CN1375580A - 用于制造多组分液态丝的装置 - Google Patents
用于制造多组分液态丝的装置 Download PDFInfo
- Publication number
- CN1375580A CN1375580A CN02107050.4A CN02107050A CN1375580A CN 1375580 A CN1375580 A CN 1375580A CN 02107050 A CN02107050 A CN 02107050A CN 1375580 A CN1375580 A CN 1375580A
- Authority
- CN
- China
- Prior art keywords
- liquid
- recess
- outlet
- multicomponent filaments
- communicated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/06—Distributing spinning solution or melt to spinning nozzles
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/02—Spinnerettes
- D01D4/025—Melt-blowing or solution-blowing dies
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
- D01D5/32—Side-by-side structure; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
- D01D5/34—Core-skin structure; Spinnerette packs therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/217—Spinnerette forming conjugate, composite or hollow filaments
Abstract
熔纺装置包括纺丝组合件,纺丝组合件具有模子尖头部件,模子尖头部件具有带有诸如成角度的凹槽的收敛部分的凹部,收敛部分变成一排长丝排出口。凹部有选择地接收装配镶嵌件,诸如并排镶嵌件或皮芯镶嵌件,它们将凹部的收敛部分分成在长丝排出口处结合的两个液体通道。纺丝组合件制作成通过插入任一镶嵌件以生产具有两种不同材料的不同横截面构型的长丝。分隔两种液体可以防止两种液体之间过早的相互作用,这将使液流界面之间的不稳定性最小。不稳定性的最小化将很少形成细粒并改进其它重要的成品特性。此外,每种液体材料可以保持在适合挤出的最佳温度。
Description
相关申请的交叉参考
本申请与同一天提交的还未授权的美国专利申请“用于将单组分液态束挤成多组分液态丝的装置和方法”相关(代理人文档号为NOR-989),该申请的公开内容在此作为参考文献整体引入。
技术领域
本发明大体上设计挤压长丝,更具体地,涉及用于制造纺粘或熔喷多组分长丝的熔融纺丝装置。
背景技术
由合成热塑性材料制成的熔纺织物长期以来用于许多领域,包括过滤、棉絮、清洗油的织物、诸如用于尿布和妇女卫生用品中的吸收剂、热绝缘、以及医用服装和帷幔。
熔纺材料属于称作无纺布的纺织品类型,因为它们包括通过使纤维纠缠通过机械装置制造的随机定向的长丝、或纤维。具有或不具有纤维间的熔化的纤维纠缠使得纤维具有完整性和强度。无纺布可转变成如上所述的多种最终用途产品。
尽管可以采用多种工艺制造熔纺无纺织物,但最流行的工艺是熔喷和纺粘工艺,这两种工艺涉及热塑性材料的熔融纺丝。熔喷是用于制造无纺布的工艺,其中,熔融热塑性材料被从模子尖头挤出以形成一排长丝。模子尖头中的纤维与收缩薄板或热气流接触,以向下拉出或抽出微小直径的长丝。纤维随后以随机方式落到收集器上并形成无纺布。
纺粘工艺涉及通过喷丝头挤出多排连续的长丝。挤出的长丝保持分开并例如通过电荷、受控气流或收集器的速度来获得所需的定向。长丝被收集在收集器上并通过使长丝层穿过压实滚轮和/或热扎砑光机粘结。
无纺材料用于诸如尿布、外科长衫、地毯背衬、过滤器、许多其它消费品和工业品等产品中。用于制造无纺材料的最流行机械采用熔喷和纺粘装置。对于某些应用,理想的是采用多种热塑性液体材料以形成每个长丝的单一横截面部分。通常,这些多组分长丝包括两种组分,因此,更具体地称作双组分长丝。例如,当制造用于服装工业的无纺材料时,理想的是制造具有皮芯结构的双组分长丝。皮可以由对于人体皮肤来说舒适的较软材料制成,芯可以由较硬但对皮肤相对不舒适的材料制成,这种材料具有较大抗拉强度以使织物能够耐用。另一重要的考虑涉及材料的成本。例如,一种廉价材料的芯与更昂贵材料的皮的结合。芯可以由聚丙烯或尼龙制成,皮可以由聚酯或共聚物制成。存在有许多其它多组分纤维结构,包括并排的、倾斜的、和微但尼尔(microdenier)结构,每种具有其特定的应用。
许多材料特性可以采用一种或多种组分液体来控制。这些特性包括例如热特性、化学特性、电特性、光学特性、芳香特性、以及抗菌特性。类似地,有多种模子尖头用于就在排出多种液态组分以制造所需横截面构型的长丝之前使多种液态组分混合。
许多装置采用包括垂直或水平叠置的板的模子尖头形成双组分长丝。具体是,熔喷模子尖头引导两个液体材料流到靠近一叠垂直板的顶部附近的相对侧。纺粘模子尖头引导两种不同材料流到一叠水平板的顶部板。蚀刻或钻在一叠水平或垂直板中的液体通道将两种不同类型的材料引导到一个位置,在该位置,它们相互结合并在排出口作为多组分长丝挤出。可以获得不同横截面构型的长丝,诸如并排的或皮芯结构。
采用垂直或水平定向的一叠薄板在板之间会出现不完美的密封。在制造环境中,液体压力将导致邻近的板相互稍微移离。这样,少量的一种液体可能通过不完美的密封渗漏,导致在所挤出的长丝中形成聚合物“细粒”或小球。细粒导致多组分长丝形成许多问题,诸如强度降低或粗糙度增大。而且,叠置的板不能在两种液体材料之间提供一个大体上的热障。结果,每种液体材料的长丝不能在它们相应的最佳温度混合,可能不利地影响它们的挤出。
其它装置通过在穿过多个排出通道挤出两种液体之前使两种液体材料在一个腔中混合来避免使用叠置的板。具体地,两种不同类型的材料诸如热塑性聚合物最初并排地位于腔中,并在压力作用下输送到排出通道,在这里它们以并排关系作为双组分长丝挤出。由于两种液体材料以并排关系位于模子腔和排出通道中,这可能导致与热相关的问题或者与在挤出之前材料不合适地结合或混合相关的问题。
为此,需要提供用于熔纺多组分长丝的装置和方法,而不会出现现有熔纺装置的多种问题。
发明内容
因此,本发明提供一种用于将多种液体材料熔纺成多组分长丝的装置。具体地,本发明的熔纺装置包括纺丝组合件,该纺丝组合件通过使由两种不同类型的液体形成的束在多个排出口处结合而形成并排或皮芯多组分长丝。
根据本发明,一种用于将至少第一和第二种液体挤出成为并排长丝的装置包括模子尖头部件,该模子尖头部件包括与相互连通的第一和第二组液体排出口连通的凹部。一个镶嵌件安放在凹部中并且将凹部分成第一和第二液体通道。第一液体通道与第一组液体排出口连通,第二液体通道与第二组液体排出口连通。镶嵌件包括制作成用于接收第一种液体并且与第一液体通道连通的第一液体入口、和制作成用于接收第二种液体并且与第二液体通道连通的第二液体入口。第一和第二液体通道分别将第一和第二种液体输送到第一和第二组液体排出口以形成多组分并排长丝。
本发明的装置也可制作成用于将第一和第二种液体材料挤成皮芯长丝。该装置包括模子尖头部件,它具有与多个多组分长丝排出口连通的凹部。皮芯镶嵌件安放在凹部中以便将该凹部分成第一和第二液体通道。皮芯镶嵌件也具有中心液体通道。第一和第二液体通道适合用于接收第一种液体,中心液体通道适合用于接收第二种液体。第一和第二液体通道向着中心液体通道汇聚并且在多组分长丝排出口与中心液体通道相交,以形成多组分长丝。
优选地,在每个液体排出口挤出的束在挤出之后立即结合在一起以形成多组分长丝。根据本发明的另一方面,皮芯镶嵌件可以用制造并排长丝的另一镶嵌件来更换。这可以使同一模子尖头部件被用于制造皮芯长丝或者并排长丝。
通过以下结合附图对本发明优选实施例的详细描述,本发明的多种优点、目的和特征对本领域的技术人员而言将会变得更加明显。
附图说明
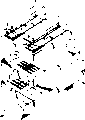
图1是根据本发明制造的多组分熔纺装置的分解立体图。
图2是根据本发明制造的用于生产并排长丝的图1中的熔纺装置的纺丝组合件(spinpack)的分解立体图。
图3是沿着图2的线3-3截取的横截面图,但显示了处于组装状态的纺丝组合件。
图3A是图3的纺丝组合件的排出口部分的放大横截面图。
图4是图3的组装的纺丝组合件的局部仰视图。
图5是根据本发明制造的用于制造皮芯长丝的镶嵌件的一个端部的分解立体图。
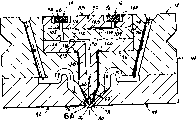
图6是类似于图3的横截面图,但它以图5为基础。
图6A是图6的纺丝组合件的排出口部分的放大横截面图。
图6B是类似于图6A的放大横截面图,但显示的是另一替代镶嵌件。
图7是图6的组装的纺丝组合件的局部仰视图。
图8是包括本发明熔纺组件的熔纺装置的示意图。
图9是包括本发明熔纺组件的纺粘装置的示意图。
具体实施方式
为了便于描述,诸如“垂直”、“水平”、“顶点”、“右边”、“左边”等的措辞是为了更清楚地说明附图。众所周知,熔纺装置可以大体上沿着任何方向定向,因此,这些表示方向的措辞对根据本发明的熔纺装置并不意味着任何特定的绝对方向。此外,术语“不同的”、“两种”、以及与本发明采用的液体相关的类似术语也不意味着是限定性的,除了两种液体具有一种或多种不同特性之外。液体可以是同一种聚合物,但是例如由于经过不同处理而具有不同物理特性。
参照图1-4,根据本发明制造的熔纺组件10包括用于将两种液体材料(例如,聚合物A和聚合物B)分别供应到纺丝组合件18的液体入口14和16的总管组件12。所使用的特定液体材料取决于应用,并且合适的类型在本领域是公知的。入口14和16例如通过保持在每个入口14和16周围的凹部(未示出)中的静密封与总管组件12相密封。
尽管熔纺组件10被具体地显示为用于制造熔喷长丝的组件,但应理解的是,该原理也适用于纺粘用途的纺丝组合件。当用于熔喷目的时,总管组件12还供应加压空气(压缩空气)到纺丝组合件18的空气通道入口20,22。压缩空气使沿着纺丝组合件18的纵向长度从一排多组分长丝排出口26挤出的多组分长丝24变细。如图3A和4所示,两种类型材料的挤出实际上通过分隔的出口或喷丝孔26a,26b进行。喷丝孔26a,26b合并或相交成椭圆形出口26。也可以采用具有其它形状的出口。变细的多组分长丝24在例如箭头32所示的方向大体上横向于熔纺组件10移动的基板30上形成无纺布28。
参照图2,纺丝组合件18包括熔纺组件10的长丝制造特征。模子尖头部件34包括用于容纳镶嵌件的凹部36,镶嵌件在这种情况下是用于制造具有两种类型液体的并排横截面的多组分长丝的镶嵌件38。因此,镶嵌件38在此被称作并排镶嵌件。镶嵌件38有时也可称作构型镶嵌件,因为一方面它可以使本发明的装置按照所制造的多组分长丝的类型被重新构造。纺丝组合件18还包括一对安装在模子尖头部件34下方的气刀板40,42,以便将压缩空气汇聚到从模子尖头部件34挤出的多组分长丝24上。尽管气刀板40,42被显示具有与模子尖头部件34平齐的下表面40a,42a,但这些表面40a,42a根据应用可以位于顶点之上或之下。
并排镶嵌件38可相对于它的纵向轴线在凹部36中横向调节,其优点以下将参照图3讨论。预定厚度的隔离件44沿着并排镶嵌件38的一个或两个长的侧部48,50插入相应的隔离件狭槽46中。
参照图3描述处于组装状态的纺丝组合件18,该状态示出了压缩空气和两种液体材料如何被一起带到每个多组分长丝排出口26a,26b。两种液体材料(聚合物A和聚合物B)保持相互间隔开,直到挤出之后立即相互接触。通过这种结构,可以避免一种液体材料过早的渗漏到另一种之中。此外,每种液体材料有利地保持在适合挤出的最佳温度。
具体地,凹部36包括一个收敛部分,图中显示为成角度的凹槽56。并排镶嵌件38具有一个对应的收敛块部分58,收敛块部分58具有与成角度的凹槽56间隔开的纵向侧部64,66,以便形成第一和第二狭槽60,62。第一和第二狭槽60,62与位于成角度的凹槽56的顶点的所有多组分长丝排出口26连通。
一般地是,每个长丝排出口26a,26b接受相同流速的两种液体材料。在液体入口14,16处的液体过滤器68,70防止排出口26接收污物,以有助于确保均匀的流速。
收敛块部分58相对于成角度的凹槽56的相对横向间隔有利于改变狭槽部分60,62的相对横截面面积。结果,选择所需厚度的隔离件44可用于改变每种液体材料的比例,甚至可用于停止供应两种液体材料中的一种。而且,隔离件44可以调节液体材料流动特性的差别,以获得所需的比例。
模子尖头部件34还包括空气通道72,74,它们分别在空气通道入口20,22和形成在气刀板40,42与模子尖头部件34之间的收缩空气通道76,78之间起连通作用。收缩空气通道76,78相互连通,以便在狭槽80处在每个挤出的长丝24上形成冲击气流,狭槽80形成在气刀板40,42之间。
参照图3A和4描述在模子尖头部件34上的排出口26a,26b,它们制作成挤出两个单组分束,两个单组分束在挤出之后结合成多组分长丝24。具体地,第一狭槽部分60与一排第一出口通道81连通,第二狭槽部分62与一排第二出口通道82连通。狭槽部分60,62优选地具有这样一个横向宽度,当为了所需比例的液流已经横向调节镶嵌件38时,狭槽部分的横向宽度足以与对应的一排出口通道81,82连通。并排镶嵌件38的下表面83与所述一排排出口26间隔出口通道81,82的长度。表面83紧靠形成在两排出口通道81,82和成角度的凹槽56之间的模子尖头部件部分84的上表面密封。
形成相应排出口26的每个出口通道81,82的精确尺寸和相对方位将取决于所挤出的液体材料类型、所采用的温度、压缩空气的压力、所需的长丝细度、液体材料的流速、所生产的无纺材料的优选结构、以及对本领域的技术人员而言是显而易见的其它因素。此外,收缩空气通道76,78和狭槽80的宽度、以及每个排出口26和狭槽80之间的高度和出口通道81,82的直径可以根据应用的需要而变化。
参照图4,纺丝组合件18的仰视图显示了所述一排多组分长丝排出口26a,26b,每个排出口是由第一和第二出口通道81,82的相邻出口所形成。因此,每个单组分束保持与另一单组分束间隔开直到挤出之后。
参照图5-7,具有符号(’)的元件表示相对于图1-4对应但略微改进的结构。在该实施例中,镶嵌件88以及模子尖头部件34’被用于制造皮芯长丝。当重新构造纺丝组合件18”以制造皮芯长丝24时,可以重新使用气刀板40,42。
以上对用于制造并排长丝24的附图1-4的讨论大体上适用于皮芯镶嵌件88。主要差别在于皮芯镶嵌件88将液体材料(聚合物A)从第一液体入口14引导到中心液体通道90,中心液体通道通向皮芯镶嵌件88的收敛边缘83,每个中心液体通道90与对应的排出口26对齐。而且,皮芯镶嵌件88将液体材料(聚合物B)从第二液体入口16引导到位于收敛块部分58的侧壁和纺丝组合件的成角度的凹槽56’之间的两个狭槽部分60’,62’。
优选地是在皮芯长丝24中使聚合物A形成的芯居中地位于聚合物B形成的包层中。结果,皮芯镶嵌件88不显示成包括有隔离件44。皮芯镶嵌件88包括叠置的滤板92、转换板94和收敛块96。滤板92将每个液体过滤器68,70保持在相应的过滤器凹部98,100中。第一排垂直过滤器通道102与第一过滤器凹部98连通,第二排垂直过滤器通道104与第二过滤器凹部100连通。
转换板94接收来自滤板92的两种类型的已过滤的液体材料。具体是,第一排转换通道106分别与第一排过滤器通道102连通。位于转换板94的上表面110上的转换凹部108与来自滤板92的第二排过滤器通道104连通,以及与第二和第三排转换通道112,114连通。
收敛块96包括多个中心凹部116,它们分别与第一排转换通道106中的每一个以及每个中心通道90连通。收敛块96也包括第一排侧通道118,它们分别与第二排转换通道112和第一狭槽部分60’连通。收敛块96还包括第二排侧通道120,它们分别与转换板94的第三排转换通道114和第二狭槽部分62’连通。
参照图6A和7,模子尖头部件34’包括三个液体通道130a,130b,130c,它们在液体排出口26’处相交以便基本上形成皮芯长丝。液体排出通道130a,130c分别与狭槽部分60’,62’连通,而液体排出通道130b与中心通道90连通。第一种液体被引入狭槽部分60’,62’并流过通道130a,130c,而第二种液体流过中心通道90并进入液体排出通道130b。两种液体在由相应的出口部分26a’,26b’,26c’形成的出口26’处挤出之后立即结合以形成皮芯长丝。可用通过通道76,78引导的压缩空气冲击长丝。替代地,这种类型的皮芯长丝纺丝装置也可用于纺粘应用中,而不需要压缩空气。
参照图6B,显示了另一种镶嵌件88’,它具有取消了中心液体通道90的收敛块部分58”。镶嵌件88’也大体上如图1中所示一样制作,以便将第一和第二种液体材料接收到狭槽部分60’,62’中。因此,如第一实施例中所示,两种液体材料将向下通过通道130a,130c到达排出口26a’,26c’,并且在挤出之后结合在一起形成多组分并排长丝。显示在图6B中的其它结构元件相对于先前描述的实施例具有相同的标号,对它们的描述也同样适用于该实施例。
图8显示了采用根据本发明制造的熔纺组件10和纺丝组合件18的熔喷装置200。该装置200可以是任何合适的熔喷装置,诸如公开在美国专利No.6,182,732中的装置,该专利已经转让给本发明的受让人并且在此作为参考全部引入。装置200大体上包括一个挤出机202,它带有用于将第一种材料供给到熔纺组件10的聚合物供应管路204。第二种液体材料也从相同的挤出机和聚合物供应管路(未示出)供给。装置200适合于支撑在用于接收挤出的多组分长丝24的基板或载体206之上。装置200的许多其它细节在此不再描述,因为通过浏览上述专利公开的内容可以很容易地理解这些细节。
图9显示了采用根据本发明制造的熔纺组件10’的纺粘装置210,例外的是,在纺粘应用的情况下,纺丝组合件18’不需要包括气刀组件和用于输送紧邻挤出的多组分长丝24的压缩空气的空气通道。显示在图9中的纺粘装置210可以按照现有方式或者如美国专利No.6,182,732所公开的那样制作。该装置还包括空气骤冷管212,214,本领域的技术人员应当能够很容易地理解它们的目的。应理解的是,纺丝组合件18’可由本领域的技术人员进行改进以包括多排多组分长丝排出口。
尽管通过对本发明优选实施例的描述说明了本发明,而且这些实施例在一定程度上已经详细地被描述,但是申请人并没有打算将本发明权利要求的范围限定到如此详细。其它优点和改进对本领域的技术人员是显而易见的。根据使用者的需要和偏好,本发明的各种特征可以单独使用也可以组合在一起使用。已经具有了对本发明的描述以及实现本发明的优选方法。但是,本发明本身仅由权利要求来限定。
Claims (14)
1、一种用于将至少第一和第二种液体挤出成为具有第一和第二种液体并排横截面构型的多组分长丝的熔纺装置,包括:
模子尖头部件,它包括与一组第一液体排出口和一组第二液体排出口连通的凹部,分别成对布置的所述第一和第二液体排出口相互连通;
安放在所述凹部中并且将所述凹部分成第一和第二液体通道的镶嵌件,所述第一液体通道与所述一组第一液体排出口连通,所述第二液体通道与所述一组第二液体排出口连通,所述镶嵌件包括制作成用于接收第一种液体并且与所述第一液体通道连通的第一液体入口、和制作成用于接收第二种液体并且与所述第二液体通道连通的第二液体入口,所述第一和第二液体通道分别将第一和第二种液体输送到所述第一和第二组液体排出口以形成多组分长丝。
2、如权利要求1所述的装置,其特征在于,还包括在所述凹部中安放在所述模子尖头部件与所述镶嵌件之间的隔离件,所述隔离件具有预定的厚度,以便有选择地使所述镶嵌件相对于所述凹部偏移并且改变所述第一和第二液体通道的相应宽度尺寸。
3、如权利要求1所述的装置,其特征在于,所述凹部包括一个收敛部分,所述第一和第二液体通道包含在所述收敛部分中。
4、如权利要求3所述的装置,其特征在于,所述凹部的所述收敛部分包括一个凹槽,该凹槽由倾斜的侧壁形成,并且使所述多个多组分长丝排出口沿着所述成角度的凹槽的顶点纵向对齐。
5、如权利要求4所述的装置,其特征在于,所述镶嵌件包括:
收敛块,该收敛块具有与所述凹槽的所述倾斜的侧壁平行并且间隔开的第一和第二侧部,以便分别将所述第一和第二液体通道形成为狭槽。
6、如权利要求1所述的装置,其特征在于,所述模子尖头部件还包括多个第一出口通道和多个第二出口通道,每个多组分长丝排出口由一对分别与所述第一和第二液体通道连通的第一和第二出口通道形成。
7、一种用于将至少第一和第二种液体挤出成为具有第一和第二种液体并排横截面构型的多组分熔喷长丝的装置,包括:
模子尖头部件,它包括与一组第一液体排出口和一组第二液体排出口连通的凹部,分别成对布置的所述第一和第二液体排出口相互连通;
安放在所述凹部中并且将所述凹部分成第一和第二液体通道的镶嵌件,所述第一液体通道与所述一组第一液体排出口连通,所述第二液体通道与所述一组第二液体排出口连通,所述镶嵌件包括制作成用于接收第一种液体并且与所述第一液体通道连通的第一液体入口、和制作成用于接收第二种液体并且与所述第二液体通道连通的第二液体入口,所述第一和第二液体通道分别将第一和第二种液体输送到所述第一和第二组液体排出口以形成多组分长丝;以及
紧邻所述液体排出口设置的空气排出口,用于供给压缩空气,以便一旦多组分长丝从所述液体排出口排出冲击多组分长丝。
8、一种用于将至少第一和第二种液体挤出成为具有第一和第二种液体皮芯横截面构型的多组分长丝的装置,包括:
模子尖头部件,它包括具有与多个多组分长丝排出口连通的收敛部分的凹部;
具有中心液体通道、并且安放在所述凹部中以便将所述凹部的所述收敛部分分成第一和第二液体通道的镶嵌件;
所述第一和第二液体通道适合用于接收第一种液体,所述中心液体通道适合用于接收第二种液体,所述第一和第二液体通道向着所述中心液体通道汇聚并且在所述多组分长丝排出口与所述中心液体通道相交,以形成多组分长丝。
9、如权利要求8所述的装置,其特征在于,还包括:
一对气刀部件,形成紧邻所述长丝排出口设置的空气排出口,用于供给压缩空气,以便一旦多组分长丝从所述长丝排出口排出冲击多组分长丝。
10、如权利要求9所述的装置,其特征在于,所述模子尖头部件和气刀部件相互配合地限定与所述空气排出口连通的收缩空气通道。
11、如权利要求10所述的装置,其特征在于,所述模子尖头部件包括与所述收缩空气通道连通的空气通道。
12、如权利要求1所述的装置,其特征在于,所述凹部的所述收敛部分包括一个成角度的凹槽,它使所述多个多组分长丝排出口沿着所述成角度的凹槽的顶点纵向布置。
13、如权利要求12所述的装置,其特征在于,所述镶嵌件包括:
收敛块,收敛块具有与所述凹部的所述收敛部分的纵向表面平行并且间隔开的第一和第二侧部,以便将所述第一和第二液体通道形成为相应狭槽;所述收敛块还具有分别与所述多个多组分长丝排出口对齐的多个中心通道。
14、一种用于将至少第一和第二种液体挤出成为并排长丝和皮芯长丝中所选择的一种的可装配系统,包括:
模子尖头部件,它包括具有与多个多组分长丝排出口连通的收敛部分的凹部;
第一镶嵌件,它制作成将安放在所述凹部中并且具有收敛部分,该收敛部分制作成将所述凹部的所述收敛部分分成适合用于分别接收第一和第二种液体的第一和第二液体通道,所述第一和第二液体通道与所述多组分长丝排出口连通,以形成具有第一和第二种液体材料并排横截面构型的多组分长丝;以及
第二镶嵌件,它制作成将安放在所述凹部中并且具有中心液体通道和收敛部分,该收敛部分制作成将所述凹部的所述收敛部分分成第一和第二液体通道,所述第一和第二液体通道适合用于接收第一种液体,所述中心液体通道适合用于接收第二种液体,所述第一和第二液体通道向着所述中心液体通道汇聚并且在所述多组分长丝排出口与所述中心液体通道相交,以形成多组分长丝;
所述第一和第二镶嵌件可以在所述凹部中有选择地互换,以便在挤出并排长丝和皮芯长丝之间进行改变。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/802,651 US6565344B2 (en) | 2001-03-09 | 2001-03-09 | Apparatus for producing multi-component liquid filaments |
| US09/802,651 | 2001-03-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1375580A true CN1375580A (zh) | 2002-10-23 |
Family
ID=25184322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN02107050.4A Pending CN1375580A (zh) | 2001-03-09 | 2002-03-11 | 用于制造多组分液态丝的装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US6565344B2 (zh) |
| EP (1) | EP1239064A1 (zh) |
| JP (1) | JP2002317328A (zh) |
| CN (1) | CN1375580A (zh) |
| TW (1) | TW567256B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104762672A (zh) * | 2015-04-23 | 2015-07-08 | 宁波斯宾拿建嵘精密机械有限公司 | 一种喷丝头 |
| CN110621816A (zh) * | 2017-06-28 | 2019-12-27 | 东丽株式会社 | 纺丝用组件以及纤维的制造方法 |
| CN111556909A (zh) * | 2017-11-22 | 2020-08-18 | 挤压集团公司 | 熔喷模头尖端组件和方法 |
| CN111556909B (zh) * | 2017-11-22 | 2024-04-09 | 挤压集团公司 | 熔喷模头尖端组件和方法 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6776858B2 (en) * | 2000-08-04 | 2004-08-17 | E.I. Du Pont De Nemours And Company | Process and apparatus for making multicomponent meltblown web fibers and webs |
| US6565344B2 (en) * | 2001-03-09 | 2003-05-20 | Nordson Corporation | Apparatus for producing multi-component liquid filaments |
| US6814555B2 (en) * | 2001-03-09 | 2004-11-09 | Nordson Corporation | Apparatus and method for extruding single-component liquid strands into multi-component filaments |
| US20030056883A1 (en) * | 2001-09-26 | 2003-03-27 | Vishal Bansal | Method for making spunbond nonwoven fabric from multiple component filaments |
| US20040201125A1 (en) * | 2003-04-14 | 2004-10-14 | Nordson Corporation | Method of forming high-loft spunbond non-woven webs and product formed thereby |
| US20040203309A1 (en) * | 2003-04-14 | 2004-10-14 | Nordson Corporation | High-loft spunbond non-woven webs and method of forming same |
| DE50312134D1 (de) * | 2003-08-23 | 2009-12-31 | Reifenhaeuser Gmbh & Co Kg | Vorrichtung zur Erzeugung von Mehrkomponentenfasern, insbesondere von Bikomponentenfasern |
| US7168932B2 (en) * | 2003-12-22 | 2007-01-30 | Kimberly-Clark Worldwide, Inc. | Apparatus for nonwoven fibrous web |
| US7150616B2 (en) * | 2003-12-22 | 2006-12-19 | Kimberly-Clark Worldwide, Inc | Die for producing meltblown multicomponent fibers and meltblown nonwoven fabrics |
| US6972104B2 (en) * | 2003-12-23 | 2005-12-06 | Kimberly-Clark Worldwide, Inc. | Meltblown die having a reduced size |
| US7678316B2 (en) * | 2004-06-08 | 2010-03-16 | 3M Innovative Properties Company | Coextruded profiled webs |
| US7501085B2 (en) * | 2004-10-19 | 2009-03-10 | Aktiengesellschaft Adolph Saurer | Meltblown nonwoven webs including nanofibers and apparatus and method for forming such meltblown nonwoven webs |
| US7316552B2 (en) * | 2004-12-23 | 2008-01-08 | Kimberly-Clark Worldwide, Inc. | Low turbulence die assembly for meltblowing apparatus |
| US7897081B2 (en) * | 2004-12-30 | 2011-03-01 | 3M Innovative Properties Company | Method of extruding articles |
| JP4843030B2 (ja) * | 2005-05-23 | 2011-12-21 | スリーエム イノベイティブ プロパティズ カンパニー | 補助マニホールドからの流体流れを利用して高分子材料をメルトブローイングするための方法及び装置 |
| CN101137474B (zh) | 2005-06-20 | 2012-08-15 | 聚合物集团公司 | 生产纤维材料的设备和其模具头装置及生产方法 |
| US20070216059A1 (en) * | 2006-03-20 | 2007-09-20 | Nordson Corporation | Apparatus and methods for producing split spunbond filaments |
| US7666343B2 (en) * | 2006-10-18 | 2010-02-23 | Polymer Group, Inc. | Process and apparatus for producing sub-micron fibers, and nonwovens and articles containing same |
| EP2899305A1 (en) | 2014-01-27 | 2015-07-29 | Glo-one Co., Ltd. | Method of manufacturing biodegradable non-woven web and apparatus therefor |
| US9382644B1 (en) | 2015-04-26 | 2016-07-05 | Thomas M. Tao | Die tip for melt blowing micro- and nano-fibers |
| JP2017078233A (ja) * | 2015-10-20 | 2017-04-27 | 日本ノズル株式会社 | 並列型複合メルトブローン紡糸方法及び並列型複合メルトブローン紡糸装置 |
| IT202000004639A1 (it) * | 2020-03-04 | 2021-09-04 | Cat S R L | Filiera a cuspide per la realizzazione tessuto non tessuto di tipo melt-blown |
| CN113862803A (zh) * | 2021-08-03 | 2021-12-31 | 界首市圣通无纺布有限公司 | 一种低熔点锦纶热熔丝制备设备及工艺 |
| CN114250521B (zh) * | 2021-11-24 | 2022-11-25 | 浙江科达包装机械厂 | 熔喷模具的加工工艺及熔喷模具 |
Family Cites Families (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2437263A (en) | 1948-03-09 | Fred w | ||
| US2335757A (en) | 1939-10-13 | 1943-11-30 | Electric Storage Battery Co | Storage battery retainer |
| US2411659A (en) | 1942-08-05 | 1946-11-26 | Fred W Manning | Tire construction |
| US2411660A (en) | 1943-05-22 | 1946-11-26 | Fred W Manning | Method of making filter cartridges, abrasive sheets, scouring pads, and the like |
| US2508462A (en) | 1945-03-17 | 1950-05-23 | Union Carbide & Carbon Corp | Method and apparatus for the manufacture of synthetic staple fibers |
| NL284970A (zh) * | 1961-11-02 | |||
| US3615995A (en) | 1968-08-14 | 1971-10-26 | Exxon Research Engineering Co | Method for producing a melt blown roving |
| US3849241A (en) | 1968-12-23 | 1974-11-19 | Exxon Research Engineering Co | Non-woven mats by melt blowing |
| US3841953A (en) | 1970-12-31 | 1974-10-15 | Exxon Research Engineering Co | Nonwoven mats of thermoplastic blends by melt blowing |
| US3755527A (en) | 1969-10-09 | 1973-08-28 | Exxon Research Engineering Co | Process for producing melt blown nonwoven synthetic polymer mat having high tear resistance |
| US3601846A (en) | 1970-01-26 | 1971-08-31 | Eastman Kodak Co | Spinneret assembly for multicomponent fibers |
| GB1406252A (en) | 1972-03-02 | 1975-09-17 | Impeial Chemical Ind Ltd | Non-woven materials and a method of making them |
| US3825379A (en) | 1972-04-10 | 1974-07-23 | Exxon Research Engineering Co | Melt-blowing die using capillary tubes |
| US3825380A (en) | 1972-07-07 | 1974-07-23 | Exxon Research Engineering Co | Melt-blowing die for producing nonwoven mats |
| JPS5090774A (zh) | 1973-12-20 | 1975-07-21 | ||
| US3949130A (en) | 1974-01-04 | 1976-04-06 | Tuff Spun Products, Inc. | Spun bonded fabric, and articles made therefrom |
| US3981650A (en) | 1975-01-16 | 1976-09-21 | Beloit Corporation | Melt blowing intermixed filaments of two different polymers |
| US4181640A (en) | 1976-12-06 | 1980-01-01 | Eastman Kodak Company | Fibers, filter rods and other nonwoven articles made from poly(1,2-propylene terephthalate) copolyesters of terephthalic acid, 1,2-propylene glycol and ethylene glycol |
| US4145518A (en) | 1976-12-06 | 1979-03-20 | Eastman Kodak Company | Fibers, filter rods and other nonwoven articles made from poly(1,2-propylene terephthalate)copolyesters of terephthalic acid, 1,2-propylene glycol and ethylene glycol |
| US4188960A (en) | 1976-12-06 | 1980-02-19 | Eastman Kodak Company | Fibers filter rods and other nonwoven articles made from poly(1,2-propylene terephthalate) copolyesters of terephthalic acid, 1,2-propylene glycol and ethylene glycol |
| JPS53114974A (en) | 1977-03-15 | 1978-10-06 | Toa Nenryo Kogyo Kk | Method and apparatus for making nonnwoven structure |
| NL7710470A (nl) | 1977-09-26 | 1979-03-28 | Akzo Nv | Werkwijze en inrichting voor het vervaardigen van een niet-geweven vlies uit synthetische filamenten. |
| US4164600A (en) | 1977-12-27 | 1979-08-14 | Monsanto Company | Thermal bonding of polyester polyblends |
| US4267002A (en) | 1979-03-05 | 1981-05-12 | Eastman Kodak Company | Melt blowing process |
| US4357379A (en) | 1979-03-05 | 1982-11-02 | Eastman Kodak Company | Melt blown product |
| JPS55142757A (en) | 1979-04-17 | 1980-11-07 | Asahi Chemical Ind | Production of polyester extremely fine fiber web |
| JPS57176217A (en) | 1981-01-29 | 1982-10-29 | Akzo Nv | Two-component type fiber, nonwoven fabric comprising same and production thereof |
| JPS57135707A (en) | 1981-02-16 | 1982-08-21 | Inoue Japax Res Inc | Preparation of particular carbon |
| JPS5823951A (ja) | 1981-07-31 | 1983-02-12 | チッソ株式会社 | 嵩高不織布の製造方法 |
| US4426417A (en) | 1983-03-28 | 1984-01-17 | Kimberly-Clark Corporation | Nonwoven wiper |
| FR2546536B1 (fr) | 1983-05-25 | 1985-08-16 | Rhone Poulenc Fibres | Procede pour le traitement de nappes non tissees et produit obtenu |
| US4729371A (en) | 1983-10-11 | 1988-03-08 | Minnesota Mining And Manufacturing Company | Respirator comprised of blown bicomponent fibers |
| US4547420A (en) | 1983-10-11 | 1985-10-15 | Minnesota Mining And Manufacturing Company | Bicomponent fibers and webs made therefrom |
| US4795668A (en) | 1983-10-11 | 1989-01-03 | Minnesota Mining And Manufacturing Company | Bicomponent fibers and webs made therefrom |
| US4600550A (en) * | 1984-04-27 | 1986-07-15 | Cloeren Peter | Coextrusion process for overcoming the curtaining effect |
| US4783231A (en) * | 1985-10-07 | 1988-11-08 | Kimberly-Clark Corporation | Method of making a fibrous web comprising differentially cooled/thermally relaxed fibers |
| DE3713861A1 (de) | 1987-04-25 | 1988-11-10 | Reifenhaeuser Masch | Verfahren und spinnvliesanlage zur herstellung eines spinnvlieses aus synthetischem endlosfilament |
| DE3734883A1 (de) * | 1987-10-15 | 1989-04-27 | Reifenhaeuser Masch | Werkzeugblock fuer das strangpressen einer folie oder platte aus thermoplastischem kunststoff |
| JPH02289107A (ja) * | 1989-04-25 | 1990-11-29 | Kuraray Co Ltd | メルトブローン紡糸装置 |
| DE3927254A1 (de) * | 1989-08-18 | 1991-02-21 | Reifenhaeuser Masch | Verfahren und spinnduesenaggregat fuer die herstellung von kunststoff-faeden und/oder kunststoff-fasern im zuge der herstellung von einem spinnvlies aus thermoplastischem kunststoff |
| DE4224652C3 (de) * | 1991-08-06 | 1997-07-17 | Barmag Barmer Maschf | Spinnvorrichtung zum Schmelzspinnen insbesondere thermosplastischer Mehrkomponentenfäden |
| DK0625939T3 (da) * | 1992-02-13 | 1999-04-19 | Accurate Prod Co | Blæsestøbedyse med forudindstillelig luftspalte og forskydning |
| JP3134959B2 (ja) * | 1992-03-17 | 2001-02-13 | チッソ株式会社 | 複合メルトブロー紡糸口金装置 |
| JP3360377B2 (ja) * | 1993-10-04 | 2002-12-24 | チッソ株式会社 | メルトブロー紡糸口金装置 |
| JP3508316B2 (ja) * | 1995-08-01 | 2004-03-22 | チッソ株式会社 | 鞘芯型複合メルトブロー紡糸口金装置 |
| DE19612142C1 (de) | 1996-03-27 | 1997-10-09 | Reifenhaeuser Masch | Anlage zur Herstellung einer Spinnvliesbahn aus Kunststoffilamenten |
| US5679042A (en) * | 1996-04-25 | 1997-10-21 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric having a pore size gradient and method of making same |
| US5891482A (en) * | 1996-07-08 | 1999-04-06 | Aaf International | Melt blowing apparatus for producing a layered filter media web product |
| US5948528A (en) * | 1996-10-30 | 1999-09-07 | Basf Corporation | Process for modifying synthetic bicomponent fiber cross-sections and bicomponent fibers thereby produced |
| US6485667B1 (en) * | 1997-01-17 | 2002-11-26 | Rayonier Products And Financial Services Company | Process for making a soft, strong, absorbent material for use in absorbent articles |
| US6182732B1 (en) | 1998-03-03 | 2001-02-06 | Nordson Corporation | Apparatus for the manufacture of nonwoven webs and laminates including means to move the spinning assembly |
| US6103181A (en) | 1999-02-17 | 2000-08-15 | Filtrona International Limited | Method and apparatus for spinning a web of mixed fibers, and products produced therefrom |
| DE19940333B4 (de) | 1999-08-25 | 2004-03-25 | Reifenhäuser GmbH & Co Maschinenfabrik | Anlage für die Herstellung einer Spinnvliesbahn aus Kunststoffilamenten |
| US6491777B1 (en) * | 1999-12-07 | 2002-12-10 | Polymer Goup, Inc. | Method of making non-woven composite transfer layer |
| US6491507B1 (en) * | 2000-10-31 | 2002-12-10 | Nordson Corporation | Apparatus for meltblowing multi-component liquid filaments |
| US6565344B2 (en) * | 2001-03-09 | 2003-05-20 | Nordson Corporation | Apparatus for producing multi-component liquid filaments |
| US6605248B2 (en) * | 2001-05-21 | 2003-08-12 | E. I. Du Pont De Nemours And Company | Process and apparatus for making multi-layered, multi-component filaments |
-
2001
- 2001-03-09 US US09/802,651 patent/US6565344B2/en not_active Expired - Fee Related
-
2002
- 2002-03-02 EP EP02004790A patent/EP1239064A1/en not_active Withdrawn
- 2002-03-08 TW TW091104396A patent/TW567256B/zh not_active IP Right Cessation
- 2002-03-11 CN CN02107050.4A patent/CN1375580A/zh active Pending
- 2002-03-11 JP JP2002065407A patent/JP2002317328A/ja not_active Abandoned
-
2003
- 2003-03-18 US US10/392,054 patent/US7001555B2/en not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104762672A (zh) * | 2015-04-23 | 2015-07-08 | 宁波斯宾拿建嵘精密机械有限公司 | 一种喷丝头 |
| CN110621816A (zh) * | 2017-06-28 | 2019-12-27 | 东丽株式会社 | 纺丝用组件以及纤维的制造方法 |
| US11525191B2 (en) | 2017-06-28 | 2022-12-13 | Toray Industries, Inc. | Pack for spinning and method for producing fiber |
| CN111556909A (zh) * | 2017-11-22 | 2020-08-18 | 挤压集团公司 | 熔喷模头尖端组件和方法 |
| US11447893B2 (en) | 2017-11-22 | 2022-09-20 | Extrusion Group, LLC | Meltblown die tip assembly and method |
| CN111556909B (zh) * | 2017-11-22 | 2024-04-09 | 挤压集团公司 | 熔喷模头尖端组件和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20030180407A1 (en) | 2003-09-25 |
| US20020127293A1 (en) | 2002-09-12 |
| US6565344B2 (en) | 2003-05-20 |
| EP1239064A1 (en) | 2002-09-11 |
| TW567256B (en) | 2003-12-21 |
| US7001555B2 (en) | 2006-02-21 |
| JP2002317328A (ja) | 2002-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1375580A (zh) | 用于制造多组分液态丝的装置 | |
| KR100722345B1 (ko) | 용융 중합체의 멜트블로잉용 압출 다이 | |
| US7501085B2 (en) | Meltblown nonwoven webs including nanofibers and apparatus and method for forming such meltblown nonwoven webs | |
| US6465094B1 (en) | Composite fiber construction | |
| MXPA97005700A (en) | Vellon material and device for your factory | |
| US6605248B2 (en) | Process and apparatus for making multi-layered, multi-component filaments | |
| US6814555B2 (en) | Apparatus and method for extruding single-component liquid strands into multi-component filaments | |
| US20040209540A1 (en) | Apparatus and process for making fibrous products of bi-component melt-blown fibers of thermoplastic polymers and the products made thereby | |
| US6803102B1 (en) | Spinneret hole configuration for preventing bending of bicomponent extrudate | |
| US6773531B2 (en) | Process and apparatus for making multi-layered, multi-component filaments | |
| US6964931B2 (en) | Method of making continuous filament web with statistical filament distribution | |
| CN1847474B (zh) | 用于熔喷熔融聚合物的挤出模头 | |
| JP2001207368A (ja) | 長繊維不織布の製造装置及びその製造方法 | |
| US20090004943A1 (en) | Method and device for manufacturing splittable fibers and use thereof | |
| US20090295028A1 (en) | Process and apparatus for making multi-layered, multi-component filaments | |
| WO2000070131A1 (en) | Spinneret hole configuration for preventing bending of bicomponent extrudate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |