CN1707023A - 具有两倍于顶部机器方向纱的底部机器方向纱的造纸成形织物 - Google Patents
具有两倍于顶部机器方向纱的底部机器方向纱的造纸成形织物 Download PDFInfo
- Publication number
- CN1707023A CN1707023A CNA2005100765108A CN200510076510A CN1707023A CN 1707023 A CN1707023 A CN 1707023A CN A2005100765108 A CNA2005100765108 A CN A2005100765108A CN 200510076510 A CN200510076510 A CN 200510076510A CN 1707023 A CN1707023 A CN 1707023A
- Authority
- CN
- China
- Prior art keywords
- yarn
- machine direction
- direction yarns
- machine
- yarns
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images














































Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
- D21F1/0036—Multi-layer screen-cloths
- D21F1/0045—Triple layer fabrics
Abstract
一种造纸织物,包括一组顶部机器方向纱,一组顶部机器横向纱,其与顶部机器方向纱交织形成顶部织物层,一组底部机器方向纱,一组底部机器横向纱,其与底部机器方向纱交织形成底部织物层。底部织物层缝合到顶部织物层。顶部机器方向纱和顶部机器横向纱以一系列重复单元交织,而底部机器方向纱和底部机器横向纱以一系列相应的重复单元交织。每一个重复单元具有两倍于顶部机器方向纱数量的底部机器方向纱。
Description
技术领域
本发明整体涉及织造织物,并且更明确地涉及造纸的织造物。
技术背景
在传统的长网造纸机造纸艺中,纤维素纤维(称为造纸“原料”)的水悬浮液或悬浮体供应到织造的丝网和/或合成材料环带的上段顶部,环带在两个或更多辊子之间运转。通常称为“成形织物”的环带,其上部段的上表面提供造纸表面,该表面起过滤器的作用,将造纸原料的纤维素纤维从水介质中分离出来,从而形成湿纸幅。仅凭重力或来自位于织物上部段下表面(即机器侧)的一个或多个吸料箱的帮助,水介质经过称为排水孔的成形织物网口排出。
在离开成形部分后,将纸幅传递到造纸机的压榨部,在此纸幅穿过一对或多对覆盖了另一种织物的压紧辊轮间的辊隙,所述另一种织物通常称为“压毡”。辊子的压力去除了纸幅的额外水份;压毡上“毛毡”层的存在通常增强了脱水能力。随后为了进一步脱水,将纸幅传送到干燥器部分。在干燥后,纸幅准备二次处理和包装。
通常,通过两种基本织造技术中的一种,将造纸织物加工成环带。在这些技术的第一种技术中,通过平面织造工艺来平面织造织物,通过许多已知连接方法的任何一种方法来连接织物的接头,从而形成环带,已知的方法如分解接头并且将接头再织造(通常称为拼接),或在每一个接头上缝合可销钉接合的翼片或特殊的折回部分,随后将这些再织造为可销钉结合环。在平面织造造纸织物中,通常机器方向纱在机器向延伸,而机器横向纱在机器横向(closs machinedirection)延伸。在第二种技术中,用环形的织造工艺以传动皮带的形式直接织造织物。在环形的织造工艺中,机器方向纱在机器横向延伸,而机器横向纱在机器方向延伸。如在此使用的,术语“机器方向”(MD)指的是与造纸机上造纸织物的运行方向对齐的方向,“机器横向”(CMD)指的是平行于织物表面的方向,并且相对运行方向横向。在本领域中已知上文描述的两种织造方法,在此使用的术语“环带”指的是由两种方法中的一种制成的带。
有效薄片和纤维支撑以及缺少丝网痕迹通常是造纸艺中的重要因素,尤其对于最初形成湿纸幅的造纸机的成形部分来说。在优良纸张级别的形成中,丝网痕迹尤其成问题,因为丝网痕迹能够影响许多纸张特性,例如薄片痕纹、孔隙度、“透明度”以及气孔。丝网痕迹通常是在纸幅内单个纤维素纤维取向的结果,使得纤维端部位于成形织物的单个线或纱线之间的间隙内。通常通过提供具有共面的渗透织物结构来解决此问题,此结构允许纸纤维跨接织物的邻近纱线,而不是穿过纱线之间的间隙。在此使用的,“共面”意谓着形成纸成形表面的纱线上端处于大致相同的高度,这样在该高度位置存在大致“平坦”的表面。因此,用于优质打印、复印、烟纸、电容等等的优良纸张级别,到目前为止通常在非常细微织造的织物或细微丝网成形织物上形成。
通常,这种细微织造的织物包括至少一些相对小直径的机器方向纱或机器横向纱。然而,遗憾的是,这样的纱线易损,导致了织物的较短表面寿命。此外,使用更小的纱线也对织物的机械稳定性(尤其是抗偏斜强度、收缩倾向和硬度)产生了不利的影响,这会对织物的使用寿命和性能产生负面影响。
为了防止这些涉及精细织造的问题,研发了多层成形织物,在纸幅成形表面上具有细筛孔纱线,以利于纸张形成,而在机器接触侧面上具有粗筛孔纱线,以提供强度和耐用性。例如,使用与两组机器横向纱交织的一组机器方向纱来形成具有优良纸张成形表面和更耐用机器侧面的织物,由此来构造织物。这些织物形成了一类织物的一部分,其通常被称为“双层”织物。类似地,构造织物,该织物包括两组机器方向纱和两组机器横向纱,其形成细筛孔纸侧织物层和分离的较粗糙的机侧织物层。在作为一类通常称为“三层”织物的一部分的织物中,两个织物层通常通过单独的缝合纱结合在一起。由于和单层织物相比,双层和三层织物包括附加组的纱线,因此这些织物通常具有比单层织物更高的“厚度”(即其更厚)。在Thompson提出的序列号为4,423,755的美国专利中显示了说明性的双层织物,而在Osterberg提出的序列号为4,501,303的美国专利、Vohringer提出的序列号为5,152,326的美国专利、Ward提出的序列号为5,437,315、5,967,195和6,145,550的美国专利以及Troughton提出的序列号为6,244,306的美国专利中,显示了说明性的三层织物,其公开的整体内容在此作为参考。
虽然在很多应用中成功地运用了这些织物,但在织物纸面上倾向于更精细的纱线。然而,因为纱线的抗拉力与其直径的平方成比例,一旦使用更精细的纱线,则织物纸面层会变得更脆弱。因此,这是理想的:提供具有充分排水性的织物,尤其在纸面上,并且仍能为许多类型的纸张生产提供足够的纤维支撑。
发明内容
本发明综对造纸的织物,其能够解决以上提到的一些排水、磨损以及腐蚀的问题。在根据本发明的某些实施例中,造纸的织物包括一组顶部机器方向纱,一组与顶部机器方向纱交织的顶部机器横向纱,从而形成顶部织物层,一组底部机器方向纱,以及一组与底部机器方向纱交织的底部机器横向纱,从而形成底部织物层。底部织物层缝合到顶部织物层。顶部机器方向纱和顶部机器横向纱以一连串重复单元交织,而底部机器方向纱和底部机器横向纱以一连串相应的重复单元交织。每一个重复单元具有两倍于顶部机器方向纱数量的底部机器方向纱。在此结构中,附加的底部机器方向纱可提供经向抗拉强度。
在根据本发明的另一实施例中,造纸织物包括顶部机器方向纱、顶部机器横向纱、底部机器方向纱、底部机器横向纱和缝合纱。以若干重复单元来形成织物,每一个重复单元包括一组八根顶部机器方向纱,一组与此组顶部机器方向纱交织的顶部机器横向纱,从而形成顶部织物层,一组十六根底部机器方向纱,一组与此底部机器方向纱交织的八根底部机器横向纱,从而形成底部织物层,以及多组与顶部和底部织物层交织的第一和第二缝合纱。
在本发明的另一个实施例中,可以使用以上描述的造纸织物的实施例来制造纸张。如上所述,造纸原料可应用于造纸织物中,从造纸原料中去除水份从而生产纸张。
附图说明
图1是根据本发明实施例的二十四综三层造纸成形织物的顶层俯视图;
图2是图1去除了顶层的织物的底层俯视图;
图3A是沿图1和2中织物的线3A-3A截取的典型的顶部和底部CMD纱的剖面图;
图3B是沿图1和2的线3B-3B截取的一对典型缝合纱的剖面图;
图4A-B是典型顶部和底部CMD纱(图4A)以及典型缝合纱(图4B)的剖面图,此时这些纱线与根据本发明其他实施例的三十综造纸织物顶部和底部MD纱交织;
图5A-5B是典型顶部和底部CMD纱(图5A)以及典型缝合纱(图5B)的剖面图,这些纱线与根据本发明其他实施例的三十六综造纸织物顶部和底部MD纱交织;
图5C-5D是典型顶部和底部CMD纱(图5C)以及典型缝合纱(图5D)的剖面图,这些纱线与根据本发明其他实施例的十八综造纸织物顶部和底部MD纱交织;
图6是根据本发明另一实施例的二十四综三层造纸成形织物的底层俯视图,去除了顶层;
图7A-7P是分别沿图6织物的线7A-7A到7P-7P截取的剖面图;
图8是根据本发明另一实施例的二十四综三层造纸成形织物的顶层俯视图;
图9A-9P是分别沿图8织物的线9A-9A到9P-9P截取的剖面图;
图10A-10P是根据本发明另一实施例的二十四综三层造纸成形织物的剖面图;
图11A-11P是根据本发明另一实施例的二十四综三层造纸成形织物的剖面图;
图12是根据本发明另一实施例的自身缝合的二十四综造纸织物的顶层俯视图;
图13是图12织物的底层俯视图;
图14A-14P是分别沿图12织物的线14A-14A到14P-14P截取的剖面图;
图15是典型顶部和底部CMD纱的剖面图,此时这些纱线以根据本发明实施例的二十四综造纸织物的自身缝合方式与顶部和底部MD纱交织;
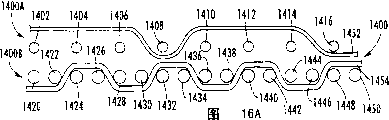
图16A-16B是典型顶部和底部CMD纱(图16A)以及典型自身缝合CMD纱(图16B)的剖面图,这些纱线与根据本发明实施例的二十四综造纸织物顶部和底部MD纱交织;和
图17A-17B是典型顶部和底部CMD纱(图17A)以及典型自身缝合CMD纱(图17B)的剖面图,这些纱线与根据本发明实施例的二十四综造纸织物顶部和底部MD纱交织。
具体实施方式
以下参考附图对本发明进行更特别的描述,其中显示了本发明的优选实施例。然而,本发明可以以很多不同形式来实施,不限于在此提出的实施例;相反,提供这些实施例,以便此内容将本发明的范围充分传达给本领域的技术人员。相同的数字在全文中代表相同的组件。为了清晰显示,一些元件的尺寸和厚度以及元件之间的间隔可能被放大了。
在图1、2和3A-3B中对通常标记为10的二十四综三层成形织物进行了说明,图中显示了织物10的单个重复单元。织物10的重复单元包括顶层100(图1)以及底层200(图2)。缝合纱线对140A、140B、142A、142B、144A、144B、146A、146B、148A、148B、150A、150B、152A、152B、154A和154B,将顶层100和底层200缝合在一起。虽然图1和2仅显示了织物10的单个重复单元,但本领域的技术人员可以理解:在商用规格的织物中,在机器方向和机器横向上多次重复图1和2中所示的重复单元,从而形成适于造纸机上使用的大型织物。
参考图1,顶层100包括八综顶部机器方向纱102、104、106、108、110、112、114和116以及八综顶部CMD纱122、124、126、128、130、132、134和136。参考图2,织物10的底层200包括十六综底部MD纱202、204、206、208、210、212、214、216、218、220、222、224、226、228、230和232,其与八综底部机器横向纱242、244、246、248、250、252、254和256交织。
也可以从图1、2和3A-3B中看出,底部MD纱是顶部MD纱的两倍。在此构造中,顶部织物层可提供增强的水和其他液体通过织物的排水性。顶层100包括相对大量的有支撑力的顶部CMD纱以及机器横向的缝合纱,还包括相对少量的顶部MD纱,从而提供开放的经线。底层200包括相对大量的底部MD纱,其能够增强织物10的强度和抗拉力。
如所显示的,构造织物10的重复单元,使得每隔一个底部MD纱大致位于相应顶部MD纱的正下方,虽然不是这种情形的织造样式也是可能的。例如,如在图3A-3B中说明的,底部MD纱202大致位于顶部MD纱102的正下方,底部MD纱204位于顶部MD纱102和104之间,而底部MD纱206大致位于顶部MD纱104的下方,以此类推其余顶部和底部MD纱。
如在图1中所示,顶部MD纱与顶部CMD纱和缝合纱以交替的“1上/1下”的方式交织,从而形成平织图案。例如,顶部MD纱102从顶部CMD纱122上方穿过,经过缝合纱140A下方,从顶部CMD纱124上方穿过,以此类推,直到穿过顶部缝合纱154A下方。相邻的顶部MD纱104从顶部CMD纱122下方穿过,经过缝合纱140A和140B的上方,从顶部CMD纱124下方穿过,以此类推,直到穿过顶部缝合纱154A上方。因此,相邻的顶部MD纱彼此偏移一个顶部CMD纱。如所说明的,成对缝合纱140A、140B、142A、142B、144A、144B、146A、146B、148A、148B、150A、150B、152A、152B、54A和154B的上部构成顶层平织图案的一体部分。因此,顶层可包括缝合纱,其形成顶层的一体部分。
参考图2和3A,底部MD纱以这样的方式与底部CMD纱交织:每一个底部CMD纱从一个底部MD纱上穿过,经过七个相邻的底部MD纱下方,从一个底部MD纱上穿过,经过七个相邻的底部MD纱下方。例如,底部CMD纱242从底部MD纱202上穿过,经过底部MD纱204、206、208、210、212、214和216的下方,从底部MD纱218上穿过,经过底部MD纱220、222、224、226、228、230和232的下方。其他底部CMD纱遵循同样“1下/7上”的织造方式,但每一个距其相邻最近的底部CMD纱在其织造顺序上偏移了三个底部MD纱。例如,邻近底部CMD纱242的底部CMD纱244从底部MD纱208上穿过,经过底部MD纱210、212、214、216、218、220和222的下方,从底部MD纱224上穿过,经过底部MD纱226、228、230、202、204和206的下方。因此,底部MD纱202从底部CMD纱242下方经过时形成的底部MD纱“指节(knuckle)”与底部MD纱208从底部CMD纱244下方经过时形成的底部“指节”偏移了三个底部MD纱。
如在图1和2中说明的,缝合纱对140A、140B、142A、142B、144A、144B、146A、146B、148A、148B、150A、150B、152A、152B、154A和154B位于邻近成对的顶部CMD纱和底部CMD纱之间,使得一个顶部和一个底部CMD纱把每一对缝合纱与邻近的成对缝合纱隔开。例如,顶部CMD纱124和底部CMD纱244把缝合纱对140A、140B与缝合纱对142A、142B隔开。
在织物10中相应缝合纱对以下列方式与顶部MD纱和底部MD纱交织。重复单元的每一个缝合纱可细分成两部分:与顶部MD纱交织的纤维支撑部分,以及与底部MD纱交织的结合部分。这两个部分在“过渡的”顶部MD纱处分离,在其下方一对缝合纱中的一个穿过此对缝合纱中的另一个。每对缝合纱中的缝合纱彼此交织,这样此对纱线中的一个纱线的纤维支撑部分大致位于此对纱线中的另一个纱线的结合部分上方。当此对缝合纱线中的另一个缝合纱线与一个底部MD纱形成结合指节时,每对中的缝合纱线的纤维支撑部分以交替方式与“1上/1下/1上”的三个顶部MD纱交织。
例如,在图3B中,缝合纱线140A从顶部MD纱114上方穿过,经过顶部MD纱116的下方,从顶部MD纱102的上方穿过,并且在过渡的顶部MD纱104下方以及底部MD纱206的上方与缝合纱140B交织。在缝合纱140A的这个纤维支撑部分的下方,其与顶部MD纱114、116和102形成了“1上/1下/1下”方式,缝合纱140B从底部MD纱224、226、228和230的上方穿过,经过底部MD纱232的下方,并且从底部MD纱202和204的上方穿过,从而在底部MD纱232处形成结合指节。对于顶部MD纱106、108、110和112(缝合纱140B的纤维支撑部分的位置)和底部MD纱208、210、212、214、216、218和220(缝合纱140A的结合部分的位置),反转缝合纱140A和140B的花纹组织。这样,每一个缝合纱与三个顶部MD纱形成“1上/1下/1上”方式。
因此,每一组缝合纱在一连串重复单元中交织,其中缝合纱从底部机器方向纱下面穿过,从而形成底部缝合纱指节。共同一对机器横向纱之间的底部缝合纱指节偏移了八个底部机器方向纱。例如,如以上所讨论的,缝合纱140A从底部MD纱216下方穿过,从而形成底部缝合纱指节,而缝合纱140B从底部MD纱232下方穿过,从而形成另一个底部缝合纱指节,该指节与底部MD纱216处的指节相隔七个底部MD纱。
参考图2,缝合纱的底部缝合纱指节距邻近缝合纱对偏移了三个底部机器方向纱。例如,缝合纱对140A、140B分别在底部MD纱216和232处形成底部缝合纱指节。邻接的缝合纱对142A、142B在底部MD纱222和206处形成底部缝合纱指节。由缝合纱140A和底部MD纱216形成的指节相对于由缝合纱142A和底部MD纱222形成的指节,偏移了三个底部MD纱218、220和222。同样地,由缝合纱140B和底部MD纱232形成的指节相对于由缝合纱142B和底部MD纱206形成的指节,偏移了三个底部MD纱202、204和206。
在评估由成形织物提供的抗拉力时,可设定“弯曲阻力因素”(“WRF”),其基于纱线结构提供了织物阻力的相对测量法。可如下计算WRF:
WRF=DT 2NT+DB 2NB
其中DT是顶部MD纱的直径,单位为毫米,NT是顶部MD纱数量,单位为纱/厘米,是DB底部MD纱的直径,单位为毫米,NB是底部MD纱数量,单位为纱/厘米。例如,使用典型的三层织物,其每厘米宽度上具有32综0.13毫米直径的顶部MD纱以及每厘米宽度上具有32综0.17毫米直径的底部MD纱,计算出WRF为1.47。根据本发明实施例的织物,可具有大约1.2至大约3.0之间的WRF。因为此织物在本领域中被证实是成功的,所以具有类似或更高WRF的织物应具有足够的抗拉力。需要说明的是:计算假定进行对比的纱线由相同材料或具有类似抗拉力的材料制成。
将此计算结果应用到图1、2和3A-3B的织物10中,可以看出,对于每厘米具有25综0.12毫米直径的顶部MD纱以及每厘米具有50综D.15毫米直径的底部MD纱,计算出WRF为1.49。
由于底部纱线的密度,顶层和底层的纱线覆盖面也需注意。可通过每厘米纱线数量与单位为厘米的每一个纱线直径的乘积,计算出封闭区域。对于以上提出的织物10的特定实例,顶部封闭面积是百分之30而底部封闭面积是百分之75。
本领域的技术人员可以理解:虽然在图1、2和3A-3B中说明的织物使用八综顶部纱线和十六综底部纱线(即,“二十四综织物”),但在本发明的织物中也可以使用其他数量的顶部和底部纱线。例如,分别使用六、十或十二综顶部MD纱和十二、二十或二十四综底部MD纱,也可适于本发明的织物。
图4A-4B说明了三十综三层织物的另一实施例的织物300。织物300包括两倍于顶部MD纱数量的底部MD纱,即二十综底部MD纱302、304、306、308、310、312、314、316、318、320、322、324、326、328、330、332、334、336、338和340以及十综顶部MD纱342、344、346、348、350、352、354、356、358和360。如在图4A中所示,顶部MD纱342、344、346、348、350、352、354、356、358和360与典型的顶部CMD纱362以“1上/1下”方式交织。底部MD纱302、304、306、308、310、312、314、316、318、320、322、324、326、328、330、332、334、336、338和340与典型的底部机器横向纱364交织。如在图4B中所示,使用典型的缝合纱370A和370B将顶部MD纱342、344、346、348、350、352、354、356、358和360以及底部MD纱302、304、306、308、310、312、314、316、318、320、322、324、326、328、330、332、334、336、338和340缝合在一起。
虽然在图4A-4B中利用两个典型视图显示了织物300,图4A-4B说明了顶部CMD纱362、底部CMD纱364以及成对缝合纱370A、370B,可以理解:织物300包括重复单元中额外顶部和底部CMD纱以及缝合纱,类似于图1、2和3A-3B中相对于织物10所显示的。例如,织物300的重复单元包括十综顶部和底部CMD纱以及在每一个顶部和底部CMD纱之间相应的成对缝合纱。可能存在其他CMD纱或MD纱模式和/或偏移量。例如,CMD纱可以距最近的相邻CMD纱偏移两个、四个或五个MD纱或任意组合,这样从一个CMD纱到下一个CMD纱可使用不同的偏移量。距最近相邻MD纱的MD纱也可偏移不同数量的CMD纱。
如在图4A中所示,当CMD纱交织时,每一个底部CMD纱例如底部CMD纱364,相对于底部机器方向纱遵循“1上/9下”的织造花纹组织;即,其从底部MD纱302和304的上方穿过,经过底部MD纱306、308、310、312、314、316、318和320的下方,从底部MD纱322和324的上方穿过,经过底部MD纱326、328、330、332、334、336、338和340下方。可使用其他织造花纹组织,例如“2上/8下”。邻近的底部CMD纱(图中未示)可距彼此偏移一定数量的MD纱。例如,为十综顶部和底部CMD纱与每个顶部和底部CMD纱之间的相应成对缝合纱提供各个底部CMD纱,底部CMD纱形成彼此偏移三个底部MD纱的“1上/9下”方式。
如在图4B中所示,缝合纱370A、370B与顶部MD纱交织,从而形成具有“1上/1下”方式的纤维支撑部分。缝合纱370A和370B同时与底部MD纱交织,从而形成具有结合指节的结合部分。例如,在图4B中,缝合纱370B从顶部MD纱342的上方穿过,经过顶部MD纱344的下方,从顶部MD纱346上方穿过,经过顶部MD纱348下方,从顶部MD纱350上方穿过,并且在过渡顶部MD纱352的下方和底部MD纱322的上方与缝合纱370A交织。在缝合纱370B的纤维支撑部分下方,该缝合纱与MD纱342、344、346、348和350形成“1上/1下”的方式,缝合纱370A从底部MD纱302、304、306和308的上方穿过,经过底部MD纱310的下方以及底部MD纱312、314、316、318和320的上方,从而在底部MD纱310处形成结合指节。对于顶部MD纱354、356、358和360(缝合纱370A的纤维支撑部分的位置)和底部MD纱324、326、328、330、332、334、338和340(缝合纱370B的结合部分的位置),反转缝合纱370A和370B的花纹图案。重复单元中的邻近缝合纱(图中未示)可以偏移一定数量的底部MD纱,例如三个底部MD纱。可能存在其他偏移量,例如,邻近的缝合纱距彼此可以偏移两个、四个或五个底部MD纱,以及从一个MD纱到下一个MD纱的不同偏移量。
作为进一步的实例,图5A-5B说明了三十六综织物400的MD纱,该织物具有两倍于顶部MD纱的底部机器方向纱。织物400包括二十四综底部MD纱402、404、406、408、410、412、414、416、418、420、422、424、426、428、430、432、434、436、438、440、442、444、446和448以及十二综顶部MD纱450、452、454、456、458、460、462、464、466、468、470和472。如图5A所示,顶部MD纱450、452、454、456、458、460、462、464、466、468、470和472与典型的顶部CMD纱474交织,形成“1上/1下”方式。底部MD纱402、404、406、408、410、412、414、416、418、420、422、424、426、428、430、432、434、436、438、440、442、444、446和448与典型的底部CMD纱476交织。如图5B所示,用典型的缝合纱480A和480B将顶部MD纱450、452、454、456、458、460、462、464、466、468、470和472与底部MD纱402、404、406、408、410、412、414、416、418、420、422、424、426、428、430、432、434、436、438、440、442、444、446和448缝合在一起。
虽然相对于图5A-5B中的两个典型视图显示了织物400,图5A-5B说明了典型顶部CMD纱474、底部CMD纱476和成对缝合纱480A、480B,可以理解:织物400包括重复单元中额外顶部和底部CMD纱和缝合纱,类似于图1、2和3A-3B中相对于织物10所显示的。例如,织物400的重复单元包括十二综顶部和底部CMD纱,在每一个顶部和底部CMD纱之间具有相应缝合纱对。可能存在其他CMD纱方式和/或偏移量。
如图5A所示,当底部CMD纱交织时,每一个底部CMD纱例如底部CMD纱476,相对于底部MD纱遵循“2上/10下”的织造花纹组织,即经过底部MD纱402和404上方,经过底部MD纱406、408、410、412、414、416、418和420下方,经过底部MD纱422和424上方,经过底部MD纱426、428、430、432、434、436、438、440、442、444、446和448下方。可能存在其他构造,例如“1上/11下”,或“1上/5下/1上/5下”的花纹组织。邻近的底部CMD纱可以彼此偏移一定数量的底部MD纱。例如,以“2上/10下”的花纹组织提供十二综顶部和底部CMD纱,在每一个顶部和底部CMD纱之间具有相应缝合纱对,每一个底部CMD纱彼此偏移三个底部MD纱。
如图5B所示,缝合纱480A、480B与顶部MD纱交织,从而形成具有“1上/1下”方式的纤维支撑部分,并且缝合纱与底部MD纱交织,形成具有结合指节的结合部分。所说明的缝合纱480A从顶部MD纱450的上方穿过,经过顶部MD纱452的下方,穿过顶部MD纱454的上方,经过顶部MD纱456的下方,顶部MD纱458的上方,并且在过渡顶部MD纱460下方以及底部MD纱422的上方与缝合纱480B相交。在缝合纱480A的纤维支撑部分下方,其与顶部MD纱450、452、454、456和458形成“1上/1下”方式,缝合纱480B从底部MD纱402、404、406和408的上方穿过,经过底部MD纱410的下方,穿过底部MD纱412、414、416、418、420和422的上方,从而在底部MD纱410处形成结合指节。对于顶部MD纱462、464、466、468、470和472(缝合纱480B的纤维支撑部分的位置)和底部MD纱422、424、426、428、430、432、434、436、438、440、442、444、446和448(缝合纱480A的结合部分的位置),反转缝合纱480A和480B的花纹组织。重复花纹组织中邻近的缝合纱(图中未示)可偏移一定数量的底部MD纱。例如,临近的成对缝合纱可偏移三个底部MD纱。
作为另一个实施例,图5C-5D说明了十八综织物450的MD纱,其具有两倍于顶部MD纱数量的底部CMD纱。织物500包括十二综底部MD纱502、504、506、508、510、512、514、516、518、520、522和524,以及六综顶部MD纱526、528、530、532、534和536。如图5C所示,顶部MD纱526、528、530、532、534和536与典型的顶部CMD纱540交织形成“1上/1下”方式。底部MD纱502、504、506、508、510、512、514、516、518、520、522和524与典型的底部CMD纱542交织。如图5D所示,典型的缝合纱544和546将顶部MD纱526、528、530、532、534和536与底部MD纱502、504、506、508、510、512、514、516、518、520、522和524缝合在一起。
可以理解:织物500包括重复单元中额外的顶部和底部CMD纱以及缝合纱,类似于图1、2和3A-3B中相对于织物10所显示的。例如,织物500的重复单元可包括十二综顶部和底部CMD纱,每一个顶部和底部CMD纱之间具有相应成对的缝合纱。可能存在其他CMD纱方式。
如图5C所示,当底部CMD纱交织时,每一个底部CMD纱例如底部CMD纱542,相对于底部MD纱遵循“1上/5下”的织造方式,即经过底部MD纱502上方,经过底部MD纱504、506、508、510、和512下方,经过底部MD纱514上方,经过底部MD纱516、518、520、522和524下方。可能存在其他构造,例如“2上/4下”,或“3上/3下”的方式。邻近的底部CMD纱可以彼此偏移一定数量的MD纱。例如,以“1上/5下”的方式提供十二综顶部和底部CMD纱,在每一个顶部和底部CMD纱之间具有相应成对的缝合纱,每一个底部CMD纱彼此偏移两个、三个或四个底部MD纱或其组合。
如图5D所示,缝合纱544A、546B与顶部MD纱交织,从而形成具有“1上/1下”方式的纤维支撑部分,并且缝合纱与底部MD纱交织,形成具有结合指节的结合部分。重复方式中邻近的缝合纱(未显示)可偏移一定数量的底部MD纱。例如,邻近的成对缝合纱可偏移两个、三个或四个底部MD纱或其结合。
本领域的普通技术人员可以理解:不同顶部织物层构造和织造方式可以代替以上讨论的顶部织物层和底部织物层。例如,在织物10、300、400和500中,当底层200、300B、400B和500B的任意一个与各自的顶层100、300A、400A和500A连接时,每一个底部CMD纱大致位于相应的顶部CMD纱的正下方。不存在大致位于缝合纱正下方的底部CMD纱,因此提供一个空间,在该空间中缝合纱可在底部CMD纱下方缝合。当然,本领域的普通技术人员可以理解:织物在重复单元中可具有不同数量的顶部和底部CMD纱;例如,存在1.5倍、两倍或三倍于底部CMD纱的顶部CMD纱,或者在每一对缝合纱下方可存在一个CMD纱。同时,顶层100、300A、400A和500A可以不同于在此说明的平织方式;例如,顶层的方式可以是缎纹组织、斜纹组织、破斜纹组织等等。
所述织物使用织造成“反纬”的缝合纱的特殊构造。在Ward提出的序列号为5,967,195和6,145,550的美国专利中详细描述了此“反纬”构造。总结一下本发明的实施例,通过定位过渡顶部MD纱来建立双纬缝合的三层织物中反纬的存在;当从顶层到底层过渡时,这些是缝合纱在其下方穿过的顶部MD纱,或反之亦然。一旦为每一个缝合纱对定位了过渡顶部MD纱,就标定了由过渡顶部MD纱形成的最突出的斜纹,即最突出的斜纹是过渡顶部MD纱之间具有最小数量的台阶的斜纹。如果在此斜纹一侧的连续成对缝合纱的纤维支撑部分在一些情形中彼此更接近、而在另一下情形中彼此远离,则可以认为在缝合纱结构中织物至少具有一些“反纬”。虽然在一些实施例中,所有缝合纱对可遵循此方式,也可能存在仅有一部分缝合纱遵循此方式,即50、40、33或25%的成对缝合纱被反转。
本领域的普通技术人员可以理解:虽然以上说明的织物使用“反纬”缝合纱对的特殊结构,也能使用其他缝合纱结构,包括其他百分比的“反纬”缝合纱对、“假缝合”纱对、“自我缝合”方式或单个缝合纱结构。
在假缝合纱构造中,在缝合纱对中仅一根纱线与底部机器方向纱形成指节。参考图2,如果仅一根缝合纱140A和140B在底部MD纱216或232下方缝合,能够将成对缝合纱140A和140B改动为假缝合纱。例如,在假缝合纱线的构造中,如果缝合纱140B从底部MD纱232的下方穿过,则对图2的缝合纱140A进行改动,使其从底部MD纱216的上方穿过。在以下讨论的图8、9A-9P和11-11P中显示了成对“假缝合”纱的特定实例。此外,或作为另一种选择,缝合纱可能不象显示的那样常常与顶部MD纱交错。缝合纱也可以与底部MD纱形成比显示的更多或更少的结合指节。
在自我缝合方式中,通过选定的一些底部和/或底部CMD纱将织物顶层和底层缝合在一起。以下对图12-13、14A-14P、15、16A-16B和17A-17B中的自我缝合织物的一些实例进行说明和讨论。
虽然以上说明的实施例采用平织方式的顶层,本发明的织物也可以使用其他顶层织造方式;例如,也可以使用平滑、破斜纹组织等等。缝合纱可以包括顶部表面织造的完整部分,也可以不包括。
也可以使用不同的底层织造方式。例如,图6中典型的底层600具有底部CMD纱,其以“2上/4下/1上/4下/1上/4下”的方式与底部MD纱交织,底部CMD纱距每一个邻近的底部CMD纱偏移三个底部MD纱。特别的,底层的每一个重复方式具有十六综底部MD纱618、620、622、624、626、628、630、632、634、636、638、640、642、644、646和648,其与八综底部CMD纱666、668、670、672、674、676、678和680以“2上/4下/1上/4下/1上/4下”花纹组织交织。例如,底部CMD纱666从底部MD纱618和620上方穿过,经过底部MD纱622、624、626和628,穿过底部MD纱630上方,经过底部MD纱632、634、636和638下方,从底部MD纱640上方穿过并且经过642、644、646和648下方。底部CMD纱668靠近底部CMD纱666,并且以同样偏移三个底部MD纱的方式交织。即,底部CMD纱668从底部MD纱624和626上方穿过,经过底部MD纱628、630、632和634下方,依此类推。
如在图7A-7P中进一步显示的,织物600包括八综顶部MD纱602、604、606、608、610、612、614和616。因此,织物600具有两倍于顶部MD纱的底部MD纱。顶部MD纱602、604、606、608、610、612、614和616与顶部CMD纱650、652、654、656、658、660、662和664交织。织物600的顶层和底层与缝合纱对682A、682B、684A、684B、686A、686B、688A、688B、690A、690B、692A、692B、694A、694B、696A和696B缝合在一起。缝合纱和顶部CMD纱一起形成具有顶部MD纱的平织顶层。
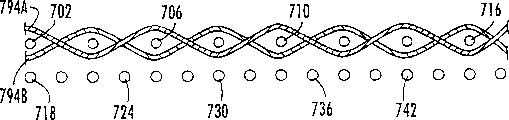
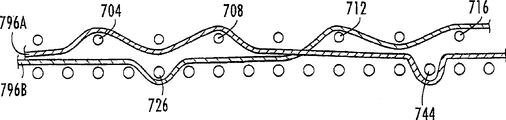
图8和9A-9P中对可替代的缝合纱方式进行了说明,其中一些“缝合纱”(或“假缝合纱”)不与底层形成缝合指节。如图所示,织物700包括具有八个顶部MD纱702、704、706、708、710、712、714和716的顶层,此八个MD纱与八个顶部CMD纱750、752、754、756、758、760、762和764交织。织物也具有包括十六个底部MD纱718、720、722、724、726、728、730、732、734、736、738、740、742、744、746和748的底层,此十六个底部MD纱与八个底部CMD纱766、768、770、772、774、776、778和780。底部MD纱和CMD纱以“1上/7下”的花纹组织交织,类似于图2和3A-3B中所示的底层200。
通过缝合纱对784A、784B、788A、788B、792A、792B、796A和796B将织物700的顶层和底层缝合在一起。成对缝合纱784A、784B、788A、788B、792A、792B、796A和796B的每一个包括纤维支撑部分,其与顶部MD纱702、704、706、708、710、712、714和716以及顶部CMD纱750、752、754、756、758、760、762和764形成平织花纹方式。缝合纱对784A、784B、788A、788B、792A、792B、796A和796B同时包括与底部MD纱交织形成结合指节的结合部分。因此,缝合纱对784A、784B、788A、788B、792A、792B、796A和796B形成类似于图2、3A-3B、6和7A-7P中显示的织物10和600中所示的缝合纱对。
然而,织物700也包括额外的假“缝合纱”782A、782B、786A、786B、790A、790B、794A和794B。假缝合纱与顶部CMD纱形成平织方式,而且不包括结合指节。假缝合纱782A、782B、786A、786B、790A、790B、794A和794B可位于可替代顶部CMD纱之间,而且可以与真正的缝合纱784A、784B、788A、788B、792A、792B、796A和796B具有相同直径。作为平织花纹组织中的一个实例,假拟缝合纱782A从顶部CMD纱702的下方穿过,经过顶部CMD纱704上方,依此类推,直到从顶部CMD纱716上方穿过。邻近的假缝合纱782B从顶部CMD纱702的上方穿过,经过顶部CMD纱704下方,依此类推,直到从顶部CMD纱716下方穿过。假缝合纱782A、782B、786A、786B、790A、790B、794A和794B可以描述成具有与缝合纱大约相同直径的顶部CMD纱。
在此构造中,可以在顶部织物层的CMD方向上提供额外的纱线。因此,在底层上可以提供更精细的花纹组织。此外,此构造保持两倍于顶部MD纱数量的底部MD纱,其可以通过织物来提供增强的排水功能。
在图10A-10P中显示了具有可替代缝合布置的二十四综三层织物的进一步实施例。织物800包括十六个底部MD纱818、820、822、824、826、828、830、832、834、836、838、840、842、844、846和848,以及八个顶部MD纱802、804、806、808、810、812、814和816,即底部MD纱两倍于顶部MD纱。底部MD纱818、820、822、824、826、828、830、832、834、836、838、840、842、844、846和848与底部CMD纱866、868、870、872、874、876、878和880交织,使得每一个底部CMD纱从一个底部MD纱上方穿过,经过七个底部MD纱下方,经过一个底部MD纱上方以及七个底部MD纱下方。每一个底部CMD纱距其最近的底部CMD纱偏移三个底部MD纱。例如,底部CMD纱866从底部MD纱818和834的上方(在余下顶部机器方向纱下方)穿过,这样底部MD纱818、834形成底部MD纱指节。底部CMD纱868从底部MD纱824和840上方(在余下底部机器方向纱的下方)穿过。
通过成对缝合纱882A、882B、884A、884B、886A、886B、888A、888B、890A、890B、892A、892B、894A、894B、896A和896B将织物800的顶层和底层缝合在一起。如图10A-10P所示,每一个缝合纱对具有两个纤维支撑部分,每一个纤维支撑部分与三个顶部MD纱以“1上/1下/1上”的方式交织,随后为带有底部MD纱的单个结合缝合纱。在此构造中,每一个缝合纱的纤维支撑部分与六个顶部MD纱交织。例如,参考图10J,缝合纱890A从顶部MD纱802的上方穿过,经过顶部MD纱804下方,顶部MD纱806的上方,并且穿过底部MD纱830的下方形成结合指节。通过从顶部MD纱810的上方穿过,经过顶部MD纱812下方,顶部MD纱814的上方,缝合纱890A随后形成第二纤维支撑部分,并且通过从底部MD纱846的下方穿过形成第二结合指节。缝合纱对中的相应缝合纱890B距缝合纱890A偏移两个底部MD纱。即缝合纱890A与顶部MD纱804、806和808,以及底部MD纱834下方的底部结合指节一起形成一个纤维支撑部分,并且与顶部MD纱812、814和816一起形成第二纤维支撑部分,在底部MD纱818的下方形成第二结合指节。
选定的缝合纱对的最邻近缝合纱对中的一个偏移两个底部MD纱。在选定的缝合纱对另一侧上的缝合纱对重复选定缝合纱对的花纹组织。如在图10A-10P中说明的,标明“A”的缝合纱在交织过程中先于标明“B”的缝合纱缝合,即比起缝合纱882B来,缝合纱882A更靠近预部机器横向纱850和底部机器横向纱866。重复邻近成对缝合纱样式的成对缝合纱具有相反标记的“A”和“B”。
如在图10H中所示,作为其次距缝合纱对890A、890B最近的缝合纱对中的一个,缝合纱对888A、888B距成对缝合纱890A、890B的方式偏移两个底部MD纱,如以上所讨论的。特别的,缝合纱888A与底部MD纱818和834形成结合指节,并且与顶部MD纱804、806和808一起形成一个纤维支撑部分,而与顶部MD纱812、814和816形成另一个纤维支撑部分。缝合纱888B与底部MD纱822和838一起形成结合指节,与顶部MD纱806、808和810一起形成纤维支撑部分,而与顶部MD纱814、816和802一起形成第二个纤维支撑部分。如在图10L中所示,另一个距缝合纱对890A、890B最近的缝合纱对892A、892B形成与缝合纱对890A、890B类似的花纹组织,除了标明“A”和“B”的缝合纱相反之外,即缝合纱892A形成与缝合纱890B一样的花纹组织,而缝合纱890A形成与缝合纱890B一样的方式。
在图11A-11P中的织物900显示了可替代缝合纱方式,其中使用了“假缝合纱”。织物900包括八个顶部MD纱902、904、906、908、910、912、914和916,以及十六个底部MD纱918、920、922、924、926、928、930、932、934、936、938、940、942、944、946和948。底部MD纱918、920、922、924、926、928、930、932、934、936、938、940、942、944、946和948与底部CMD纱966、968、970、972、974、976、978和980交织,以与图2中的织造方式一样的织造方式形成底部织物层。即每一个底部CMD纱与十六个底部MD纱形成“1上/7下/1上/7下”的方式。
顶部MD纱902、904、906、908、910、912、914和916与顶部CMD纱950、952、954、956、958、960、962和964以及与缝合纱对982A、982B、984A、984B、986A、986B、988A、988B、990A、990B、992A、992B、994A、994B、996A和996B交织,形成平织方式。如说明的,两个最邻近的缝合纱对形成同一花纹组织,并包括假缝合纱,即不缝合到底层的缝合纱,随后是两个形成同一方式的邻近缝合纱对,并且不包括假缝合纱。例如,缝合纱984B是假缝合纱的实例。假缝合纱984B从顶部MD纱902的下方穿过,经过顶部MD纱904的上方,顶部MD纱906、908和901的下方,顶部MD纱912的上方,以及顶部MD纱914和916的下方。另一方面,缝合纱984A与顶部MD纱922和938以及顶部MD纱906和914处的纤维支撑部分形成两个结合指节。缝合纱对986A、986B形成与缝合纱对984A、984B相同的花纹组织。
缝合纱对988A、988B分别形成与缝合纱对990A、990B相同的花纹组织,并且缝合纱对988A、988B和缝合纱对990A、990B都不包括假缝合纱。例如,缝合纱998B和990B从底部MD纱940、942、944、946和948的上方穿过,经过底部MD纱918下方,形成底部结合指节,并且穿过顶部MD纱920、922、924和926的上方。缝合纱998B和990B穿过顶部MD纱908的上方,经过顶部MD纱910下方和顶部MD纱912的上方,形成顶部纤维支撑部分。通过穿过顶部MD纱916上方,经过顶部MD纱902下方,经过顶部MD纱904的上方,缝合纱998A和990A形成顶部纤维支撑部分。缝合纱998A和990A的每一个与底部MD纱934形成底部结合指节。
缝合纱对992A、992B、994A、994B、996A、996B、982A和982B距缝合纱对984A、984B、986A、986B、988A、988B、990A和990B各自偏移四个底部MD纱,缝合纱992B和994B提供假缝合纱方式。
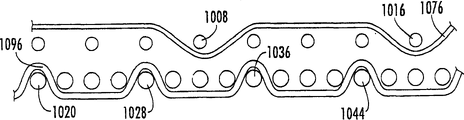
也可以使用自我缝合纱方式,其中CMD纱与织物层缝合在一起。在图12、13和14A-14P中显示了二十四综的一个实例,自我缝合纱1000具有顶层1100和底层1200。织物1000通过部分顶部CMD纱缝合在一起。
如在图13和14A-14P所说明的,织物1000的底层1200包括十六个底部MD纱1020、1022、1024、1026、1028、1030、1032、1034、1036、1038、1040、1042、1044、1046、1048和1050,其与八个底部CMD纱1084、1086、1088、1090、1092、1094、1096和1098以“3下/1上”的花纹组织织造。例如,在图14E中所说明的,底部CMD纱1088以“3下/1上”的方式从底部MD纱1020上方穿过,经过底部MD纱1022、1024和1026的下方,底部MD纱1028的上方,底部MD纱1030、1032和1034下方,依此类推。
如在图12和14A-14P中所说明的,织物1000的顶层1100包括八个顶部MD纱1002、1004、1006、1008、1010、1012、1014和1016,其与十六个顶部CMD纱1052、1054、1056、1058、1060、1062、1064、1066、1068、1070、1072、1074、1076、1078、1080和1082以“3上/1下”的花纹组织织造,一些顶部CMD纱从底部MD纱下方穿过,将顶层1100和底层1200缝合在一起。更具体说,顶部CMD纱1054和1070分别从底部MD纱1044和1028下方穿过,从而将织物的顶层1100和底层1200底层在一起。例如,如在图14B中说明的,顶部CMD纱1054从顶部MD纱1002和1004上方穿过,经过顶部MD纱1006下方以及顶部MD纱1008、1010和1012上方。顶部CMD纱1054随后从底部MD纱1044下方穿过,从而将顶层1100和底层1200缝合在一起。
如在图14B和14J中所说明的,使用顶部CMD纱1054和1070将顶层1100和底层1200缝合在一起。可以理解:可以使用自我缝合织物的其他结构。例如,可以使用包括不同偏移方式的各种顶部织造方式和/或底部织造方式。在一些实施例中,使用底部CMD纱将顶层和底层缝合在一起。此外,可以使用各种底部CMD机器横向纱将顶层和底层缝合在一起。例如,使用顶部CMD纱1052,从底部MD纱1032和/或1048下方穿过,将顶层1100和底层1200缝合在一起。
在图15中说明了作为自我缝合织物的另一个实例,其中使用底部MD纱将顶层和底层缝合在一起。显示的织物1300具有典型的顶部CMD纱1352和底部CMD纱1354。使用底部CMD纱1354将顶层1300A缝合到底层1300B上。顶层1300A包括八个顶部MD纱1302、1304、1306、1308、1310、1312、1314和1416,底层1300B包括十六个底部MD纱1320、1322、1324、1326、1328、1330、1332、1334、1336、1338、1340、1342、1344、1346、1348和1350。底部CMD纱1352与顶部MD纱1302、1304、1306、1308、1310、1312、1314和1316以“1下/3上”的花纹组织交织。
底部CMD纱1354与底部MD纱1320、1322、1324、1326、1328、1330、1332、1334、1336、1338、1340、1342、1344、1346、1348和1350以“上1/下3”的花纹组织交织,并且从顶部MD纱1306上方穿过,将顶层1300A和底层1300B缝合在一起。即底部CMD纱1354从底部MD纱1320上方穿过(在顶部MD纱1302下方),经过底部MD纱1322、1324、1326下方,顶部MD纱1306上方,底部MD纱1330、1332和1334下方等等。可以理解:可以重复图15中所说明的方式,从而形成重复方式,例如在图12、13和14A-14P中利用织物1000所说明的。例如,图15中所说明的方式可以利用一个底部MD纱偏移量来重复。也能使用其他偏移方式。
在图16A和16B的织物1400中显示了自我缝合织物的另一个实例。织物1400包括具有八个顶部MD纱1402、1404、1406、1408、1410、1412和1416的顶层1400A,以及具有十六个底部MD纱1420、1422、1424、1426、1428、1430、1432、1434、1436、1438、1440、1442、1444、1446、1448和1450的底层1400B。
顶部MD纱1402、1404、1406、1408、1410、1412和1416与典型的顶部CMD纱1452和1456以“3上/1下”的花纹组织交织。此外,顶部CMD纱1456将顶层1400A缝合到底层1400B上。更具体说,顶部CMD纱1456从顶部MD纱1402和1404上方穿过,经过顶部MD纱1406下方,顶部MD纱1408、1410和1412上方,底部MD纱1444下方以及顶部MD纱1416上方,从而形成自我缝合方式。
如在图16A中所说明的,底部MD纱1420、1422、1424、1426、1428、1430、1432、1434、1436、1438、1440、1442、1444、1446、1448和1450与典型底部CMD纱1454以“2上/2下”的方式交织。即底部CMD纱1454从底部MD纱1420和1422下方穿过,经过底部MD纱1424和1426上方,底部MD纱1428和1430下方,依此类推。可以理解:能够重复图16A-16B中说明的花纹组织,从而形成重复方式,如图12、13和14A-14P中的织物1000所说明的。
可以理解:顶层和/或底层的各种方式可用于自我缝合方式中,包括不同织造花纹组织和不同偏移方式。图17A和17B的织物1500中显示了具有不同底层方式的自我缝合织物实例。织物1500包括具有八个顶部机器方向纱1502、1504、1506、1508、1510、1512和1516的顶层1500A,以及具有十六个底部MD纱1520、1522、1524、1526、1528、1530、1532、1534、1536、1538、1540、1542、1544、1546、1548和1550的底层1500B。
顶部MD纱1502、1504、1506、1508、1510、1512和1516与典型的顶部CMD纱1552和1556以“3上/1下”的方式交织。此外,顶部CMD纱1556从顶部MD纱1502和1502上方穿过,经过顶部MD纱1506下方,顶部MD纱1508、1510和1512的上方,和底部MD纱1544下方以及顶部MD纱1516的上方,从而形成自我缝合方式。
如在图17A中说明的,底部MD纱1520、1522、1524、1526、1528、1530、1532、1534、1536、1538、1540、1542、1544、1546、1548和1550与典型的底部CMD纱1554以“1上/7下”的方式交织。即底部CMD纱1554从底部MD纱1522的上方穿过,并且经过底部MD纱1524、1526、1528、1530、1532、1534和1536的下方,底部MD纱1538的上方以及底部MD纱1540、1542、1544、1546、1548、1550和1520的下方。能够使用其他底层或顶层织物方式。可以理解:可重复图17A-17B中说明的方式,形成重复单元,如图12、13和14A-14P中的织物1000所说明的。
在此描述的织物可具有各种纱线密度和/或直径。例如,MD纱的总密度(顶部机器方向纱和底部机器方向纱)可在每厘米大约30到大约200纱线之间,和/或CMD纱的总密度(顶部机器横向纱和底部机器横向纱)可在每厘米大约50到大约200纱线之间。顶部和/或底部MD纱可具有大约0.05到大约0.30毫米之间的直径。顶部和/或底部CMD纱可具有大约0.05到大约0.50毫米之间的直径。
一般而言,也应该根据织物的理想造纸特性来选择纱线尺寸。作为超出以上已经讨论的尺寸的一个实例,顶部和底部MD纱通常具有大约0.12到0.15毫米之间的直径,顶部CMD纱具有大约0.10到0.15毫米之间的直径,底部CMD纱具有大约0.16到0.22毫米之间的直径,而缝合纱具有大约0.12到0.15毫米之间的直径。在一些实施例中,顶部MD纱密度在每厘米大约25到50纱线之间,而顶部CMD纱密度每厘米大约42到50纱线之间。
作为一个特定实例,根据本发明实施例的织物纱线密度和直径可以如下:
| 顶部MD纱 | 直径 | 0.21 |
| 密度/厘米 | 25 | |
| 顶部CMD纱 | 直径 | 0.11 |
| 密度/厘米 | 24 | |
| 缝合纱 | 直径 | 0.11 |
| 密度/厘米 | 48 | |
| 底部MD纱 | 直径 | 0.15 |
| 密度/厘米 | 50 | |
| 底部CMD纱 | 直径 | 0.18 |
| 密度/厘米 | 24 |
根据最终造纸织物的理想特性,可以改变本发明织物中利用的纱线形式。例如,纱线可以是复丝纱线、单丝纱线、加捻复丝纱线或加捻单丝纱线、细纱或任意结合。同时,包含本发明织物中使用的纱线的材料可以是那些通常在造纸织物中使用的材料。例如,纱线可以由聚丙烯、聚酯、芳族聚酰胺、聚酰胺(尼龙)等等来形成。熟练的技工应根据最终织物的特定应用来选择纱线材料。特别是,由聚酯或聚酰胺形成的圆单丝是优选的。
依据本发明的另一个方面,提供造纸方法。依据这些方法,提供一个在此描述的典型造纸的成形织物,并且随后通过将造纸原料应用于成形织物并且随后通过将水份从造纸原料中去除来制造纸张。因为本领域的普通技术人员非常理解造纸原料如何应用于成形织物以及水份如何从造纸原料中去除的细节,所以在此不需要提供关于本发明这方面的额外细节。
对本发明的前述实施例进行了说明,并且在此不作为限制进行解释。通过以下权利要求来阐述本发明,其中也包括同等的权利要求。
Claims (30)
1.一种三层造纸织物,包括:
一组顶部机器方向纱;
一组顶部机器横向纱,其与顶部机器方向纱交织而形成顶部织物层;
一组底部机器方向纱;
一组底部机器横向纱,其与底部机器方向纱交织而形成底部织物层;
其中,底部织物层缝合到顶部织物层上;
顶部机器方向纱和顶部机器横向纱以一系列重复单元相互交织,而底部机器方向纱和底部机器横向纱以相应的重复单元相互交织;并且
每一个重复单元具有两倍于顶部机器方向纱数量的底部机器方向纱。
2.权利要求1中所述的造纸织物,进一步包括一组与顶部和底部织物层交织的缝合纱。
3.权利要求2中定义的造纸织物,其特征在于:该组缝合纱包括位于邻近顶部机器横向纱对之间的第一和第二缝合纱对。
4.权利要求3中定义的造纸织物,其特征在于:第一和第二缝合纱对与顶部机器方向纱和底部机器方向纱相互交织,使得顶部机器横向纱以及第一和第二缝合纱与顶部机器方向纱形成平织花纹组织。
5.权利要求1中定义的造纸织物,其特征在于:顶部机器横向纱的数量与底部横向纱的数量相同。
6.权利要求1中定义的造纸织物,其特征在于:该组底部机器横向纱包括十六综底部机器方向纱。
7.权利要求6中定义的造纸织物,其特征在于:底部机器横向纱和底部机器横向纱以一系列重复单元交织,其中每一个底部机器方向纱从一个底部机器横向纱的下方穿过,从而形成底部机器方向纱指节,在共同底部机器横向纱下面的底部机器方向纱指节被七个底部机器方向纱隔开。
8.权利要求7中定义的造纸织物,其特征在于:在共同机器横向纱下面的每一个顶部机器方向纱指节距底部机器方向纱指节偏移三个机器横向纱,底部机器方向纱接头由相邻的底部机器横向纱形成。
9.权利要求8中定义的造纸织物,进一步包括一组与顶部和底部织物层交织的缝合纱,该组缝合纱包括位于成对邻近顶部机器横向纱之间的第一和第二缝合纱对;
其中:缝合纱和底部机器方向纱以一系列重复单元交织,其中缝合纱从底部机器方向纱的下方穿过,以形成缝合纱指节,在机器横向纱对之间的缝合纱指节由七个底部机器方向纱隔开。
10.权利要9中定义的造纸织物,其特征在于:每一个由一个成对缝合纱形成的顶部缝合纱指节距底部缝合纱指节偏移三个底部机器方向纱,底部缝合纱指节由邻近缝合纱对形成。
11.权利要求6中定义的造纸织物,其特征在于:底部机器方向纱和顶部机器横向纱以一系列重复单元交织,其中每一个底部机器横向纱从两个相邻的底部机器方向纱上方穿过,以形成一对相邻的底部机器方向纱接头,经过四个相邻的底部机器方向纱下方,一个底部机器方向纱上方,以形成第一附加底部机器方向纱指节,经过四个相邻底部机器方向纱下方,以及一个底部机器方向纱上方,以形成第二附加底部机器方向纱指节。
12.权利要求11中定义的造纸织物,其特征在于:此对底部机器方向纱指节以及由邻近机器横向纱形成的第一和第二附加底部机器方向纱指节偏移三个顶部机器方向纱。
13.权利要求6中定义的造纸织物,进一步包括一组缝合纱对,其以一系列重复单元与顶部和底部织物层交织,该组缝合纱对包括位于邻近顶部机器横向纱对之间的第一和第二缝合纱对,
缝合纱对中的至少一个,其通过与顶部机器方向纱交织而形成纤维支撑部分,并通过与底部机器方向纱交织而形成结合部分,使得缝合纱的结合部分从底部机器方向纱的下方穿过,以形成缝合纱指节,在共同的对机器纱之间的缝合纱指节由七个底部机器方向纱隔开,
缝合纱对中的至少另一个是假缝合纱对,其与顶部机器方向纱交织,以形成平织花纹组织而不形成缝合纱指节。
14.权利要求2中定义的造纸织物,其特征在于:该组底部机器横向纱包括十六个底部机器方向纱,其特征在于:该组成对缝合纱包括第一和第二缝合纱对,第一和第二缝合纱在每一个重复单元中形成两个不同的底部机器方向纱结合指节,并且第一和第二缝合纱形成可替代顶部机器横向纱纤维支撑指节。
15.权利要求14中定义的造纸织物,其特征在于:在缝合纱对中的每一个缝合纱通过与三个连续顶部机器方向纱交织而形成第一和第二纤维支撑部分,从第一个连续顶部机器方向纱上方穿过,经过第二个连续顶部机器方向纱下方,以及第三个连续顶部机器方向纱上方,第一和第二结合接头隔开了第一和第二纤维支撑部分,通过将缝合纱从底部机器方向纱指节下方穿过来形成第一和第二指节。
16.权利要求2中定义的造纸织物,其特征在于:缝合纱包括一组与顶部和底部织物层交织的缝合纱,缝合纱对中至少一个是假缝合纱,其与一个或多个顶部机器方向纱以重复单元交织。
17.权利要求1中定义的造纸织物,其特征在于:该组底部机器方横向纱包括二十个底部机器方向纱。
18.权利要求17中定义的造纸织物,其特征在于:底部机器方向纱和底部机器横向纱以一系列重复单元交织,其中每一个底部机器横向纱从两个底部机器方向纱上方穿过,形成邻近的底部机器方向纱指节,八个底部机器方向纱将在底部机器横向纱下方的每一对底部机器方向指节隔开。
19.权利要求1中定义的造纸织物,其特征在于:该组底部机器横向纱包括二十四个底部机器方向纱。
20.权利要求19中定义的造纸织物,其特征在于:底部机器方向纱和底部机器横向纱以一系列重复单元交织,其中每一个底部机器横向纱从两个底部机器方向纱上方穿过,形成邻近的底部机器方向纱指节,十个底部机器方向纱将在底部机器横向纱下方的每一对底部机器方向纱指节隔开。
21.权利要求1中定义的造纸织物,其特征在于:顶部和底部机器方向纱具有每厘米大约30到200的密度。
22.权利要求1中定义的造纸织物,其特征在于:顶部和底部机器横向纱具有每厘米大约50到200的密度。
23.权利要求1中定义的造纸织物,其特征在于:机器方向纱具有大约0.05到0.30毫米的直径。
24.权利要求1中定义的造纸织物,其特征在于:机器横向纱具有大约0.05到0.50毫米的直径。
25.权利要求1中定义的造纸织物,其特征在于:织物具有大约1.2到3.0的弯曲强度因数。
26.权利要求1中定义的造纸织物,其特征在于:顶部织物层和底部织物层通过至少一个顶部机器横向纱或底部机器横向纱缝合在一起。
27.一种造纸织物,包括顶部机器方向纱、顶部机器横向纱、底部机器方向纱、底部机器横向纱以及缝合纱,织物形成若干重复单元,每一个重复单元包括:
一组八个顶部机器方向纱;
一组顶部机器横向纱,其与顶部机器方向纱交织而形成顶部织物层;
一组十六个底部机器方向纱;
一组底部机器横向纱,其与底部机器方向纱交织而形成底部织物层;并且
多组第一和第二缝合纱与顶部和底部织物层交织。
28.权利要求27中定义的造纸织物,其特征在于:底部机器方向纱和底部机器横向纱以一系列重复单元交织,其中底部机器横向纱从底部机器方向纱的上方穿过,形成底部机器方向纱指节,七个底部机器方向纱将底部机器横向纱下方的每一个底部机器方向指节隔开。
29.权利要求28中定义的造纸织物,其特征在于:每一个底部机器方向纱距邻近的底部机器方向纱偏移三个机器横向纱。
30.一种造纸方法,该方法包括如下步骤:
(a)提供造纸织物,包括顶部机器方向纱、顶部机器横向纱、底部机器方向纱、底部机器横向纱以及缝合纱,织物形成若干重复单元,每一个重复单元包括:
一组顶部机器方向纱;
一组顶部机器横向纱,其与顶部机器方向纱交织而形成顶部织物层;
一组底部机器方向纱;
一组底部机器横向纱,其与底部机器方向纱交织而形成底部织物层;并且
与顶部和底部织物层交织的一组缝合纱;
其中:顶部机器方向纱和顶部机器横向纱以一系列重复单元交织,并且底部机器方向纱和底部机器横向纱以一系列相应的重复单元交织;
每一个重复单元具有两倍于顶部机器方向纱数量的底部机器方向纱;
(b)将造纸原料应用于造纸织物;以及
(c)从造纸原料中去除水份。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/862,782 US7243687B2 (en) | 2004-06-07 | 2004-06-07 | Papermaker's forming fabric with twice as many bottom MD yarns as top MD yarns |
| US10/862782 | 2004-06-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1707023A true CN1707023A (zh) | 2005-12-14 |
Family
ID=34981337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2005100765108A Pending CN1707023A (zh) | 2004-06-07 | 2005-06-06 | 具有两倍于顶部机器方向纱的底部机器方向纱的造纸成形织物 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US7243687B2 (zh) |
| EP (1) | EP1605095B1 (zh) |
| JP (1) | JP4580282B2 (zh) |
| KR (1) | KR100603865B1 (zh) |
| CN (1) | CN1707023A (zh) |
| AR (1) | AR048183A1 (zh) |
| AT (1) | ATE486996T1 (zh) |
| AU (1) | AU2005200412B2 (zh) |
| BR (1) | BRPI0501154B1 (zh) |
| CA (1) | CA2497010C (zh) |
| DE (1) | DE602005024479D1 (zh) |
| MX (1) | MXPA05001855A (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101666005A (zh) * | 2009-09-09 | 2010-03-10 | 袁丽君 | 过滤及造纸用织物 |
| CN102713057A (zh) * | 2009-09-29 | 2012-10-03 | 阿斯顿约翰逊公司 | 包括数对机侧补充纱线的造纸机的成形织物 |
| CN103384739A (zh) * | 2010-12-13 | 2013-11-06 | 海克利琴斯克公司 | 具有长底层cmd纱浮纱的造纸成形织物 |
| CN101666004B (zh) * | 2009-09-09 | 2014-04-16 | 袁丽君 | 过滤及造纸用织物 |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6896009B2 (en) * | 2003-03-19 | 2005-05-24 | Weavexx Corporation | Machine direction yarn stitched triple layer papermaker's forming fabrics |
| US7059359B2 (en) * | 2003-05-22 | 2006-06-13 | Voith Fabrics | Warp bound composite papermaking fabric |
| GB0317248D0 (en) * | 2003-07-24 | 2003-08-27 | Voith Fabrics Gmbh & Co Kg | Fabric |
| JP4440085B2 (ja) * | 2004-11-26 | 2010-03-24 | 日本フイルコン株式会社 | 工業用二層織物 |
| AU2006244427B2 (en) * | 2005-05-05 | 2010-05-13 | Astenjohnson, Inc. | Bulk enhancing forming fabrics |
| NO338649B1 (no) * | 2005-05-19 | 2016-09-26 | Nippon Filcon Kk | Industriell tolagsstruktur |
| JP4563260B2 (ja) * | 2005-06-14 | 2010-10-13 | 日本フイルコン株式会社 | 工業用二層織物 |
| JP4739903B2 (ja) * | 2005-10-17 | 2011-08-03 | 日本フイルコン株式会社 | 工業用二層織物 |
| JP4819477B2 (ja) * | 2005-10-31 | 2011-11-24 | 日本フイルコン株式会社 | 工業用二層織物 |
| WO2007096218A1 (de) * | 2006-02-25 | 2007-08-30 | Voith Patent Gmbh | Gewebeband für eine maschine zur herstellung von bahnmaterial, insbesondere papier oder karton |
| US7275566B2 (en) | 2006-02-27 | 2007-10-02 | Weavexx Corporation | Warped stitched papermaker's forming fabric with fewer effective top MD yarns than bottom MD yarns |
| US7581567B2 (en) * | 2006-04-28 | 2009-09-01 | Weavexx Corporation | Papermaker's forming fabric with cross-direction yarn stitching and ratio of top machine direction yarns to bottom machine direction yarns of 2:3 |
| DE102007058369A1 (de) | 2007-12-03 | 2009-06-04 | Voith Patent Gmbh | Gewebeband für eine Maschine zur Herstellung von Bahnmaterial, insbesondere Papier oder Karton |
| EP2106477B1 (de) | 2006-12-08 | 2014-06-25 | Voith Patent GmbH | Gewebeband für eine maschine zur herstellung von bahnmaterial, insbesondere papier oder karton |
| US7487805B2 (en) * | 2007-01-31 | 2009-02-10 | Weavexx Corporation | Papermaker's forming fabric with cross-direction yarn stitching and ratio of top machined direction yarns to bottom machine direction yarns of less than 1 |
| US20080196784A1 (en) * | 2007-02-15 | 2008-08-21 | Scott Quigley | Wear side weave pattern of a composite forming fabric |
| DE102007046113A1 (de) | 2007-09-21 | 2009-04-02 | Voith Patent Gmbh | Formiersieb |
| MX2010003679A (es) | 2007-10-05 | 2010-09-30 | Nippon Filcon Kk | Tela industrial de dos capas. |
| MX2010003680A (es) | 2007-10-05 | 2010-09-28 | Nippon Filcon Kk | Tela industrial de dos capas. |
| US20090183795A1 (en) | 2008-01-23 | 2009-07-23 | Kevin John Ward | Multi-Layer Papermaker's Forming Fabric With Long Machine Side MD Floats |
| US7766053B2 (en) | 2008-10-31 | 2010-08-03 | Weavexx Corporation | Multi-layer papermaker's forming fabric with alternating paired and single top CMD yarns |
| US7866350B1 (en) | 2009-07-31 | 2011-01-11 | Voith Patent Gmbh | Forming fabric for the production of a fibrous web material |
| US8251103B2 (en) * | 2009-11-04 | 2012-08-28 | Weavexx Corporation | Papermaker's forming fabric with engineered drainage channels |
| FI20115222L (fi) | 2011-03-04 | 2012-09-05 | Metso Fabrics Oy | Paperikonekudos |
| EP2584091B1 (en) | 2011-10-22 | 2014-04-02 | Heimbach GmbH & Co. KG | Woven papermaker fabric, in particular a forming fabric |
| EP2899311B1 (en) | 2014-01-28 | 2016-01-13 | Heimbach GmbH & Co. KG | Paper maker fabric |
| EP4033019A1 (en) | 2016-04-11 | 2022-07-27 | Calik Denim Tekstil San. Ve Tic. A.S. | Woven fabric and method of production thereof |
| IT202000000637A1 (it) * | 2020-01-15 | 2021-07-15 | Feltri Marone S P A | Tessuto triplo di fabbricazione della carta |
| JP7377777B2 (ja) * | 2020-07-10 | 2023-11-10 | 日本フイルコン株式会社 | 工業用織物 |
Family Cites Families (111)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2172430A (en) | 1937-10-14 | 1939-09-12 | Lawrence Duck Company | Single ply drier felt with asbestos facing |
| US2554034A (en) | 1948-08-18 | 1951-05-22 | Orr Felt & Blanket Company | Papermaker's felt |
| US3094149A (en) | 1960-11-14 | 1963-06-18 | Orr Felt & Blanket Company | Paper makers felt |
| US3325909A (en) | 1966-01-27 | 1967-06-20 | Huyck Corp | Fabric for pumping fluids |
| US4093512A (en) | 1975-04-23 | 1978-06-06 | Huyck Corporation | Papermakers belts having ultra-high modulus load bearing yarns |
| US4289173A (en) | 1975-10-30 | 1981-09-15 | Scapa-Porritt Limited | Papermakers fabrics |
| US4529013A (en) | 1975-10-30 | 1985-07-16 | Scapa-Porritt Limited | Papermakers fabrics |
| GB1572905A (en) | 1976-08-10 | 1980-08-06 | Scapa Porritt Ltd | Papermakers fabrics |
| DE2736796C3 (de) | 1977-08-16 | 1981-08-27 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Papiermaschinensieb und Verfahren zu dessen Herstellung |
| US4290209A (en) | 1978-05-17 | 1981-09-22 | Jwi Ltd. | Dryer fabric |
| USRE33195E (en) | 1978-08-04 | 1990-04-10 | Asten Group, Inc. | Fabrics for papermaking machines |
| US4244543A (en) | 1979-01-08 | 1981-01-13 | Exxon Research & Engineering Co. | Support roller or rocker for hot expanding pipe lines |
| US4453573A (en) | 1980-02-11 | 1984-06-12 | Huyck Corporation | Papermakers forming fabric |
| US4438788A (en) | 1980-09-30 | 1984-03-27 | Scapa Inc. | Papermakers belt formed from warp yarns of non-circular cross section |
| SE430425C (sv) | 1981-06-23 | 1986-09-19 | Nordiskafilt Ab | Formeringsvira for pappers-, cellulosa- eller liknande maskiner |
| US4633596A (en) | 1981-09-01 | 1987-01-06 | Albany International Corp. | Paper machine clothing |
| DE3146385C2 (de) | 1981-11-23 | 1985-10-31 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Doppellagiges Gewebe als Bespannung für Papiermaschinen |
| US4423755A (en) | 1982-01-22 | 1984-01-03 | Huyck Corporation | Papermakers' fabric |
| SE441016B (sv) | 1982-04-26 | 1985-09-02 | Nordiskafilt Ab | Formeringsvira for pappers-, cellulosa- eller liknande maskiner |
| DE3224760A1 (de) | 1982-07-02 | 1984-01-05 | Thomas Josef Heimbach GmbH & Co, 5160 Düren | Band zum einsatz in nasspressen von papiermaschinen |
| US4414263A (en) | 1982-07-09 | 1983-11-08 | Atlanta Felt Company, Inc. | Press felt |
| DE3301810C2 (de) | 1983-01-20 | 1986-01-09 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Verbund-Gewebe als Bespannung für den Blattbildungsteil einer Papiermaschine |
| SE435739B (sv) | 1983-02-23 | 1984-10-15 | Nordiskafilt Ab | Formeringsvira av dubbelvevnadstyp |
| DE3307144A1 (de) | 1983-03-01 | 1984-09-13 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Papiermaschinenbespannung in einer gewebebindung, die keine in laengsrichtung verlaufenden symmetrieachse aufweist |
| DE3329739C1 (de) | 1983-08-17 | 1985-01-10 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Mehrlagige Bespannung fuer Papiermaschinen |
| FR2560242B1 (fr) | 1984-02-29 | 1986-07-04 | Asten Fabriques Feutres Papete | Toile destinee en particulier aux machines a papier, et son procede de preparation |
| US4755420A (en) | 1984-05-01 | 1988-07-05 | Jwi Ltd. | Dryer fabric having warp strands made of melt-extrudable polyphenylene sulphide |
| US4731281A (en) | 1984-10-29 | 1988-03-15 | Huyck Corporation | Papermakers fabric with encapsulated monofilament yarns |
| US4642261A (en) | 1984-12-21 | 1987-02-10 | Unaform Inc. | Papermakers fabric having a tight bottom weft geometry |
| US4636426A (en) | 1985-01-04 | 1987-01-13 | Huyck Corporation | Papermaker's fabric with yarns having multiple parallel monofilament strands |
| DE3615304A1 (de) | 1986-05-06 | 1987-11-12 | Wangner Gmbh Co Kg Hermann | Bespannung fuer den blattbildungsteil einer papiermaschine |
| US4709732A (en) | 1986-05-13 | 1987-12-01 | Huyck Corporation | Fourteen harness dual layer weave |
| DE3634649A1 (de) | 1986-10-10 | 1988-04-14 | Wangner Gmbh Co Kg Hermann | Bespannung fuer den blattbildungsteil einer papiermaschine mit zusaetzlichen, flottierenden querfaeden groesserer rapportlaenge |
| US4676278A (en) | 1986-10-10 | 1987-06-30 | Albany International Corp. | Forming fabric |
| DE3635000A1 (de) | 1986-10-14 | 1988-04-21 | Oberdorfer Fa F | Doppellagiges papiermaschinensieb mit grob strukturierter laufseite und fein strukturierter papierseite |
| US4759975A (en) | 1986-11-06 | 1988-07-26 | Asten Group, Inc. | Papermaker's wet press felt having multi-layered base fabric |
| CA1277209C (en) | 1986-11-28 | 1990-12-04 | Dale B. Johnson | Composite forming fabric |
| US4705601A (en) | 1987-02-05 | 1987-11-10 | B.I. Industries, Inc. | Multi-ply paper forming fabric with ovate warp yarns in lowermost ply |
| FI78329B (fi) | 1987-02-10 | 1989-03-31 | Tamfelt Oy Ab | Pappersmaskinduk. |
| DE3705345A1 (de) | 1987-02-19 | 1988-09-01 | Oberdorfer Fa F | Verbundgewebe als bespannung fuer den blattbildungsteil einer papiermaschine |
| DE3713510A1 (de) | 1987-04-22 | 1988-11-10 | Oberdorfer Fa F | Papiermaschinensieb aus einem doppellagigen gewebe |
| DE3801051A1 (de) | 1988-01-15 | 1989-07-27 | Wangner Gmbh Co Kg Hermann | Doppellagige bespannung fuer den blattbildungsbereich einer papiermaschine |
| US4989647A (en) | 1988-04-08 | 1991-02-05 | Huyck Corporaiton | Dual warp forming fabric with a diagonal knuckle pattern |
| CA1320410C (en) | 1988-06-27 | 1993-07-20 | Takuo Tate | Papermakers' double layer type fabrics |
| JP2558153B2 (ja) | 1988-08-30 | 1996-11-27 | 日本フイルコン株式会社 | ワイヤマークを改善した単織製紙用織物 |
| JP2558155B2 (ja) | 1988-08-31 | 1996-11-27 | 日本フイルコン株式会社 | 製紙面に補助緯糸の水平面を形成した製紙用一重織物 |
| US4909284A (en) | 1988-09-23 | 1990-03-20 | Albany International Corp. | Double layered papermaker's fabric |
| US5052448A (en) | 1989-02-10 | 1991-10-01 | Huyck Corporation | Self stitching multilayer papermaking fabric |
| DE3909534A1 (de) | 1989-03-22 | 1990-09-27 | Oberdorfer Fa F | Formiersieb fuer die nasspartie einer papiermaschine |
| US4967805A (en) | 1989-05-23 | 1990-11-06 | B.I. Industries, Inc. | Multi-ply forming fabric providing varying widths of machine direction drainage channels |
| US4942077A (en) | 1989-05-23 | 1990-07-17 | Kimberly-Clark Corporation | Tissue webs having a regular pattern of densified areas |
| DE3923938A1 (de) | 1989-07-19 | 1991-01-31 | Oberdorfer Fa F | Formiergewebe fuer die nasspartie einer papiermaschine |
| US4987929A (en) | 1989-08-25 | 1991-01-29 | Huyck Corporation | Forming fabric with interposing cross machine direction yarns |
| DE3938159A1 (de) | 1989-11-16 | 1991-05-23 | Oberdorfer Fa F | Verbundgewebe fuer papiermaschinensiebe |
| JP2558169B2 (ja) | 1990-03-27 | 1996-11-27 | 日本フイルコン株式会社 | 製紙面に補助緯糸の水平面を形成した製紙用一重織物 |
| US5025839A (en) | 1990-03-29 | 1991-06-25 | Asten Group, Inc. | Two-ply papermakers forming fabric with zig-zagging MD yarns |
| AT393521B (de) | 1990-05-08 | 1991-11-11 | Hutter & Schrantz Ag | Gewebe aus kunststoff-monofilamenten fuer den einsatz als entwaesserungssieb einer papiermaschine |
| US5199467A (en) | 1990-06-06 | 1993-04-06 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns |
| US5067526A (en) | 1990-08-06 | 1991-11-26 | Niagara Lockport Industries, Inc. | 14 harness dual layer papermaking fabric |
| US5116478A (en) | 1990-11-05 | 1992-05-26 | Nippon Filcon Co., Ltd. | Extendable and heat shrinkable polyester mono-filament for endless fabric |
| US5101866A (en) | 1991-01-15 | 1992-04-07 | Niagara Lockport Industries Inc. | Double layer papermakers fabric having extra support yarns |
| ATE168322T1 (de) | 1991-11-21 | 1998-08-15 | Weavexx Corp | Mehrschichtiger filz |
| US5219004A (en) | 1992-02-06 | 1993-06-15 | Lindsay Wire, Inc. | Multi-ply papermaking fabric with binder warps |
| US5228482A (en) | 1992-07-06 | 1993-07-20 | Wangner Systems Corporation | Papermaking fabric with diagonally arranged pockets |
| US5368696A (en) | 1992-10-02 | 1994-11-29 | Asten Group, Inc. | Papermakers wet press felt having high contact, resilient base fabric with hollow monofilaments |
| DE4302031C1 (de) | 1993-01-26 | 1993-12-16 | Heimbach Gmbh Thomas Josef | Trockensieb sowie Verfahren zu dessen Herstellung |
| JP3076703B2 (ja) | 1993-09-06 | 2000-08-14 | 日本フイルコン株式会社 | 製紙用経糸一重緯糸二重織物 |
| US5421374A (en) | 1993-10-08 | 1995-06-06 | Asten Group, Inc. | Two-ply forming fabric with three or more times as many CMD yarns in the top ply than in the bottom ply |
| US5421375A (en) | 1994-02-28 | 1995-06-06 | Wangner Systems Corporation | Eight harness double layer forming fabric with uniform drainage |
| US5437315A (en) | 1994-03-09 | 1995-08-01 | Huyck Licensco, Inc. | Multilayer forming fabric |
| US5429686A (en) | 1994-04-12 | 1995-07-04 | Lindsay Wire, Inc. | Apparatus for making soft tissue products |
| US5454405A (en) | 1994-06-02 | 1995-10-03 | Albany International Corp. | Triple layer papermaking fabric including top and bottom weft yarns interwoven with a warp yarn system |
| US5456293A (en) | 1994-08-01 | 1995-10-10 | Wangner Systems Corporation | Woven papermaking fabric with diagonally arranged pockets and troughs |
| US5542455A (en) | 1994-08-01 | 1996-08-06 | Wangner Systems Corp. | Papermaking fabric having diagonal rows of pockets separated by diagonal rows of strips having a co-planar surface |
| US5518042A (en) | 1994-09-16 | 1996-05-21 | Huyck Licensco, Inc. | Papermaker's forming fabric with additional cross machine direction locator and fiber supporting yarns |
| US5709250A (en) | 1994-09-16 | 1998-01-20 | Weavexx Corporation | Papermakers' forming fabric having additional fiber support yarns |
| US5983953A (en) | 1994-09-16 | 1999-11-16 | Weavexx Corporation | Paper forming progess |
| US5482567A (en) | 1994-12-06 | 1996-01-09 | Huyck Licensco, Inc. | Multilayer forming fabric |
| US5520225A (en) | 1995-01-23 | 1996-05-28 | Wangner Systems Corp. | Pocket arrangement in the support surface of a woven papermaking fabric |
| US5746257A (en) | 1995-07-06 | 1998-05-05 | Asten, Inc. | Corrugator belt seam |
| US5555917A (en) | 1995-08-11 | 1996-09-17 | Wangner Systems Corporation | Sixteen harness multi-layer forming fabric |
| US5641001A (en) | 1995-08-16 | 1997-06-24 | Huyck Licensco, Inc. | Papermaker's fabric with additional cross machine direction yarns positioned in saddles |
| US5651394A (en) | 1996-02-02 | 1997-07-29 | Huyck Licensco, Inc. | Papermakers fabric having cabled monofilament oval-shaped yarns |
| GB9604602D0 (en) | 1996-03-04 | 1996-05-01 | Jwi Ltd | Composite papermaking fabric with paired weft binder yarns |
| US5937914A (en) | 1997-02-20 | 1999-08-17 | Weavexx Corporation | Papermaker's fabric with auxiliary yarns |
| US5857498A (en) | 1997-06-04 | 1999-01-12 | Weavexx Corporation | Papermaker's double layer forming fabric |
| US5881764A (en) | 1997-08-01 | 1999-03-16 | Weavexx Corporation | Multi-layer forming fabric with stitching yarn pairs integrated into papermaking surface |
| US5967195A (en) | 1997-08-01 | 1999-10-19 | Weavexx Corporation | Multi-layer forming fabric with stitching yarn pairs integrated into papermaking surface |
| SE511107C2 (sv) * | 1997-12-15 | 1999-08-09 | Albany Int Corp | Vävd vira |
| US6158478A (en) | 1998-04-14 | 2000-12-12 | Astenjohnson, Inc. | Wear resistant design for high temperature papermachine applications |
| GB9811089D0 (en) | 1998-05-23 | 1998-07-22 | Jwi Ltd | Warp-tied composite forming fabric |
| US6112774A (en) | 1998-06-02 | 2000-09-05 | Weavexx Corporation | Double layer papermaker's forming fabric with reduced twinning. |
| US6207598B1 (en) | 1998-07-16 | 2001-03-27 | Astenjohnson, Inc. | Soft-faced dryer fabric |
| US6237644B1 (en) * | 1998-09-01 | 2001-05-29 | Stewart Lister Hay | Tissue forming fabrics |
| JP4187852B2 (ja) * | 1998-11-30 | 2008-11-26 | 日本フイルコン株式会社 | 製紙面側織物に補助緯糸を配置した製紙用2層織物 |
| US6148869A (en) | 1998-12-17 | 2000-11-21 | Wangner Systems Corporation | Dual layer papermaking fabric formed in a balanced weave |
| GB2351505A (en) * | 1999-06-29 | 2001-01-03 | Jwi Ltd | Two-layer woven fabric for papermaking machines |
| US6276402B1 (en) * | 1999-08-23 | 2001-08-21 | Astenjohnson, Inc. | Multilayer papermakers fabric |
| GB9924012D0 (en) * | 1999-10-12 | 1999-12-15 | Stone Richard | Forming fabric woven with warp triplets |
| US6123116A (en) | 1999-10-21 | 2000-09-26 | Weavexx Corporation | Low caliper mechanically stable multi-layer papermaker's fabrics with paired machine side cross machine direction yarns |
| US6585006B1 (en) * | 2000-02-10 | 2003-07-01 | Weavexx Corporation | Papermaker's forming fabric with companion yarns |
| JP2001288612A (ja) * | 2000-03-31 | 2001-10-19 | Nippon Felt Co Ltd | 製紙用織物 |
| US6244306B1 (en) * | 2000-05-26 | 2001-06-12 | Weavexx Corporation | Papermaker's forming fabric |
| US6253796B1 (en) * | 2000-07-28 | 2001-07-03 | Weavexx Corporation | Papermaker's forming fabric |
| US6379506B1 (en) * | 2000-10-05 | 2002-04-30 | Weavexx Corporation | Auto-joinable triple layer papermaker's forming fabric |
| US6745797B2 (en) * | 2001-06-21 | 2004-06-08 | Weavexx Corporation | Papermaker's forming fabric |
| JP3956341B2 (ja) * | 2001-06-29 | 2007-08-08 | 日本フイルコン株式会社 | 工業用多層織物 |
| FI112261B (fi) * | 2002-05-06 | 2003-11-14 | Tamfelt Oyj Abp | Paperikonekudos |
| US6834684B2 (en) * | 2002-10-24 | 2004-12-28 | Albany International Corp. | Paired warp triple layer forming fabrics with optimum sheet building characteristics |
| US20040102118A1 (en) * | 2002-11-27 | 2004-05-27 | Hay Stewart Lister | High permeability woven members employing paired machine direction yarns for use in papermaking machine |
| US6837277B2 (en) * | 2003-01-30 | 2005-01-04 | Weavexx Corporation | Papermaker's forming fabric |
-
2004
- 2004-06-07 US US10/862,782 patent/US7243687B2/en active Active
-
2005
- 2005-02-01 AU AU2005200412A patent/AU2005200412B2/en active Active
- 2005-02-03 AT AT05002306T patent/ATE486996T1/de active
- 2005-02-03 DE DE602005024479T patent/DE602005024479D1/de active Active
- 2005-02-03 EP EP05002306A patent/EP1605095B1/en active Active
- 2005-02-14 CA CA002497010A patent/CA2497010C/en active Active
- 2005-02-16 MX MXPA05001855A patent/MXPA05001855A/es active IP Right Grant
- 2005-03-11 KR KR1020050020473A patent/KR100603865B1/ko active IP Right Grant
- 2005-03-21 AR ARP050101100A patent/AR048183A1/es active IP Right Grant
- 2005-03-23 BR BRPI0501154-0A patent/BRPI0501154B1/pt active IP Right Grant
- 2005-06-06 JP JP2005165338A patent/JP4580282B2/ja active Active
- 2005-06-06 CN CNA2005100765108A patent/CN1707023A/zh active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101666005A (zh) * | 2009-09-09 | 2010-03-10 | 袁丽君 | 过滤及造纸用织物 |
| CN101666005B (zh) * | 2009-09-09 | 2014-04-16 | 袁丽君 | 过滤及造纸用织物 |
| CN101666004B (zh) * | 2009-09-09 | 2014-04-16 | 袁丽君 | 过滤及造纸用织物 |
| CN102713057A (zh) * | 2009-09-29 | 2012-10-03 | 阿斯顿约翰逊公司 | 包括数对机侧补充纱线的造纸机的成形织物 |
| CN103384739A (zh) * | 2010-12-13 | 2013-11-06 | 海克利琴斯克公司 | 具有长底层cmd纱浮纱的造纸成形织物 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1605095B1 (en) | 2010-11-03 |
| US7243687B2 (en) | 2007-07-17 |
| AR048183A1 (es) | 2006-04-05 |
| CA2497010C (en) | 2009-04-21 |
| BRPI0501154A (pt) | 2006-01-24 |
| JP2005350844A (ja) | 2005-12-22 |
| DE602005024479D1 (de) | 2010-12-16 |
| AU2005200412B2 (en) | 2007-02-22 |
| MXPA05001855A (es) | 2005-12-12 |
| KR100603865B1 (ko) | 2006-07-24 |
| BRPI0501154B1 (pt) | 2015-07-14 |
| KR20060043871A (ko) | 2006-05-15 |
| AU2005200412A1 (en) | 2005-12-22 |
| US20050268981A1 (en) | 2005-12-08 |
| EP1605095A1 (en) | 2005-12-14 |
| CA2497010A1 (en) | 2005-12-07 |
| ATE486996T1 (de) | 2010-11-15 |
| JP4580282B2 (ja) | 2010-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1707023A (zh) | 具有两倍于顶部机器方向纱的底部机器方向纱的造纸成形织物 | |
| CN1045803C (zh) | 用于造纸机的压榨织物 | |
| CN1761788A (zh) | 机器方向纱线缝合的三层造纸机成形织物 | |
| CN1791719A (zh) | 经纱缝合的多层造纸用织物 | |
| CN102203344B (zh) | 具有交替的成对和单根顶部cmd纱线的多层造纸用成形布 | |
| CN1732303A (zh) | 用于造纸机的多层织物 | |
| CN1223713C (zh) | 经纱连结的复合成形织物 | |
| CN101037850A (zh) | 具有有效顶部机器方向纱线小于底部的经缝造纸成形织物 | |
| CN1400346A (zh) | 造纸用成形织物 | |
| US20080169040A1 (en) | Machine side layer weave design for composite forming fabrics | |
| RU2397280C2 (ru) | Формовочная ткань с устойчивой структурой и улучшенной поддержкой волокна | |
| CN101031678A (zh) | 带有高抵抗中心平面的双层成形织物 | |
| CN1537185A (zh) | 含有并线的工业织物 | |
| CN1993519A (zh) | 具有最佳纸幅成形特性的成对经纱三层成形织物 | |
| CN1708615A (zh) | 具有最佳层体结构特性的成对经纱三层成形织物 | |
| CN1216077A (zh) | 层状整体织造的造纸织物 | |
| CN1982535A (zh) | 具有不均匀的上部横向浮线的造纸三层成形织物 | |
| CN101092801B (zh) | 具有横向的纱线组织且顶部机器方向的纱线与底部机器方向纱线的比值为2:3的造纸织物 | |
| CN1646766A (zh) | 叠合式多轴向压制织物 | |
| CN1629398A (zh) | 造纸用压榨毛毯以及造纸用压榨装置 | |
| CN1532332A (zh) | 具有德雷尔织纹编织机器横向纱线扣针接缝造纸压榨毛毯 | |
| CN1708618A (zh) | 具有气道的干燥机织物 | |
| US20080178958A1 (en) | Papermaker's Forming Fabric with Cross-Direction Yarn Stitching and Ratio of Top Machined Direction Yarns to Bottom Machine Direction Yarns of Less Than 1 | |
| CN1396339A (zh) | 具有叠层基底织物的销接缝的造纸机的压榨带 | |
| CN1594696A (zh) | 用于在双面绒头织物织机上生产双面绒头织物的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20051214 |