeschwindigkeit begonnen, die auf 64 U/min eingestellt war, und bei einer Paddelgeschwindigkeit, die auf 720 U/min eingestellt war (Proben A5–A8 in dem Erich Mischer), oder bei einer Troggeschwindigkeit von 35 U/min und einem stationären Paddel (Probe A1 in dem Foote/Jones-Mischer), oder bei 35 U/min Troggeschwindigkeit und 75 U/min Paddelgeschwindigkeit (Proben A2–A4 in dem Boniface-Mischer). Während der Mischung wurde ausreichend Lösemittel (Furfural) in Form eines Nebels auf die Mischung aus Korn und Bindematerial gesprüht, um zu bewirken, dass die Körner und das Bindematerial zusammen agglomerierten. Das Sprühen von Lösemittel auf die Mischung wurde solange fortgesetzt, bis Körner und Bindematerial Agglomerate gebildet hatten. Bei der Herstellung der Probe A1 wurde das Lösemittel per Hand mit einer Plastikflasche auf die trockenen Komponenten gesprüht. Bei der Herstellung der Proben A2–A8 wurde Lösemittel als ein durchgängiger Nebel in abgemessenen Mengen unter Verwendung eines Tool Mist Coolant Generator, erhalten von der Wesco Company, Chatsworth, CA, auf die trockenen Komponenten gesprüht. Der Agglomerationsprozess wurde bei Raumtemperatur unter atmosphärischen Bedingungen durchgeführt.
- Nach der Agglomeration in dem Mischer wurden die Proben nassen agglomerierten Schleifkorns durch ein US-Sieb mit Siebweite 3,5 mesh gesiebt und über Nacht unter Umgebungsbedingungen getrocknet. Die Proben wurden mit einem groben Sieb (US-Standard Siebweite #8 für 46 Grit Agglomerate, Siebweite #20 für 80 Grit Agglomerate) erneut gesiebt und in einer einzigen Lage auf einem mit einem Fluorpolymer ausgekleideten Ofenblech (etwa 45 × 30 cm) ausgebreitet. Agglomerate wurden dann in einem Laborofen (Despatch-Modellnummer VRD-1-90-1E von Despatch Industries, Minneapolis, MN) unter atmosphärischen Bedingungen gehärtet, auf eine Maximaltemperatur von 160°C erhitzt und bei dieser Temperatur für 30 Minuten gehalten. Die gehärteten Agglomerate wurden unter einen 1,5 inch-Stahlstab gerollt, der handbetrieben wurde, um größere Agglomerate teilweise zu zermahlen und in kleinere Agglomerate zu zerteilen.
- Die gehärteten Agglomerate wurden mit US-Standard-Testsieben, die auf einer Schüttelsiebvorrichtung (Ro-Tap; Modell RX-29; W.S. Tyler Inc. Mentor, OH) klassiert. Die Maschengrößen der Siebe reichten von 10 bis 45 für mit 46 Grit hergestellte Agglomerate und 20 bis 45 für Agglomerate, die mit Schleifkorn mit der Korngröße 80 hergestellt waren.
- Die Ausbeute an verwendbaren, frei fließenden Agglomeraten der Proben A1–A8, die definiert wird als die Agglomerate mit einer Größenverteilung gemäß der angezeigten Siebweiten (US-Standardsiebgrößen) als Gew% des Gesamtgewichts der Kornmischung vor der Agglomeration, ist nachfolgend in der Tabelle 7-1 gezeigt.
- Agglomerate wurden bezüglich loser Packungsdichte (LPD), relativer Dichte und Größenverteilung getestet, und sie wurden vor und nach der Verwendung zur Herstellung von Schleifwerkzeugen visuell charakterisiert. Die lose Packungsdichte der gehärteten Agglomerate (LPD) wurde gemäß dem American National Standard-Verfahren für die Schüttdichte von Schleifkörnern gemessen. Die ursprüngliche, durchschnittliche relative Dichte, ausgedrückt als ein Prozentanteil, wurde durch Dividieren der LPD (ρ) durch eine theoretische Dichte der Agglomerate (ρ0) berechnet, wobei Null Porosität angenommen wurde. Die theoretische Dichte wurde gemäß dem Verfahren der volumetrischen Mischungsregel aus den prozentualen Gewichtsanteilen und der spezifischen Dichte des Bindematerials und des Schleifkorns, die in den Agglomeraten enthalten sind, berechnet.
- Diese Agglomerate hatten Eigenschaften bezüglich LPD, relativer Dichte und Größenverteilung, die zur Verwendung in der kommerziellen Herstellung von Schleifscheiben geeignet sind. Die Testergebnisse der Agglomerate sind in Tabelle 7-1 gezeigt.
- Die fertiggestellten, gehärteten Agglomerate hatten dreidimensionale Formen, die zwischen dreieckig, kugelförmig, kubisch, rechteckig, zylindrisch und anderen geometrischen Formen variierten. Die Agglomerate bestanden aus einer Vielzahl individueller Schleifkörner (z.B. 2 bis 40 Körner), die an Korn-zu-Korn-Kontaktpunkten durch HarzBindematerial miteinander verbunden waren. Auf Grundlage der Materialdichte und volumetrischen Berechnungen betrug die Porosität der Agglomerate in loser Schüttung etwa 18 Vol%. Die Strukturen der Agglomerate waren gegenüber Verdichtung ausreichend resistent, um eine effektive Menge an Agglomeraten beizubehalten, die, nachdem sie Mischungs- und Formungsverfahren zur Herstellung von Schleifscheiben ausgesetzt waren, einen ursprünglichen dreidimensionalen Charakter beibehielten.
- Tabelle 7-1 Eigenschaften agglomerierter Granulate

-
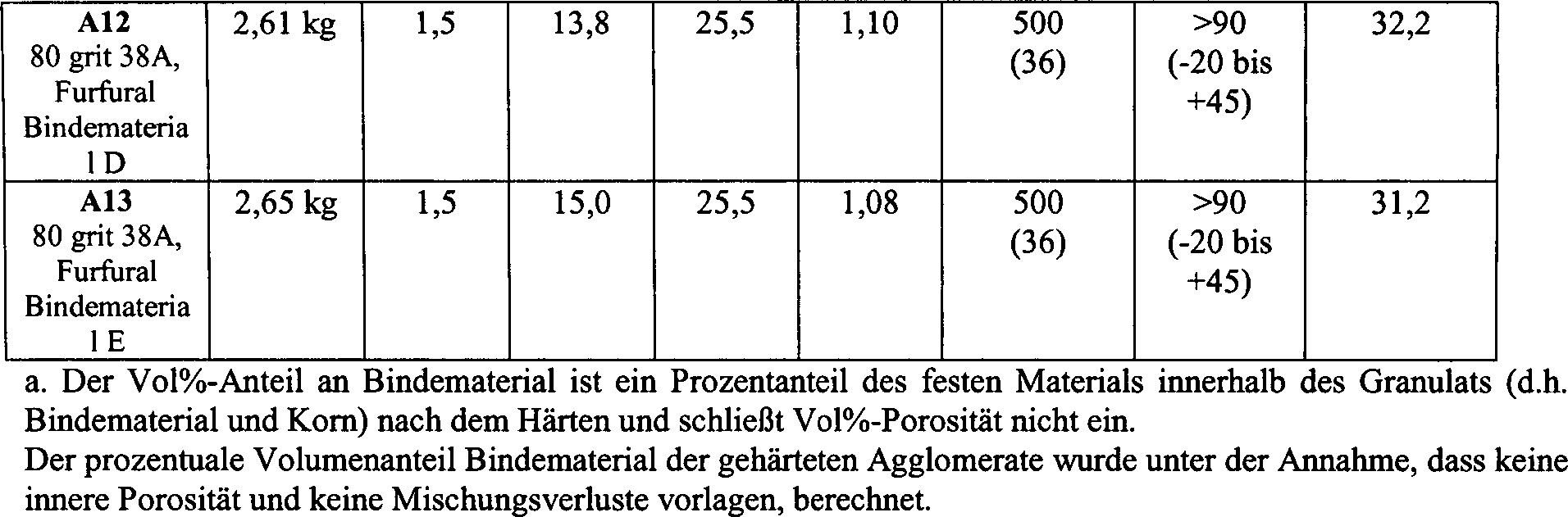
- Schleifscheiben
- Agglomerat-Proben A1, A2 und A3 wurden zur Herstellung von Typ 6-Topfschleifscheiben (Endgröße: 3,5 × 3,75 × 0,88–0,50 Inch Rand) (8,9 × 9,5 × 2,2–1,3 cm Rand) verwendet. Um die Versuchsschleifscheiben herzustellen, wurden die Agglomerate per Hand in 250g Charge mit einer Zusammensetzung einer Phernolharzbindung gemischt, bis eine einheitliche Mischung erhalten wurde. Die Zusammensetzung der Harzbindung war eine Mischung aus 22 Gew% flüssigem Phenolharz (V 1181 von Honeywell International Inc., Friction Division, Troy NY) und 78 Gew% pulverförmigem Phenolharz (Durez Varcum® Harz 29-717 von Durez Corporation, Dallas TX). Die einheitliche Agglomerat- und Bindungsmischung wurde in Formen gegeben und mit Druck beaufschlagt, um Scheiben im grünen Zustand (ungehärtet) zu formen. Diese grünen Scheiben wurden aus den Formen entfernt, in beschichtetes Papier eingewickelt und durch Erhitzen auf eine maximale Temperatur von 160 °C gehärtet, gradiert, endbehandelt und inspiziert, wobei aus dem Stand der Technik bekannte Herstellungstechniken für kommerzielle Schleifscheiben angewendet wurden.
- Die fertigen Scheiben wurden gemäß eines kommerziell angewendeten Geschwindigkeitstests auf Sicherheit geprüft, um sicherzustellen, dass die Scheiben, wenn sie auf eine Schleifmaschine aufgebracht sind, ausreichende mechanische Festigkeit für Rotationsbewegung und ausreichende mechanische Festigkeit für den Schleifvorgang aufwiesen. Alle Versuchsscheiben überlebten einen Geschwindigkeitstest bei 7200 U/min und hatten somit ausreichende mechanische Festigkeit für Flächenschleifverfahren.
- Die Zusammensetzungen der Scheiben (enthaltend prozentualen Volumenanteil Schleifmittel, Bindung und Porosität der gehärteten Scheiben) sind in Tabelle 7-2 beschrieben.
- Tabelle 7-2 Eigenschaften der Schleifscheiben

- Diese Versuchsscheiben wurden in einem Flächenschleifverfahren getestet und wurden als für die kommerzielle Verwendung geeignet befunden. Versuchsscheiben wurden im Vergleich zu den in Tabelle 7-2 beschriebenen Vergleichsscheiben, die zur kommerziellen Verwendung in Flächenschleifverfahren empfohlen werden, getestet. Die Vergleichsscheiben hatten die gleichen Größenabmessungen, die gleichen Schleifkorn- und Bindungstypen und waren ansonsten geeignete Vergleichsscheiben zur Auswertung der Versuchsscheiben in einer Flächenschleifstudie, aber sie wurden ohne agglomeriertes Korn hergestellt. Ergebnisse dieser Schleiftests sind in Tabelle 7-3 gezeigt.
- Schleiftest
- Die erfindungsgemäßen Scheiben und die Vergleichsscheiben wurden in einem Flächenschleiftest mit hohem Kontaktbereich getestet, der so entworfen war, dass er kommerzielle Schleibenschleifverfahren imitiert. Die folgenden Bedingungen wurden verwendet. Schleifbedingungen
Maschine Okuma GI-20N, OD/ID-Schleifgerät Schleifart Flächenschleifen (Fläche); Simulationstest für Scheiben Scheibengeschwindigkeit 6000 umin; 5498 surface feet per minute (27,9 m/s) Werkstücksgeschwindigkeit 10 U/min; 20,9 sfpm/0,106 m/s Einsteckvorschubrate 0,0105 Inch/min (0,0044 mm/s)/0,0210 Inch (0,0089 mm/s) Kühlmittel Trim VHPE210, 5% Verhältnis mit deionisiertem Brunnenwasser Material des Werkstücks 52100 Stahl 8 Inch OD (20,3 cm) × 7 Inch ID (17,8 cm) × 0,50 Inch (1,27 cm) Rand, Rc-60 Härte Abrichten Kluster Diamand; Komp. 0,001 Inch, 0,01 Inch Führung (lead) - Tabelle 7-3 Schleiftest-Ergebnisse

- Die Ergebnisse zeigen, dass die erfindungsgemäß hergestellten Schleifscheiben widerstandsfähig gegenüber Verschleiß der Scheibe waren, gleichzeitig aber bei Einstechvorschubraten und Materialabtragungsraten (MRR) betrieben werden können, die denen der am nächsten kommenden Vergleichsschleifscheiben entsprechen, bei entweder längeren Lebensdauern der Scheiben (WWR) bei vergleichbaren spezifischen Schleifenergien oder geringeren spezifischen Schleifenergien bei vergleichbarer Lebensdauer der Scheiben. Die Versuchsscheibe (W4), die einen höheren prozentualen Volumenanteil Schleifkorn (34%) hatte, zeigte überraschender Weise eine höhere Scheibenverschleißrate als die anderen Versuchsscheiben, die weniger Schleifkorn enthielten (30%). Bei 0,0267 Einstechvorschub zeigten alle Versuchsscheiben geringere spezifischere Energien bei einer vorgegebenen MRR als die Vergleichsscheiben. Da geringere spezifischere Schleifenergien mit einem geringeren Brandpotential korrelieren, wird von den erfindungsgemäßen Scheiben erwartet, dass sie geringeren Werksstückbrand aufweisen werden als die Vergleichsscheiben. Außerdem liefern die Versuchsscheiben, verglichen mit den Vergleichsscheiben, wesentlich bessere Schleifeffizienz auf der Basis der Schleifkorn-Volumenfraktion (d.h. weniger Korn wird benötigt, um denselben Grad an Schleifeffizienz zu ergeben). Dieses Ergebnis widerlegt das herkömmliche Verständnis in der Technik gebundener Schleifmittel, dass eine Schleifscheibe mit einer höheren Härte, die mehr Korn enthält, der Abnutzung widerstehen wird und bessere Scheibenlebensdauer und Schleifeffizienz liefern wird als eine Scheibe mit geringerer (weicherer) Härte. Somit war die überlegende Leistungsfähigkeit der erfindungsgemäßen Scheiben signifikant und unerwartet.
- Beispiel 8
- Schleifscheiben
- Agglomerat-Proben A4 und A5 wurden zur Herstellung von Typ 6 Topfschleifscheiben (Endgröße: 5,0 × 2,0 × 0,625 – 1,5 Inch Rand (12,7 × 5,08 × 1,59 – 3,81 cm Rand) verwendet. Die Versuchsschleifscheiben wurden gemäß dem oben in Beispiel 7 beschriebenen Verfahren hergestellt.
- Während der Formung und dem Pressen der grünen Scheiben, die die Agglomerate verwendeten, wurde beobachtet, dass einige Verdichtungen der Mischungen nötig war, um zu einer gehärteten Scheibe zu gelangen, die ausreichende mechanische Festigkeit zur Verwendung im Flächenschleifen hatte. Falls die Form mit der Mischung aus Bindung und Agglomeraten gefüllt wurde und im Wesentlichen keine Verdichtung während der Formung auftrat, so dass die Agglomerate ihre ursprüngliche LPD beibehielten, dann zeigten die resultierenden Versuchsschleifscheiben keinen Vorteil beim Schleifen gegenüber den Vergleichsschleifscheiben. Falls aber ausreichender Druck auf die geformte Mischung aus Agglomeraten und Bindung appliziert wurde, um das Mischungsvolumen um zumindest 8 Vol% zu verdichten, dann zeigten die Scheiben verbesserte Leistung beim Schleifen in Flächenschleiftests. Es wurde beobachtet, dass Volumenverdichtungswerte in Bereich von 8–35 Vol% (bezogen auf die ursprüngliche LPD des Agglomerats und den Volumen der Mischung, die in die Form eingebracht wurde) wirksame Scheiben ergaben, die die Vorteile der Erfindung zeigten. Es wurde weiterhin beobachtet, dass die Zerkleinerung von 8 bis 15 Vol% der Agglomerate die Schleifleistung der Scheiben, die mit solchen Agglomeraten hergestellt wurden, nicht veränderte.
- Die fertigen Scheiben wurden gemäß eines kommerziell ausgeübten Geschwindigkeitstests auf Sicherheit hin getestet, um sicherzustellen, dass die Scheiben, wenn sie auf eine Schleifmaschine aufgebracht werden, eine ausreichende mechanische Festigkeit für Rotationsbewegung und ausreichende mechanische Festigkeit für den Schleifvorgang hatten. Alle Versuchsscheiben überlebten einen Geschwindigkeitstest bei 6308 umin und hatten somit ausreichende mechanische Festigkeit für Flächenschleifverfahren.
- Die Zusammensetzungen der Scheiben (enthaltend prozentuale Volumenanteile Schleifmittel, Bindung und Porosität in den gehärteten Scheiben) sind in Tabelle 8-1 beschrieben.
- Tabelle 8-1 Eigenschaften der Schleifscheiben

- Anhand der visuellen Untersuchung von Querschnittsansichten der gehärteten Versuchsscheiben erschien es, dass das Phenolharz, das dazu verwendet wurde, die Agglomerate in den Scheiben miteinander zu verbinden, in Richtung zu den um die Oberfläche der Agglomerate herum gelegenen Höhlräumen angesaugt wurde und dabei einige oder alle der Hohlräume ausfüllte. Dies wurde nicht in den grünen Scheiben oder in den Scheiben, die mit einem Schleifscheibenharz mit höherer Viskosität herstellt wurden, beobachtet. Diese Ergebnisse legen nah, dass die Bindung während des thermischen Härtungsvorgangs durch eine Dochtwirkung in die Hohlräume der Agglomerate gezogen wurde. Es wird angenommen, dass diese Bindungsmigration während des Härtungsschrittes, verglichen mit einer theoretischen Verteilung der Porosität innerhalb und zwischen den Agglomeraten, die Intra-Agglomerat-Porosität wirksam reduziert und die Inter-Agglomerat-Porosität wirksam erhöht hat. Das Endergebnis war die Erzeugung einer Kompositstruktur, die eine Schleifkorn/Bindungs-Matrix innerhalb einer zusammenhängenden Phase mit miteinander verbundener Porosität enthält.
- Diese Versuchsscheiben wurden in einem Flächenschleifverfahren getestet und als zur kommerziellen Verwendung geeignet befunden. Versuchsschleifsscheiben wurden gegenüber den in Tabelle 8-1 beschriebenen Vergleichsscheiben getestet, die kommerziell in Flächenschleifverfahren verwendet werden. Die Vergleichsscheiben hatten die gleichen Größenabmessungen, die gleichen Schleifkorn- und Bindungstypen und stellen ansonsten vergleichbare Scheiben zur Auswertung der Versuchsscheiben in einer Flächenschleifstudie dar, sie wurden aber ohne agglomeriertes Korn hergestellt. Schleiftestbedingungen und Ergebnisse sind nachfolgend in Tabelle 8-2 angegeben.
- Schleiftest
- Die erfindungsgemäßen Scheiben und die Vergleichsscheiben wurden in einem Flächenschleiftest mit hohem Kontaktbereich, der als Imitation kommerzieller Scheibenschleifverfahren entworfen war, getestet. Die folgenden Bedingungen wurden angewendet. Schleifbedingungen
Maschine Schienenschleifmaschine; Maximalleistung: 45 PS Schleifbetrieb Flachschleifen (Scheibensimulationstest) Scheibengeschwindigkeit 4202 U/min.; 5500 surface feet per minute (27,9 m/Sekunde Werkstückgeschwindigkeit 3 U/min.; 37,7 sfpm/0,192 m/Sekunde) Einstechvorschubgeschwindigkeit 0,0027 Inch/Umdrehung (0,0686 mm/Umdrehung) und 0,004 Inch/Umdrehung (0,1016 mm/Umdrehung) Schleifzeit 15 Minuten Ausfunkzeit 10 Sekunden Kühlmittel Trim Clear, 2%-Verhältnis mit deionisiertem Brunnenwasser Material des Werkstückes 1070 Stahl 48 Inch OD (1,22 m) × 46,5 Inch ID (1,18 m) × 0,75 Inch (1,91 cm) Rand, HB 300–331 Brinnell-Härte; kein Abrichten - Tabelle 8-2 Schleiftestergebnisse

-

- Die Ergebnisse zeigen, dass die erfindungsgemäß hergestellten Schleifscheiben längere Scheibenlebensdauern (WWR) bei vergleichbaren spezifischen Schleifenergien oder geringere spezifische Schleifenergien bei vergleichbarer Lebensdauer der Scheiben aufwiesen. Da die niedrigere spezifische Schleifenergie mit einem geringeren Brandpotenzial korreliert, wird erwartet, dass die erfindungsgemäßen Schleifscheiben geringeren Werkstückbrand aufweisen als die Vergleichsscheiben.
- Verglichen mit den Vergleichsscheiben, lieferten die Versuchsscheiben eine wesentlich bessere Schleifeffizienz auf Basis der Volumenfraktion an Schleifkorn (d. h. weniger Korn wird benötigt, um den gleichen Grad an Schleifeffizienz zu erreichen). Dieses Ergebnis widerlegt, dass herkömmliche Verständnis in der Technik der gebundenen Schleifmittel, dass eine Schleifscheibe mit höherer Härte und mehr Korn der Verschleiß besser widerstehen wird und eine bessere Lebensdauer und Schleifeffizienz aufweisen wird als eine Schleifscheibe mit niedrigerer (weicherer) Härte.
- Somit konnten Versuchsschleifscheiben, die ausreichende mechanische Festigkeit aufwiesen, um kommerziell annehmbar zu sein, aber mit verhältnismäßig niedrigen, messbaren Härtegraden und verhältnismäßig hohen Mengen an miteinander verbundener Porosität, die als eine zusammenhängende Phase innerhalb der Schleifmatrix der Scheibe existiert, gemäß der Erfindung hergestellt und betrieben werden.
- Beispiel 9
- Schleifscheiben
- Agglomerat-Probe A6 wurde zur Herstellung von Typ 6 Topfschleifscheiben (Endgröße: 5,0 × 2,0 × 0,625 – 1,5 Inch Rand (12,7 × 5,08 × 1,59 – 3,81 cm Rand) verwendet. Die Versuchsscheifscheiben wurden gemäß dem oben in Beispiel 7 beschriebenen Verfahren hergestellt. Die fertigen Scheiben wurden gemäß einem kommerziell angewendeten Geschwindigkeitstest auf Sicherheit hin getestet, um sicherzustellen, dass die Scheiben, wenn sie auf einer Schleifmaschine aufgebracht werden, ausreichende mechanische Festigkeit für Rotationsbewegung und ausreichende mechanische Festigkeit für die Schleifoperation haben.
- Alle Versuchsscheiben überlebten einen Geschwindigkeitstest bei 6308 U/Min. und wiesen somit ausreichende mechanische Festigkeit für Flächenschleifverfahren auf.
- Die Zusammensetzungen der Scheiben (umfassend Vol.-% Schleifmittel, Bindung und Porosität der gehärteten Scheiben) sind in Tabelle 9-1 beschrieben.
- Tabelle 9-1 Eigenschaften der Schleifscheiben

- Visuelle Beobachtung der gehärteten Versuchsscheiben zeigte, wie in dem vorherigen Beispiel 8, Migration der Bindung in die Hohlräume an der Oberfläche oder innerhalb der Agglomerate auf. Erneut war das Endergebnis die Erzeugung einer Kompositstruktur, die eine Schleifkorn/Bindung-Matrix innerhalb einer zusammenhängenden Phase, die miteinander verbundene Porosität umfasste, enthielt.
- Diese Versuchsscheiben wurden in dem Flächenschleifverfahren gemäß Beispiel 8 getestet und wurden als zur kommerziellen Verwendung geeignet befunden. Die Schleifergebnisse der Versuchsscheiben wurden mit den Ergebnissen für die vier Vergleichsscheiben, die in Tabelle 8-1 beschrieben sind, verglichen. Die Vergleichsscheiben hatten die gleichen Größenabmessungen, den gleichen Typ Schleifkorn und waren ansonsten zur Auswertung der Versuchsscheiben in dieser Flächenschleifstudie geeignet, sie waren aber ohne agglomeriertem Korn hergestellt. Ergebnisse dieser Schleiftests sind in Tabelle 9-2 gezeigt.
- Tabelle 9-2 Schleiftestergebnisse # 3,924

- Die Versuchsscheiben (A und D), die einen relativ niedrigen Härtegrad hatten, zeigten wesentlich höhere WWR aber eine geringere Leistungsaufnahme als Vergleichsscheiben, die in dem gleichen Schleifvorgang verwendet wurden (z. B. Probe C2L, eine Scheibe mit Härtegrad L, in Tabelle 8-1). Die Vergleichsscheiben in Tabelle 8-1 (Härtegrad L bis P) waren mehr als 8 Grade härter (auf der Norton Company-Skala) als die Versuchsscheiben W10 und W11. Unerwarteterweise übertraf das Leistungsverhalten der Versuchsscheiben (G-Wert, MRR und niedriger Energieverbrauch) das der Vergleichsscheiben in den meisten der Testläufe.
- Verglichen mit den Schleifscheiben, ergaben die Versuchsscheiben eine wesentlich bessere Schleifeffizienz bezogen auf den Volumenanteil Schleifkorn (d. h. weniger Schleifkorn wird benötigt, um den gleichen Grad an Schleifeffizienz zu erweichen). Dieses Ergebnis widerlegt das herkömmliche Verständnis in der Technik der gebundenen Schleifmittel, dass eine Schleifscheibe mit höherer Härte und mehr Schleifkorn Verschleiß widerstehen wird und eine bessere Lebensdauer der Schleifscheibe und Schleifeffizienz liefern wird als eine Scheibe mit weicherer Härte.
- Somit konnten gemäß der Erfindung Versuchsschleifscheiben hergestellt und betrieben werden, die ausreichende mechanische Festigkeit, um kommerziell angewendet zu werden, aber verhältnismäßig niedrige, messbare Härtegrade und verhältnismäßig viel miteinander verbundene Porosität aufwiesen.
- Beispiel 10
- Schleifscheiben
- Agglomerat-Proben A7 und A8 wurden zur Herstellung von Schleifscheiben verwendet (Endgröße 5,0× 2,0 × 0,625 – 1,5 Inch Rand (12,7 × 5,08 × 1,59 – 3,81 cm Rand).
- Für die Scheiben W 12 und W 13 wurde eine Agglomerat-Probe verwendet, die auf eine Größenverteilung im Bereich von –10/+20 Maschenweite gesiebt wurde. Für Scheibe W14 wurde eine Agglomerat-Probe verwendet, die auf eine Größenverteilung im Bereich von –14/+12 Maschenweite gesiebt wurde, verwendet. Die Versuchsschleifscheiben wurden gemäß dem oben in Beispiel 7 beschriebenen Verfahren hergestellt. Die fertiggestellten Scheiben wurden gemäß einem kommerziell angewendeten Geschwindigkeitstest im Hinblick auf Sicherheit getestet, um sicherzustellen, dass die Scheiben, wenn sie auf eine Schleifmaschine aufgebracht werden, ausreichende mechanische Festigkeit für Rotationsbewegung und ausreichende mechanische Festigkeit für den Schleifvorgang aufwiesen. Alle Versuchsscheiben überlebten einen Geschwindigkeitstest bei 6308 U/Min. und verfügten somit über ausreichende mechanische Festigkeit für Flächenschleifverfahren. Die Zusammensetzung der Scheiben (einschließlich Vol.%-Schleifmittel, -Bindung und -Porosität in den gehärteten Scheiben) sind in Tabelle 10-1 beschrieben.
- Tabelle 10-1 Eigenschaften der Schleifscheiben

-

- Wie in den vorhergehenden Beispielen 8 und 9 zeigte die visuelle Beobachtung der gehärteten Versuchsscheiben Migration der Bindung in Hohlräume an der Oberfläche oder in die Agglomerate. Das Endergebnis war die Erzeugung einer Kompositstruktur, das eine Schleifkorn/Bindungs-Matrix innerhalb einer zusammenhängenden Phase, die aus miteinander verbundener Porosität besteht, enthielt.
- Diese Versuchsscheiben wurden in einem Flächenschleifverfahren getestet und als zur kommerziellen Verwendung geeignet befunden. Die Versuchsscheiben wurden gegenüber der in Tabelle 10-1 beschriebenen Vergleichsscheibe, die kommerziell in Flächenschleifverfahren verwendet wird, getestet. Die Vergleichsscheiben hatten die gleichen Größenabmessungen, den gleichen Typ Schleifmittel und Bindung und waren ansonsten geeignet für die Auswertung der Versuchsscheiben in einer Flächenschleifstudie, war aber ohne Agglomerate hergestellt.
- Bedingungen und Ergebnisse des Schleiftests sind nachfolgend in Tabelle 10-2 angegeben. Schleifbedingungen
Maschine Schienenschleifmaschine; maximale Leistung 45 PS Schleifbetrieb Flachschleifen (Scheibensimulationstest) Geschwindigkeit der Scheibe 4202 U/Min.; 5500 surface feet per minute (27,9 m/Sekunde) Werkstückgeschwindigkeit 6 U/Min. (75,4 sfpm/0,383 m/Sekunde) Einstechvorschubrate 0,0010 Inch/U (0,0254 mm/U), 0,0014 Inch/U (0,0356 Inch/U), 0,0020 Inch/U (0,0508 mm/s) und 0,0027 Inch/U (0,0686 mm/U) Schleifzeit 15 Minuten bei jeder Zuführgeschwindigkeit; 45 PS Ausfunkzeit 10 Sekunden Kühlmittel Trim Clear, 2 %-Verhältnis mit deionisiertem Brunnenwasser Material des Werkstückes AISI 1070 Stahl 48 Inch OD (1,22 m) × 46,5 Inch ID (1,18 m) × 0,75 Inch (1,91 cm) Rand, HB 302 Brinnell-Härte Abrichten kein - Tabelle 10-2 Ergebnisse des Schleiftests

- Für die Versuchsscheiben war die verbrauchte Leistung geringfügig höher, aber die WWR war wesentlich geringer als für Vergleichsscheiben. Es wird angenommen, dass falls die Versuchsscheiben bei der geringeren MRR, die für die Vergleichsscheiben verwendet wurde, betrieben worden wären, die Versuchsscheiben weniger Leistung aufgenommen hätten.
- Verglichen mit den Vergleichsscheiben, ergaben die Versuchsscheiben erneut wesentlich bessere Schleifeffizienz bezogen auf den Volumenanteil Schleifkorn (d. h. weniger Korn wird benötigt, um den gleichen Grad an Schleifeffizienz zu ergeben). Dieses Ergebnis widerlegt die herkömmliche Vorstellung in der Technik der gebundenen Schleifscheiben, dass eine Scheibe mit höherem Härtegrad Verschleiß widerstehen wird und eine bessere Lebensdauer und Schleifeffizienz aufweisen wird als eine Schleifscheibe mit niedrigerem (weicherem) Härtegrad.
- Beispiel 11
- Agglomerate aus Schleifkorn/organischem Bindemittel
- Verschiedene Bindematerialien (wie in Tabelle 11-1 nachfolgend beschrieben) wurden dazu verwendet, Proben des agglomerierten Korns A9-A13 herzustellen (Tabelle 7-1). Wie in dem vorherigen Beispiel 7 wurden diese Agglomerate aus einer Mischung aus Schleifkorn, Bindematerial, das Phenolharz (Durez Varcum® resin 29-717, spezifische Dichte 1,28 g/cm3, erhalten von Durez Corporation, Dallas, TX) zusammen mit dem in Tabelle 11-1 aufgelisteten Füllstoff enthielt. Das Korn und die Bindematerialien wurden in den in Tabelle 11-1 beschriebenen Mengen verwendet. Alle Proben wurden mit silanbehandelten Schmelzaluminiumoxyd-38A-Schleifkorn, Korngröße 80, erhalten von Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, USA, hergestellt.
- Das Korn und das HarzBindematerial wurden in der Schüssel eines Eirich-Mischers mit hoher Scherkraft (Modellnummer RV-02, hergestellt von der Eirich Company, Gurnee, IL) gegeben. Das Mischen wurde bei einer Schüsselgeschwindigkeit, die bei 64 U/Min. eingestellt war, und einer Paddelgeschwindigkeit, die bei 720 U/Min. eingestellt war, begonnen. Während des Mischens wurde bei einer kontrollierten Zuführungsrate ausreichend Lösemittel (Furfural) in der Form eines Nebels auf die Mischung aus Korn und dem Bindematerial aufgesprüht, um zu bewirken, dass die Körner und das Bindematerial zusammen agglomerierten. Das Aufsprühen des Lösemittels auf die Mischung wurde nur so lange fortgesetzt, bis die Körner und das Bindematerial Agglomerate gebildet hatten (d. h. Sprühen bei einer Zuführrate von 15–20 g/min. für 7 Minuten auf einen Ansatz, der 2,25 kg Korn zusammen mit der in Tabelle 11-1 angezeigten Menge Bindematerial enthielt). Das Sprühen wurde mit einem Tool Mist Coolant Generator, erhalten von Wesco Company, Chatsworth, CA, durchgeführt. Der Agglomerationsprozess wurde unter atmosphärischen Bedingungen bei Raumtemperatur durchgeführt.
- Nach Agglomeration in dem Mischer wurden die nassen Proben von agglomeriertem Schleifkorn durch ein 3,5 U.S.-Standardsieb gesiebt und über Nacht unter Umgebungsbedingungen getrocknet. Die Proben wurden dann erneut gesiebt, um eine –20/+45 Granulatverteilung zu ergeben, und wurden in einer einzigen Lage auf einem mit Flourpolymer ausgekleideten Ofenblech (etwa 45 × 30 cm) ausgebreitet. Die Agglomerate wurden dann unter atmosphärischen Bedigungen in einen Ofen eingebracht, die Temperatur wurde auf eine Maximaltemperatur von 160 °C erhöht und die Agglomerate wurden für 30 Minuten bei Maximaltemperatur gehalten, um das HarzBindematerial zu härten. Die gehärteten Agglomerate wurden unter eine manuell betriebene 1,5 Inch Stahlstange gerollt, um größere Agglomerate teilweise zu zerkleinern und in kleinere Agglomerate zu zerteilen, und dann auf die gewünschte Größenverteilung gesiebt. Die Ausbeute an verwendbaren, frei fließenden Agglomeraten, definiert als Granulate mit einer Größenverteilung von –20 bis +45 Maschengröße (U.S.-Standardsiebgröße), war > 90 Gew.-% des Gesamtgewichts der Kornmischung vor der Agglomeration.
- Die Agglomerate wurden im Hinblick auf ihre lose Packungsdichte (LPD), relative Dichte und Größenverteilung getestet, und sie wurden, bevor und nachdem sie zur Herstellung der Schleifwerkzeuge verwendet wurden, visuell charakterisiert. Die Ergebnisse sind in Tabelle 7-1 gezeigt.
- Diese Agglomerate hatten zur Verwendung in der kommerziellen Herstellung von Schleifscheiben geeignete Eigenschaften bezüglich LPD, relativer Dichte und Größenverteilung. Die fertiggestellten, gehärteten Agglomerate hatten dreidimensionale Formen, die zwischen dreieckig, kugelförmig, rechteckig, zylindrisch und anderen geometrischen Formen variierten. Die Agglomerate bestanden aus einer Vielzahl von individuellen Schleifkörnern (z. B. 2 bis 40 Körner), die an Korn-zu-Korn-Kontaktpunkten durch HarzBindematerial miteinander verbunden waren. Die Strukturen der Agglomerate waren gegenüber Verdichtung ausreichend widerstandsfähig, um einen dreidimensionalen Charakter beizubehalten, nachdem sie Schleifscheiben-Mischungs- und Formungsverfahren ausgesetzt wurden (d. h. ein unwesentlicher Anteil (z. B. weniger 20 Gew.-%) der Agglomerate wurde während der Verarbeitung der Scheibe auf Strukturen mit individuellen Körnern reduziert). Es wurde beobachtet, dass die Agglomerate, die mit einer Kombination aus Harz und Füllstoffmaterialien hergestellt wurden, weniger klebrig und leichter zu trennen waren, als die Agglomerate, die mit Harz und keinem Füllstoff hergestellt wurden. Des Weiteren wurden geringfügig geringere Mengen an Lösemittel benötigt, wenn Füllstoff zu dem Harz zugegeben wurden.
- Somit konnten, mit geringfügigen Abänderungen, die gleichen Verfahren, die verwendet werden, um Agglomerate mit PhenolharzBindematerialien herzustellen, auch dazu verwendet wurden, um Schleifkornagglomerate mit organischen Bindungsmaterialien herzustellen, wenn anorganische Füllstoffmaterialien (gewünscht für die Einarbeitung in Schleifscheiben) zu den organischen Bindungsmaterialien zugegeben wurden.
- Tabelle 11-1 In Agglomeraten A9–A13 verwendete Bindematerialien

- Schleifscheiben
- Agglomerat-Proben A9 bis A13 wurden zur Herstellung von Schleifscheiben verwendet (Endgröße: 5,0 × 2,0 × 0,625 – 1,5 Inch Rand (12,7 × 5,08 × 1,59 – 3,81 cm Rand). Die Versuchsschleifscheiben wurden gemäß den oben in Beispiel 7 beschriebenen Verfahren hergestellt. Die fertiggestellten Scheiben wurden gemäß einem kommerziell angewendeten Geschwindigkeitstest hinsichtlich Sicherheit getestet, um sicherzustellen, dass die Scheiben, wenn auf eine Schleifmaschine aufgebracht, eine ausreichende mechanische Festigkeit für Rotationsbewegung und ausreichende mechanische Festigkeit für den Schleifvorgang aufwiesen. Alle Versuchsscheiben überlebten einen Geschwindigkeitstest bei 6308 U/Min. und wiesen somit ausreichende mechanische Festigkeit für Flächenschleifverfahren auf. Die Zusammensetzungen der Scheiben (einschließlich Vol.-%-Schleifmittel, -Bindung und Porosität in den gehärteten Scheiben) sind in Tabelle 11-2 beschrieben.
- Tabelle 11-2 Eigenschaften der Schleifscheiben

- Die Versuchsscheiben wurden in Tiefschleifverfahren getestet und als für kommerzielle Verwendung geeignet befunden. Versuchsscheiben wurden gegenüber den Vergleichsscheiben C5L, C5P und C5T, die in Tabelle 11-2 beschrieben sind und die kommerzielle Produkte sind, die für die Verwendung Tiefschleifverfahren verkauft werden, getestet. Die Vergleichsscheiben hatten die gleichen Größenabmessungen, die gleichen Schleifkorn- und Bindungstypen und waren auch ansonsten zur Bewertung der Versuchsscheiben in einer Tiefschleifstudie geeignet, sie wurden aber ohne Agglomerate hergestellt. In diesem Test wurden auch die Versuchsscheibe W5 und Vergleichsscheibe CLP aus Tabelle 8-1 eingesetzt.
- In einem späteren Test unter identischen Schleifbedingungen wurden zwei zusätzliche Vergleichsscheiben (C5D und C5J) getestet. Vergleichsscheiben C5D und C5J wurden gemäß der für die Versuchsscheiben aus Beispiel 7 beschriebenen Verfahren hergestellt, außer dass die Zusammensetzungen aus Tabelle 11-2 an Stelle der in Beispiel 7 wiedergegebenen verwendet wurden. Diese Scheiben wurden mit weicheren Härtegraden (D und J) hergestellt und getestet, um das Leistungsverhalten der Versuchsscheiben mit einer konventionellen Scheibe zu vergleichen, die einen übereinstimmenden Härtegrad aufwies (d.h. mit dem gleichen oder ähnlichen prozentualen Volumenanteilen Korn, Bindung und Porosität). Die Zuordnungen des Härtegrades wurden auf der Basis der Zusammensetzung der Bindung, die für die Scheibe ausgewählt wurde, zusammen mit den prozentualen Volumenanteilen an Schleifkorn, Bindung und Porosität in den fertiggestellten Scheiben durchgeführt. Die Bedingungen des Schleiftests und die Ergebnisse sind unten und in Tabelle 11-2 angegeben. Schleifbedingungen
Maschine Schienenschleifmaschine; maximale Leistung 45 PS Betriebsart beim Schleifen Flachschleifen (Scheibensimulationstest) Geschwindigkeit der Scheibe 4202 U/min; 5500 surface feet per minute (27,9 m/sec) Werkstückgeschwindigkeit 3 U/min; 37,7 sfpm/0,192m/sec Einstechvorschubrate 0,0020 inch/U (0,0508 mm/s), 0,0027 inch/U (0,0686 mm/U) und 0,004 inch/U (0,1016 mm/U) Schleifzeit 15 Minuten bei jeder Zuführrate Ausfunkzeit 10 Sekunden Kühlmittel Trim Clear, 2%-Verhältnis mit deionisiertem Brunnenwasser Material des Werkstückes AISI 1070 Stahl 48 inch OD (1,22m) × 46,5 inch ID (1,18 m) × 0,75 inch (1,91 cm) Rand, HB 302 Brinell-Härte Abrichtung Keine - Tabelle 11-2 Ergebnisse des Schleiftests

-

- Die Versuchsscheiben zeigten eine geringfügig geringere Leistung aber vergleichbare WWR wie die Vergleichsscheiben. Dies ist angesichts des Unterschiedes im Härtegrad (D gegenüber L-T) eine Überraschung.
- Verglichen mit den Vergleichsscheiben lieferten die Versuchsscheiben erneut insgesamt signifikant bessere Schleifleistung bezogen auf den Volumenanteil Schleifkorn (d.h. weniger Korn wird benötigt, um den gleichen Grad an Schleifeffizienz zu ergeben). Die C5J Probe wurde bei höheren MRR-Raten eingesetzt, so dass die Daten für diese Scheiben im Einklang mit dem allgemeinen Trend liegen. Probe C2P und W5D, die in separaten Schleiftests getestet wurden, zeigen ein besseres Leistungsverhalten als die übrigen Scheiben, die Unterschiede zwischen den Versuchs- und Vergleichsscheiben sind aber im Einklang mit dem allgemeinen Trend. Diese Ergebnisse stehen im Gegensatz zu dem herkömmlichen Verständnis in der Technik der gebundenen Schleifmittel, dass Scheiben mit einem höheren Härtegrad und mit mehr Korn Verschleiß widerstehen werden und eine bessere Lebensdauer der Scheibe und Schleifeffizienz ergeben werden als Schleifscheiben mit weicherem Härtegrad.
- Somit konnten mit der Erfindung Versuchsschleifscheiben, die ausreichende mechanische Festigkeit aufweisen, um als kommerziell annehmbar zu gelten, aber mit vergleichsweise niedrigen, meßbaren Härtegraden hergestellt werden und zeigen ein effektives Schleifverhalten für kommerzielle Anwendungen.
- Beispiel 12
- Agglomerate aus Schleifkorn/vitrifiziertem Bindemittel
- Ein vitrifiziertes Bindematerial (A-Bindematerial aus Tabelle 1-2) wurde zur Herstellung der Probe AV1 aus agglomeriertem Schleifkorn verwendet. Die Agglomerate wurden aus einer Mischung aus Schleifkorn und vitrifiziertem Bindematerial mittels des Drehkalzinierungsverfahrens, das in Beispiel 1 beschrieben ist, hergestellt, außer dass 2,6 Gew% des A-Bindematerials dazu verwendet wurden, die AV1-Agglomerate herzustellen, und das Korn war ein Schmelzaluminiumoxid-38A-Schleifkorn, Korngröße 80, erhalten von Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, USA. Die gesinterten Agglomerate wurden mit einer 2 gew.-%igen gamma-Aminopropyltriethoxysilan-Lösung (Witco Corporation, Friendly, West Virginia) (9,2 ml/lb auf Agglomeraten aus Körnern mit der Korngröße 80) benetzt, um die Agglomerate mit Silan zu beschichten, dann bei 120 °C getrocknet und gesiebt, um alle Klumpen, die während der Silanbehandlung generiert wurden, zu entfernen.
- Die Ausbeute an verwendbaren, frei fließenden Agglomeraten, definiert als Granulate mit einer Größenverteilung von –20/+45 Maschenweite (U.S.-Standardsiebgröße) betrug 86 Gewichtprozent des Gesamtgewichts der Kornmischung vor der Agglomeration. Vitrifizierte Kornagglomerate wurden bezüglich loser Packungsdichte (LPD – 1,04), der relativen Dichte (0,268) und der Größenverteilung (–20/+45 Maschenweite) getestet, und bevor und nachdem sie zur Herstellung von Schleifwerkzeugen verwendet wurden, wurden sie visuell charakterisiert.
- Diese Agglomerate hatten Eigenschaften bezüglich LPD, relativer Dichte und Größenverteilung, die geeignet sind für die kommerzielle Herstellung von Schleifscheiben. Die fertiggestellten, gehärteten Agglomerate hatten dreidimensionale Formen, die zwischen dreieckig, kugelförmig, kubisch, rechteckig, zylindrisch und anderen geometrischen Formen variierten. Agglomerate bestanden aus einer Vielzahl von individuellen Schleifkörnern (z.B. 2 bis 40 Körner), die durch vitrifiziertes Bindematerial an Korn-zu-Korn-Kontaktpunkten miteinander verbunden waren, zusammen mit sichtbaren Hohlräumen. Die Strukturen der Agglomerate waren gegenüber Verdichtung ausreichend widerstandsfähig, um einen dreidimensionalen Charakter beizubehalten, nachdem sie Mischungs- und Formungsverfahren für Schleifscheiben ausgesetzt waren (d.h. ein unwesentlicher Anteil (z.B. < 20 Gew%) der Agglomerate wurde während der Verarbeitung der Scheibe zu einzelnen Schleifkörnern reduziert).
- Agglomerate aus Schleifkorn/organischem Bindemittel
- Das Schleifkorn (38A-Korn, Korngröße 80, erhalten von Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA) und das HarzBindematerial (Bindematerial E aus Tabelle 11-1) wurden in einer Schüssel eines Eirich-Mixers mit hoher Scherung (Modell Nr. R07, hergestellt durch die Eirich Company, Gurnee, IL) gegeben. Das Mischen wurden mit einer Schüsselgeschwindigkeit, die auf 460 U/min (Uhrzeigersinn) eingestellt war, und einer Pattelgeschwindigkeit, die auf 890 U/min (gegen den Uhrzeigersinn) begonnen. Während der Mischung wurde mit einer kontrollierten Zuführungsrate ausreichend Lösemittel (Furfural) in der Form eines Nebels auf die Mischung aus Korn und Bindematerial aufgesprüht, um zu bewirken, dass die Körner und das Bindematerial miteinander agglomerierten. Das Aufsprühen von Lösemittel auf die Mischung wurde nur solange fortgesetzt, bis die Körner und das Bindematerial Agglomerate gebildet hatten (d.h. Sprühen bei einer Zuführungsrate von 380–390 cm3/min für insgesamt 2,5 min auf eine Charge enthaltend 49,5 kg Korn zusammen mit der in Tabelle 12-1 angezeigten Menge an Bindematerial). Das Sprühen wurde auf einer „Spraying Systems"-Vorrichtung (Modell AutoJet 38660, erhalten von Spraying Systems, Wheaton IL) durchgeführt. Der Agglomerationsprozess wurde bei Raumtemperatur unter atmosphärischen Bedingungen durchgeführt.
- Agglomerat A14 durchlief zwei Mal einen sechs Fuß-Schüttelförderer (Eriez Magnetics, Modell Nummer HS/115, Erie PA), um das Lösemittel zu verdampfen. Das Agglomerat wurde dann in einem Verhältnis von 1 Anteil Agglomerat und 2 Anteilen losem Schleifmittel in einem losen Schleifkorn (Grit 80, 38A) eingebettet und dann in einen Ofen (Modell Nummer VRD-1-90-1E von Despatch Industries, Minneapolis MN) unter atmosphärischen Bedingungen eingebracht. Die Temperatur wurde auf eine Maximaltemperatur von 160°C erhöht und die Agglomerate für 30 Minuten bei Maximaltermperatur gehalten, um das HarzBindematerial zu härten. Nach dem Härten wurde das lose Schleifmittel durch ein letzes Klassierungsverfahren von den Agglomeraten getrennt.
- Tabelle 12-1 Eigenschaften der agglomerierten Granulate

- Schleifscheiben
- Agglomerat-Proben AV1 und A14 wurden zur Herstellung von Schleifscheiben verwendet (Endgröße: 5,0 × 2,0 × 0,625 – 1,5 Inch Rand (12,7 × 5,08 × 1,59 – 3,81 cm Rand). Die Versuchsschleifscheiben wurden gemäß dem in Beispiel 7 beschriebenen Verfahren hergestellt. Die fertiggestellten Scheiben wurden gemäß einem kommerziell angewendeten Geschwindigkeitstest hinsichtlich Sicherheit getestet, um sicherzustellen, dass die Scheiben, wenn auf einer Schleifmaschine aufgebracht, ausreichende mechanische Festigkeit für Rotationsbewegung und ausreichende mechanische Festigkeit für die Schleifoperation aufwiesen. Alle Versuchsscheiben überlebten einen Geschwindigkeitstest bei 6308 U/min und wiesen somit ausreichende mechanische Festigkeit für Flächenschleifoperationen auf. Die Zusammensetzung der Scheiben (einschließlich Typ und Verhältnis der Agglomerate, Vol%-Schleifmittel, -Bindung und -Porosität in den gehärteten Scheiben) sind in Tabelle 12-2 beschrieben.
- Tabelle 12-2 Eigenschaften der Schleifscheiben

- Wie in den vorherigen Beispiel 7 zeigte die visuelle Beobachtung der gehärteten Versuchsscheiben Migration der Bindung in die Intra-Agglomerat-Hohlräume. Mikroaufnahmen (46fache Vergrößerung) wurden von den Schleifoberflächen der Vergleichsscheiben C6L und Versuchsscheiben W20D aufgenommen (Tabelle 12-2). Diese Bilder sind als
4 und5 gezeigt. Anhand der4 (Vergleichsscheibe) und5 (Versuchsscheibe) ist es ersichtlich, dass die Porosität (dunklere Bereiche) in den erfindungsgemäßen Kompositen als eine zusammenhängende Phase aus miteinander verbundenen Kanälen vorliegt. Das Schleifkorn und die Bindung erscheinen als ein retikuliertes Netzwerk, in dem Schleifkorn in dem organischen Bindungsmaterial verankert ist. Im Gegensatz dazu hat die Vergleichsscheibe eine im Wesentlichen einheitliche Struktur, wobei die Porosität kaum sichtbar ist und als eine unterbrochene Phase erscheint. - Die Versuchsscheiben wurden in einem Flächenschleifverfahren getestet und wurden als für die kommerzielle Verwendung geeignet befunden. Versuchsscheiben wurden im Vergleich mit Vergleichsscheiben, die in Tabelle 12-2 beschrieben sind und die kommerziell in Flächenschleifverfahren eingesetzt werden getestet. Für die Vergleichsscheiben wurde ein Bereich der Härtegrade von I bis T gemäß dem Norton-Härtegrad ausgesucht, um eine in den Versuchsscheiben beobachtete Verschiebung der Härte zu bestätigen (d.h. ein geringerer Härtegrad bei den Versuchsscheiben konnte gleich gute Leistung zeigen wie ein höherer Härtegrad bei herkömmlichen Scheiben). Die Vergleichsscheiben hatten die gleichen Größenabmessungen, den gleichen Typ Schleifkorn und waren ansonsten für die Bewertung der Versuchsscheiben in einer Flächenschleifstudie geeignet, sie wurden allerdings ohne Agglomerate hergestellt. Bedingungen und Ergebnisse des Schleiftests sind unten und in Tabelle 12-3 angegeben. Schleifbedingungen
Maschine Schienenschleifmaschine; maximale Leistung 45 PS Schleifbetrieb Flachschleifen (Scheibensimulationstest) Scheibengeschwindigkeit 4202 U/min; 5500 surface feet per minute (27,9 m/sec) Werkstückgeschwindigkeit 3 U/min; 37,7 sfpm/0,192 m/sec Einstechvorschubrate 0,0027 Inch/U (0,0686 mm/U) und 0,004 Inch/U (0,1016 mm/U) Schleifzeit 15 Minuten bei jeder Zuführrate Ausfunkzeit 10 Sekunden Kühlmittel Trim Clear, 2%-Verhältnis mit deionisiertem Brunnenwasser Material des Werkstückes AISI 1070 Stahl 48 Inch OD (1,22m) × 46,5 Inch ID (1,18 m) × 0,75 Inch (1,91 cm) Rand, HB 302 Brinell-Härte Abrichtung Keine - Tabelle 12-3 Ergebnisse der Schleiftests

- Die Ergebnisse zeigen, dass die Versuchsscheiben mit der Härte D oder G auf der Norton-Härtegrad-Skala vergleichbare Leistung zeigen, wie die Vergleichsscheiben mit einem höheren Härtegrad von P bis T. Das Leistungsverhalten der Versuchsscheiben war besonders überraschend, da diese Scheiben lediglich 30 Vol% Schleifkorn enthielten, wohingegen die Vergleichsscheiben 46 Vol% Schleifkorn enthielten. Somit maximieren die erfindungsgemäßen Scheiben die Schleifleistung der individuellen Körner, wodurch sie die Schleifleistung signifikant verbessern.
- Zusammenfassung
- Gebundene Schleifwerkzeuge mit neuen porösen Strukturen, die gegenüber Fluidfluss durchlässig sind, enthalten einen vergleichsweise geringen prozentualen Volumenanteil an Schleifkorn und haben einen relativ niedrigen Härtegrad, sind aber durch hervorragende mechanische Festigkeit und Schleifleistung gekennzeichnet. Verfahren zur Herstellung der Schleifwerkzeuge unter Verwendung agglomerierter Schleifkörner werden beschrieben.
5
Claims (35)
- Gebundenes Schleifwerkzeug, umfassend ein dreidimensionales Komposit aus (a) einer ersten Phase, enthaltend 24–48 Vol.% Schleifkörner; die mit 10–38 Vol.% organischem Bindungsmaterial gebunden sind, und weniger als 10 Vol.% Porosität, und (b) einer zweiten Phase, die aus 38–54 Vol.% Porosität besteht, wobei die zweite Phase eine zusammenhängende Phase innerhalb des Komposits ist und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) aufweist.
- Gebundenes Schleifwerkzeug gemäß Anspruch 1, wobei die erste Phase des Komposits 26–40 Vol.% Schleifkörner, die mit 10–22 Vol.% organischem Bindungsmaterial gebunden sind, und weniger als 10 Vol.% Porosität umfasst, und die zweite Phase aus 38–50 Vol.% Porosität besteht.
- Gebundenes Schleifwerkzeug gemäß Anspruch 1, wobei die erste Phase des Komposits 24–42 Vol.% Schleifkörner, die mit 18–38 Vol.% organischem Bindungsmaterial gebunden sind, umfasst, und die zweite Phase aus 38–54 Vol.% Porosität besteht.
- Gebundenes Schleifwerkzeug gemäß Anspruch 1, wobei 10 bis 100 Vol.% der Schleifkörner in der ersten Phase des Komposits in der Form einer Vielzahl von Körnern, die mit einem organischen Bindemittelmaterial zusammen agglomeriert sind, vorliegen.
- Gebundenes Schleifwerkzeug gemäß Anspruch 1, wobei 10 bis 100 Vol.% der Schleifkörner in der ersten Phase des Komposits in der Form einer Vielzahl von Körnern, die mit einem anorganischen Bindemittelmaterial zusammen agglomeriert sind, vorliegen.
- Gebundenes Schleifwerkzeug gemäß Anspruch 5, wobei das Komposit mindestens 1 Vol.% anorganisches Bindemittelmaterial enthält.
- Gebundenes Schleifwerkzeug gemäß Anspruch 5, wobei das Komposit 2 bis 12 Vol.% anorganisches Bindemittelmaterial enthält.
- Gebundenes Schleifwerkzeug gemäß Anspruch 5, wobei das gebundene Schleifwerkzeug einen maximalen Elastizitätsmodul-Wert von 10 GPa und eine minimale Berstgeschwindigkeit von 6000 sfpm (30,48 m/s) aufweist.
- Gebundenes Schleifwerkzeug gemäß Anspruch 5, wobei das gebundene Schleifwerkzeug einen Härtegrat zwischen A und H auf der Norton Company Härtegradskala aufweist und der Härtegrat des gebundenen Schleifwerkzeugs zumindest einen Grad weicher ist als der eines ansonsten identischen, herkömmlichen Werkzeuges, das mit Schleifkörnern hergestellt wurde, die nicht mit einem anorganischem Bindemittelmaterial zusammen agglomeriert wurden.
- Gebundenes Schleifwerkzeug gemäß Anspruch 5, wobei das anorganische Bindungsmaterial ausgewählt ist aus der Gruppe bestehend aus glasartigen Bindungsmaterialien, keramischen Bindungsmaterialien, Glas-Keramik-Bindungsmaterialien, anorganischen Salzmaterialien, und metallischen Bindungsmaterialien sowie deren Kombinationen.
- Gebundenes Schleifwerkzeug gemäß Anspruch 1, wobei 10 bis 100 Vol.% der Schleifkörner in der ersten Phase des Komposits in der Form einer Mischung einer Vielzahl von Körnern, die mit einem anorganischem Bindemittelmaterial zusammen agglomeriert wurden, und einer Vielzahl von Körnern, die mit einem organischen Bindemittelmaterial zusammen agglomeriert wurden, vorliegen.
- Gebundenes Schleifwerkzeug gemäß Anspruch 1, wobei die erste Phase des Komposits ein retikuliertes Netzwerk aus Schleifkorn ist, das in dem organischen Bindungsmaterial verankert ist.
- Gebundenes Schleifwerkzeug gemäß Anspruch 1, wobei das organische Bindungsmaterial ausgesucht ist aus der Gruppe bestehend aus Phenolharz-Materialien, Epoxidharz-Materialien, Polyimidharz-Materialien, Phenol- Formaldehydharz-Materialien, Harnstoff-Formaldehydharz-Materialien, Melamin-Formaldehydharz-Materialien, Acrylharz-Materialien sowie deren Kombinationen.
- Gebundenes Schleifwerkzeug gemäß Anspruch 1, wobei zumindest 50 Vol.% der Schleifkörner in der ersten Phase des Komposits in der Form einer Vielzahl von Körnern vorliegt, die mit einem organischen Bindemittelmaterial zusammen agglomeriert wurden.
- Ein gebundenes Schleifwerkzeug umfassend ein dreidimensionales Komposit aus (a) 22–46 Vol.% Schleifkörnern, die mit 4–20 Vol.% anorganischem Bindungsmaterial gebunden sind, und (b) 40–68 Vol.% miteinander verbundener Porosität, wobei eine Mehrzahl der Schleifkörnern als unregelmäßig beabstandete Cluster innerhalb des dreidimensionalen Komposits vorliegen; das gebundene Schleifwerkzeug einen Elastizitätsmodul-Wert aufweist, der zumindest 10% niedriger ist als der Elastizitätsmodul-Wert eines ansonsten identischen herkömmlichen Werkzeugs, das regulär beabstandete Schleifkörner innerhalb eines dreidimensionalen Komposits aufweist, und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) hat.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei das dreidimensionale Komposit 22–40 Vol.% Schleifkörner, die mit 8–14 Vol.% anorganischem Bindungsmaterial gebunden sind, und 40–64 Vol.% miteinander verbundene (?) Porosität enthält.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei das dreidimensionale Komposit 34–42 Vol.% Schleifkörner, die mit 6–12 Vol.% anorganischem Bindungsmaterial gebunden sind, und 46–48 Vol.% miteinander verbundene Porosität enthält.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei die miteinander verbundene Porosität ohne die Zugabe von Porosität bewirkenden Materialien während der Herstellung gebildet wurde und das Komposit im Wesentlichen frei von Schleifkorn- und Füllstoffpartikeln mit hohem Aspektverhältnis ist.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei 10 bis 100 Vol.% der Schleifkörner in dem Komposit in der Form einer Vielzahl von Körnern, die mit einem anorganischem Bindemittelmaterial zusammen agglomeriert sind, vorliegen.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei zumindest 50 Vol.% der Schleifkörner in dem Komposit in der Form einer Vielzahl von Körnern, die mit einem anorganischem Bindemittelmaterial zusammen agglomeriert sind, vorliegen.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei das anorganische Bindungsmaterial ausgewählt ist aus der Gruppe bestehend aus glasartigen Bindungsmaterialien, keramischen Bindungsmaterialien, Glas-Keramik-Bindungsmaterialien, anorganische Salzmaterialien und metallische Bindungsmaterialien sowie deren Kombinationen.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei das gebundene Schleifwerkzeug einen Härtegrat zwischen A und M auf der Norton Company Härtegradskala aufweist und der Härtegrat des gebundenen Schleifwerkzeugs zumindest einen Grad weicher ist als der eines ansonsten identischen herkömmlichen Werkzeuges, das regelmäßig beabstandete Schleifkörner innerhalb eines dreidimensionalen Komposits aufweist.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei das gebundene Schleifwerkzeug einen Elastizitätsmodul-Wert hat, der zumindest 25% niedriger ist als der Elastizitätsmodul-Wert eines ansonsten identischen herkömmlichen Werkzeuges, das regelmäßig beabstandete Schleifkörner innerhalb eines dreidimensionalen Komposits aufweist, und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 6000 sfpm (30,48 m/s) hat.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei das gebundene Schleifwerkzeug einen Elastizitätsmodul-Wert hat, der zumindest 40% niedriger ist als der Elastizitätsmodul-Wert eines ansonsten identischen, herkömmlichen Werkzeuges, das regelmäßig beabstandete Schleifkörner innerhalb eines dreidimensionalen Komposits aufweist, und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 6000 sfpm (30,48 m/s) aufweist.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei das gebundene Schleifwerkzeug eine Innendurchmesser-Schleifscheibe ist, und die Scheibe 40 bis 52 Vol.% Schleifkorn enthält und einen Elastizitätsmodul-Wert von 25 bis 50 GPa aufweist.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei das gebundene Schleifwerkzeug eine Schleifscheibe für den Werkzeug- und Formenbau ist und die Schleifscheibe 39 bis 52 Vol.% Schleifkorn enthält und einen Elastizitätsmodul-Wert von 15 bis 36 GPa aufweist.
- Gebundenes Schleifwerkzeug gemäß Anspruch 15, wobei das gebundene Schleifwerkzeug eine Schleifscheibe zum Tiefschleifen ist und das Rad 30 bis 40 Vol.% Schleifkorn enthält und einen Elastizitätsmodul-Wert von 8 bis 25 GPa aufweist.
- Verfahren zum Schleifen mit einer Schleifscheibe, umfassend die Schritte: (a) Bereitstellen einer gebundenen Schleifscheibe, die ein dreidimensionales Komposit aus (i) einer ersten Phase, enthaltend 24–48 Vol.% Schleifkörner, die mit 10–38 Vol.% organischen Bindungsmaterial gebunden sind, und weniger als 10 Vol.% Porosität, und (ii) eine zweite Phase, die aus 38–54 Vol.% Porosität besteht, wobei die zweite Phase eine zusammenhängende Phase innerhalb des Komposits ist und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) hat, (b) Anbringen der gebundenen Schleifscheibe auf einer Flächenschleifmaschine, (c) Rotieren der Scheibe, und (d) In-Kontakt-Bringen einer Schleiffläche der Scheibe mit einem Werkstück über einen Zeitraum, der ausreicht, das Werkstück zu schleifen, wobei die Scheibe Werkstückmaterial mit einer effektiven Materialabtragungsrate entfernt, die Schleiffläche im Wesentlichen frei von Schleifabfall bleibt und, nachdem das Schleifen beendet wurde, das Werkstück im Wesentlichen frei von thermischer Schädigung ist.
- Verfahren zum Schleifen mit einer Schleifscheibe gemäß Anspruch 28, wobei die gebundene Schleifscheibe eine minimale Berstgeschwindigkeit von 6000 sfpm (30,48 m/s) hat.
- Verfahren zum Schleifen mit einer Schleifscheibe gemäß Anspruch 28, wobei die gebundene Schleifscheibe mit einer Geschwindigkeit zwischen 4000 bis 6500 sfpm (20,32 bis 33,02 m/s) rotiert wird.
- Verfahren zum Schleifen mit einer Schleifscheibe gemäß Anspruch 28, wobei die gebundene Schleifscheibe eine flache Scheibe ist, die zumindest eine kreisförmige Fläche und einen radialen Umfang aufweist, und die Schleiffläche der Scheibe die kreisförmige Fläche der Scheibe ist.
- Verfahren zum Tiefschleifen, umfassend die Schritte: (a) Bereitstellen einer gebundenen Schleifscheibe, die ein dreidimensionales Komposit aus (i) 22–46 Vol.% Schleifkörnern, die mit 4–20 Vol.% anorganischem Bindungsmaterial gebunden sind, und (ii) weniger als 40–68 Vol.% miteinander verbundene Porosität umfasst, wobei eine Mehrzahl der Schleifkörner als unregelmäßig beanstandete Cluster innerhalb des dreidimensionalen Komposits vorliegen; das gebundene Schleifwerkzeug einen Elastizitätsmodul-Wert aufweist, der zumindest 10% niedriger ist als der Elastizitätsmodul-Wert eines ansonsten identischen, herkömmlichen Werkzeugs, das regelmäßig beanstandete Schleifkörner innerhalb eines dreidimensionalen Komposits aufweist; und das gebundene Schleifwerkzeug eine minimale Berstgeschwindigkeit von 4000 sfpm (20,32 m/s) hat; (b) Anbringen der gebundenen Schleifscheibe auf einer Maschine zum Tiefschleifen, (c) Rotieren der Scheibe, und (d) In-Kontakt-Bringen einer Schleiffläche der Scheibe mit einem Werkstück über einen Zeitraum, der ausreicht, das Werkstück zu schleifen, wobei die Scheibe Werkstückmaterial mit einer effektiven Materialabtragungsrate entfernt und das Werkstück nach dem Schleifen im Wesentlichen frei von thermischer Schädigung ist.
- Verfahren gemäß Anspruch 32 zum Tiefschleifen, wobei die gebundene Schleifscheibe eine minimale Berstgeschwindigkeit von 6000 sfpm (30,48 m/s) hat.
- Verfahren gemäß Anspruch 32 zum Tiefschleifen, wobei die gebundene Schleifscheibe mit einer Geschwindigkeit von 5500 bis 8500 sfpm (27,94 bis 43,18 m/s) rotiert wird.
- Verfahren gemäß Anspruch 32 zum Tiefschleifen, wobei die gebundene Schleifscheibe zwei kreisförmige Flächen und einen radialen Umfang aufweist und die Schleiffläche der Scheibe der radiale Umfang ist.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/120,969 | 2002-04-11 | ||
| US10/120,969 US6679758B2 (en) | 2002-04-11 | 2002-04-11 | Porous abrasive articles with agglomerated abrasives |
| US10/328,802 | 2002-12-24 | ||
| US10/328,802 US6988937B2 (en) | 2002-04-11 | 2002-12-24 | Method of roll grinding |
| PCT/US2003/008936 WO2003086703A1 (en) | 2002-04-11 | 2003-03-21 | Abrasive articles with novel structures and methods for grinding |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE10392508T5 true DE10392508T5 (de) | 2005-06-09 |
| DE10392508B4 DE10392508B4 (de) | 2013-04-18 |
Family
ID=29253964
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE10392510T Granted DE10392510T5 (de) | 2002-04-11 | 2003-03-21 | Verfahren zum Schleifen von Walzen |
| DE10392510.4A Expired - Lifetime DE10392510B4 (de) | 2002-04-11 | 2003-03-21 | Verfahren zum Schleifen von Walzen |
| DE10392508T Expired - Lifetime DE10392508B4 (de) | 2002-04-11 | 2003-03-21 | Gebundenes Schleifwerkzeug, Verfahren zum Schleifen mit einer Schleifscheibe und Verfahren zum Tiefschleifen |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE10392510T Granted DE10392510T5 (de) | 2002-04-11 | 2003-03-21 | Verfahren zum Schleifen von Walzen |
| DE10392510.4A Expired - Lifetime DE10392510B4 (de) | 2002-04-11 | 2003-03-21 | Verfahren zum Schleifen von Walzen |
Country Status (28)
| Country | Link |
|---|---|
| US (3) | US6988937B2 (de) |
| EP (2) | EP1497075B1 (de) |
| JP (3) | JP2005522338A (de) |
| KR (2) | KR100620268B1 (de) |
| CN (2) | CN1652897B (de) |
| AR (1) | AR039108A1 (de) |
| AT (2) | AT500593B1 (de) |
| AU (1) | AU2003224746B2 (de) |
| BR (2) | BR0309107B1 (de) |
| CA (2) | CA2479712C (de) |
| CH (1) | CH697085A5 (de) |
| CZ (2) | CZ305217B6 (de) |
| DE (3) | DE10392510T5 (de) |
| DK (1) | DK200401740A (de) |
| ES (1) | ES2253123B2 (de) |
| FI (2) | FI20041307A (de) |
| GB (2) | GB2405411B (de) |
| HU (2) | HU229682B1 (de) |
| LU (2) | LU91111B1 (de) |
| MX (2) | MXPA04009887A (de) |
| NO (2) | NO328859B1 (de) |
| PL (2) | PL205530B1 (de) |
| RO (2) | RO123416B1 (de) |
| RU (2) | RU2281849C2 (de) |
| SE (3) | SE0402425D0 (de) |
| TW (2) | TWI257340B (de) |
| WO (2) | WO2003086703A1 (de) |
| ZA (2) | ZA200407550B (de) |
Families Citing this family (78)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7090565B2 (en) * | 2002-04-11 | 2006-08-15 | Saint-Gobain Abrasives Technology Company | Method of centerless grinding |
| US6988937B2 (en) * | 2002-04-11 | 2006-01-24 | Saint-Gobain Abrasives Technology Company | Method of roll grinding |
| US7544114B2 (en) | 2002-04-11 | 2009-06-09 | Saint-Gobain Technology Company | Abrasive articles with novel structures and methods for grinding |
| CA2548235C (en) | 2003-12-23 | 2010-05-11 | Diamond Innovations, Inc. | Grinding wheel for roll grinding application and method of roll grinding thereof |
| JP2006294099A (ja) * | 2005-04-07 | 2006-10-26 | Asahi Glass Co Ltd | 磁気記録媒体用ガラス基板の周面研磨装置及び製造方法 |
| US7722691B2 (en) | 2005-09-30 | 2010-05-25 | Saint-Gobain Abrasives, Inc. | Abrasive tools having a permeable structure |
| US7708619B2 (en) * | 2006-05-23 | 2010-05-04 | Saint-Gobain Abrasives, Inc. | Method for grinding complex shapes |
| GB0612788D0 (en) * | 2006-06-28 | 2006-08-09 | Insectshield Ltd | Pest control materials |
| US7351133B1 (en) | 2006-12-15 | 2008-04-01 | Saint-Gobain Abrasives Technology Company | Disc grinding wheel with integrated mounting plate |
| US8206473B2 (en) * | 2007-03-13 | 2012-06-26 | 3M Innovative Properties Company | Abrasive composition and article formed therefrom |
| EP2132003B1 (de) * | 2007-03-14 | 2014-03-05 | Saint-Gobain Abrasives, Inc. | Gebundener schleifartikel |
| WO2009012264A2 (en) * | 2007-07-17 | 2009-01-22 | The University Of North Carolina At Chapel Hill | Titania nanosheets derived from anatase delamination |
| US8894731B2 (en) * | 2007-10-01 | 2014-11-25 | Saint-Gobain Abrasives, Inc. | Abrasive processing of hard and /or brittle materials |
| US7658665B2 (en) * | 2007-10-09 | 2010-02-09 | Saint-Gobain Abrasives, Inc. | Techniques for cylindrical grinding |
| US9555387B2 (en) | 2008-02-14 | 2017-01-31 | Element Six Limited | Method for manufacturing encapsulated superhard material |
| JP2011521014A (ja) * | 2008-02-14 | 2011-07-21 | エレメント シックス リミテッド | カプセル化された超硬材料の製法 |
| US8481438B2 (en) | 2008-06-13 | 2013-07-09 | Washington Mills Management, Inc. | Very low packing density ceramic abrasive grits and methods of producing and using the same |
| WO2009157969A2 (en) * | 2008-06-23 | 2009-12-30 | Saint-Gobain Abrasives, Inc. | High porosity superabrasive resin products and method of manufacture |
| CN102119071B (zh) | 2008-06-23 | 2015-01-28 | 圣戈班磨料磨具有限公司 | 高孔隙率的玻璃化超级磨料产品以及制备方法 |
| CN102076462B (zh) * | 2008-07-02 | 2013-01-16 | 圣戈班磨料磨具有限公司 | 用于电子工业中的磨料切片工具 |
| DE102008035515B3 (de) * | 2008-07-30 | 2009-12-31 | Center For Abrasives And Refractories Research & Development C.A.R.R.D. Gmbh | Gesinterte Schleifkornagglomerate |
| TWI388401B (en) * | 2008-07-30 | 2013-03-11 | Polycrystalline aluminum-containing grits and associated methods | |
| JP5016646B2 (ja) | 2008-09-17 | 2012-09-05 | ニチアス株式会社 | 耐熱ロール、その製造方法及びこれを使用した板ガラスの製造方法 |
| JP5369654B2 (ja) * | 2008-12-04 | 2013-12-18 | 株式会社ジェイテクト | ビトリファイドボンド砥石 |
| JP5334568B2 (ja) * | 2008-12-26 | 2013-11-06 | ノードソン コーポレーション | ロール研磨方法 |
| EP2177318B1 (de) * | 2009-04-30 | 2014-03-26 | Saint-Gobain Abrasives, Inc. | Schleifartikel mit verbesserter Schleifkornbewahrung und -leistung |
| CN102725102A (zh) | 2009-05-19 | 2012-10-10 | 圣戈班磨料磨具有限公司 | 用于轧辊研磨的方法以及装置 |
| CN101905439B (zh) * | 2009-06-04 | 2012-07-04 | 宋健民 | 一种于内部原位生成空隙的抛光垫及其方法 |
| CN101927464B (zh) * | 2009-06-23 | 2013-03-13 | 黄曦 | 无机高分子磨具的制备方法 |
| EP2461944A4 (de) * | 2009-08-03 | 2017-12-13 | Saint-Gobain Abrasives, Inc. | Schleifwerkzeug mit variabler partikelporosität |
| CN102497959B (zh) * | 2009-08-03 | 2015-07-15 | 圣戈班磨料磨具有限公司 | 具有受控的孔隙率分布的研磨工具 |
| CN101700645B (zh) * | 2009-10-19 | 2011-07-27 | 北京中冶设备研究设计总院有限公司 | 一种水平式电镀槽导电辊在线珩磨方法 |
| KR20150038627A (ko) | 2009-10-27 | 2015-04-08 | 생-고뱅 어브레이시브즈, 인코포레이티드 | 유리질본드 연마재 |
| KR20150097811A (ko) | 2009-10-27 | 2015-08-26 | 생-고뱅 어브레이시브즈, 인코포레이티드 | 레진본드 연마재 |
| KR20120104616A (ko) | 2009-12-31 | 2012-09-21 | 다우 글로벌 테크놀로지스 엘엘씨 | 디젤 미립자 필터에서 결합제 이동을 완화시켜 필터 압력 강하 및 온도 구배를 감소시키기 위한 중합체성 차단 코팅의 제조 방법 |
| US20110306275A1 (en) * | 2010-06-13 | 2011-12-15 | Nicolson Matthew D | Component finishing tool |
| DE102010025904A1 (de) * | 2010-07-02 | 2012-01-05 | Sms Siemag Ag | Poliervorrichtung |
| CN102811839A (zh) * | 2010-08-06 | 2012-12-05 | 圣戈班磨料磨具有限公司 | 研磨工具及在工件中对复杂形状进行精加工的方法 |
| TWI613285B (zh) | 2010-09-03 | 2018-02-01 | 聖高拜磨料有限公司 | 粘結的磨料物品及形成方法 |
| TWI471196B (zh) | 2011-03-31 | 2015-02-01 | Saint Gobain Abrasives Inc | 用於高速磨削操作之磨料物品 |
| TWI470069B (zh) | 2011-03-31 | 2015-01-21 | Saint Gobain Abrasives Inc | 用於高速磨削操作之磨料物品 |
| JP6031103B2 (ja) | 2011-07-22 | 2016-11-24 | ダウ グローバル テクノロジーズ エルエルシー | セメント接着しスキン付けしたセラミックハニカム構造体の作製方法 |
| JP6049727B2 (ja) | 2011-09-07 | 2016-12-21 | スリーエム イノベイティブ プロパティズ カンパニー | 被加工物を研磨する方法 |
| WO2013078324A1 (en) * | 2011-11-23 | 2013-05-30 | Saint-Gobain Abrasives, Inc. | Abrasive Article For Ultra High Material Removal Rate Grinding Operations |
| US9266220B2 (en) | 2011-12-30 | 2016-02-23 | Saint-Gobain Abrasives, Inc. | Abrasive articles and method of forming same |
| TWI535535B (zh) * | 2012-07-06 | 2016-06-01 | 聖高拜磨料有限公司 | 用於低速研磨操作之磨料物品 |
| CN103567891B (zh) | 2012-07-31 | 2017-06-23 | 圣戈班磨料磨具有限公司 | 切割轮及其制备方法 |
| CN103567858B (zh) * | 2012-07-31 | 2016-10-12 | 圣戈班磨料磨具有限公司 | 研磨轮及其制备和使用方法 |
| DE102012017969B4 (de) * | 2012-09-12 | 2017-06-29 | Center For Abrasives And Refractories Research & Development C.A.R.R.D. Gmbh | Agglomerat-Schleifkorn mit eingelagerten Mikrohohlkugeln |
| WO2014106156A1 (en) | 2012-12-31 | 2014-07-03 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of grinding |
| US9102039B2 (en) | 2012-12-31 | 2015-08-11 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of grinding |
| EP2938460B1 (de) | 2012-12-31 | 2018-08-15 | Saint-Gobain Abrasives, Inc. | Verfahren zum schleifen |
| US9833877B2 (en) | 2013-03-31 | 2017-12-05 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of grinding |
| RU2526982C1 (ru) * | 2013-05-07 | 2014-08-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Московский государственный университет приборостроения и информатики" | Композиция для связанного полировального инструмента |
| CN103551976A (zh) * | 2013-11-08 | 2014-02-05 | 谢泽 | 一种含纤维绳和热膨胀树脂空心微球的抛光轮的制备方法 |
| US20150183087A1 (en) * | 2013-12-30 | 2015-07-02 | Saint-Gobain Abrasives, Inc | Composite bodies and methods of forming the same |
| EP3126299A4 (de) | 2014-03-31 | 2018-01-03 | Corning Incorporated | Bearbeitungsverfahren zur herstellung von verbundglasstrukturen |
| CN104308754B (zh) * | 2014-08-27 | 2017-07-28 | 上海道邦磨料磨具有限公司 | 一种橡胶结合剂微型砂轮配方及其生产方法 |
| US9908217B2 (en) * | 2014-12-01 | 2018-03-06 | Saint-Gobain Abrasives, Inc. | Abrasive article including agglomerates having silicon carbide and an inorganic bond material |
| JP6871173B2 (ja) * | 2015-01-28 | 2021-05-12 | ダイヤモンド イノヴェーションズ インコーポレイテッド | 砕けやすいセラミック結合ダイヤモンドコンポジット粒子及びその製造方法 |
| US10632585B2 (en) | 2015-04-23 | 2020-04-28 | University Of Florida Research Foundation, Inc. | Hybrid tool with both fixed-abrasive and loose-abrasive phases |
| CN106269884B (zh) * | 2015-06-12 | 2019-03-29 | 上海江南轧辊有限公司 | 一种轧辊表面处理方法及其轧辊 |
| CZ306564B6 (cs) | 2015-11-10 | 2017-03-08 | S.A.M. - metalizaÄŤnĂ spoleÄŤnost, s.r.o. | Způsob obrábění povrchu rotačních součástí a zařízení k provádění tohoto způsobu |
| CN109219501B (zh) | 2016-05-20 | 2022-02-25 | 3M创新有限公司 | 孔诱导剂和使用其制备的多孔磨料体 |
| US10391612B2 (en) * | 2016-06-06 | 2019-08-27 | Zhengzhou Research Institute For Abrasives & Grind | Additive composition and composition binding agent for superhard material and preparation thereof, and self-sharpening diamond grinding wheel and preparation thereof |
| EP3481899B1 (de) | 2016-07-08 | 2022-12-21 | The University of Massachusetts | Weichgemachtes wärmegehärtetes harz und entsprechendes gehärtetes harz, verfahren zur härtung und artikel mit gehärtetem harz |
| CN109415552B (zh) | 2016-07-08 | 2022-08-05 | 马萨诸塞大学 | 增塑的热固性树脂及相关的固化树脂、固化方法及包含固化树脂的制品 |
| CN108188948B (zh) * | 2017-12-18 | 2021-08-06 | 南京航空航天大学 | 一种多层磨粒砂带结构及其制造方法 |
| EP3731995A4 (de) | 2017-12-28 | 2021-10-13 | Saint-Gobain Abrasives, Inc | Gebondete schleifartikel |
| US10933508B2 (en) * | 2018-03-30 | 2021-03-02 | Saint-Gobain Abrasives, Inc./Saint-Gobain Abrasifs | Bonded abrasive article including a coating |
| JP2019181613A (ja) * | 2018-04-06 | 2019-10-24 | 株式会社ノリタケカンパニーリミテド | 粗組織均質構造のビトリファイド砥石 |
| CN108972388A (zh) * | 2018-08-04 | 2018-12-11 | 乔斌 | 耐磨损研磨片及其制备方法 |
| CN108838911A (zh) * | 2018-08-04 | 2018-11-20 | 乔斌 | 一种耐磨损研磨片及其制备方法 |
| CN109534750B (zh) * | 2018-12-25 | 2021-03-30 | 河南联合精密材料股份有限公司 | 一种金刚石团粒及其制备方法和应用 |
| CN110315443A (zh) * | 2019-07-12 | 2019-10-11 | 河南工业大学 | 一种金刚石磨具的制备方法 |
| CN110842799B (zh) * | 2019-11-19 | 2021-03-26 | 郑州磨料磨具磨削研究所有限公司 | 一种陶瓷金属复合结合剂砂轮及其制备方法 |
| CN112341993B (zh) * | 2020-11-23 | 2021-10-29 | 新乡市炬能耐材有限公司 | 一种具有交叉晶体结构的复合非氧化物磨削材料生产工艺 |
| WO2023056432A1 (en) * | 2021-09-30 | 2023-04-06 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
Family Cites Families (99)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1983082A (en) | 1930-06-19 | 1934-12-04 | Norton Co | Article of bonded granular material and method of making the same |
| US2194472A (en) | 1935-12-30 | 1940-03-26 | Carborundum Co | Production of abrasive materials |
| US2216728A (en) | 1935-12-31 | 1940-10-08 | Carborundum Co | Abrasive article and method of making the same |
| GB491659A (en) | 1937-03-06 | 1938-09-06 | Carborundum Co | Improvements in or relating to bonded abrasive articles |
| US3048482A (en) | 1958-10-22 | 1962-08-07 | Rexall Drug Co | Abrasive articles and methods of making the same |
| US3323885A (en) * | 1963-02-08 | 1967-06-06 | Norton Co | Humidity controlled phenol formaldehyde resin bonded abrasives |
| US3273984A (en) * | 1963-07-18 | 1966-09-20 | Norton Co | Grinding wheel |
| US3955324A (en) | 1965-10-10 | 1976-05-11 | Lindstroem Ab Olle | Agglomerates of metal-coated diamonds in a continuous synthetic resinous phase |
| GB1228219A (de) * | 1967-04-28 | 1971-04-15 | ||
| US3982359A (en) | 1968-06-21 | 1976-09-28 | Roc A.G. | Abrasive member of bonded aggregates in an elastomeric matrix |
| DE1752612C2 (de) | 1968-06-21 | 1985-02-07 | Roc AG, Zug | Schleifkörper |
| BE758964A (fr) * | 1969-11-14 | 1971-05-13 | Norton Co | Elements abrasifs |
| HU171019B (hu) | 1972-09-25 | 1977-10-28 | I Sverkhtverdykh Materialov Ak | Shlifoval'nyj instrument |
| US3916584A (en) | 1973-03-22 | 1975-11-04 | Minnesota Mining & Mfg | Spheroidal composite particle and method of making |
| US4024675A (en) | 1974-05-14 | 1977-05-24 | Jury Vladimirovich Naidich | Method of producing aggregated abrasive grains |
| GB1523935A (en) * | 1975-08-04 | 1978-09-06 | Norton Co | Resinoid bonded abrasive products |
| DE2813258C2 (de) * | 1978-03-28 | 1985-04-25 | Sia Schweizer Schmirgel- & Schleifindustrie Ag, Frauenfeld | Schleifkörper |
| US4311489A (en) | 1978-08-04 | 1982-01-19 | Norton Company | Coated abrasive having brittle agglomerates of abrasive grain |
| US4259089A (en) * | 1978-08-10 | 1981-03-31 | Tyrolit Schleifmittelwerke Swarovski K.G. | Grinding wheel containing grain-coated reinforcement fibers and method of making it |
| US4486200A (en) | 1980-09-15 | 1984-12-04 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article comprising abrasive agglomerates supported in a fibrous matrix |
| US4355489A (en) * | 1980-09-15 | 1982-10-26 | Minnesota Mining And Manufacturing Company | Abrasive article comprising abrasive agglomerates supported in a fibrous matrix |
| US4541842A (en) | 1980-12-29 | 1985-09-17 | Norton Company | Glass bonded abrasive agglomerates |
| US4393021A (en) | 1981-06-09 | 1983-07-12 | Vereinigte Schmirgel Und Maschinen-Fabriken Ag | Method for the manufacture of granular grit for use as abrasives |
| US4575384A (en) | 1984-05-31 | 1986-03-11 | Norton Company | Grinding wheel for grinding titanium |
| JPS61164772A (ja) | 1985-01-11 | 1986-07-25 | Mitsubishi Heavy Ind Ltd | 回転体研削装置 |
| US4652275A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4799939A (en) | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4738696A (en) * | 1987-07-16 | 1988-04-19 | Staffeld Richard W | Baghouse installations |
| JP2543575B2 (ja) * | 1988-05-28 | 1996-10-16 | 株式会社ノリタケカンパニーリミテド | オンラインロ―ル研削用二重構造砥石 |
| US5035723A (en) * | 1989-04-28 | 1991-07-30 | Norton Company | Bonded abrasive products containing sintered sol gel alumina abrasive filaments |
| US5104424A (en) | 1989-11-20 | 1992-04-14 | Norton Company | Abrasive article |
| US5096465A (en) * | 1989-12-13 | 1992-03-17 | Norton Company | Diamond metal composite cutter and method for making same |
| US5039311A (en) | 1990-03-02 | 1991-08-13 | Minnesota Mining And Manufacturing Company | Abrasive granules |
| US5129919A (en) * | 1990-05-02 | 1992-07-14 | Norton Company | Bonded abrasive products containing sintered sol gel alumina abrasive filaments |
| AT394964B (de) | 1990-07-23 | 1992-08-10 | Swarovski Tyrolit Schleif | Schleifkoerper |
| US5078753A (en) * | 1990-10-09 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Coated abrasive containing erodable agglomerates |
| US5578098A (en) * | 1990-10-09 | 1996-11-26 | Minnesota Mining And Manufacturing Company | Coated abrasive containing erodible agglomerates |
| US5131926A (en) * | 1991-03-15 | 1992-07-21 | Norton Company | Vitrified bonded finely milled sol gel aluminous bodies |
| US5127197A (en) | 1991-04-25 | 1992-07-07 | Brukvoort Wesley J | Abrasive article and processes for producing it |
| US5273558A (en) | 1991-08-30 | 1993-12-28 | Minnesota Mining And Manufacturing Company | Abrasive composition and articles incorporating same |
| US5203886A (en) | 1991-08-12 | 1993-04-20 | Norton Company | High porosity vitrified bonded grinding wheels |
| GB2263911B (en) * | 1991-12-10 | 1995-11-08 | Minnesota Mining & Mfg | Tool comprising abrasives in an electrodeposited metal binder dispersed in a binder matrix |
| US5178644A (en) * | 1992-01-23 | 1993-01-12 | Cincinnati Milacron Inc. | Method for making vitreous bonded abrasive article and article made by the method |
| US5269821A (en) * | 1992-02-20 | 1993-12-14 | Minnesota Mining And Manufacturing Company | Coatable mixtures including erodable filler agglomerates, methods of preparing same, abrasive articles incorporating cured versions of same, and methods of making said articles |
| JPH05285848A (ja) * | 1992-04-15 | 1993-11-02 | Noritake Co Ltd | ロール研削砥石 |
| US5342419A (en) * | 1992-12-31 | 1994-08-30 | Minnesota Mining And Manufacturing Company | Abrasive composites having a controlled rate of erosion, articles incorporating same, and methods of making and using same |
| US5549962A (en) * | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| US5429648A (en) * | 1993-09-23 | 1995-07-04 | Norton Company | Process for inducing porosity in an abrasive article |
| CH686787A5 (de) | 1993-10-15 | 1996-06-28 | Diametal Ag | Schleifbelag fuer Schleifwerkzeuge und Verfahren zur Herstellung des Schleifbelages. |
| BR9408041A (pt) * | 1993-11-12 | 1996-12-24 | Minnesota Mining & Mfg | Processo para preparação de grão abrasivo à base de alumina alfa cerâmico cristalino grão abrasivo e artigo abrasivo |
| US6136288A (en) | 1993-12-16 | 2000-10-24 | Norton Company | Firing fines |
| US5489204A (en) | 1993-12-28 | 1996-02-06 | Minnesota Mining And Manufacturing Company | Apparatus for sintering abrasive grain |
| ZA956408B (en) * | 1994-08-17 | 1996-03-11 | De Beers Ind Diamond | Abrasive body |
| CA2201156A1 (en) | 1994-09-30 | 1996-04-11 | The Minnesota Mining & Manufacturing Company | Coated abrasive article, method for preparing the same, and method of using |
| TW383322B (en) * | 1994-11-02 | 2000-03-01 | Norton Co | An improved method for preparing mixtures for abrasive articles |
| DE4446591A1 (de) * | 1994-12-24 | 1996-06-27 | Schleifmittel Werk Karl Seiffe | Recyclefähige Schleifkörperzonen |
| JP4047926B2 (ja) | 1995-04-28 | 2008-02-13 | スリーエム カンパニー | ポリシロキサンを含む結合系を有する研磨製品 |
| JP2795634B2 (ja) * | 1995-07-21 | 1998-09-10 | 厚 佐藤 | 2枚貝生剥方法および装置 |
| US5658360A (en) * | 1995-08-02 | 1997-08-19 | Norton Company | Compression molding of abrasive articles using water as a temporary binder |
| JPH11513619A (ja) | 1995-10-20 | 1999-11-24 | ミネソタ・マイニング・アンド・マニュファクチャリング・カンパニー | 無機リン酸塩を含有する研摩物品 |
| US5607489A (en) * | 1996-06-28 | 1997-03-04 | Norton Company | Vitreous grinding tool containing metal coated abrasive |
| AU6593796A (en) | 1996-07-23 | 1998-02-10 | Minnesota Mining And Manufacturing Company | Structured abrasive article containing hollow spherical filler |
| US5738697A (en) * | 1996-07-26 | 1998-04-14 | Norton Company | High permeability grinding wheels |
| US5738696A (en) | 1996-07-26 | 1998-04-14 | Norton Company | Method for making high permeability grinding wheels |
| JPH1094969A (ja) * | 1996-09-24 | 1998-04-14 | Nisshin Steel Co Ltd | オーステナイト系ステンレス鋼研磨用砥石 |
| JP3083483B2 (ja) * | 1996-10-14 | 2000-09-04 | 株式会社ノリタケカンパニーリミテド | 研削砥石 |
| US5851247A (en) * | 1997-02-24 | 1998-12-22 | Minnesota Mining & Manufacturing Company | Structured abrasive article adapted to abrade a mild steel workpiece |
| US5910471A (en) * | 1997-03-07 | 1999-06-08 | Minnesota Mining And Manufacturing Company | Abrasive article for providing a clear surface finish on glass |
| JPH1119875A (ja) | 1997-06-30 | 1999-01-26 | Toyoda Mach Works Ltd | ビトリファイド砥石 |
| US6015338A (en) * | 1997-08-28 | 2000-01-18 | Norton Company | Abrasive tool for grinding needles |
| IN186662B (de) * | 1997-09-08 | 2001-10-20 | Grindwell Norton Ltd | |
| US5863308A (en) | 1997-10-31 | 1999-01-26 | Norton Company | Low temperature bond for abrasive tools |
| JP3539853B2 (ja) * | 1997-11-27 | 2004-07-07 | 株式会社ノリタケカンパニーリミテド | 高精度研摩用ゾルゲル焼結アルミナ質砥石及びその製造方法 |
| US6440185B2 (en) * | 1997-11-28 | 2002-08-27 | Noritake Co., Ltd. | Resinoid grinding wheel |
| US6074278A (en) * | 1998-01-30 | 2000-06-13 | Norton Company | High speed grinding wheel |
| DE69925124T2 (de) | 1998-02-19 | 2006-01-19 | Minnesota Mining & Manufacturing Company, St. Paul | Schleifgegenstand und verfahren zum schleifen von glas |
| JPH11277446A (ja) * | 1998-03-26 | 1999-10-12 | Kawasaki Steel Corp | オンラインロール研削用砥石 |
| US6102789A (en) * | 1998-03-27 | 2000-08-15 | Norton Company | Abrasive tools |
| US6086648A (en) * | 1998-04-07 | 2000-07-11 | Norton Company | Bonded abrasive articles filled with oil/wax mixture |
| US6251149B1 (en) * | 1998-05-08 | 2001-06-26 | Norton Company | Abrasive grinding tools with hydrated and nonhalogenated inorganic grinding aids |
| JPH11319916A (ja) * | 1998-05-15 | 1999-11-24 | Kawasaki Steel Corp | 熱間ロール潤滑方法および熱延鋼板の製造方法 |
| JPH11354474A (ja) * | 1998-06-05 | 1999-12-24 | Okamoto Machine Tool Works Ltd | サテン模様を有するシリコンウエハおよびその製造方法 |
| KR100615691B1 (ko) * | 1998-12-18 | 2006-08-25 | 도소 가부시키가이샤 | 연마용 부재, 그것을 이용한 연마용 정반 및 연마방법 |
| US6056794A (en) * | 1999-03-05 | 2000-05-02 | 3M Innovative Properties Company | Abrasive articles having bonding systems containing abrasive particles |
| JP3533356B2 (ja) * | 1999-03-11 | 2004-05-31 | 日本特殊研砥株式会社 | ガラス質基板用研磨砥石 |
| US6394888B1 (en) * | 1999-05-28 | 2002-05-28 | Saint-Gobain Abrasive Technology Company | Abrasive tools for grinding electronic components |
| US6123744A (en) * | 1999-06-02 | 2000-09-26 | Milacron Inc. | Vitreous bond compositions for abrasive articles |
| US6319108B1 (en) | 1999-07-09 | 2001-11-20 | 3M Innovative Properties Company | Metal bond abrasive article comprising porous ceramic abrasive composites and method of using same to abrade a workpiece |
| JP3723705B2 (ja) * | 1999-10-19 | 2005-12-07 | 株式会社ノリタケカンパニーリミテド | ハイブリッド型レジノイド砥石 |
| JP3538360B2 (ja) * | 2000-03-02 | 2004-06-14 | 株式会社ノリタケカンパニーリミテド | 重研削用のレジノイド研削砥石 |
| JP3377977B2 (ja) * | 2000-03-30 | 2003-02-17 | 株式会社ノリタケスーパーアブレーシブ | 回転円盤砥石用台金 |
| JP2001277132A (ja) * | 2000-03-31 | 2001-10-09 | Ando Michihiro | 研磨用砥石及びその製造方法 |
| DE60022099T2 (de) | 2000-04-28 | 2006-06-01 | 3M Innovative Properties Co., Saint Paul | Schleifmittel und verfahren zum schleifen von glas |
| CA2408249A1 (en) * | 2000-05-09 | 2001-11-15 | 3M Innovative Properties Company | Porous abrasive article having ceramic abrasive composites, methods of making, and methods of use |
| JP2004510675A (ja) | 2000-10-06 | 2004-04-08 | スリーエム イノベイティブ プロパティズ カンパニー | セラミック凝集粒子 |
| US6645263B2 (en) * | 2001-05-22 | 2003-11-11 | 3M Innovative Properties Company | Cellular abrasive article |
| US6949129B2 (en) * | 2002-01-30 | 2005-09-27 | Saint-Gobain Abrasives, Inc. | Method for making resin bonded abrasive tools |
| US6988937B2 (en) * | 2002-04-11 | 2006-01-24 | Saint-Gobain Abrasives Technology Company | Method of roll grinding |
| US6679758B2 (en) * | 2002-04-11 | 2004-01-20 | Saint-Gobain Abrasives Technology Company | Porous abrasive articles with agglomerated abrasives |
-
2002
- 2002-12-24 US US10/328,802 patent/US6988937B2/en not_active Expired - Lifetime
-
2003
- 2003-03-21 PL PL372452A patent/PL205530B1/pl unknown
- 2003-03-21 US US10/510,541 patent/US7275980B2/en not_active Expired - Lifetime
- 2003-03-21 DE DE10392510T patent/DE10392510T5/de active Granted
- 2003-03-21 KR KR1020047016275A patent/KR100620268B1/ko active IP Right Grant
- 2003-03-21 TW TW092106327A patent/TWI257340B/zh not_active IP Right Cessation
- 2003-03-21 CH CH01677/04A patent/CH697085A5/fr not_active IP Right Cessation
- 2003-03-21 PL PL372847A patent/PL205515B1/pl unknown
- 2003-03-21 JP JP2003583697A patent/JP2005522338A/ja not_active Withdrawn
- 2003-03-21 JP JP2003583696A patent/JP2005522337A/ja not_active Withdrawn
- 2003-03-21 KR KR1020047016239A patent/KR100721276B1/ko active IP Right Grant
- 2003-03-21 GB GB0424867A patent/GB2405411B/en not_active Expired - Fee Related
- 2003-03-21 RO ROA200400887A patent/RO123416B1/ro unknown
- 2003-03-21 RU RU2004132225/02A patent/RU2281849C2/ru not_active IP Right Cessation
- 2003-03-21 LU LU91111A patent/LU91111B1/fr active
- 2003-03-21 CN CN038109646A patent/CN1652897B/zh not_active Expired - Fee Related
- 2003-03-21 WO PCT/US2003/008936 patent/WO2003086703A1/en active IP Right Grant
- 2003-03-21 AT AT0909103A patent/AT500593B1/de not_active IP Right Cessation
- 2003-03-21 RU RU2004131567/02A patent/RU2278773C2/ru not_active IP Right Cessation
- 2003-03-21 BR BRPI0309107-4B1A patent/BR0309107B1/pt not_active IP Right Cessation
- 2003-03-21 AR ARP030101005A patent/AR039108A1/es not_active Application Discontinuation
- 2003-03-21 CA CA002479712A patent/CA2479712C/en not_active Expired - Fee Related
- 2003-03-21 CN CN03808045A patent/CN100586652C/zh not_active Expired - Lifetime
- 2003-03-21 MX MXPA04009887A patent/MXPA04009887A/es active IP Right Grant
- 2003-03-21 RO ROA200400886A patent/RO123271B1/ro unknown
- 2003-03-21 WO PCT/US2003/008856 patent/WO2003086702A1/en active IP Right Grant
- 2003-03-21 HU HU0500174A patent/HU229682B1/hu not_active IP Right Cessation
- 2003-03-21 AU AU2003224746A patent/AU2003224746B2/en not_active Ceased
- 2003-03-21 DE DE10392510.4A patent/DE10392510B4/de not_active Expired - Lifetime
- 2003-03-21 MX MXPA04010014A patent/MXPA04010014A/es active IP Right Grant
- 2003-03-21 ES ES200450058A patent/ES2253123B2/es not_active Expired - Fee Related
- 2003-03-21 BR BR0309236-4A patent/BR0309236A/pt active Search and Examination
- 2003-03-21 TW TW092106316A patent/TWI231822B/zh not_active IP Right Cessation
- 2003-03-21 GB GB0424096A patent/GB2403224B/en not_active Expired - Fee Related
- 2003-03-21 DE DE10392508T patent/DE10392508B4/de not_active Expired - Lifetime
- 2003-03-21 CZ CZ2004-1028A patent/CZ305217B6/cs not_active IP Right Cessation
- 2003-03-21 AT AT0909603A patent/AT500569B1/de not_active IP Right Cessation
- 2003-03-21 CZ CZ2004-1023A patent/CZ305187B6/cs not_active IP Right Cessation
- 2003-03-21 CA CA002480674A patent/CA2480674C/en not_active Expired - Fee Related
- 2003-03-21 LU LU91110A patent/LU91110B1/fr active
- 2003-03-21 HU HU0500175A patent/HU229010B1/hu not_active IP Right Cessation
- 2003-03-21 EP EP03718034.6A patent/EP1497075B1/de not_active Expired - Lifetime
- 2003-03-21 EP EP03721431.9A patent/EP1494834B1/de not_active Expired - Fee Related
-
2004
- 2004-09-20 ZA ZA2004/07550A patent/ZA200407550B/en unknown
- 2004-09-29 ZA ZA2004/07869A patent/ZA200407869B/en unknown
- 2004-10-07 SE SE0402425A patent/SE0402425D0/xx unknown
- 2004-10-08 FI FI20041307A patent/FI20041307A/fi not_active Application Discontinuation
- 2004-10-08 FI FI20041308A patent/FI20041308A/fi not_active Application Discontinuation
- 2004-10-11 SE SE0402457A patent/SE529180C2/sv unknown
- 2004-10-11 SE SE0402455A patent/SE530145C2/sv not_active IP Right Cessation
- 2004-11-10 NO NO20044910A patent/NO328859B1/no not_active IP Right Cessation
- 2004-11-10 NO NO20044905A patent/NO328919B1/no not_active IP Right Cessation
- 2004-11-11 DK DK200401740A patent/DK200401740A/da not_active Application Discontinuation
-
2007
- 2007-09-27 US US11/862,946 patent/US20080066387A1/en not_active Abandoned
- 2007-12-19 JP JP2007327850A patent/JP4851435B2/ja not_active Expired - Fee Related
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10392508B4 (de) | Gebundenes Schleifwerkzeug, Verfahren zum Schleifen mit einer Schleifscheibe und Verfahren zum Tiefschleifen | |
| DE10392532B4 (de) | Poröse Schleifgegenstände mit Schleifagglomeraten und Verfahren zum Herstellen der Schleifagglomerate | |
| DE10392644B4 (de) | Beschichteter schleifartikel und verfahren zur herstellung | |
| US7544114B2 (en) | Abrasive articles with novel structures and methods for grinding | |
| AU2003222050B2 (en) | Abrasive articles with novel structures and methods for grinding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| OP8 | Request for examination as to paragraph 44 patent law |
Ref document number: 10392508 Country of ref document: DE Date of ref document: 20050609 Kind code of ref document: P |
|
| 8125 | Change of the main classification |
Ipc: B24D 300 |
|
| R016 | Response to examination communication | ||
| R018 | Grant decision by examination section/examining division | ||
| R020 | Patent grant now final |
Effective date: 20130719 |
|
| R071 | Expiry of right |