CN1057820A - 玻璃板弯曲法及其设备 - Google Patents
玻璃板弯曲法及其设备 Download PDFInfo
- Publication number
- CN1057820A CN1057820A CN91104580.5A CN91104580A CN1057820A CN 1057820 A CN1057820 A CN 1057820A CN 91104580 A CN91104580 A CN 91104580A CN 1057820 A CN1057820 A CN 1057820A
- Authority
- CN
- China
- Prior art keywords
- sheet glass
- stove
- glass
- bending
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/025—Re-forming glass sheets by bending by gravity
- C03B23/0258—Gravity bending involving applying local or additional heating, cooling or insulating means
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/025—Re-forming glass sheets by bending by gravity
- C03B23/0256—Gravity bending accelerated by applying mechanical forces, e.g. inertia, weights or local forces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/035—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B29/00—Reheating glass products for softening or fusing their surfaces; Fire-polishing; Fusing of margins
- C03B29/02—Reheating glass products for softening or fusing their surfaces; Fire-polishing; Fusing of margins in a discontinuous way
- C03B29/025—Glass sheets
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
本发明涉及一种玻璃板弯曲法及其设备。空气
从玻璃板上面的炉子上部流入在该玻璃板下面的炉
子下部,因而在所述玻璃板的上下两侧形成压差效应
以支托所述玻璃板,该玻璃板连同其中心区域内均被
加热到对于弯曲和(或)回火来说足够高的温度,此温
度如此之高,以至于无压力效应的支托,玻璃板中心
区域就会过度地向下弯曲和下陷。为了增强压力效
应,炉子中放一隔板,隔板具有一开口,它用来定位与
对准和玻璃板在一起的环状模板。
Description
本发明涉及一种玻璃板弯曲方法,所述方法包括下述步骤:
- 在弯曲炉中将一块玻璃板加热接近软化的温度;
- 把已加热的玻璃板放在一个环状模板上;
- 可借助于重力弯曲此玻璃板。
本发明还涉及一种玻璃板弯曲设备,此设备包括:
- 一台配有加热装置的弯曲炉,加热装置用来将炉温保持在对于弯曲玻璃板来说足够高的温度;
- 一个环状模板,它用来支承要在此弯曲炉中进行弯曲的玻璃板。
本发明能与多种类型的炉子设备配合使用。在一种主要类型的炉子中,放在一个环状模板上的玻璃板被从一个炉段送入另一个炉段,在这些前后相继的炉段中温度逐渐升高,在最后一个炉段中达到对于弯曲来说足够高的温度。在另一种主要类型的炉子中,在一个装有滚子的炉子中加热玻璃板,然后用在上方的真空捡拾器从滚子上提起玻璃板,将其放在移至其下方的环状模板的顶部,接着可在该环状模板上进行弯曲,此环状模板在该炉子中或在该炉子下游单独的弯曲段中。
不论所用炉子是何种类型,在环状模板上进行弯曲时存在的问题是对玻璃板各个部分的温度和弯曲的控制。如果整块玻璃板的温度普遍地升高到对于难以弯曲的边缘部分来说足够高的水平,则此玻璃板的中心部分已被软化到了过份弯曲和下陷的程度。
众所周知,以前为了解决这一问题,对玻璃板的边缘部分施加更为强烈的加热,以便此部位产生足够的弯曲,但玻璃板的中心部分需保持较低的温度(例如580℃),以防过度弯曲和下陷。然而,这种方法的缺点是不能生产出真正的回火玻璃,其原因是,为了达到真正的回火效果,玻璃板的整个区域都应加热到600℃以上,最好是大约610-620℃。
本发明的一个目的在于:提供一种在一个环状模板上基本上借助重力完成弯曲玻璃板的方法和设备,此时玻璃板的整个区域同时加热到对于弯曲来说足够的温度。
本发明的一个具体目的在于:提供一种能控制和调整玻璃板整个区域的重力弯曲的方法和设备,这种方法在某种意义上与重力和温度之间一般的相互关系无关。本发明的另一个特点是能够把加热作用集中在主要的弯曲区域。
本发明的目的是通过这样一种措施得以实现的,其中玻璃板放在弯曲炉中的一个环状模板上并加热到接近软化的温度,空气从要进行弯曲的玻璃板上面的炉子部分流入到玻璃板下面的炉子部分,以便在所述玻璃板的上下两侧形成压差效应,这种压力效应用来支托玻璃板以进行弯曲和(或)回火,所述玻璃板连同其整个中心区域均被加热到足够高的温度,此温度如此之高,以至于没有上述压力效应,玻璃板的中心部分就会过度地向下弯曲和下陷。
现在结合附图,详细介绍本发明的几个实施例,其中:
图1是实施本发明方法的一种设备的局部剖切的轴侧示意图;
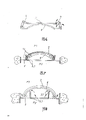
图2表示一块己弯曲的玻璃板;
图3A-C是利用本发明方法和设备弯曲玻璃板的各个弯曲阶段的侧视示意图;
图4是一个模板组件的侧视示意图,该组件配有协助玻璃板弯曲的机械装置;
图5示意地画出一种设备的垂直剖视图,该设备用来把已弯曲的玻璃板加热到回火温度后送入回火段;
图6示意地表示一种弯曲炉的垂直剖视图,在其中,利用形成支托玻璃板的压差的同一个鼓风空气集中作用在玻璃板的边缘部分上以加强加热效果;
图7表示另一种模板组件的示意剖视图,在其中利用模板上的多个孔洞或槽口11来调整气流,此气流是由玻璃板上下两侧遍布的压力差造成的;
图8示意地表示又一种模板组件的横截面,该模板组件用来将玻璃板上下两侧遍布的压力差限制在玻璃板表面积的中心部分。
首先参看图1、5和6,炉子1被一块隔板3分成为炉子顶部1.1和炉子底部1.2。在炉子的这两部分或者说两个炉室1.1和1.2之间连接一根导管或者歧管4,所述导管与一台风机5相连,它将空气从炉子顶部1.1送往底部1.2。隔板3上设有一个开口3.1(同时参看图3A,7和8),环状模板6和由其支托的玻璃板7就放置在所述开口的上方并与开口对准。借助于一个套圈状密封垫3.2,使开口3.1的框边相对于环状模板6大致形成密封。隔板3和套圈密封垫32可用金属板制作。当环状模板6连同玻璃板一起放置在开口3.1上方之后,开动风机5,将空气由隔板3的上方送往其下方,因此在玻璃板7的上下两侧形成压差。此压差起着支托玻璃板7的作用。压差测量仪12用来控制风机5的输出,以产生所需的压差值以及对玻璃板7的支托作用。借助于这一压差,可在整块玻璃板7被加热到足以进行回火的温度610-620℃的情况下,不会发生未被环状模板支托的玻璃板中心部分C的过度下陷。
玻璃板的端部和靠近拐角的区域成为难以弯曲区B,在那里玻璃板的变形和必要的伸长量最大。如图6所示,能借助于管道4.3将用来建立压差的空气集中在这些难以弯曲区内,增加对流强化了这些区域的加热。显然这种喷射状气流形成的压力将使玻璃板上下两侧遍布的压差在整个表面的各个部分将有所不同。然而,在玻璃板7的整个表面积,下面的压力P2总是比上面的压力效应P1要大得多。在这里,术语“压力效应”应作广义的理解,它也包括冲击此玻璃表面的气流作用力。
与传统的刀口模板弯曲相反,图3所示的一种模板组件用于使玻璃板的边缘和拐角区向下弯曲,同时还抬高该玻璃板的中心部分。此处抬高中心部分是借助于模板组件和上述压差共同作用的结果。图3A中的玻璃板7处于加热的最初阶段。在图3B中,该玻璃板几乎己被弯成模板的形状。因此,流过玻璃板边缘部分、由压力P2降为压力P1的气流被加速。这一股气流起加热玻璃板边缘部分的作用,因而有助于此区域向下弯曲。然而,这种流动本身并没有在边缘部分中形成比中心区域更大的压差。在图3C中,玻璃板的弯曲已经完成并能被送去回火。可将玻璃板送到如图5所示的回火段中。在这种情况下隔板3可水平移动,因此在模板6从炉子1传送到回火段2的过程中,能够保持玻璃板7上的压差。在传送期间,阀门4.3用来把鼓风气流从导管4.1引入支管4.2到达一个入口10的下方,以保证支托玻璃板的压力能保持到开始回火鼓风时,或者至少保持到十分接近回火鼓风作用的时刻,使玻璃板本身不再有时间因弯曲或下陷而产生变形。当然,在传送过程也可用其方法来保持压差效应。所述隔板3也可作垂直移动。
图4介绍一种设有连杆机构9的模板,所述连杆机构提供了用来夹紧玻璃板7棱边的机械弯曲装置,即使在上述压差妨碍己处于适当时刻和适当回火温度的玻璃板边缘向下弯曲的情况下,此弯曲装置也能向下转动玻璃板的棱边。
在图7所示的实例中,模板6上开有孔洞或者槽口11,它们用来将空气从高压P2侧引往低压P1侧,改变这些孔洞或者槽口11的排列和形状可以调节气流,以便在难以弯曲区产生增强对流的效果。
在图8所示的情况下,开口3.1和密封套圈3.2的表面积比环状模板6的表面积小得多,因此压差效应能集中在玻璃板的中心区域,在此同时,下弯的边缘区域能在毫无所述压差阻力的情况下自由地下弯。因此,玻璃板的边缘区域甚至可以做出急剧的转弯。
玻璃板7和模板6在炉子与回火段之间的传送可通过移位杆8(见图1)来进行,模板6与移位杆8相连接。
直至玻璃板开始进行弯曲之前,在炉子的顶部1.1和底部1.2之间的压差都是不需要的,因此,在直到弯曲炉1中才达到最终弯曲温度的对玻璃板7的加热循环初期,风机5不需开动。反之,如果是把一块己加热到或接近于弯曲温度的玻璃板从一个前置炉段送入弯曲段1,则风机5就可连续运转。然而,在临近弯曲过程的末期,尤其是如果隔板3和套圈3.2密封得相当严密,就必须降低风机5的鼓风功率,以便在玻璃板7已经阻断流道之后不再增加炉子顶部1.1和底部1.2之间的压差。
本发明方法的优点如下:
1.只有玻璃板的边缘区域受到机械接触,因此质量要求最严格的玻璃板中央部分不会出现表面缺陷。
2.玻璃靠重力产生弯曲,没有明显的接触或施加任何大的外力,因此弯曲线是有弹性和平滑的,玻璃不会产生某些例如由于与模板表面接触造成“不连续”弯曲或者沉陷所引起的光学缺陷。
3.能将玻璃的整个区域加热到对于回火来说足够高的温度,因此即使对于较薄的玻璃,也能方便地进行弯曲和回火。
4.所用的弯曲模板技术比陶瓷模板成本低,方便实用。
5.玻璃板处于静态,因此玻璃温度和弯曲都容易被监控。由于压差使重力的作用被部分抵消,因而弯曲以低速进行,弯曲过程可以和缓地进行而不会发生突然变形。
6.加热效应能集中在难以弯曲的部位。
7.由于本方法便于在高温下弯曲,只要结合使用框形模板和局部鼓风,就完全能将玻璃板做成复杂的弯曲形状,迄今为止,如此复杂的弯曲形状总是需要昂贵的陶瓷模板。
上文只是参照一些典型实施例对本发明作一介绍。十分明显,本发明实施例的细节和结构可在不越出所附权利要求的范围内作多种变更。
Claims (13)
1、一种玻璃板弯曲方法,此方法包括下列步骤:
-在一台弯曲炉(1)中将一块玻璃板(7)加热到接近软化的温度;
-把巳加热的玻璃板(7)放在一个环状模板(6)上;
-可借助于重力弯曲此玻璃板(7),
其特征为,空气从要加以弯曲的玻璃板(7)上面的炉子部分(1.1)流入在玻璃板(7)下面的炉子部分(1.2),以便在所述玻璃板(7)的上下两侧形成压差效应,这种压力效应用来支托玻璃板,以进行弯曲和(或)回火,所述玻璃板连同其整个中心区域均被加热到足够高的温度,此温度如此之高,以至于没有上述压力效应,玻璃板的中心部分就会过度地向下弯曲和下陷。
2、根据权利要求1所述的方法,其特征为,至少有一些流到所述玻璃板(7)下面的空气以局部集中的方式对着玻璃板的底面吹送,以便增加难以弯曲的区域(B)的对流换热效果。
3、根据权利要求1或2所述的方法,其特征为,为了增强压力效应,所述炉子(1)内装有一块隔板(3),隔板(3)上有一个开口(3.1),和玻璃板(7)在一起的环状模板(6)放在它上方并与其对准。
4、根据权利要求1至3之一所述的方法,其特征为,玻璃板(7)的边缘和(或)拐角区向下弯曲,而其中心区域由于所述压力效应向上抬起。
5、根据权利要求1至4之一所述的方法,其特征为,用一台测量仪(12)量测遍布于所述玻璃板上下两侧的压差效应,并根据量测结果调节一台空气环流风机(5)的功率。
6、根据权利要求1至5之一所述的方法,其特征为,玻璃板(7)边缘部分的向下弯曲由机械压力构件(9)进行协助。
7、根据权利要求1或3所述的方法,其特征为,玻璃板(7)从炉子(1)送往回火段(2)的过程中,在玻璃板(7)的两个相对表面之间也建立起所述压差效应。
8、一种玻璃板弯曲设备,所述设备包括:
- 一台配有加热装置的弯曲炉(1),所述加热装置用来将炉子保持在对于弯曲玻璃板来说足够高的温度;
- 一个环状模板(6),它用来支托要在所述弯曲炉中进行弯曲的玻璃板(7),
其特征为,该设备还包括:
- 一根导管或者歧管(4),用来连接在玻璃板上面的炉子部分(1.1)和玻璃板下面的炉子部分(1.2)。
- 一个鼓风组件(5),它把空气从所述炉子上部(1.1)经过所述导管或者歧管送到所述炉子下部(1.2),从而在所述玻璃板(7)的上下两侧形成压差效应,以便从下方支托玻璃板。
9、根据权利要求8所述的设备,其特征为,所述炉子内装有一块隔板(3),它将炉子分成一个上部和一个下部(1.1和1.2),此隔板(3)上具有一个开口(3.1),它对准环状模板(6)开口的中心区域。
10、根据权利要求9所述的设备,其特征为,借助于密封垫(3.2),使所述隔板(3)中开口(3.1)的框边相对于环状横板(6)至少有一定程度的密封。
11、根据权利要求8至10之一所述的设备,其特征为,所述环状模板(6)上设有多个孔洞或者槽口(11),使气流能经过它们从炉子下部(1.2)流往炉子上部(1.1)。
12、根据权利要求8至11中任何一项所述的设备,其特征为,隔板(3)上的开口(3.1)限定了一个比所述环状模板(6)的框边要小的表面积,使所述玻璃板(7)的下表面中只有一部分经受较高的压力效应(P2)。
13、根据权利要求9所述的设备,其特征为,所述隔板(3)可水平或垂直移动。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI903397 | 1990-07-05 | ||
| FI903397A FI86054C (fi) | 1990-07-05 | 1990-07-05 | Foerfarande och anordning foer boejning av glasskiva. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1057820A true CN1057820A (zh) | 1992-01-15 |
Family
ID=8530754
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN91104580.5A Pending CN1057820A (zh) | 1990-07-05 | 1991-07-05 | 玻璃板弯曲法及其设备 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5292355A (zh) |
| EP (1) | EP0537182B1 (zh) |
| CN (1) | CN1057820A (zh) |
| DE (1) | DE69107210T2 (zh) |
| FI (1) | FI86054C (zh) |
| WO (1) | WO1992000921A1 (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100383066C (zh) * | 2003-03-29 | 2008-04-23 | 法国圣戈班玻璃厂 | 弯曲窗玻璃的方法和装置 |
| CN101337764B (zh) * | 2008-06-10 | 2011-01-05 | 黄世荣 | 用于生产拱形玻璃的模具及用该模具生产拱形玻璃的方法 |
| CN103118997A (zh) * | 2010-04-08 | 2013-05-22 | 玻璃技术公司 | 用于弯曲加热的玻璃板的压力弯曲工作站 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5669952A (en) * | 1994-10-14 | 1997-09-23 | Ppg Industries, Inc. | Pressure forming of glass sheets |
| FI96845C (fi) * | 1994-10-25 | 1996-09-10 | Risto Nikander | Menetelmä ja laitteisto lasilevyn taivutuskarkaisussa |
| US5907770A (en) * | 1995-07-19 | 1999-05-25 | Semiconductor Energy Laboratory Co., | Method for producing semiconductor device |
| US6902616B1 (en) * | 1995-07-19 | 2005-06-07 | Semiconductor Energy Laboratory Co., Ltd. | Method and apparatus for producing semiconductor device |
| FI100397B (fi) * | 1995-10-24 | 1997-11-28 | Glassrobots Oy | Lämmönsiirtomenetelmä lasilevyjen taivutusuunissa ja taivutusuuni |
| TW558861B (en) * | 2001-06-15 | 2003-10-21 | Semiconductor Energy Lab | Laser irradiation stage, laser irradiation optical system, laser irradiation apparatus, laser irradiation method, and method of manufacturing semiconductor device |
| JP2003160346A (ja) * | 2001-11-22 | 2003-06-03 | Murakami Corp | ガラス基板の曲面成形方法 |
| JP2004131347A (ja) * | 2002-10-11 | 2004-04-30 | Asahi Glass Co Ltd | ガラス板の曲げ成形方法 |
| US20050092026A1 (en) * | 2003-11-03 | 2005-05-05 | Merola Janice E. | Curved support fixtures for shape control |
| GB0604459D0 (en) * | 2006-03-06 | 2006-04-12 | Gramplan Health Board | Needle guidance apparatus |
| ES2720002T3 (es) * | 2015-08-18 | 2019-07-17 | Saint Gobain | Dispositivo y procedimiento de curvado de vidrio utilizando un ventilador |
| KR102368787B1 (ko) | 2015-10-08 | 2022-03-03 | 삼성디스플레이 주식회사 | 열성형 방법 및 열성형 장치 |
| CN107473576B (zh) * | 2017-09-22 | 2020-05-22 | 张家界永兴玻璃有限公司 | 一种玻璃加工装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3431095A (en) * | 1965-11-24 | 1969-03-04 | Libbey Owens Ford Glass Co | Glass bending furnace |
| GB1190371A (en) * | 1966-04-25 | 1970-05-06 | Pilkington Brothers Ltd | Improvements in or relating to the Bending of Glass Sheets |
| US4119424A (en) * | 1977-06-03 | 1978-10-10 | Ppg Industries, Inc. | Method and apparatus for shaping glass sheets on a bending mold |
| US4300935A (en) * | 1979-06-01 | 1981-11-17 | Ppg Industries, Inc. | Shaping glass sheets by drop forming with improved sag control |
| US4356018A (en) * | 1981-09-04 | 1982-10-26 | Mcmaster Harold | Method and apparatus for deep bending glass sheets |
| GB8604246D0 (en) * | 1986-02-20 | 1986-03-26 | Pilkington Brothers Plc | Manufacture of curved glass |
| FI81331C (fi) * | 1988-11-24 | 1990-10-10 | Tamglass Oy | Vaermeoeverfoeringsfoerfarande i en boejningsugn foer glasskivor och en boejningsugn. |
-
1990
- 1990-07-05 FI FI903397A patent/FI86054C/fi active IP Right Grant
-
1991
- 1991-06-12 DE DE69107210T patent/DE69107210T2/de not_active Expired - Fee Related
- 1991-06-12 EP EP91910483A patent/EP0537182B1/en not_active Expired - Lifetime
- 1991-06-12 US US07/956,481 patent/US5292355A/en not_active Expired - Lifetime
- 1991-06-12 WO PCT/FI1991/000187 patent/WO1992000921A1/en active IP Right Grant
- 1991-07-05 CN CN91104580.5A patent/CN1057820A/zh active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100383066C (zh) * | 2003-03-29 | 2008-04-23 | 法国圣戈班玻璃厂 | 弯曲窗玻璃的方法和装置 |
| CN101337764B (zh) * | 2008-06-10 | 2011-01-05 | 黄世荣 | 用于生产拱形玻璃的模具及用该模具生产拱形玻璃的方法 |
| CN103118997A (zh) * | 2010-04-08 | 2013-05-22 | 玻璃技术公司 | 用于弯曲加热的玻璃板的压力弯曲工作站 |
Also Published As
| Publication number | Publication date |
|---|---|
| FI903397A0 (fi) | 1990-07-05 |
| WO1992000921A1 (en) | 1992-01-23 |
| EP0537182A1 (en) | 1993-04-21 |
| EP0537182B1 (en) | 1995-02-01 |
| DE69107210T2 (de) | 1995-05-24 |
| DE69107210D1 (de) | 1995-03-16 |
| FI86054C (fi) | 1992-07-10 |
| FI903397A (fi) | 1992-01-06 |
| US5292355A (en) | 1994-03-08 |
| FI86054B (fi) | 1992-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1057820A (zh) | 玻璃板弯曲法及其设备 | |
| CN1046255C (zh) | 弯曲玻璃板的方法和加热炉 | |
| US4682997A (en) | Process and apparatus for bending glass plates in a horizontal position | |
| US4666492A (en) | Method and apparatus for shaping glass sheets | |
| US4666496A (en) | Shuttling support frame for vacuum pickup | |
| FI84805B (fi) | Foerfarande och formanordning foer att boeja svaora former pao en glasskiva. | |
| CN1224406A (zh) | 用于玻璃板热处理的加热炉 | |
| US4277276A (en) | Method and apparatus for shaping glass sheets using deformable vacuum mold | |
| CN87105967A (zh) | 水平压弯的装置和方法 | |
| EP0937687A3 (en) | Method and apparatus for the localization of heating in a tempering furnace for glass panels | |
| CN1373098A (zh) | 弯曲玻璃板的装置 | |
| ATE166042T1 (de) | Verfahren zum erwärmen von glastafeln, die getempert oder durch wärme gehärtet werden sollen | |
| JPS6245177B2 (zh) | ||
| US7497096B2 (en) | Apparatus and method for conveying curved glass sheets | |
| KR950006192B1 (ko) | 유리판 굽힘 방법 및 장치 | |
| JPS61246039A (ja) | 成形プラスチツク組成物の製造方法,およびその方法実施のための設備 | |
| FI86405C (fi) | Foerfarande och anordning foer framkallning av kantspaenning i vindruta i boejningsugn foer vindrutor. | |
| JPH06102360B2 (ja) | 横延伸装置のオーブン | |
| FI65981C (fi) | Vakuumbaersystem och foerfarande foer anvaendning vid boejandeav glas | |
| ATE139754T1 (de) | Vorrichtung zum wölben von glasscheiben | |
| JP2000327351A (ja) | ガラス板の曲げ成形方法および曲げ成形装置 | |
| JP4012993B2 (ja) | 板ガラスの曲げ成形装置および曲げ成形方法 | |
| JPS5895622A (ja) | ガラス薄板製造方法 | |
| CN220642908U (zh) | 一种预热式钢化炉 | |
| CN220376566U (zh) | 一种高强度玻璃钢化对流加热装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C03 | Withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |