CN1238140C - 烧结部件的制造方法 - Google Patents
烧结部件的制造方法 Download PDFInfo
- Publication number
- CN1238140C CN1238140C CNB021548293A CN02154829A CN1238140C CN 1238140 C CN1238140 C CN 1238140C CN B021548293 A CNB021548293 A CN B021548293A CN 02154829 A CN02154829 A CN 02154829A CN 1238140 C CN1238140 C CN 1238140C
- Authority
- CN
- China
- Prior art keywords
- sintering
- remove
- sinter layer
- processing
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 46
- 238000005245 sintering Methods 0.000 claims abstract description 153
- 238000003754 machining Methods 0.000 claims abstract description 74
- 239000000843 powder Substances 0.000 claims abstract description 57
- 238000004519 manufacturing process Methods 0.000 claims abstract description 47
- 238000005286 illumination Methods 0.000 claims description 16
- 238000003475 lamination Methods 0.000 claims description 10
- 230000037361 pathway Effects 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 230000002459 sustained effect Effects 0.000 claims description 3
- 239000010410 layer Substances 0.000 abstract 6
- 239000002344 surface layer Substances 0.000 abstract 1
- 238000010586 diagram Methods 0.000 description 26
- 230000014509 gene expression Effects 0.000 description 21
- 239000002184 metal Substances 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 9
- 238000000465 moulding Methods 0.000 description 9
- 238000005520 cutting process Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 238000001723 curing Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 241000167854 Bourreria succulenta Species 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 235000019693 cherries Nutrition 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000005416 organic matter Substances 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/188—Processes of additive manufacturing involving additional operations performed on the added layers, e.g. smoothing, grinding or thickness control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0072—Roughness, e.g. anti-slip
- B29K2995/0073—Roughness, e.g. anti-slip smooth
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Abstract
一种烧结部件的制造方法,在将多个烧结层叠层一体化的粉末烧结工序中,多次插入在烧结层的烧结加工结束之后为了除去烧结层表面的表层和不需要的部分而在一定的除去加工区域中进行除去精加工的除去加工工序,从而制造出立体形状烧结部件。在对上述烧结层进行除去精加工时设定除去加工范围,使在其范围中至少包含对所述烧结层进行烧结加工时所产生的多余烧结部分。利用上述制造方法,能够可靠地除去在烧结加工烧结层时所产生的多余烧结部分,并将烧结部件的表面加工得平滑。
Description
技术领域
本发明涉及层叠向无机物或有机物粉末照射光束后形成的多层烧结层(固化层)而制造期望形状的烧结部件的方法。
背景技术
作为制造上述烧结部件的方法,已知的是特开2000-73108号。在该以往例中,通过向金属粉末层的一定位置照射光束将其烧结而形成烧结层,然后在上述烧结层上面被覆金属粉末层,同时向该金属粉末层的一定位置照射光束将其烧结而形成与下面烧结层成为一体的烧结层,反复进行上述操作,从而制造出多个烧结层进行叠层构为一个整体的具有三维形状的金属粉末烧结部件。
上述方法是,如图20A中所示,形成烧结层M,使其尺寸大于将要制造的金属粉末烧结部件的期望形状以规定尺寸,同时如图20B中所示,在上述烧结工序中插入在形成烧结层M之后用球头立铣刀等工具3除去此时烧结层M表面的表层以及不需要部分的除去加工工序。如上述,通过在粉末烧结工序中插入除去加工工序而制造出三维形状的金属粉末烧结部件。
但是,当在完成除去加工工序后的烧结层M之上形成新的烧结层M时,因为照射光束将其烧结成比规定形状仅大一定尺寸,所以在烧结加工上部烧结层M时,在已经完成除去加工的下部烧结层M的壁面周围上的多余金属粉进行多余的烧结,生成如图20C所示的固化成冰柱状的多余烧结部分M1。
但是,在以往因为将除去加工区域A和烧结加工区域B设定为相同区域,所以仅靠上述范围的加工路径,工具3无法达到多余烧结部分M1,为此如图20D所示残留有多余烧结部分M1,出现了无法平滑地加工金属粉末烧结部件表面的问题。
另外,如图21A和21B中所示,因为对N区各粉末层的烧结结束后插入对N区的除去加工工序,接着对N+1区各粉末层的烧结结束后插入对N+1区的除去加工工序,所以如图21C所示,形成N+1区的最初烧结层M1时,已经除去了烧结层M1以下即N区的已经完成除去加工的部分B的烧结层。因此,在对N+1区进行烧结时,必须对N区的已经完成除去加工的部分B,重新制作用于进行粉末烧结的CAD数据。并且,在N+1区烧结层M1的下方还残留有烧结烧结层M1时被照射的光束部分或不完全烧结的层,而因为该层不在N+1区的除去加工区域中,所以对N+1区的除去加工结束后依然残留在烧结部件之上。
另外,在图21A至21C中,H表示烧结厚度,Hz表示除去厚度,A表示N区的除去加工范围,S是被造型的烧结层的轮廓形状,Sf是最后工序结束时的金属粉末烧结部件的最后加工品的截面轮廓形状。
另外,图22是表示烧结层的轮廓形状S和烧结部件1的最后加工品的截面轮廓形状Sf之间的尺寸关系。
发明内容
本发明是鉴于在以往技术中存在的上述问题,其目的在于提供一种能够可靠地除去烧结加工烧结层时所生成的多余烧结部分,并且能够将表面加工成平滑的烧结部件的制造方法。
另外,本发明的另一个目的在于提供一种,可以没有必要再对除去加工结束后的部分进行粉末烧结,并且能够不必为了进行之后的粉末烧结而重新制作CAD数据的有效的烧结部件制造方法。
为了达到上述目的,本发明是烧结部件的制造方法,具有通过向粉末层的一定位置照射光束将其烧结而形成烧结层,然后在上述烧结层上被覆新的粉末层,同时向该粉末层的一定位置照射光束将其烧结而形成与下方烧结层成为一体的烧结层,反复进行上述操作,从而制造出多个烧结层进行叠层而构为一个整体的具有三维形状的烧结部件的粉末烧结工序,并且在上述烧结工序中多次插入,形成尺寸仅大于烧结部件的期望形状以规定尺寸的烧结层,同时在形成烧结层后对此时烧结层的表面的表层以及不需部分进行除去加工的除去加工工序,其特征在于,在烧结层形成后的除去加工时,在与结束烧结后的烧结区域不同的区域中进行除去加工。
由此,通过对烧结区域以下的除去加工区域进行除去加工,因为烧结区域的除去厚度原样残留,所以能够在之上进行之后的粉末烧结。
另外,在对烧结层进行除去加工时,如果设定的除去加工区域中包括烧结加工上述烧结层时所生成的多余烧结部分,则即使在烧结加工烧结层时所生成的多余烧结部分固化于烧结区域外部例如已经完成除去加工的下部烧结层的壁面周围上时,除去加工用工具也能够到达多余烧结部分。因此,因为能够除去多余的烧结部分,所以能够将烧结部件的表面加工得平滑,并能够实现产品的高质量化。
另外,在进行烧结层的除去加工时,如果仅保留一定量的该烧结层烧结区域上部而进行除去精加工,则在烧结加工后一烧结层时因为残留有前一烧结层的上部,所以在完成除去精加工后的上一层烧结层的壁面周围,不会出现冰柱状的多余烧结部分。因此,在除去精加工时能够减轻工具负担。
另外,如果在完成烧结的烧结层的下方并且至少是从该烧结层的除去厚度的下方开始进行除去加工,则除去加工后在上一烧结层上至少还残留有除去厚度部分,所以,能够在其上部进行之后的粉末烧结。
能够将烧结结束后的多个烧结层分成多个区域,在比规定区域至少低1层的区域中进行除去加工。由此,即使比规定区域至少低1层的区域被除去加工,但是在一定区域还原样保留有除去厚度的一部分,所以能够在之上进行之后的粉末烧结。
另外,由烧结部件的三维形状数据制作烧结激光照射路径和除去加工工具路径时,如果在与烧结激光路径数据不同的位置上分割除去加工工具路径数据,使其包含多余烧结部分,则能够可靠地除去多余烧结部分。
如果分割除去加工路径数据,使仅比烧结激光路线数据在下方多出多余烧结部分的区域。
另外本发明的烧结部件的制造方法,具有通过向粉末层的一定位置照射光束将其烧结而形成烧结层,然后在上述烧结层上方被覆新的粉末层,同时向该粉末的一定位置照射光束将其烧结而形成与下方烧结层成为一体的烧结层,反复进行上述操作,从而制造出多个烧结层叠层构为一个体的立体形状的烧结部件的粉末烧结工序,并且在上述烧结工序中插入形成尺寸仅大于烧结部件的期望形状以规定尺寸的烧结层,同时在形成烧结层后对此时烧结层的表面的表层以及在所定的除去厚度除去不需部分并进行除去加工的除去加工工序,其特征在于,将上述烧结层的除去厚度分割为多个除去加工区域,在被分割的除去加工区域中,将位于规定的除去加工区域上部的烧结层的预定烧结形状的表面的下层部作为不能进行除去加工的范围,并且仅除去除上述不能进行除去加工的范围之外的能进行除去加工的范围。
在除去加工一定除去加工区域时,通过将位于该除去加工区域上方的烧结层中的具有预定烧结形状的表面的下层部作为不能进行除去加工的范围,之后粉末烧结上方烧结层时,能够在上述残留的下层部(不能进行除去加工的范围)之上重叠上方烧结层进行粉末烧结。因此,没有必要象过去,对除去加工结束后的部分再次进行粉末烧结,也没有必要重新制作用于进行之后的粉末烧结的CAD数据。另外,不必对在烧结工序中残留的区域进行除去加工,能够可靠地进行表面加工。
在一定的除去加工区域中,如果将不属于上一烧结层光束照射范围内的部分,判断为能够进行除去加工的范围,则能够根据光束照射范围,决定能够进行除去加工的范围。并且,在生成除去加工通路时,能够使工具不进入到不可能进行除去加工的范围中。
另外,在多个除去加工区域中判断,之前被除去的除去加工区域中的不可能除去加工的范围,是否能在之后被除去的除去加工领域中被除去加工,并且只有被判断为能够进行除去加工时,将之前的不可能进行除去加工的范围添加到能够进行除去加工的范围中。由此,能够在之前的不能进行除去加工的区域上方叠层烧结之后的烧结层,然后,通过在对之后的能够进行除去加工的范围进行除去加工时,除去决定去掉的之前的不能进行除去加工的范围,能够防止残留有不需要的、不能进行除去加工的部分。
另外,如果在一定的除去加工区域中,将高于其一层的烧结层M的轮廓形状和在同一高度位置上的加工产品的截面轮廓形状进行比较,把被烧结层的轮廓形状所包围的区域外部的部分判断为可能进行除去加工的范围,则能够决定规定除去加工区域中的能够进行除去加工的范围。另外,在生成除去加工路径时,能够使工具不进入到不可能除去加工的范围中。
另外,能够将除去加工区域设定成比烧结区域大,使得除去加工区域的上端位于烧结加工区域上端的上方,并且除去加工区域下端位于烧结加工区域下端的下方。由此,从烧结区域的上方进行除去精加工时,因为刚开始没有烧结层,所以工具空转,切入开始后工具缓慢进行切入,所以切入开始时工具不会受到急剧的切削阻力,能够防止工具的损伤等,同时能够可靠地除去多余烧结的部分。
附图说明
图1A至D表示本发明实施例1的烧结部件的制造方法,其中,图1A是烧结加工下方烧结层时的说明图,图1B是除去精加工下侧烧结层时的说明图,图1C是烧结加工上侧烧结层时的说明图,图1D是除去精加工上侧烧结层时的说明图。
图2是本发明的造型装置的斜视图。
图3A至3C是在本发明实施例1的烧结部件的制造方法中,从粉末的供给至激光烧结、高速切削为止工序的说明图。
图4是在本发明实施例1的烧结部件的制造方法中,从数据的生成至烧结、除去加工为止工序的说明图。
图5A至5B是表示本发明实施例1的变形例的说明图。
图6是简单地表示上述变形例的说明图。
图7A至D表示将上述变形例表示于每个工序中的说明图。
图8A至图8B是表示本发明实施例1的变形例的说明图。
图9A至图9B是表示本发明实施例1的另一个变形例的说明图。
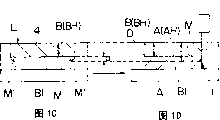
图10A至C是表示本发明实施例1的另一个变形例的说明图。
图11A至图11B是表示本发明实施例1的另一个变形例的说明图。
图12是为了详细说明图11A和图11B中所表示的变形例的说明图。
图13是表示由三维模型形状的形状数据而生成的除去加工路径数据、烧结激光路径数据概念的图。
图14是表示烧结激光路径数据和除去加工路径数据之间关系的示意图。
图15是本发明实施例2的烧结部件制造方法的说明图。
图16是本发明实施例2的烧结部件制造方法的变形例的说明图。
图17A和图17B是本发明实施例2的烧结部件制造方法的另一变形例的说明图。
图18A和图18B是本发明实施例2的烧结部件制造方法的另一变形例的说明图。
图19A和图19B是表示上述能够进行除去加工的范围和不能进行除去加工的范围的示意图。
图20A至D是以往烧结部件制造方法的说明图。
图21A至C是以往烧结部件制造方法的另一说明图。
图22是表示烧结层轮廓形状和烧结部件最终加工品的截面轮廓形状尺寸关系的图。
具体实施方式
下面,参照附图说明本发明的实施例。
实施例1
图1A~D是说明用工具3除去在烧结加工烧结层M时所产生的过剩烧结部分M1一例的示意图,图2为烧结部件1的造型装置的说明图。图2中,3表示球头立铣刀等工具、6表示除去加工机构、7表示光束照射装置、8表示光束偏转装置、9表示平板刀片、10表示加工区域。
图3是从粉末4的供给工序至粉末烧结工序、除去加工工序(高速切削加工)为止的说明图,图4是从数据生成部11至加工部12为止的说明图。
首先,如在图3A所示,在形成部件的升降台2的底座5上方以规定的厚度Δt被覆第1层无机物质或有机物质粉末4。然后,如图3B中所示,向所要固化的部分照射光束L,将粉末烧结,使其与底座5(第2层以上为烧结层M)成为一体。然后,反复进行上述图3A和图3B的工序,直至得到多个烧结层M叠层成为一体化的具有期望形状的烧结部件。在该工序中,比烧结部件的期望形状仅大出规定尺寸地形成烧结层M,同时如图3C中所示,在上述粉末烧结工序中插入形成烧结层M后用于除去此时烧结层M的表面部表层以及不需要部分而进行除去精加工的除去加工工序。作为上述粉末4,例如使用平均粒径约20微米的球形铁粉,作为光束L,例如使用二氧化碳气体激光,欲叠层固化的厚度例如可以是0.05mm。作为覆盖粉末的方法,例如使用与造型领域的光束照射面平行地移动铁制平板刀片9的方法。另外,在如图3C中所示的除去精加工中,如果使用小直径(φ1mm)例如有效刀刃长度为5mm的球头立铣刀,使加工深度达到3mm,则图3C中所示的除去精加工能够在一次工序中实现(加工深度)/(各层厚度)=60层。将上述球头立铣刀设置在装置内的X-Y工作台上。在平面方向(水平方向)上通过驱动X-Y工作台而移动球头立铣刀,在Z方向(上下方向)上通过升降升降台2,而移动升降台2(work)。
另外,除去精加工并不限于用球头立铣刀进行的切削,可以使用平端立铣刀或者是研磨或喷砂(blast)处理等机械方法,另外,也可以采用通过照射激光束而进行加热的加热方法、化学研磨等化学方法等任意方法。
另外,在如图4所示的数据生成部11中,预先由三维CAD数据制作上述激光照射路径、除去加工工具路径。激光照射路径与以往的造型方法相同,使用将从三维CAD模型中生成的STL数据,以等间距(该实施例中为0.05mm)分片后的各截面的轮廓形状数据。另外,加工部12中适用等高线加工,由与上述相同的三维CAD模型中生成烧结激光路径数据以及除去加工路径数据。另外,等高线加工径路的Z方向间距不必拘泥于激光烧结时的叠层间距,在缓倾斜的情况下,使Z轴方向上的间距变小,从而能够加工整个表面地进行插补。
下面,详细说明粉末烧结工序以及除去加工工序。
首先,如图1A中所示,通过向升降台2的底座5上方的粉末4的层一定位置照射光束L,形成下侧烧结层M。接着,如图1B所示,进行除去下侧烧结层M的表面部的表层以及不需要部分的除去精加工,然后如图1C所示,在完成除去精加工后的下侧烧结层M的上方形成上侧烧结层M。以上为止与以往相同。
在本发明中,将进行除去加工的高度方向范围设定为与进行造型的高度范围不同,在对烧结层M进行除去精加工时设定的除去加工部分A至少包括在烧结部分B的下方所生成的过剩烧结部分M1。上述的烧结部分B是指进行粉末烧结工序的范围,上述除去加工区域A是进行除去加工工序的范围,如图1C所示,考虑到在除去精加工结束后的下侧烧结层M的壁面周围,多余粉末4烧结固化成冰柱状的情况,制作除去加工路径数据U,使能够除去多余的烧结部分M1。
于是,在对上侧烧结层M进行除去精加工时,通过在其除去加工范围A中至少包括多余烧结部分M1部分,如图1D所示,能够使球头立铣刀等工具3,达到在烧结部分B下方形成的过量烧结部分M1。由此,能够除去残留的多余烧结部分M1,而能够平滑地加工烧结部件1的表面,能够实现产品的高质量化。
另外,在图1A至D的例子中,使烧结范围宽度(高度)BH<除去加工范围宽度(高度)AH,并且将除去加工范围A的下端A1设置在烧结范围B的下端B1的下方,使得在重叠的部分a中包含了过剩烧结部分M1,所以能够可靠地除去于烧结范围B下方所生成的多余烧结部分M1。
如图5A、B所示,作为图1A至D的变形例,使烧结范围宽BH=除去加工范围宽AH,并且可以使除去加工范围A不同于烧结范围B(挪向下方),使得在除去加工范围A的下端A1上方至少包含多余烧结部分M1。另外,在图5A、B的例中,除去精加工面是圆锥面C,但如图1A至D,可以是垂直面。
在图5A、B的例中,从烧结范围B的中间高度开始进行除去加工,设定工具路线使向烧结范围B的下端B1的下方切入。由此,能够可靠地除去在烧结加工烧结层M时所产生的多余烧结部分M1,同时如图5B所示,因为不能除去精加工上侧烧结层M的烧结范围B的上部B3,所以在其之上烧结加工后一层时,由于烧结范围B的上部B3的存在,多余烧结部分M1很难成为冰柱状,由此,能够减少多余烧结部分M1的生成量。另外,不能进行除去加工的烧结范围B的上部B3可以在进行后一层除去加工时除去。
下面参照图6进行简单说明,如图6所示,烧结部件由多个造型区构成,而每个造型区是由多个烧结层构成。另外,在除去加工工序中,设置有多个除去加工区,造型区和除去加工区的高度范围不同。
在图6例中,N-1区的造型结束后(图7A)、对位于N-1区下方的NL-1区进行除去加工(图7B),进一步进行N区的造型,最后进行对位于N区下方的NL区的除去加工(图7D)。
这里,理想的是使设置的造型区和除去加工区之间的高度差(下降高度)ΔZ大于除去厚度Hz,例如,当Hz=0.2mm时,使ΔZ=0.25至0.30是理想的。通过上述的设定,能够避免再次向除去加工面照射光束的问题。
另外,在上述图1A至D、图5A,B例子中,在制作加工数据时,将烧结范围B和除去加工范围A之间的分割面W设置成水平并且平行,但并不限于上述方法,可以如图8A,B所示,使分割面倾斜。
另外,作为图5A,B的变形例,如在图9A,B所示,可以通过将除去加工范围A的上端A2位于烧结范围B的上端B2的上方,并且将除去加工范围A的下端A1位于烧结范围B的下端B1的下方,使烧结范围宽度BH<除去加工范围宽度AH,从而在除去加工范围中至少包含多余烧结部分M1。
如上述,通过在除去加工范围A的下端A1附近至少包含多余烧结部分M1,与图5A、B情况相同,在切入末期能够可靠地除去多余烧结部分M1。另外,在图9A、B例子中,因为将除去加工范围M1的上端A2设置在烧结范围B的上端,所以从上方进行除去精加工时,因为在刚开始不存在烧结层M,所以工具3空转,不久工具3逐渐切入。因此,具有在进刀开始时工具3不会受到急剧的切削阻力,能够防止工具3的损伤等的优点。
图10A至C表示除去精加工烧结层M时,在该烧结层M的烧结范围B的上部B3留下一部分时的一例。基本上与图5A、B时的情况相同,但在本实施例中并没有限定为烧结范围宽度BH=除去加工范围宽度AH。
首先,如图10A中所示,只残留上部B3’并进行除去加工工序,然后,烧结加工后一层的烧结层M2,接着如图10B所示,只残留一定量的后一层的烧结层B3,进行烧结加工。然后,如图10C所示,对烧结层M3进行烧结加工。这时,因为在烧结加工后一层的烧结层M2(M3)时,残留有前一层的烧结层M1(M2)的上部B3’(B3),所以在结束除去精加工后的前一层的烧结层M1(M2)的壁面周围上不会有冰柱状多余烧结部分产生。因此,在进行除去加工时能够减轻工具3的负担,效率高。
另外,在上述各实施例中,设定的除去加工部分A与烧结范围B重叠,但并不限于此,如图11A、B所示,可以将比完成粉末烧结工序后的烧结层M的烧结范围B,至少小1层以上的烧结范围作为除去加工范围A。在图11A、B例子中,结束对烧结层M2的烧结之后,没有对烧结区域B进行除去精加工,而是对上一层烧结层M3的烧结结束后,对下一层的烧结层M2(或者是下2层烧结层M1、或者是更下层的烧结层)进行除去精加工。
即,在烧结层形成后进行除去加工时,通过在与结束烧结后的烧结区域不同的区域中进行除去加工,不会发生烧结区域B和除去加工区域A之间的重叠,可以不必重复进行切削加工,所以效率极高。
下面参照图12进一步说明,在图12例子中,结束N+1区的烧结后,对下一层的N区的除去加工区域A进行除去加工。所以即使除去加工N区域,因为还留有N+1区域的除去加工区域A1,所以能够在A1上面进行之后的粉末烧结,从而能够缩短加工数据的算出时间。
在上述情况下,球头立铣刀等工具3的有效刀刃长度必须大于2个区域的高度。
图13是表示,在由烧结部件1的三维形状数据作出烧结激光照射路径和除去加工工具路径时,预先在与烧结激光路径数据V不同的位置(高度、宽度)上分割除去加工路径数据U,使其包含多余烧结部分M1。
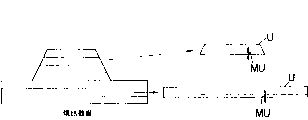
具体地,如在图14中所示,将除去加工路径数据U进行分割,使得仅比烧结激光路线数据V,在下方多出至少包含多余烧结部分(图1A至D、图5A,B、图8A,B、图9A,B)的区域MU。于是,通过在除去加工路线数据U的下端具有包含多余烧结部分的区域MU,能够可靠地除去多余烧结部分。另外,路径数据的分割宽度没有必要如图13、图14的例子为均等,可以根据三维模型形状或使用的工具,以不同宽度进行分割。
实施例2
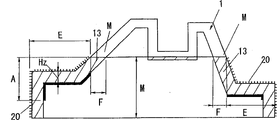
在本实施例中,如图15中所示,在各区的除去加工区域A中设定有可能进行除去加工的范围E和不能进行除去加工的范围F。另外,20表示烧结结束后的面。
进一步详细说明如下,在除去加工区域A中,把位于规定的除去加工区域A上侧的烧结层M的预定烧结形状表面的下层部13作为不可能进行除去加工的范围F,并具有只是除去除上述不可能进行除去加工的范围F之外的能够进行除去加工的范围E的特点。即,上侧烧结层M的预定烧结形状的表面部的下层部13是指照射光束时被投影到预定烧结形状的表面部下方的部分,通过不除去上述下层部13而仅对除上述下层部13以外的范围(能够进行除去加工的范围E)进行除去加工,而能够在不能进行除去加工的范围F之上叠层烧结烧结层M。
于是,当除去加工一定除去加工区域A时,通过将在上述除去加工区域A上侧的烧结层M的具有预定烧结形状的表面的下层部13,作为不可能进行除去加工的范围F而保留,能够在之后粉末烧结上侧烧结层M时,在上述残留的下层部13(不能进行除去加工的范围F)之上层叠上侧烧结层M进行粉末烧结。因此,不必象过去,对完成除去加工后的部分再进行粉末烧结,不会有除去加工残留的区域。
这里,作为确定上述除去加工区域A的一例,如图16中所示,在一定的除去加工区域A中,可以将不属于上一烧结层M的光束照射范围L1的部分,判断为能够进行除去加工的范围E。这时,能够根据光束照射范围L1,决定能够进行除去加工的范围。并且,在生成除去加工通路时,能够使工具3不进入到不可能进行除去加工的范围F中。
图17A和图17B表示变形例,它表示首先在多个除去加工区域A中判断,在之前被除去的除去加工领域A中的不可能除去加工的范围F是否能在之后被除去的除去加工领域A中被除去加工,当只有在判断为能够进行除去加工时,将之前的不可能进行除去加工的范围F添加到能够进行除去加工的范围E中的一例。
另外,图17B中的虚线部分30表示完成除去加工后的部分。如图17A所示,在该例中判断是否能够对后一除去加工区域A1进行除去加工时,除去在之前的除去加工区域A中作为不可能进行除去加工的范围F。这时,将并不属于之后的除去加工领域A1的上一烧结层M1的光束照射范围L1的部分,判断为下一加工区域A1的能够进行除去加工的范围E1,并将其它部分作为不可能进行除去加工的范围F1。另外,当除去除去加工范围E1时,判断出能够除去之前的不可能进行除去加工的范围F时,将之前的不可能进行除去加工的范围F与能够进行除去加工的范围E1一同除去。
于是,如图17A所示,能够在之前的不可能进行除去加工的范围F上面叠层烧结之后的烧结层M、M1。并且如图17B所示,除去加工下一个能够除去加工的范围E1时,通过一同除去已确定不需要的前一个不能除去加工的范围F,能够防止残留有不需要的不可能进行除去加工的范围F的问题。
图18A和图18B是表示另一变形例,表示了在一定的除去加工区域A中,将高于其一层的烧结层M的轮廓形状S和在同一高度位置上的加工产品的截面轮廓形状Sf进行比较,把被烧结层M的轮廓形状S所包围的区域外部的部分判断为可能进行除去加工的范围E的一例。图中,N表示加工位置(例如等高线路径)。在本实施例中,从光束照射范围L1判断上一层的烧结层M的轮廓形状S,并比较上述轮廓形状S和等高线加工高度中的加工产品的截面轮廓形状Sf,将存在于被烧结层M的轮廓形状S所包围的区域外部的部分(图18B)判断为可能进行除去加工的范围。由此,能够决定一定的除去加工区域A中的能够进行除去加工的范围E。另外,在生成除去加工路径时,能够使工具3不进入到不可能除去加工的范围F中。
另外,如图19A所示,烧结部件具有多个凹凸,在一定水平截面(例如X-X截面)上,在烧结部件的环形截面的内部存在近似圆形的截面时,可以将被图19B的斜线所包围的部分作为不可能进行除去加工的范围F,而将其它部分作为能够进行除去加工的范围。
Claims (11)
1、一种烧结部件的制造方法,具有通过向粉末层的规定部位照射光束将其烧结而形成烧结层,然后在上述烧结层上被覆新的粉末层,同时向该粉末层的规定部位照射光束将其烧结而形成与下方烧结层成为一体的烧结层,反复进行上述操作,从而制造出多个烧结层叠、构成一体的三维形状的烧结部件的粉末烧结工序;在上述烧结工序中多次插入形成比烧结部件的期望形状仅大于规定尺寸的烧结层并且形成烧结层后对此时烧结层表面的表层以及不需要的部分进行除去加工的除去加工工序;其特征在于,进行烧结层形成后的除去加工时,在与结束烧结后的烧结区域不同的区域中进行除去加工。
2、根据权利要求1所述的烧结部件的制造方法,其特征在于,除去加工上述烧结层时,设定除去加工范围使其包含烧结加工所述烧结层时产生的多余烧结部分。
3、根据权利要求1所述的烧结部件的制造方法,其特征在于,除去加工上述烧结层时,在该烧结层的烧结区域上部,仅保留下一定部分后对其它部分进行除去精加工。
4、根据权利要求1所述的烧结部件的制造方法,其特征在于,将烧结结束后的多个烧结层分成多个区域,除去加工比一定区域至少低1层的区域。
5、根据权利要求1所述的烧结部件的制造方法,其特征在于,由上述烧结部件的三维形状数据制作烧结激光照射路径和除去加工工具路径时,与烧结激光路径数据不同的位置上分割除去加工工具路径数据,使其包含多余烧结部分。
6、根据权利要求5所述的烧结部件的制造方法,其特征在于,分割除去加工工具路径数据,使仅比烧结激光路径数据在下方多出包含多余烧结部分的区域。
7、一种烧结部件的制造方法,具有通过向粉末层的规定部位照射光束将其烧结而形成烧结层,然后在上述烧结层上面被覆新的粉末层,同时向该粉末层的一定位置照射光束将其烧结而形成与下方烧结层构成一体的烧结层,反复进行上述操作,从而制造出多个烧结层叠层、构成一体的立体形状的烧结部件的粉末烧结工序;并且在上述烧结工序中插入形成尺寸仅大于烧结部件的期望形状以规定尺寸的烧结层,同时在形成烧结层后对此时烧结层表面的表层以及不需部分进行除去加工的除去加工工序;其特征在于,将上述烧结层的除去厚度分割为多个除去加工区域,在被分割的除去加工区域中,将位于规定除去加工区域的上部烧结层的预定烧结形状的表面的下层部作为不能进行除去加工的区域,并且仅除去在上述不能进行除去加工区域之外的能够进行除去加工的区域。
8、根据权利要求7所述的烧结部件的制造方法,其特征在于,在规定的除去加工区域中,将不属于该区域上一烧结层的光束照射范围的部分判断为能够进行除去加工的范围。
9、根据权利要求7所述的烧结部件的制造方法,其特征在于,判断在所分割的多个除去加工区中,之前被除去的除去加工区域中的不可能除去加工的范围是否能够在之后被除去的除去加工领域中被除去加工,当只有被判断为能够进行除去加工时,将之前的不可能进行除去加工的范围添加到能够进行除去加工的范围内。
10、根据权利要求7所述的烧结部件的制造方法,其特征在于,在规定的除去加工区域中,将其上一烧结层的轮廓形状和在同一高度位置上的加工成品的截面轮廓形状进行比较,把被烧结层的轮廓形状所包围的区域外部的部分判断为可能进行除去加工的范围。
11、根据权利要求7所述的烧结部件的制造方法,其特征在于,将除去加工区域设定成比烧结区域大,使得除去加工区域的上端位于烧结加工区域上端的上方,并且除去加工区域下端位于烧结加工区域下端的下方。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002086310 | 2002-03-26 | ||
| JP2002086310 | 2002-03-26 | ||
| JP2002121410 | 2002-04-23 | ||
| JP2002121410A JP3405357B1 (ja) | 2002-04-23 | 2002-04-23 | 金属粉末焼結部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1446652A CN1446652A (zh) | 2003-10-08 |
| CN1238140C true CN1238140C (zh) | 2006-01-25 |
Family
ID=27807015
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB021548293A Expired - Lifetime CN1238140C (zh) | 2002-03-26 | 2002-12-02 | 烧结部件的制造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7172724B2 (zh) |
| EP (1) | EP1348506B1 (zh) |
| KR (1) | KR100499677B1 (zh) |
| CN (1) | CN1238140C (zh) |
| AT (1) | ATE475502T1 (zh) |
| DE (1) | DE60237139D1 (zh) |
| TW (1) | TW583042B (zh) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10124795A1 (de) * | 2001-05-21 | 2002-12-12 | Bu St Gmbh Beratungsunternehme | Vorrichtung und Verfahren zur Herstellung eines Werkstücks mit exakter Geometrie |
| DE10344902B4 (de) * | 2002-09-30 | 2009-02-26 | Matsushita Electric Works, Ltd., Kadoma | Verfahren zum Herstellen eines dreidimensionalen Objekts |
| JP3687677B1 (ja) * | 2004-10-26 | 2005-08-24 | 松下電工株式会社 | 光造形方法と光造形システム並びに光造形用プログラム |
| JP4791745B2 (ja) * | 2005-03-28 | 2011-10-12 | パナソニック電工株式会社 | 光学媒質の光入出射部処理方法 |
| TW200815278A (en) | 2006-06-28 | 2008-04-01 | Univ Northwestern | DPN generated hole nanoarrays |
| CN100446897C (zh) * | 2006-08-02 | 2008-12-31 | 南昌航空工业学院 | 一种选区激光烧结快速制造金属模具的方法 |
| DE102007014985A1 (de) | 2007-03-28 | 2008-10-02 | Aepsilon Rechteverwaltungs Gmbh | Verfahren zum Herstellen von Zahnersatzteilen, Verfahren zum Erstellen eines Datensatzes und computerlesbares Medium |
| EP2221132B2 (en) * | 2007-10-26 | 2019-10-23 | Panasonic Intellectual Property Management Co., Ltd. | Production device and production method of metal powder sintered component |
| DE102008031925B4 (de) * | 2008-07-08 | 2018-01-18 | Bego Medical Gmbh | Duales Herstellungsverfahren für Kleinserienprodukte |
| DE102008031926A1 (de) * | 2008-07-08 | 2010-01-14 | Bego Medical Gmbh | Verfahren zum schichtweisen Herstellen stark geneigter Flächen |
| DE102008047118B4 (de) * | 2008-09-15 | 2024-02-01 | Dürr Systems Ag | Lackieranlagenbauteil |
| DE112010002686T5 (de) * | 2009-06-23 | 2013-01-03 | Panasonic Corporation | Verfahren zur Herstellung eines dreidimensionalen Formgegenstands und mit diesem Verfahren hergestellter dreidimensionaler Formgegenstand |
| JP4566286B1 (ja) * | 2010-04-14 | 2010-10-20 | 株式会社松浦機械製作所 | 三次元造形製品の製造装置 |
| DE112012002221T5 (de) * | 2011-05-23 | 2014-02-20 | Panasonic Corp. | Verfahren zum Erzeugen eines dreidimensionalen Formobjektes |
| EP3598294B1 (en) | 2012-05-10 | 2021-09-29 | Renishaw PLC | Method of manufacturing an article |
| JP6280102B2 (ja) * | 2012-05-10 | 2018-02-14 | レニショウ パブリック リミテッド カンパニーRenishaw Public Limited Company | 物品を製造する方法 |
| DE102013203938A1 (de) * | 2013-03-07 | 2014-09-25 | Airbus Operations Gmbh | Generatives Schichtaufbauverfahren zur Herstellung eines dreidimensionalen Objekts und dreidimensionales Objekt |
| DE102013203936A1 (de) | 2013-03-07 | 2014-09-11 | Airbus Operations Gmbh | Generatives Schichtaufbauverfahren zur Herstellung eines dreidimensionalen Objekts und dreidimensionales Objekt |
| US9676032B2 (en) * | 2013-09-20 | 2017-06-13 | Arcam Ab | Method for additive manufacturing |
| WO2015039817A1 (en) * | 2013-09-20 | 2015-03-26 | Arcam Ab | Method for additive manufacturing of three-dimensional article(s) |
| TWI535554B (zh) * | 2014-01-06 | 2016-06-01 | 財團法人工業技術研究院 | 立體成型物以及立體成型物的製造設備與製造方法 |
| CN104741609B (zh) * | 2015-03-31 | 2017-05-03 | 深圳市圆梦精密技术研究院 | 电子束熔融及切削复合3d打印设备 |
| EP3127635A1 (en) * | 2015-08-06 | 2017-02-08 | TRUMPF Laser-und Systemtechnik GmbH | Additive manufacturing of down-skin layers |
| DE102015119746A1 (de) * | 2015-11-16 | 2017-05-18 | Cl Schutzrechtsverwaltungs Gmbh | Verfahren zur Herstellung einer Stützstruktur zur Stützung eines generativ auszubildenden dreidimensionalen Objekts |
| CA3011463C (en) * | 2016-01-14 | 2020-07-07 | Arconic Inc. | Methods for producing forged products and other worked products |
| RU2705841C1 (ru) * | 2016-01-14 | 2019-11-12 | Арконик Инк. | Способы получения изделий посредством аддитивного производства |
| WO2017199388A1 (ja) * | 2016-05-19 | 2017-11-23 | 株式会社ソディック | 金属3dプリンタ |
| GB2557346B (en) * | 2016-12-08 | 2019-01-16 | Betatype Group Ltd | Additive manufacturing |
| JP7213744B2 (ja) * | 2019-04-23 | 2023-01-27 | オークマ株式会社 | 3次元形状加工方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US62655A (en) * | 1867-03-05 | Moses s | ||
| US155384A (en) * | 1874-09-29 | Improvement in | ||
| US5286573A (en) * | 1990-12-03 | 1994-02-15 | Fritz Prinz | Method and support structures for creation of objects by layer deposition |
| US5207371A (en) * | 1991-07-29 | 1993-05-04 | Prinz Fritz B | Method and apparatus for fabrication of three-dimensional metal articles by weld deposition |
| JP3376163B2 (ja) | 1995-04-13 | 2003-02-10 | ローランドディー.ジー.株式会社 | 三次元造形装置および方法 |
| DE19533960C2 (de) | 1995-09-13 | 1997-08-28 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zur Herstellung von metallischen Werkstücken |
| JP3446618B2 (ja) | 1998-08-26 | 2003-09-16 | 松下電工株式会社 | 金属粉末焼結部品の表面仕上げ方法 |
| DE10065960C5 (de) | 2000-06-07 | 2005-10-06 | (bu:st) GmbH Beratungsunternehmen für Systeme und Technologien | Verfahren zur Herstellung eines Werkstückes mit exakter Geometrie |
| US6682688B1 (en) * | 2000-06-16 | 2004-01-27 | Matsushita Electric Works, Ltd. | Method of manufacturing a three-dimensional object |
| JP3446733B2 (ja) * | 2000-10-05 | 2003-09-16 | 松下電工株式会社 | 三次元形状造形物の製造方法及びその装置 |
| TW506868B (en) | 2000-10-05 | 2002-10-21 | Matsushita Electric Works Ltd | Method of and apparatus for making a three-dimensional object |
| DE10124795A1 (de) | 2001-05-21 | 2002-12-12 | Bu St Gmbh Beratungsunternehme | Vorrichtung und Verfahren zur Herstellung eines Werkstücks mit exakter Geometrie |
| JP3433745B2 (ja) * | 2001-11-29 | 2003-08-04 | 松下電工株式会社 | 三次元形状造形物の製造方法及び製造装置 |
-
2002
- 2002-11-27 US US10/304,963 patent/US7172724B2/en not_active Expired - Lifetime
- 2002-11-27 DE DE60237139T patent/DE60237139D1/de not_active Expired - Lifetime
- 2002-11-27 EP EP02026502A patent/EP1348506B1/en not_active Expired - Lifetime
- 2002-11-27 AT AT02026502T patent/ATE475502T1/de not_active IP Right Cessation
- 2002-11-29 TW TW091134831A patent/TW583042B/zh not_active IP Right Cessation
- 2002-11-29 KR KR10-2002-0075286A patent/KR100499677B1/ko active IP Right Grant
- 2002-12-02 CN CNB021548293A patent/CN1238140C/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1348506A2 (en) | 2003-10-01 |
| TW200304398A (en) | 2003-10-01 |
| CN1446652A (zh) | 2003-10-08 |
| US20030185697A1 (en) | 2003-10-02 |
| EP1348506A3 (en) | 2005-12-07 |
| TW583042B (en) | 2004-04-11 |
| ATE475502T1 (de) | 2010-08-15 |
| US7172724B2 (en) | 2007-02-06 |
| KR20030077933A (ko) | 2003-10-04 |
| EP1348506B1 (en) | 2010-07-28 |
| KR100499677B1 (ko) | 2005-07-05 |
| DE60237139D1 (de) | 2010-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1238140C (zh) | 烧结部件的制造方法 | |
| CN1283413C (zh) | 制作三维物体的方法及装置 | |
| US10022797B2 (en) | Method for manufacturing three-dimensional shaped object and three-dimensional shaped object | |
| EP2910323B1 (en) | Production method and production device for three-dimensionally shaped molded object | |
| US9592554B2 (en) | Method for manufacturing three-dimensional shaped object | |
| CN1287318C (zh) | 三维造型物的制造方法 | |
| CN1753747A (zh) | 三维形状造型物的制造方法及制造装置 | |
| CN101048273A (zh) | 光成形方法,光成形系统,和光成形程序 | |
| JP4487636B2 (ja) | 三次元形状造形物の製造方法 | |
| CN102574333A (zh) | 三维形状造型物的制造方法及其制造装置 | |
| EP3427870B1 (en) | Three-dimensional molded object production method | |
| CN103442830A (zh) | 三维形状造型物的制造方法以及三维形状造型物 | |
| CN1585625A (zh) | 制造假牙的方法 | |
| US20180178290A1 (en) | Method for manufacturing three-dimensional shaped object | |
| JP4867790B2 (ja) | 三次元形状造形物の製造方法 | |
| JP2004122490A (ja) | 三次元形状造形物の製造方法 | |
| CN111790908B (zh) | 层叠造型物的制造方法、层叠造型装置及层叠造型物 | |
| JP3405357B1 (ja) | 金属粉末焼結部品の製造方法 | |
| JP3601535B1 (ja) | 三次元形状造形物の製造方法 | |
| JP2004002957A (ja) | 粉末焼結部品の表面仕上げ方法 | |
| JP2007077443A (ja) | 三次元形状造形物の製造方法 | |
| JP2004124200A (ja) | 3次元光造形装置及び方法 | |
| JP2023183596A (ja) | 金属積層造形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20060125 |
|
| CX01 | Expiry of patent term |