CN1128569C - 带受控静电力的卷材进给器及其控制方法 - Google Patents
带受控静电力的卷材进给器及其控制方法 Download PDFInfo
- Publication number
- CN1128569C CN1128569C CN96192574A CN96192574A CN1128569C CN 1128569 C CN1128569 C CN 1128569C CN 96192574 A CN96192574 A CN 96192574A CN 96192574 A CN96192574 A CN 96192574A CN 1128569 C CN1128569 C CN 1128569C
- Authority
- CN
- China
- Prior art keywords
- coiled material
- electric current
- electrode
- adds
- wind
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05F—STATIC ELECTRICITY; NATURALLY-OCCURRING ELECTRICITY
- H05F3/00—Carrying-off electrostatic charges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/06—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle
- B65H23/10—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle acting on running web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05F—STATIC ELECTRICITY; NATURALLY-OCCURRING ELECTRICITY
- H05F3/00—Carrying-off electrostatic charges
- H05F3/02—Carrying-off electrostatic charges by means of earthing connections
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05F—STATIC ELECTRICITY; NATURALLY-OCCURRING ELECTRICITY
- H05F3/00—Carrying-off electrostatic charges
- H05F3/04—Carrying-off electrostatic charges by means of spark gaps or other discharge devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/513—Modifying electric properties
- B65H2301/5132—Bringing electrostatic charge
Abstract
一种对在一对电极(10、11)间移动的卷材(3)加给一均匀之静电力的方法和装置,用以形成电子风,促使卷材(3)朝向电极(10、11)之一,本装置和方法控制形成电子风的电流,即使阻抗可能改变时,仍保持电流及电子风作用力基本恒定。本法可被用于通过一个确实的辊隙,调节压力,展平和/或平整涂层,除去翘曲和处理涂层。
Description
技术领域
正如所指明的那样,一般地说,本发明涉及应用静电力的设备和方法,以及利用静电力的卷材处理和移动装置及有关的方法,具体地说,涉及精确地控制并将静电力,有时称为电晕放电子风或电子风应用于纸张等材料的设备和方法,以及控制、处理、处置和移动这种材料的方法。
背景技术
当供送柔性的非金属材料,如延长的纸张、塑料、纤维织物等卷材时,出于各种目的,如加给涂层,处理其上的涂层,在其上印刷等,自供料源,如储料辊筒或卷轴或某些其它供料源将所述卷材拉出,或者在不同的情况下沿着一条路径移动之。通常,在沿一条路径移动所述卷材时,用一个或多个辊子或类似物支承卷材,并用一个或多个驱动辊(也称“引出辊”)沿该路径牵拉所述卷材。卷材与驱动辊表面常需要提供强配合和摩擦配合,以避免其间打滑。这种打滑可能使所述卷材沿所述路径运动的速度不均匀,而这种不均匀可能有害地影响所述卷材以及加给卷材的涂敷等。例如,这种不均匀的速度可能引起卷材的不均匀涂敷、涂层材料处理的不均匀,卷材皱褶、折叠和/或撕扯等等。
所以,通常需要维持一个受到控制的或者是可调节的均匀的卷材运行速度,使之通过涂敷设备、加热或处置设备,和/或其它设备。但是,随着储料卷轴和/或承载辊筒或承载卷轴直径的改变,当卷材从其一被传送到另一个时,所述运行速度往往会变化。当发生这些变化时,为维持卷材张紧和/或维持卷材上的牵拉力所需的力就可能改变。已经用过各种方法使所述卷材保持在为沿所述路径移动卷材所用的牵拉辊筒上。一种方法是用一个辊筒,如导向辊,压着卷材抵靠牵拉辊筒。所述导向辊可采用仅通过所述卷材直接跟与其分离的牵拉辊筒面对面配合的方式来设置,或者所述导向辊可在所述牵拉辊筒的上游或下游,将所述卷材推进成与所述牵拉辊筒配合;不论哪种情况,所述导向辊总是跟卷材与牵拉辊筒配合的面相对的面配合。采用这种导向辊方法有几个缺点,其中的两个缺点如下:该导向辊加大了设备的尺寸、费用,及技术服务所需;以及往往特别不适合所述辊子,如导向辊的表面与所述卷材的“相对的面”配合的需要,比如,这种表面是已经被加上涂层等而尚未经处理的面。导向辊与这种涂敷面的配合可能会损坏该涂层,和/或引起所述导向辊的损毁,例如,最终会有涂敷材料本身附着在导向辊上。
导向辊和驱动辊还被用于在两辊之间形成确实的辊隙。出于各种目的,这种确实的辊隙往往会导致卷材的靠上游部分与靠下游部分互相隔开。不过,为了确实的辊隙而使用多个辊子也会遇到上述缺点中的一些。比如,会发现在一部现有的处理卷材的机器中,要得到确实的辊隙以隔离在驱动辊与形成辊隙的辊子,如导向辊之间移过该机器之卷材的各部分,为移动这种确实的辊隙的驱动辊,可能需要大约3至5马力(2100-3500瓦)的能量。能够提供确实的辊隙而不需要如此大的能量,应该是所希望的。
此前还采用过真空技术将卷材吸在牵拉辊上。例如,可使牵拉辊的表面有多个开口,将这些开口连到一个真空源上。这些开口处的真空将所述卷材拉向所述牵拉辊。然而,这种真空方法既复杂又昂贵。
过去还采用过静电方法,在卷材与牵拉辊表面之间给出较强的配合,而无需接触卷材表面,即与该牵拉辊配合的面对着的表面。美国专利US-Re 26,951叙述了一个例子,由此而将其全部公开作为参考文献被引用。
采用这种静电方法,当卷材沿其路径移动时,将静电荷加到卷材上,这些电荷产生一个促使卷材抵靠驱动辊表面的力。在一个这样的系统中,驱动辊是导电的,与驱动辊间隔开的电晕放电装置向卷材及驱动辊提供静电放电电荷,促使卷材抵靠驱动辊。此前还采用一种静电系统,利用静电力促使卷材面对一个导电的制动杆,给卷材施加压力;通过譬如改变静电能源与该制动杆之间所产生的电场强度,就能将一个与改变的量相应的拉力加给所述卷材。
在上述这种现有的静电系统中,实际加给卷材的力随着各种参数的改变而变化。加给卷材的静电驱动力跟静电荷供给装置与驱动辊或制动杆之间流过的电流有关;另外随着电阻的改变,上述电流也会改变。这种电阻的改变可因譬如所述静电荷供给装置与导电驱动辊或制动杆之间间隙或间隔的改变所引起;而且,这种电阻的改变还可能起因于周围环境湿度、卷材水分含量、卷材成分、卷材厚度、卷材不平度、卷材上的涂敷材料等变化。电流的变化,随之是促使卷材与驱动辊或制动杆配合的力的变化,这可以引起卷材相对于驱动辊打滑、压力变化、随之是卷材被置于加热或其它设备中的变化、加给卷材表面涂敷的厚度或量的变化等等,它们当中的每一种都可以降低最终所得卷材制品的质量。
有时操纵已涂敷的卷材通过加热区,比如干燥机,区内升高的温度有助于处理上述涂层。在涂敷和处理的过程中,总希望保持卷材速度均匀,为的是假如卷材在干燥机内停留过长,涂层可能会被处理得不均匀,和/或可能使涂层或卷材本身燃烧。如果卷材不在干燥机的处理区内,涂层可能处理不充分。当装置除了加热以外,被用于预处理和辅助处理时,也可能存在这些处理的问题。
通常希望在卷材表面上提供涂料分布的均一性。可以利用比如辊子涂敷涂层,辊子从储槽内粘着涂料,并将涂料粘附带卷材表面上。但是,可能会由于操作辊中的缺陷、储槽供料中的污物,和/或卷材施加涂层的表面有凹凸而引起涂敷的非均一性。这种非均一性可能是由于涂层只平铺在卷材的某些部分而非整个区域,或者是由于涂层的不平整度或涂层厚度不均匀或分布不均匀。因此,本技术领域中就存在一种需要,即改善加在卷材或其它片页材料表面上涂层的均一性,尤其是当所述卷材或其它片页材料连续移动的情况下。
发明内容
按照本发明的一个方面,涉及一种把静电力加在移动的卷材上的方法,包括在一对以上电极之间的间隙内移动卷材;给这些电极加上电压,在所述电极间的间隙内引起电子风,以便对所述卷材加给静电力;控制电极间的电流,从而控制这种静电力。
按照本发明的另一方面,涉及一种对卷材加给受控力的方法,包括引导静电能源与一用来产生静电力的导电元件之间的电流,促使卷材朝向这样的元件;控制这种能源的电流,以便在所述引导步骤维持所需之电流,从而控制加给该卷材的力。
按照本发明的又一方面,涉及将电子风加给一种材料的装置,包括多个电极,其间有一间隙;将电流加给各电极,在所述间隙中产生电子风的装置;以及控制所述电流,在所述间隙内的电阻可能变化时,维持所述电子风基本为恒定的装置。
按照本发明的再一方面,涉及一种将受到控制的电晕放电子风加给一种材料,在该材料上保持一恒定力的方法,它包括引导电晕放电子风朝向所述材料;控制电晕放电子风电流,维持基本恒定的电晕放电子风电流,从而尽管电晕放电路径中的阻抗可能改变,仍在所述材料上保持所需的基本为恒定的力。
按照本发明的再一方面,涉及一种控制沿一路径运行之卷材上压力的方法,包括引导电晕放电子风朝向卷材,促使卷材面对一个表面,并调节电晕放电子风中流过的电流,以控制促使卷材面对该表面的力。
按照本发明的再一方面,涉及一种展平或平整表面上涂层的方法,包括以足够的力给所述表面加一电晕放电子风,用以在所述表面上分布所述涂层。
按照本发明的再一方面,涉及一种消除移动卷材中的变形的方法,包括对卷材加给一个静电力,促使它与另一个阻止运动的面配合,从而在卷材中形成张力;控制促使所述卷材配合的力,以控制所述张力,并保持卷材在其整个宽度上的长度特性基本一样。
按照本发明的再一方面,涉及一种从沿一路径运行的纸类卷材除去翘曲的方法,包括给卷材加以水分;在驱动辊与一确实的辊隙之间拉伸所述卷材;利用在电子源与一导电元件之间加一静电力形成所述确实的辊隙,以促使卷材朝向该元件。
按照本发明的再一方面,涉及一种控制沿一路径运行之卷材尺寸的方法,包括在驱动辊与一确实的辊隙之间拉伸所述卷材;利用在电子源与一导电元件之间加一静电力形成所述确实的辊隙,以促使卷材朝向该元件。
按照本发明的再一方面,涉及一种处理卷材上涂层的方法,包括对所述卷材和涂层加一个受到控制的静电能量场,对所述涂层的处理起作用。
为实现上述各个方面,本方面包括后面所充分叙述,尤其是各权利要求所指出的各个特征。下面的叙述和附图设定后面详细确定示出的本发明具体实施例。不过,这些实施例是各种不同方法的示例,它们都可以采用本发明的原则。
尽管本发明关于以下实施例被表示并予描述,但显而易见的是,对于熟悉本领域的人员来说,当阅读和理解本说明书时,将存在多种等同物和改型。本发明包括所有这样的等同物和改型,并仅限于各权利要求的范围。
附图说明
所述的附图中,
图1是卷材处理机的示意图示,在所述处理机中,将涂敷加到移动的卷材上,并且按照本发明,采用受到控制的静电力或电子风;
图2是按照本发明并且也如图1所示那样,用来给诸如卷材类材料加以静电流的装置的示意电路图;
图3是描述在比如图2电路中所用脉冲直流电压的曲线;
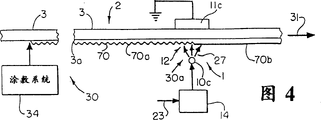
图4是按照本发明在卷材上平整涂层方法的示意图示;
图5是按照本发明在卷材上涂敷涂层方法的示意图示;
图6是按照本发明处理卷材上涂层方法的示意图示;
图7是按照本发明消除卷材中线度的凹凸不平方法的示意图示;
图8是按照本发明消除卷材中翘曲方法的示意图示;
图9是按照本发明用以提供压力及防滑功能的静电力供给系统的示意图示;
图10是本发明另一种实施例的示意图示,其中使用反射器反射电子通量/静电荷;以及
图11是本发明再一种实施例的示意图示,其中使用多个第一电极向一个第二电极供送电子风。
具体实施方式
下面详细参照各附图,其中在所给的几个图中,类似的标号表示类似的部分(后面有加撇尾标的表示相应于没有这种尾标部分的类似部件,如11、11a和11j′),而且首先是图1,表示按照本发明的一个受控静电力加给装置1(有时简称为“静电装置”或者为简单起见简称为“装置”),它具有或者连同一个将涂层加给卷材3的卷材处理机2。卷材处理机2典型地是一种其中可使用静电系统1的系统。加给卷材3的涂层可以是比如一种附着的涂料、油墨、某些其它的印刷或标记、防水层等。可以理解,装置1不仅可被用于连同卷材涂敷机2一起,而且也可用于其它目的,通常是片页材料,而且最好是移动中的片页材料按另一种方式在其中附加进一步处理或制作等。如果需要的话,装置1也可被用于它种材料,从而表现出装置1在操作特性或功能方面的优点。
如图1和图2所示,受控静电力加给装置1包括一对电极10(图1中的10a和10b)、11(图1中的11a和11b),它们彼此间隔,形成一个间隙或者缝隙12(图1中的12a和12b),譬如卷材3可被置于其间,并在其间移动。装置1还包括供给电能的电源13,以电路14与电极10、11相连。电路14(图1中的14a和14b)包括供电电源13、导体、引线或导电线路15(图1中的15a和15b)、电极10、间隙12、电极11和另外的导体、引线和导电线路16(图1中的16a和16b)。电源13可包括电池或某些其它的带适当控制器的供电电源,经导线15、16,在电极10、11间提供电压V,并且电压13还提供流过电路l4的电流I。
电极10可为钨、钨合金或某些其它导电材料。电极10可以是金属线或线形材料,以提供足够的电场密度和相对于电极11在间隙12中流过的电子的分布。电极11可以是诸如钢或某些其它导电材料的金属杆。由于卷材3可能被促成与电极11配合,该电极应有足够的强度、耐用性、刚性及耐磨特性,以免在使用期间或最后损坏。电极10、11可为其它材料或形状,在上述再公告的专利中就有一个例子。
电压V被电路14中的电阻或阻抗分压,电流I将是该电压V的函数。所述阻抗的有效部分被表示为图2中所示的电阻R,它存在于电极10、11之间的间隙12中。电阻R可能常常会由于周围环境湿度、温度、卷材3的含水量、卷材3的其它阻抗特性、卷材3的厚度和/或变形、卷材3上的涂敷和/或涂层厚度、涂层的分布、涂层的其它非均一性等而改变。间隙12中的静电场、其中流过的离子流或电子风或电流引起公知的电子风或电晕放电子风,它们对卷材3加给一个力,促使卷材面对或者向着一个电极。
当上述电阻R改变时,现有装置中的电流I也将改变。由于加给卷材3的静电力或电子风是电流I的函数,电阻R的变化将改变非均匀力所产生的力,这有可能造成在现有装置中不均匀的操作和/或非匀速地送出产品。
本发明的受控静电力加给装置1提供对电流I的控制,并因此而对比如所述的力提供控制,以保持它们恒定在所希望的或所设定的水平。于是,电源13是可变电源。用常规测量仪器或其它传感器17测量或监视电路14中流着的电流,给出用以控制所述电源13的反馈信号,以维持一恒定的所需电流I。
所述电源13可包括比如可变直流电压源20,它连到一个控制器21。控制器21经连线22连到测量仪器17,并响应电流I的测量值,以给出电压源20所提供的电压V的调节,从而即使间隙12中的电阻R可能改变,仍使电流I实质上被被保持恒定。对控制器21的输入23可被用来确定所述电流I以及由电极10、11之间的电子风或电晕放电子风所产生的静电力的一个设定点、设定水平或设定量。输入23可以是代表所需力的电平输入,或为使电流I保持在一个相应的恒定水平,控制器21响应的某些其它输入。为提供代表所述电流I的设定点,即所需大小的信号,一种典型的输入23可由电源,如电池组和可调电位器24提供。例如,这样的设定点的确定信号可以是一个设定点的电流IS,它被提供给所述控制器21,并与一个代表实际电流I的信号比较,从而使所述控制器21和电源20提供一个造成该电流I作为所述设定点的电流IS的函数而被保持恒定的输出。
电源20和控制器21可以是常规的电气组件或电子器件。例如,这种组件可以是响应代表实际电流I和设定点的电流IS的反馈信号的那种类型。一个例子应该是放大器,它接受设定点的信号IS和代表作为相应的输出电流I的负反馈信号。将在比较器内比较这两种信号,并将比较结果用来比如增大或减小电源20的电压,以维持电流I恒定。
图2中将电压源20表示成可变电压源或可变电池,从而所提供的电压输出V是通过控制器21按照控制而可变的。为了提供所要的电子风,所述电压V为直流电压这是所希望的。然而在许多情况下,电压的极性并非关键,也即可以是正的或者负的。如图3所示,所述电压V可以是脉冲直流电压,其中每个电压脉冲25的幅值是V1,并且这些脉冲以接近50%的占空因数存在40ns至60ns量级的间隔,占空因数接近50%,即50%通,50%断。也可以采用非脉冲直流电压。按照本发明的原则,其它形式的直流电压也可被采用。
例如,在图1和2所示的实施例中,电极10接到电源13的正极,而电极11接到电源13的负极或者相对接地的电极或接线端26。当电源13在电极10、11间提供电压,并且电路14中流过电流I时,则在电极10、11间存在电子风。有时将这种电子风称为离子流,而且有时将它称为静电放电或电晕放电等。不管对这种现象称为什么,跨过间隙12,在电极10、11之间有效地存在一个电子流,往往会引起有时被称为电子风或者电晕放电子风。在图1和2中所示的实施例中,这种电子风比如在图2中被示于标号27处,它有助于促使卷材3朝向一个电极,并且在本实施例中是朝向电极11。这种电子风在卷材3上的力是电流I之值的函数。保持此电流基本为恒定,就可使所述的力基本保持恒定。
如图1所见的那样,卷材处理机2包括两个装置1,分别在处理区30的每一侧,卷材3通过它们沿箭号31方向移动。从绕轴32a转动的供料辊筒32供给的卷材沿譬如箭号31方向下的路径移动,并被承接或储存在承接鼓或辊筒33上。在处理区30内,涂敷系统34把涂料加给卷材3的表面3a。涂敷系统34包括容纳涂料36的储槽35,涂料36经涂敷辊37而加给所述卷材表面3a。通常,所述涂敷系统中还可包括平衡杆、导向辊或类似的装置38。尽管处理区30内的涂敷系统34被表示成特定的形式,但可以理解,许多其它种类的涂敷系统和/或其它用来处理卷材3的处理装置都可被采用。典型的涂敷系统34可将诸如粘性物质、油墨、防水材料或其它材料作为涂层或对卷材3的某些其它处理。如在标号39处所表示的那样,处理区30内还可以包括处理装置、加热装置和/或其它装置,用以对卷材3处理或起其它作用。
卷材处理机2还包括至少一个驱动机构50,用以驱动供料辊筒32的卷材3通过所述处理区30而到达承接辊筒33。驱动机构50包括驱动辊51,它利用连到驱动轴53的电机或其它机构52而转动(旋转)。驱动辊51牵拉供料辊筒32的卷材3通过处理区30。在所示的实施例中,驱动辊51与卷材3对着被涂敷的面3a的表面3b配合;不过,如果需要,该驱动辊也可与所述被涂敷的面配合。可使承接辊筒33受到驱动,以将卷材3承接于其上,并从所述驱动辊牵拉卷材。还可使装置2中所示的一个或多个其它的辊受到驱动,此外,所述处理机2在处理区30内或与处理区30分开的区域内,可以包括附加的辊和/或附加的处理区、处置区、或者处理区30中的涂敷设备或其它设备。
图1所示的实施例中,可将驱动辊51用作装置1的一个电极。例如,驱动辊51可为导电的,或者至少包括一个导电层54,它可以在表面上,或在其表面下面。图1中,这样的导电层54被表示在驱动辊51的表面处,并将它用为电极11a。恰如所示者,导电层54(或者如果驱动辊51是导电的则是整个驱动辊51)被连到静电装置的电路14的接地极26。
如图1所示,受控静电力加给装置1包括两个电子风发生部件60、61(也称力加给装置),各具有相应的静电能源13a、13b。另外,也可通过适当的控制采用组合电源,达到这里所述的恒定电流的作用。部件60包括一条金属丝电极10a,它由一个或多个支撑或安装装置62所承,如所示意表示的支架或类似者。金属丝电极经导线15a与所述受到控制的静电能源13a电连接。本静电装置1工作时,在电极10a与电极11a(如面54)之间加一个电压,使受到控制的电流流过间隙12a,这本身又引起电子风,促使卷材3与驱动辊51配合。随着所述电子风及相应的力增大,正如响应于设定点调节23,电源13a的设定点所确定的那样,可促使因其而令所述卷材与驱动辊51配合的力以及驱动辊与卷材间所允许的打滑得以被调节或受到控制。当要求所述打滑最小(最好是无打滑)时,可设定所述静电装置1给出较高的电流和演变出电子风的力;反之亦然。部件60还能提供一个确实的辊隙60a,将卷材3的各部分分隔成所述辊隙的上游和下游。
所述确实的辊隙60a与一对位于上面辊子背后的辊子所提供的辊隙相比,证明了采用本发明时明显地节能。特别是从并非想成为限制的举例中已发现,电路14的电压可在大约30kV到大约80kV,电流I为大约0.1mA或更小。因此,要得到本发明的使用所述确实的辊隙的装置1,所需的能量可在大约1w到大约3w的量级,这远远小于现有技术的系统中所需的能量。
在本发明所用的举例中还能发现,当为了产生促使卷材面对其它电极的静电力而把电流引向多个电极之间时(其中之一是金属丝类的材料),可以得到一个在卷材上每直线英寸大约3磅的力。并不想使此例成为限制。
另外,静电装置1的电子风作用力加给部件61包括金属丝电极10b和与相关电源13b相连的接地电极11b。金属电极10b被安装在安装装置64,如所示意表示的托架等上面,并利用导线15b连到静电能源13b。电极11b连到接地极26。当在电极10b、11b之间加给电压时,流过其间的受控电流产生电子风和促使卷材3面对电极11b所对的面65的力。调节所用控制23的设定点,可以设定所述促使卷材3面对电极11b所对的面65的力,并且电路14保持此力基本为恒定。
电子风作用力加给部件61可被用为制动器,以阻止卷材3朝向驱动辊51的运动。通过加大所述电子风,可以改变促使卷材3面对电极11b的力;这个力越大,电极11b与卷材3之间的摩擦越大,而且制动力也越大,反之亦然。
可使电子风作用力加给部件60、61工作,以使它们配合调节卷材3位于它们之间的那部分的张力。当通过这些部分加给卷材的力加大时,就使卷材中的张力增大。如果由系统60加给的力为最大,以便防止卷材受到驱动辊51牵拉时打滑,则可通过改变由力加给系统61所加给的力,而改变张力。在适当的情况下,例如,当与部件61加给的力较小时,也可以通过调整部件60并相应的卷材相对于驱动辊51的打滑,而改变所述张力。
使用卷材处理机2时,由驱动系统50将卷材材料3从供料辊筒32被牵拉而通过电子风作用力加给部件61,再通过卷材处理区30。电子风作用力加给部件60促使卷材3抵靠驱动辊51。承接辊筒33承接来自驱动辊51的被涂敷卷材。涂敷系统34给卷材3的表面3a加一涂层,并且处理装置39加热与处置所述涂层。电子风作用力加给部件61可将一受控力加给从这里通过的卷材,以对卷材加一压力或其它,从而影响卷材及其在处理机2中的运动。正当所述部件60、61的相应间隙12a、12b中的情况,比如由于湿度、涂层、卷材等改变而可能变化的时候,对应的电子风作用力却基本维持恒定,即如所设定的相应设定点是这里所需的一样。
图4表示一个改型的处理区30a的一部分。改型的处理区30a可为处理机2或其它某种机器的一部分,所述机器中采用本发明的电子风装置1,用以平整卷材3表面3a上的涂层70。可使处理区30a位于涂敷系统34的下游,从而可被用来对卷材加以涂层70。另外,还可使处理区30a位于处理装置39的上游,以使涂层70受到处理之前即可得到平整;不过,如果需要也可将使涂层受到平整的处理区30a置于处理装置39的下游。
如图4中所见者,已由涂敷系统34对卷材3的涂层70的一部分70a相对而言是较为粗糙的,或者是成波浪形的。装置1将来自电极10c的电子风引向电极11c,而且特别是引向所述涂层。电子风27有助于使涂层70平滑,而在装置1的下游成为一个平滑的涂层70b。电子风27促使所述卷材抵靠电极11c,同时有助于使涂层70平滑。可利用设定点调节23调节所述电子风的大小,以得到所要的平整效果。为了最终产品的均一性,通常需要一个涂层是比较平滑的。平滑程度可能是所述电子风大小的函数。
图4的装置保持电子风27基本为恒定,其大小由设定点调节23确定。由此,涂层70b的平整度势必也将趋于恒定。不过,涂层70的厚度可能变化,比如,由于像在涂层70a变化所看到的那样,此涂层中亦为波浪形的。这种厚度的变化可能要影响间隙12中的阻抗或电阻R,这将引起所述力的变化,并由此而致涂层70b平整度的变化,这是由于这时缺少装置1所提供的电流控制和力的控制。本发明适应电阻R的这种变化,从而保持一个恒定的电流I、恒定的电子风27作用力,并因此而基本为恒定的涂层70b的平整度。
图5中所示的装置1用于提供一种展平功能。该装置1位于又一个处理区30b,此区在处理机2之涂敷系统34的靠下游处。这又一个处理区30b可在处理装置39的上游,或者最好在其下游。处理区30b除了可以代替外,再就可以作为图4中除了区30a处所示的装置1。
如图5中所见,加在卷材3上的涂层71在卷材3的表面3a上分布得可能是稍有不均匀。在区域30b处靠装置1上游的部分,这种不均匀性特别明显。并且用卷材3上所画的斑点排列表示这种不均匀性。
图5中用从电极10a向着电极11d的箭号表示的电子风27,促使卷材3朝向电极11d,并有助于在卷材上展平或分布涂料36,使涂层更为均匀地分布在卷材表面3a上,就像涂敷区71b所表示的那样。改变电子风27的大小,比如通过改变在标号23处对装置1的电路14所提供的设定点,即可使展平度得到控制。电子风越大将产生越大的展平效果,反之亦然。
通过保持电流I及电子风27的作用力基本恒定,就可使展平度基本恒定,从而在卷材3的整个表面3a上保持涂料分布基本均匀,就像在区域71b处所表示的那样。因此,当在卷材上任何给定位置的涂敷量可能改变,从而改变间隙12中的电阻R时,仍可维持所述电子风作用力恒定,就像比如由设定点23所确定的那样,而且所述展平作用也基本保持恒定。
转向图6,它示出采用电子风发生装置1来处理或帮助处理比如由卷材处理机2加在卷材上的涂层72。装置1的各部件与上面所述相似,包括电路14,它给电极10e、11e供能,以便在间隙12中提供电子风27。装置1位于另一个处理区30c处,这可位于处理区30处的涂敷系统34的下游。在处理区30c提供处理的装置1除了可以是以外,还可代替其它各处理区或本文所述装置中的任何一个。例如,如果除所用的之外,可使装置1位于另一个处理区及其中装置的上游或下游。
如图6所示,已经发现电子风27中的离子或电子对于处理或帮助处理某些涂料是有用的。特别发现在涂敷响应一个电输入而要进行处理时尤其如此。例如,已经发现含大量铂的硅树脂涂料将以响应这种应用电能(电子)的方式被处理。尽管已经发现在有些情况下,比如所说的处理,电子风电源20的极性对于本发明的工作过程通常是无关的,但也需有一个是正极,如电极10相对于接地极11为正极。
在图6的实施例中,由于可将电流I及其产生的电子风设定在所需的处理设定点IS,然后再由所述装置将其控制为恒定,即使间隙12中的电阻或阻抗可能改变,处理效果仍可基本保持恒定。因此,尽管比如周围条件的变化可能发生改变,随着卷材3按箭号31的方向沿处理机2的路径移动,也可以得到对卷材上涂层72的适当处理。
参见图7,表示在卷材处理机2的处理区30d处,使用所述电子风发生装置1平滑卷材3中的不平整或其它皱褶。这里的装置1可与上述装置1是同样的。可使处理区30d位于卷材3沿箭号31方向运行路径的各个位置。但是,为有助于卷材3即使仅在其到达处理区30处的涂敷系统34之前相对而言是较为平整的,可使装置1和处理区30d在处理区30的靠上游处。
所图7所见,卷材3上有皱褶74。皱褶74可能是由于制成卷材3材料的非均匀性缘故,这特别存在于相对而言是比较廉价的卷材材料中。这可能是由于这样的事实,即所述卷材的一条边缘长于另一条边缘,还可能因为其它原因。卷材3到达处理区30之前最好是均匀的,以便由涂敷系统34所加给的涂层将是像可能的那样为均匀的,或者起码将具有所期望的特性,而与卷材材料本身的意外变化毫无关系。
在处理区30d处,装置1把电子风27基本上为均匀地送给卷材3的整个宽度。这种由电极10f流向电极11f的电子风有助于促使卷材与电极11f配合,产生一定程度的摩擦和/或压力。另外,这种电子风还有助于消除卷材中的皱褶或波纹74,使得卷材到达它将受到涂敷的处理区30时,它自身沿其整个宽度及长度方向都是较为平整的。从而,可使所加的涂层有均匀连续性和均一性。
由于使电子风27的作用力在处理区30d处基本保持恒定,所以通过处理区30d的卷材的特性为基本均匀。由于通过处理区30d的卷材的形状的变化使得间隙12中的电阻/阻抗可能改变,这是可能的。例如,非线性的皱褶74可能引起所述电阻改变。由于在处理区30d处基本维持装置1中的电流I和电子风27的作用力恒定,所以将使得这种皱褶74得到平整,类似于卷材3的表面或形状方面的其它皱褶或非均一性受到平整一样;另外,接近处理区39的卷材也会基本为均匀的。
有时卷材3可能有翘曲的趋势,有如图8中箭号75所表示的那样。这可能存在于卷材是否为纸材或某些其它材料的情况下。装置1可通过按图8所描述的方式对卷材3加以电子风27而被用于减轻或者消除这类翘曲。例如,如果在卷材于处理区30e处通过装置1之后,要将卷材截割成板状页材,而不将其卷在辊筒上,则可将电子风27的作用力引到卷材3上,促使其面对电极11g,以这种方式减轻或消除翘曲。如果需要,可将电极11g成形为比如弯曲的,以此方式促使除去所述翘曲。还可提供另外的处理,以消除这类翘曲。例如,如果卷材是塑料材料,可用加热器76或类似设备提供热量,使这种卷材软化,使电子风的作用力作用在这种已软化的卷材上,以消除或减轻所述翘曲。另外,如果卷材3为纸材,可用来自水源77的水将这种卷材弄湿。然后可使已被弄湿的卷材在处理区30e经受电子风的作用力,如果需要,可再使这种卷材受到处于处理区30e靠下游位置的诸如空气干燥器、加热器等干燥器78的干燥。
转向图9,表示一个卷材移动系统80。该系统80可被用于本文所述的卷材处理机2或另外的机器或设备中。卷材移动系统80包括一对电子风发生装置1a、1b,它们与一个类似于上述驱动辊51或某些其它驱动辊的驱动辊51a合作,以平整和/或换句话说除去卷材3的皱褶,并沿箭号31的方向驱动所述卷材。作为卷材用的较为廉价的纸上可能会有皱褶,因为这种纸内存在的各向不同性,比如在两个边缘沿长度方向上的不同、密度及拉伸强度等的不同。驱动辊51a最好为电的导体,或者具有用为电极11h的导电层,如在标号26处所示者,它被接地。所述二电子风发生装置1a、1b最好共用电极11h,作为二者的公用电极。装置1a包括一个与电路14连接的电极10h,它提供受控的电子风27h,指向卷材3,还包括驱动辊51a的电极11h。电子风27h有助于平整卷材3,以及消除或防止皱褶和/或源于卷材之“囊状”特性的其它缺点。电子风27h有助于保持卷材的顺从,并因此而防止卷材在特定点的长度变化,从而避免皱褶和/或其它非均一性。电极10h的位置最好在驱动辊51a和电极11h的充分的上游,以使电子风27h对卷材3加给作用力,而不有效地促使整个卷材与驱动辊51a配合。不过,皱褶1a仍然可能造成至少部分卷材3与驱动辊51a配合。
电子风发生装置1b包括电极10h′,它使电子风27h′指向卷材3,还包括驱动辊51a的电极11h。电子风27h′就某种意义说提供一个确实的辊隙,使得卷材紧紧地压抵着驱动辊51a,控制(最好是消除)打滑。于是,在沿箭号31方向移动卷材的同时,将来自驱动辊51a的驱动力被有效地提供给卷材3。因而,图9所示的实施例表明可有怎样多的电子风发生装置一起被使用,以便关于卷材3提供多种作用和卷材的处理。应该理解,上述以各电子风发生装置和处理区部件组合以及其它可能想到的部件的不同功能可以各种方式,如本说明书中所描述的几种被联合使用。
图10这表示一种改型的电子风发生装置100。该装置100可被用于或者代替这里所说的任何一种,如卷材处理机2中和/或关于这里所揭示使用的每种方法以及其它方法中的电子风发生装置。装置100包括一个反射器101,它把来自电极10i的电子风向着电极11i反射。反射器101最好是介电材料或某些种电的不良导体材料。一种示例性的材料为厚硬纸板。反射器101可为弯曲的或某些其它形状。在装置100中,反射器101一般为抛物面形,为的是按图10中虚线所示的方式将间隙12中的电子风27有效地向着电极11i反射。装置100的工作过程类似于上述装置1的工作过程。电极10i将电子或离子送入间隙12。这些电子中的一些直接从电极10i被引向电极11i。反射器101被确定是要把来自电极10i的额外电子向电极11i反射,从而与未用反射器时相比,增多离子或电子通量数。已经发现,反射器101有助于增加电子通量,并因此相对于未用反射器的装置1增大电子风大约20%。
作为选择,反射器101可为导电体。但这样的导电反射体可能消耗电子风的能量。因此,使用介电材料作反射器通常是有利的,可避免消耗装置100的能量,那将会降低电子风。
图11表示另一个电子风发生装置110的实施例。装置110类似于上述装置1,并由此而能替代本文所述处理机2的各实施例,或者其它实施例、机器或系统。不过,本装置110包括多个电极10,如一对电极10j和10j′,它们被接入电路14,以发出指向电极11j的电子风。电极10j和10j′最好通过接点111以并联的电连接关系被连接,以使由每个电极向公共电极11j供送的电子风27近似相同。向每个电极10j、10j′供给电子的电流I将近似均匀地被分开,并将由电路14以上述关于装置1的方式保持基本恒定。通过增加电极10j、10j′的数目等,可使电子风27的作用力遍及位于装置10的间隙12中整个较大范围的材料分布。
应能理解,本文公开的电子风发生装置1的各种实施例可被用于各种目的,比如所述的那些以及其它目的。电子风发生装置能够实现对卷材加给作用力、处置用的输入电压等,而不会有害地影响卷材上涂层的特性。另外,作用力还可用于改善卷材自身的涂敷和/或涂层本身。由于当上述卷材被沿卷材处理机内的路径移动时打滑受到控制,而有些情况下电子风及其中电子可被提供用于处理,有些情况下因卷材未经历高温环境的缘故,以致能够相对精确地控制在一个处理区内的时间。
已经发现,采用本发明可节省相当多的能量。例如,为得到确实的辊隙以便分隔从驱动辊与所形成的辊隙或托辊之间移过卷材处理机之卷材的各部分所使用的现有装置,为了移动这种确实的辊隙的驱动辊,可能需要接近3到5马力(2100-3500瓦)的能量。可是,在本发明的一个实施例中,比如由图9中的装置1b或图1中与驱动辊51相关联的装置1所提供的确实的辊隙,用1到3瓦这样小能量就能提供这种确实的辊隙功能。具体地说,在一则实例中,电压源20提供大约30000V,而电流是大约十分之一毫安或更小。
由上所述能够理解,本发明提供了用于涂敷卷材或类似材料的装置和方法。
Claims (61)
1.一种把静电力加在移动的卷材上的方法,包括
在至少一对电极之间的间隙内移动卷材;
给这些电极加上电压,在所述电极间的间隙内引起电流,以便对所述卷材加给静电力;
通过控制电极间的电流,从而控制所述静电力使所述静电力维持在一个选定值。
2.一种如权利要求1所述的方法,其特征在于,所述加给电压包括由电压源加给电压,所述控制电流包括测量从所述电压源流到所述电极之一的电流,并根据这种测量调节所述电压,以维持所需的电流。
3.一种如权利要求2所述的方法,其特征在于,所述调节电压包括调节电压,尽管所述电极间的阻抗可以变化,仍维持所述电流恒定。
4.一种如权利要求3所述的方法,其特征在于,还包括将所述电流的各值设定为所述电流维持恒定的值。
5.一种如权利要求3所述的方法,其特征在于,所述加给的电压包括加给一直流电压。
6.一种如权利要求5所述的方法,其特征在于,所述加给一直流电压包括加给一个脉冲直流电压。
7.一种在移动的卷材中形成较为确实的辊隙的方法,其特征在于,包括权利要求3所述的方法,并导引静电力,促使所述卷材面对所述电极之一,以形成确实的辊隙。
8.一种给移动的卷材加以压力的方法,其特征在于,包括权利要求7所述的方法,还包括在所述确实的辊隙靠下游处给所述卷材加一拉力。
9.一种如权利要求8所述的方法,其特征在于,还包括设定所述电流水平,以调节加给所述移动的卷材的压力。
10.一种减少移动的卷材中长度变化的方法,其特征在于,包括权利要求8所述的方法,还包括设定所述电流,以调节所述卷材中的张力,延伸所述卷材,以便横断所述卷材的宽度保持均匀的长度。
11.一种除去卷材中翘曲的方法,其特征在于,包括权利要求8所述的方法,还包括在加给静电力位置的上游对所述卷材加给水分,同时对所述卷材加给拉力,以加给其张力,并从所述卷材除去水分。
12.一种如权利要求11所述的方法,其特征在于,所述除去水分包括加热所述卷材。
13.一种如权利要求11所述的方法,其特征在于,所述除去水分包括蒸发。
14.一种平整卷材上涂层的方法,其特征在于,包括权利要求3所述的方法,还包括在加给静电力位置的上游给所述卷材加一涂层,并设定所述静电力电流,以平整所述涂层。
15.一种展平卷材上涂敷的方法,其特征在于,包括权利要求3所述的方法,还包括在加给静电力位置的上游给所述卷材加一涂层,并且所述通过控制电流来控制静电力包括设定电流以施加静电力,来展平卷材上涂层,使卷材上的涂层均匀。
16.一种处理材料上涂敷的方法,其特征在于,包括权利要求1所述的方法,还包括在加给静电力位置的上游给所述卷材加以涂敷材料,所述涂敷材料可以响应所加给的离子而受到处理。
17.一种如权利要求16所述的方法,其特征在于,还包括选择涂料为含铂成分的硅,可以响应所加给的离子而受到处理。
18.一种对卷材加给受控力的方法,包括
引导静电能源与一用来建立静电力的导电元件之间的电流,促使卷材朝向这样的元件;
控制该电流,从而控制加给该卷材的静电力到选定值。
19.一种如权利要求18所述的方法,其特征在于,所述引导包括在一对电极间加一直流电压,所述电极之一包括所述元件的至少一部分,使得在所述电极间所需的电流形成电晕放电子风,放电子风提供作用力,促使卷材朝向所述元件。
20.一种如权利要求19所述的方法,其特征在于,所述控制电流包括调节直流电压,当电极间的阻抗可能改变时,仍保持电流恒定。
21.一种如权利要求20所述的方法,其特征在于,所述电极被分开放置,所述调节包括调节电压,以维持恒定的电流,从而当所述电极之间的间隙的阻抗特性可能改变时,仍保持恒定的所述作用力。
22.一种如权利要求21所述的方法,其特征在于,还包括测量所述电流,并根据这种测量调节所述电压,以保持恒定的电流。
23.一种如权利要求20所述的方法,其特征在于,所述加给一直流电压包括加给一个脉冲直流电压。
24.一种如权利要求20所述的方法,其特征在于,还包括采用一条金属丝作为所述电极中的另一个。
25.一种如权利要求20所述的方法,其特征在于,还包括采用一个接地的导电板作为所述元件。
26.一种如权利要求20所述的方法,其特征在于,还包括在整个辊筒上移动所述卷材,所述辊筒的至少一部分是导电的并包括所述元件的至少一部分,所述引导包括把来自另一电极的电晕放电子风引向所述辊筒,促使所述卷材朝向该辊筒。
27.一种如权利要求18所述的方法,其特征在于,所述引导包括在所述卷材相对两侧的一对电极间加一直流电压,产生从一个电极到另一电极的电流,所述电极之一包括所述元件的至少一部分,并反射这一电极的电子通量,以增大电子通量和从这一电极到另一电极的电流。
28.一种如权利要求27所述的方法,其特征在于,所述反射包括采用一介电反射器。
29.一种如权利要求18所述的方法,其特征在于,所述引导包括加给一个在30kV到80kV之间的直流电压。
30.一种如权利要求29所述的方法,其特征在于,所述引导包括在所述电极间提供0.1mA的电流。
31.一种如权利要求18所述的方法,其特征在于,所述引导包括在多个电极间引导一电流,所述电极之一是金属丝材料的,用以产生一个静电力,促使所述卷材以一个每直线英寸卷材约3磅量级的力抵靠另一电极。
32.一种如权利要求18所述的方法,其特征在于,所述引导包括在第一个多电极结构与第二电极结构之间引导一电流,用以产生所述静电力,促使所述卷材抵靠所述第二电极结构。
33.一种如权利要求18所述的方法,其特征在于,所述控制电流包括维持的恒定的电流正比于加给所述卷材的力。
34.一种如权利要求33所述的方法,其特征在于,还包括采用电压源为静电能源,测量产生静电力的电流,并根据所述测量调节所述电压,以便在所述电流的阻抗可能改变时,仍维持恒定的电流。
35.一种将电子风加给一种材料的装置,包括
多个电极,其间有一间隙;
将电流加给各电极,在所述间隙中产生电子风的装置;以及
控制所述电流,在所述间隙内的电阻可能变化时,仍维持所述电子风恒定的装置。
36.一种如权利要求35所述的装置,其特征在于,所述加给电流的装置包括一个电压源,还包括测量产生电子风之电流大小的装置,所述控制电流的装置包括调节由所述电压源产生的、作为所测电流大小之函数的电压大小的装置,用以维持所述电流的控制。
37.一种如权利要求35所述的装置,其特征在于,所述控制用的装置包括自动调节电流,以维持所述电流基本的装置。
38.一种如权利要求37所述的装置,其特征在于,所述控制用的装置包括用以设定拟维持恒定的电流水平的装置。
39.一种如权利要求35所述的装置,其特征在于,所述多个电极包括杆形电极和金属丝形电极,它们以彼此相隔并且一般为平行关系而设置,所述从金属丝电极流向杆形电极的电子风促使所述材料朝向所述杆形电极。
40.一种如权利要求39所述的装置,其特征在于,所述金属丝电极包括多条为防止互相干扰而彼此相隔的金属丝形电极,用于将电子引向所述杆形电极。
41.一种如权利要求35所述的装置,其特征在于,所述多个电极包括一个传送所述材料的辊筒和一个金属丝电极,它们以彼此相隔并且一般为平行关系而设置,所述从金属丝电极流向所述辊筒的电子风促使所述材料朝向所述辊筒。
42.一种将受到控制的电晕放电子风加给一种材料,在该材料上保持一恒定力的方法,它包括
引导电晕放电子风朝向所述材料;
控制电晕放电子风电流,维持恒定的电晕放电子风电流,从而尽管电晕放电路径中的阻抗可能改变,仍在所述材料上保持恒定的力。
43.一种控制沿一路径运行之卷材上张力的方法,包括引导电晕放电子风朝向所述卷材,以促使卷材抵靠一个表面,并调节电晕放电子风中流过的电流,以控制促使所述卷材抵靠该表面的力。
44.一种如权利要求43所述的方法,其特征在于,所述调节电流的步骤包括维持所述电流恒定,以便即使所述电晕放电子风路径中的阻抗可能改变,仍维持所述力恒定。
45.一种展平或平整表面上涂层的方法,包括:
以足够的力给所述表面加一电晕放电子风,用以在所述表面上分布所述涂层,以及
控制引起电晕放电子风的电流以控制电晕放电子风到选定的值。
46.一种如权利要求45所述的方法,其特征在于,还包括在卷材上加一涂层,并移动经涂敷的卷材通过所述电晕放电子风。
47.一种如权利要求45所述的方法,其特征在于,所述加给步骤包括对所述卷材加给电晕放电子风。
48.一种如权利要求47所述的方法,其特征在于,所述加给电晕放电子风包括测量产生所述电子风的电流,并且当所述电子风路径中的阻抗可能改变时,控制所述电流恒定。
49.一种消除移动卷材中的变形的方法,包括对卷材施加给一个静电力,促使它与另一个阻止运动的面配合,从而在卷材中形成张力;控制促使所述卷材配合的力,以控制所述张力,并保持卷材在其整个宽度上的长度特性一样,所述施加包括将电子风施加给卷材,所述电子风的施加包括测量产生电子风的电流,和当电子风的路径中的阻抗变化时,维持该电流恒定。
50.一种从沿一路径运行的纸类卷材除去翘曲的方法,包括给所述卷材加以水分;在驱动辊与一确实的辊隙之间拉伸所述卷材;利用在电子源与一导电元件之间加一静电力形成所述确实的辊隙,以促使卷材朝向该元件,并维持该静电力在选定的值。
51.一种如权利要求50所述的方法,其特征在于,还包括控制形成所述静电力的电流,从而在所述确实的辊隙处保持所述卷材上的力的控制。
52.一种控制沿一路径运行之卷材尺寸的方法,包括在驱动辊与一确实的辊隙之间拉伸所述卷材;利用在电子源与一导电元件之间加一静电力形成所述确实的辊隙,以促使卷材朝向该元件,并维持该静电力在选定的值。
53.一种如权利要求52所述的方法,其特征在于,还包括控制形成所述静电力的电流,从而在所述确实的辊隙处保持所述卷材上的力的控制。
54.一种处理卷材上涂层的方法,包括对所述卷材和涂层加一个受到控制的静电能量场,对所述涂层的处理起作用,并且维持该静电能量场恒定在选定的值。
55.一种如权利要求54所述的方法,其特征在于,所述加给步骤包括控制所述静电能量场的电流。
56.一种如权利要求55所述的方法,其特征在于,所述控制电流包括在所述处理过程中维持所述电流恒定。
57.一种如权利要求56所述的方法,其特征在于,还包括移动已涂敷的卷材通过所述静电场。
58.一种如权利要求54所述的方法,其特征在于,还包括给涂层增加一组分,使得所述涂层对来自所述静电场的离子敏感,以增强所述处理。
59.一种如权利要求58所述的方法,其特征在于,所述涂料包括硅树脂,而所述增加包括增加的铂。
60.一种如权利要求54所述的方法,其特征在于,所述涂层包括一种组分,使得所述涂层对来自所述静电场的离子敏感,以增强所述处理。
61.一种如权利要求54所述的方法,其特征在于,包括采用正直流电压形成电晕放电风,作为所述静电能量场,所述加给步骤包括对所述卷材及涂层加给所述电晕放电子风。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/404,726 | 1995-03-15 | ||
| US08/404,726 US5605607A (en) | 1995-03-15 | 1995-03-15 | Web feeder with controlled electrostatic force and method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1178624A CN1178624A (zh) | 1998-04-08 |
| CN1128569C true CN1128569C (zh) | 2003-11-19 |
Family
ID=23600783
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN96192574A Expired - Fee Related CN1128569C (zh) | 1995-03-15 | 1996-02-23 | 带受控静电力的卷材进给器及其控制方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (3) | US5605607A (zh) |
| EP (1) | EP0873671B1 (zh) |
| KR (1) | KR19980702975A (zh) |
| CN (1) | CN1128569C (zh) |
| AT (1) | ATE379955T1 (zh) |
| AU (1) | AU4995796A (zh) |
| BR (1) | BR9607861A (zh) |
| DE (1) | DE69637341T2 (zh) |
| WO (1) | WO1996028959A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101690417B (zh) * | 2007-06-22 | 2014-07-09 | 3M创新有限公司 | 用于调整移动幅材上的静电荷的装置和方法 |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR19980702975A (ko) * | 1995-03-15 | 1998-09-05 | 애브리데니슨코포레이션 | 제어된 정전기력을 가진 웹 이송기 및 그 방법 |
| US5659972A (en) * | 1995-10-06 | 1997-08-26 | Avery Dennison Corporation | Apparatus and method for drying or curing web materials and coatings |
| DE19713662A1 (de) * | 1997-04-02 | 1998-10-08 | Eltex Elektrostatik Gmbh | Verfahren und Vorrichtung zum elektrostatischen Aufladen |
| NL1012412C2 (nl) * | 1999-06-23 | 2000-12-28 | Langemaat Willem H O D N Lange | Banderolleerinrichting. |
| ITBO20020529A1 (it) * | 2002-08-08 | 2004-02-09 | Gd Spa | Metodo per il controllo di materiale di incarto in |
| FI20021852A (fi) * | 2002-10-17 | 2004-04-18 | Metso Paper Inc | Rainan kireyden hallinta |
| US6794604B2 (en) * | 2003-02-19 | 2004-09-21 | Preco Laser Systems, Llc | Web securing system for laser processing |
| US7384586B2 (en) * | 2004-03-23 | 2008-06-10 | 3M Innovative Properties Company | Method for flexing a web |
| US7789899B2 (en) * | 2004-12-30 | 2010-09-07 | Warsaw Orthopedic, Inc. | Bone anchorage screw with built-in hinged plate |
| US7524323B2 (en) * | 2004-04-16 | 2009-04-28 | Kyphon Sarl | Subcutaneous support |
| US7618418B2 (en) * | 2004-04-16 | 2009-11-17 | Kyphon Sarl | Plate system for minimally invasive support of the spine |
| US7648520B2 (en) * | 2004-04-16 | 2010-01-19 | Kyphon Sarl | Pedicle screw assembly |
| US7811311B2 (en) * | 2004-12-30 | 2010-10-12 | Warsaw Orthopedic, Inc. | Screw with deployable interlaced dual rods |
| DE102004049329A1 (de) * | 2004-10-09 | 2006-04-20 | Windmöller & Hölscher Kg | Vorrichtung und Verfahren zum Transport von Materialbahnen und zum Festlegen derselben auf einer Gegenlage |
| US7341217B2 (en) * | 2005-02-17 | 2008-03-11 | Addex, Inc. | Electrostatic tension control of webs |
| FR2892109B1 (fr) * | 2005-10-19 | 2009-01-16 | Asselin Thibeau Soc Par Action | Maintien electrostatique d'une bande de non-tisse au contact d'une surface susjacente |
| US8647556B2 (en) * | 2006-09-28 | 2014-02-11 | 3M Innovative Properties Company | System and method for controlling curl in multi-layer webs |
| EP1975101B1 (de) * | 2007-03-28 | 2012-05-16 | Heidelberger Druckmaschinen Aktiengesellschaft | Transferfolienbahnaufwicklung |
| KR100878188B1 (ko) | 2007-05-22 | 2009-01-13 | 임동구 | 시트형 권취물의 권취 대기장치 |
| KR20120120341A (ko) * | 2010-03-25 | 2012-11-01 | 가부시키가이샤 히다치 하이테크놀로지즈 | 검사 장치, 및 검사 방법 |
| US8791703B2 (en) * | 2011-04-13 | 2014-07-29 | Hanergy Holding Group Ltd. | Electrostatic probes for mapping conductive web bagginess |
| DE102011053187A1 (de) * | 2011-09-01 | 2013-03-07 | OCé PRINTING SYSTEMS GMBH | Einrichtung und Verfahren zum Glätten und Stabilisieren eines Aufzeichnungsträgers in einer Tintendruckeinrichtung |
| US9126362B2 (en) * | 2012-01-06 | 2015-09-08 | Daniel Brian Tan | Apparatus and method for corona treating film for self opening bags |
| JP6044090B2 (ja) * | 2012-03-21 | 2016-12-14 | セイコーエプソン株式会社 | 画像記録装置、画像記録方法 |
| DE102012111040A1 (de) | 2012-11-16 | 2014-05-22 | Océ Printing Systems GmbH & Co. KG | Einrichtung zum Fixieren eines Schreibmediums auf einem Aufzeichnungsträger |
| US9908733B2 (en) * | 2012-12-20 | 2018-03-06 | 3M Innovative Properties Company | Static reduction roller and method for reducing static on a web |
| KR101522773B1 (ko) * | 2013-08-09 | 2015-05-26 | 주식회사 야스 | 롤투롤 장치의 유연 기판 처짐 방지 시스템 |
| CN105830539B (zh) * | 2013-12-20 | 2021-01-12 | 3M创新有限公司 | 静电消除制品及其使用方法 |
| US20170038706A1 (en) * | 2015-08-03 | 2017-02-09 | Fuji Xerox Co., Ltd. | Winding device and image forming device |
| JP2017032817A (ja) * | 2015-08-03 | 2017-02-09 | 富士ゼロックス株式会社 | 画像形成装置 |
| CN106515215B (zh) * | 2016-11-08 | 2018-11-27 | 北京华夏视科技术股份有限公司 | 印刷机 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US26951A (en) * | 1860-01-24 | John e | ||
| USRE26951E (en) * | 1956-12-31 | 1970-09-22 | Method and apparatus for feeding and coating a web | |
| DE1264201B (de) * | 1960-10-04 | 1968-03-21 | Celanese Corp | Einrichtung zum laufenden Fuehren einer elektrisch nicht leitenden Materialbahn |
| GB1535389A (en) * | 1976-08-12 | 1978-12-13 | Ici Ltd | Splicing process and apparatus |
| US4402035A (en) * | 1980-09-02 | 1983-08-30 | Polaroid Corporation | Low voltage electrostatic charge regulating apparatus |
| US4462528A (en) * | 1982-06-18 | 1984-07-31 | Polaroid Corporation | Electrostatic web clamp |
| US4501954A (en) * | 1983-06-27 | 1985-02-26 | Proctor-Silex, Inc. | Mechanical electrode |
| US4852820A (en) * | 1986-12-04 | 1989-08-01 | Gottlieb Looser | Winding method and apparatus |
| JP2716105B2 (ja) * | 1991-06-24 | 1998-02-18 | 株式会社日立製作所 | 交番定電流回路 |
| KR19980702975A (ko) * | 1995-03-15 | 1998-09-05 | 애브리데니슨코포레이션 | 제어된 정전기력을 가진 웹 이송기 및 그 방법 |
-
1995
- 1995-03-03 KR KR1019970706383A patent/KR19980702975A/ko not_active Application Discontinuation
- 1995-03-15 US US08/404,726 patent/US5605607A/en not_active Expired - Lifetime
-
1996
- 1996-02-23 BR BR9607861A patent/BR9607861A/pt not_active Application Discontinuation
- 1996-02-23 DE DE69637341T patent/DE69637341T2/de not_active Expired - Fee Related
- 1996-02-23 AT AT96906629T patent/ATE379955T1/de not_active IP Right Cessation
- 1996-02-23 WO PCT/US1996/002535 patent/WO1996028959A1/en active IP Right Grant
- 1996-02-23 EP EP96906629A patent/EP0873671B1/en not_active Expired - Lifetime
- 1996-02-23 CN CN96192574A patent/CN1128569C/zh not_active Expired - Fee Related
- 1996-02-23 AU AU49957/96A patent/AU4995796A/en not_active Abandoned
- 1996-12-11 US US08/763,606 patent/US5900218A/en not_active Expired - Lifetime
-
1998
- 1998-01-22 US US09/010,696 patent/US5964988A/en not_active Expired - Lifetime
Non-Patent Citations (1)
| Title |
|---|
| TAPPIJOURNAL 1993-11-01 ROBERT,P,WETTERMAN,ELECTROSTATICALLY,ASSISTED,CORE,STARTS,ON,AUTOMATIC,WINDERS * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101690417B (zh) * | 2007-06-22 | 2014-07-09 | 3M创新有限公司 | 用于调整移动幅材上的静电荷的装置和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU4995796A (en) | 1996-10-02 |
| ATE379955T1 (de) | 2007-12-15 |
| EP0873671B1 (en) | 2007-11-28 |
| US5605607A (en) | 1997-02-25 |
| DE69637341T2 (de) | 2008-10-09 |
| DE69637341D1 (de) | 2008-01-10 |
| KR19980702975A (ko) | 1998-09-05 |
| EP0873671A1 (en) | 1998-10-28 |
| BR9607861A (pt) | 1998-06-30 |
| US5964988A (en) | 1999-10-12 |
| WO1996028959A1 (en) | 1996-09-19 |
| EP0873671A4 (zh) | 1998-10-28 |
| US5900218A (en) | 1999-05-04 |
| CN1178624A (zh) | 1998-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1128569C (zh) | 带受控静电力的卷材进给器及其控制方法 | |
| US20070134426A1 (en) | Vacuum evaporation deposition method of the winding type and vacuum evaporation deposition apparatus of the same | |
| CN101755079A (zh) | 液相基质的纺纱方法,通过液相基质的静电纺纱来生产纳米纤维的装置、以及用于该装置的纺纱电极 | |
| US20140320575A1 (en) | Corona treatment device | |
| US5420743A (en) | Control of the neutralization of surface charges on objects | |
| CN1071275C (zh) | 印刷机械的单张纸传送装置 | |
| JP6195501B2 (ja) | 媒体付着ベルトを用いた、改善された媒体搬送部への媒体の付着方式 | |
| JP3242193B2 (ja) | 画像形成装置 | |
| US1263419A (en) | Paper-web-control device for reel-fed rotary printing-machines. | |
| US5041941A (en) | Charge control for EB coated paperboard | |
| US3082735A (en) | Apparatus for feeding and coating a web | |
| US4254424A (en) | Electrostatic recording apparatus | |
| JP2004502574A (ja) | 枚葉紙印刷機内の乾燥装置 | |
| EP0099178B1 (en) | Apparatus for clamping insulative material | |
| CA1197090A (en) | Method and apparatus for coating semiconductive materials | |
| JP3316052B2 (ja) | 画像形成装置 | |
| KR20180024253A (ko) | 현수막 커팅장치 | |
| US5666148A (en) | Image forming apparatus with an electrode unit having plural electrodes | |
| WO2004035443A1 (en) | Web tension control | |
| EP1483806A2 (en) | A grounding electrode and a method in which it is utilized | |
| CN211764321U (zh) | 一种直喷印花机用顶布杆装置 | |
| CN211222405U (zh) | 一种led固化涂布复合机 | |
| JPH1087102A (ja) | 媒体搬送装置 | |
| JPH0781129A (ja) | 画像形成装置 | |
| JP3055191B2 (ja) | 画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20031119 Termination date: 20100223 |