CN103551581A - 具有冷却剂通道的复合制品和工具制造方法 - Google Patents
具有冷却剂通道的复合制品和工具制造方法 Download PDFInfo
- Publication number
- CN103551581A CN103551581A CN201310516305.3A CN201310516305A CN103551581A CN 103551581 A CN103551581 A CN 103551581A CN 201310516305 A CN201310516305 A CN 201310516305A CN 103551581 A CN103551581 A CN 103551581A
- Authority
- CN
- China
- Prior art keywords
- composite
- hardmetal materials
- article
- composite article
- binding agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/22—Making metal-coated products; Making products from two or more metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C25/00—Profiling tools for metal extruding
- B21C25/02—Dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/004—Article comprising helical form elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1904—Composite body of diverse material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/89—Tool or Tool with support
- Y10T408/907—Tool or Tool with support including detailed shank
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/131—Glass, ceramic, or sintered, fused, fired, or calcined metal oxide or metal carbide containing [e.g., porcelain, brick, cement, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/131—Glass, ceramic, or sintered, fused, fired, or calcined metal oxide or metal carbide containing [e.g., porcelain, brick, cement, etc.]
- Y10T428/1317—Multilayer [continuous layer]
Abstract
本发明公开了具有冷却剂通道的复合制品和工具制造方法。从旋转工具和旋转工具坯中选出的复合制品包括:至少一外部区域和一共轴设置的芯区域,其中,外部区域包括第一复合材料,芯区域包括第二复合材料,第一复合材料在至少一种特性方面与第二复合材料不同;以及至少一个内部冷却剂通道,该内部冷却剂通道纵向地设置在复合制品的内部并且与外部区域和芯区域相交;其中第一复合材料和第二复合材料各包括粘结剂中的硬颗粒;其中第一复合材料包括立方相碳化物;和其中基于第一复合材料的总重量,第一复合材料中立方相碳化物的浓度小于5重量百分比。
Description
本申请是申请日为:2006年6月14日,申请号为:200680014550.2,名称为:具有冷却剂通道的复合制品和工具制造方法的发明的分案申请。
技术领域
本发明总体上涉及形成具有复合构造的制品(例如,工具坯)的方法,所述复合构造包括不同的成分和/或微观结构的区域。本发明还涉及旋转工具和旋转工具的工具坯,旋转工具具有复合构造和至少一个冷却剂通道。本发明的方法基本上应用于旋转工具的生产,并且可以例如应用于硬质合金旋转工具的生产,该硬质合金旋转工具用于材料去除操作,例如钻孔、铰孔、钻埋头孔、镗孔和端铣削。
背景技术
硬质合金旋转工具(即,受到驱动进行旋转的工具)通常用于机加工操作,例如钻孔、铰孔、钻埋头孔、镗孔、端铣削和攻丝。这类工具一般具有实心的整体构造。这类工具的制造过程可以包括固结冶金粉末(包括微粒陶瓷和粘结金属),以形成压块。然后烧结该压块以形成具有实心整体构造的圆柱形工具坯。正如这里所使用的,整体构造是指工具由例如硬质合金材料构成,该材料在工具内的任何工作容积处都具有大致相同的特性。在烧结之后,对工具坯进行适当的机加工,以形成旋转工具的具有特定几何形状的切削刃和其它部件。旋转工具包括例如钻、端铣刀、铰刀和丝锥。
由硬质合金构成的旋转工具适合于许多工业应用,包括由例如金属、木材和塑料制成的材料的切割和成形。硬质合金工具因这些材料的特性中结合了拉伸强度、耐磨性和韧性而在工业上很重要。硬质合金材料包括至少两相:至少一种硬陶瓷组分和由金属粘结剂构成的柔软基体。硬陶瓷组分可以是例如在元素周期表中位于IVB至VIB族内的元素的碳化物。通常的示例是碳化钨。粘结剂可以是金属或金属合金,一般是钴、镍、铁或这些金属的合金。粘结剂将陶瓷组分“接合”在三维空间中互连的基体内。硬质合金可以通过固结由至少一种粉末陶瓷组分和至少一种粉末粘结剂构成的冶金粉末混合物来制造。
硬质合金材料的物理和化学性质部分地取决于用于生产该材料的冶金粉末的单个组分。硬质合金材料的性质由例如陶瓷组分的化学组成、陶瓷组分的颗粒尺寸、粘结剂的化学组成以及粘结剂与陶瓷组分的比例确定。通过改变冶金粉末的组分,可以将诸如钻和端铣刀的旋转工具生产成具有与特定应用场合相匹配的独特性质。
整体旋转工具还可以包括延伸通过其主体和柄部的冷却剂通道,以允许诸如油或水的冷却剂流到旋转工具的切削表面。冷却剂可以在柄端部处进入通道并在钻尖处离开。冷却剂冷却旋转工具和工件,并有助于将碎屑和灰尘从孔中喷出。在机加工操作期间使用冷却剂除了延长工具寿命以外,还允许利用旋转工具的更高的切削速度和更快的进给速率。具有冷却剂通道的旋转工具特别适合于在硬材料中钻深孔。
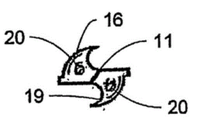
然而,旋转工具的整体构造在本质上限制了其性能和应用范围。例如,图1示出螺旋钻10的侧视图和端视图,该螺旋钻10具有用于在诸如木材、金属和塑料的构造材料中形成并抛光孔的典型设计。螺旋钻10包括最初切入工件中的横刃11。钻10的切削尖14跟随横刃11并且在钻孔的同时去除大部分材料。切削尖14的外周16对孔进行抛光。在切削过程中,切削速度从钻的中心到钻的外周显著不同。该现象在图2中示出,该图示意性地比较了典型螺旋钻的切削尖的内径D1、外径D3和中径D2的切削速度。在图2(b)中,外径D3为1.00英寸,直径D1和D2分别为0.25和0.50英寸。图2(a)示出螺旋钻以每分钟200转的速度工作时三个不同直径处的切削速度。如图2(a)和(b)所示,在旋转工具的切削刃上的不同点处测量的切削速度将随着距工具旋转轴线的距离的增加而增加。
由于切削速度的变化,具有整体构造的钻和旋转工具将不能经受均匀的磨损和/或切削和工具切削刃在从工具切削表面的中心到外侧边缘的不同点处的开裂。此外,在钻经过表面硬化的材料时,横刃一般用于穿透外层,而钻体的剩余部分去除表面硬化材料的较软芯部的材料。因此,在上述应用场合使用的整体构造的常规钻的横刃的磨损速度将比切削刃的剩余部分的磨损速度快得多,从而致使这种钻的使用寿命相对较短。在这两种情况下,由于常规硬质合金钻的整体构造,必须频繁地重新研磨切削刃,从而大大地限制了刀刃的使用寿命。频繁的重新研磨和工具改变也会导致所使用的机床有过多的停机时间。
因此,已经使用了诸如复合旋转工具的复合制品,例如在美国专利No.6,511,265中所描述的那些工具,该专利的全部内容在此引作参考。如果适当设计,复合旋转工具与具有整体性更强的构造的旋转工具相比可以具有增加的工具使用寿命。然而,需要这样的钻和其它旋转工具,它们在工具的不同区域具有不同的特性并包括冷却剂通道。作为示例,需要这样的硬质合金钻和其它旋转工具,无论相对于工具旋转轴在工具表面上的位置如何,都将受到大致均匀的磨损,并且允许在切削表面处进行冷却。需要一种具有冷却剂通道的复合旋转工具,使得复合旋转工具可以具有与整体式旋转工具相同的益处。还需要一种制造复合旋转工具和包括冷却剂通道的复合旋转工具的通用方法。
发明内容
本发明的实施例包括复合制品,该复合制品包括至少一第一区域和一第二区域。第一区域可包括第一复合材料,其中第一区域包括小于5wt.%重量的立方相碳化物(cubic carbides),第二区域可包括第二复合材料,其中第二复合材料在至少一种特性方面与第一复合材料不同。复合制品还可包括至少一个冷却剂通道。在一些实施例中,第一和第二复合材料可以各包括粘结剂中的硬颗粒,其中这些硬颗粒独立地包括碳化物、氮化物、硼化物、硅化物、氧化物及其固溶体中至少之一,并且粘结剂包括从钴、镍、铁及其合金中选出的至少一种金属。在具体实施例中,第一复合材料和第二复合材料可以各包括粘结剂中的金属碳化物。
所述特性可以是从由弹性模量、硬度、耐磨性、断裂韧度、拉伸强度、耐蚀性、热膨胀系数和导热系数构成的组中选出的至少一种特性。复合制品例如可以是旋转工具、旋转工具坯、钻、端铣刀、丝锥、杆和棒中之一。在一些实施例中,复合制品还可包括两个或更多的冷却剂通道,并且这些冷却剂通道可以是大致直线或大致螺旋线的形状。
本发明的实施例还包括一种形成制品的方法,该方法包括共挤出包括金属碳化物的至少两种复合材料以形成生坯。所述复合材料可以是上述的那些。可以通过模具进行所述至少两种复合材料的共挤出,并且在某些实施例中,模具可包括用于在生坯中制出内部通道的装置。模具可包括至少一根丝线以形成生坯内的内部通道,其中丝线可以是刚性的或柔韧的。
实施例还包括一种制造具有复合结构的旋转工具的方法,该方法包括:将挤出的第一粉末金属置于模具空隙的第一区域中;将第二冶金粉末金属置于空隙的第二区域中,所述挤出的第一粉末金属不同于第二冶金粉末;压缩模具以使挤出的第一粉末金属和第二粉末金属固结以形成生坯。可以烧结生坯以形成制品。在烧结之前或之后可以从生坯中去除材料以提供至少一个切削刃。
读者通过考虑下面对本发明实施例的详细描述,将理解本发明上述的细节和优点以及其它。读者在利用本发明时也可以理解本发明的其它细节和优点。
附图说明
本发明的特点和优点可以通过参照附图更好地理解,附图中:
图1(a)和1(b)分别是具有冷却剂通道的常规螺旋钻的平面图和端视图;
图2(a)是示出图2(b)所示的常规螺旋钻的三个直径D1、D2和D3处的切削速度的图示;
图3(a)和3(b)包括根据本发明方法的实施例生产的杆的横截面(图3(a))和纵截面(图3(b)),该杆包括中心碳化物等级B的芯和硬质合金等级A的壳;
图4(a)-4(d)示出复合硬质合金的实施例的截面图;
图5(a)-5(d)是坯的实施例,示出不同构造的冷却剂通道的示例,例如直的单一冷却剂通道(图5(a));两个直的通道(图5(b));两个螺旋形或螺线形通道(图5(c));以及三个螺旋形或螺线形通道(图5(d));
图6(a)示出共挤出挤压设备,用于将等级A的管和等级B的杆共挤压通过具有内部螺旋锯齿的模具,以生产具有螺旋形或螺线形通道的坯;
图6(b)示出通道模具;
图6(c)是离开具有螺旋锯齿的模具的具有内部通道的共挤压复合硬质合金杆的照片;
图7示出用在本发明的方法的实施例中的干套模均衡压制设备,其中本发明的方法包括固结具有挤出杆的硬质合金等级B和由硬质合金等级A制成的内部通道;
图8(a)是具有本发明内部冷却剂通道的复合杆的纵截面的照片,照片中的尼龙丝线已经插入到通道中,从而更清晰地示出其位置和冷却剂通道的路径;和
图8(b)是由具有内部冷却剂通道的复合硬质合金制成的钻的纵截面的照片。
具体实施方式
本发明提供了旋转切削工具、切削工具坯、杆和其它具有复合构造的制品以及制造这些制品的方法。如果期望,这些制品还可包括内通道,例如冷却剂通道。正如这里所使用的,旋转工具是具有至少一个受到驱动以进行旋转的切削刃的工具。正如这里所使用的,“复合”构造是指具有在化学组成和/或显微结构方面不同的区域的制品。这些不同导致这些区域在至少一种特性方面具有不同的性质。所述特性可以是例如硬度、拉伸强度、耐磨性、断裂韧性、弹性模量、耐蚀性、热膨胀系数和导热系数中的至少一个。可以根据本发明构造的复合旋转工具包括钻和端铣刀以及其它可以用于例如钻孔、铰孔、钻埋头孔、镗孔、端铣削和对材料进行攻螺纹的工具。
本发明更具体地提供了一种复合旋转工具,其具有至少一个切削刃、至少两个硬质合金材料的区域和至少一个冷却剂通道,其中所述至少两个硬质合金材料的区域在至少一种特性方面不同。可以通过在两个硬质合金材料的区域中间改变化学组成和显微结构中至少之一来提供不同的特性。区域的化学组成是例如陶瓷组分和/或区域粘结剂的化学组成和区域的硬质合金与粘结剂之比的函数。例如,旋转工具的两个硬质合金材料区域之一与两个区域中另一区域相比,可以显示出更大的耐磨性、增强的硬度和/或更大的弹性模量。
本发明的各方面可以参照工具坯400来描述,工具坯400在图4(a)中以横切轴线的横截面示出。工具坯400是具有两个共轴设置的硬质合金区域410、420和冷却剂通道430的大体圆柱形的烧结体。然而对本领域的技术人员显然的是,本发明的下面的讨论也可以适于制造几何形状更为复杂和/或具有多于两个区域的复合旋转工具和工具坯。因此,下面的讨论不是限制本发明,而是仅示出本发明的实施例。
在图4(a)的实施例中,圆柱形的旋转工具坯400包括两个不同的硬质合金区域,即芯区域400和外部区域410。芯区域420和外部区域410均由包括连续粘结剂基体的陶瓷颗粒的硬质合金材料制成。优选地,芯区域420和外部区域410中的硬质合金材料包括由属于周期表的IVB至VIB族的一种或多种元素的包括小于5%的立方相碳化物或在一些应用场合小于3wt.%的立方相碳化物的碳化物构成的陶瓷组分。本发明的实施例可以包括小于5wt.%的立方相碳化物,因为立方相碳化物可以降低制品的横向断裂韧度,增加制造成本并降低断裂韧度。这对于用于机械加工硬工件的工具来讲尤其重要,其中机加工导致剪切作用并且钻的强度应当是最大的。
每个区域中陶瓷组分优选地占硬质合金材料总重量约60至约80的重量百分比。硬质合金颗粒嵌入在粘结剂材料基体内,每个区域中所述粘结剂材料优选地占全部材料的约2至约40的重量百分比。粘结剂优选地是Co、Ni、Fe和这些元素的合金中的一种或多种。粘结剂例如还可含有含量达到在粘结剂中的溶解度极限的元素,诸如W、Cr、Ti、Ta、V、Mo、Nb、Zr、Hf和C。此外,粘结剂可以含有达重量百分比为5的元素,诸如Cu、Mn、Ag、Al和Ru。本领域的技术人员将理解,硬质合金材料的任一或全部构成组分可以以元素的形式、作为化合物、和/或作为中间合金引入。
工具坯400的芯区域420在界面415处自生地结合到外部区域410。图4(a)中所示的界面440是圆柱形的,但要理解,本发明复合旋转工具的硬质合金材料区域的界面的形状不限于圆柱形的构造。区域之间在界面415处的自生结合可以例如通过粘合剂基体而形成,其中粘合剂基体从芯区域420三维地延伸到外部区域410,或者从外部区域410三维地延伸到芯区域420。两个区域中粘结剂与陶瓷组分之比可以相同或不同,并且可以在区域之间改变以影响区域的相对特性。仅作为示例地,复合工具坯30相邻区域中粘结剂与陶瓷组分之比可以变化1至10重量百分比。本发明复合旋转工具的不同区域中的硬质合金材料的特性可以适应于具体的应用场合。
本领域的技术人员在考虑本发明的描述之后将理解,本发明的改进的旋转工具可以构造成具有数个不同的硬质合金材料层,以产生从工具的芯区域到周边的一个或多个特性的量值的递变。从而,例如可以提供这样一种螺旋钻,该螺旋钻具有多个共轴设置的硬质合金材料区域,并且其中每个这样的区域与相邻的更接近中心设置的区域相比依次具有更大的硬度和/或耐磨性。冷却剂通道可以设置在任一区域中,或与两个或更多区域相交。本发明的方法提供了压出制品的设计中较大的设计灵活性。或者,本发明的旋转工具可以具有其它的复合构造,其中在工具的不同区域处存在不同的特定特性。
本发明的复合硬质合金旋转工具的主要优点在于,为工具设计者提供了使工具各区域的性质适合于不同的应用场合的灵活性。例如,本发明的具体复合坯的各个硬质合金材料区域的尺寸、定位、厚度、几何形状和/或物理性质可以选择成适合于由该坯所制造的旋转工具的特定应用场合。此外,冷却剂通道可以定位于期望的位置,并且可以是螺旋形、螺线形、直线形或这些形状的组合。因此,例如,在使用中经受显著弯曲的旋转工具的一个或多个硬质合金区域的刚度可以是具有增强弹性模量的硬质合金材料的刚度;可以使具有切削表面且切削速度大于其它区域的一个或多个硬质合金区域的硬度和/或耐磨性增大;和/或可以增强在使用中受到化学接触的硬质合金材料的区域的耐蚀性。
图4(b)和4(c)示出本发明的另外的实施例。这些实施例还可以包括通道,例如冷却剂通道。图4(b)的实施例包括具有不同硬质合金等级的内部区域的管。在该示例中,杆440包括由第一硬质合金制成的外部区域441、由第二硬质合金制成的第一内部区域442、和可以包括相同或不同硬质合金的附加内部区域443。杆440可以通过例如共挤出包括填充有杆452和453的管451的组件450而生产。杆452可以由例如至少一种特性与杆453不同的硬质合金制成。
仅作为示例地,图4和5示出本发明旋转工具的另外的实施例。图4示出根据本发明构造的阶梯钻110。该阶梯钻110包括具有多个螺旋形取向的切削刃114的切削部分112。钻110还包括由卡盘接收的用于将钻安装到机床(未示出)的安装部分116。示出了钻110的局部横截面,以显示在至少一种特性方面彼此不同的三个硬质合金材料区域。第一区域118设置在钻110的切削尖处。构成区域118的硬质合金材料相对于形成钻110的芯的芯区域120显示出增强的耐磨性和硬度。芯区域由相对于剩下的两个区域显示出增强的弹性模量的硬质合金材料制成。增强的弹性模量减小了迫使钻110接触工件时钻110弯曲的趋势。钻还包括确定多个螺旋形取向的切削刃114的外部区域122。外部区域围绕芯区域120并相对于芯区域120共轴设置。外部区域122由硬质合金材料组成,并且相对于芯区域120和尖区域118显示出增强的硬度和耐磨性。由外部区域122确定的切削表面114与接近钻中心轴的切削区域相比经受更快的切削速度。因此,外部区域122的增强的耐磨性和硬度可以选择成使得切削表面的均匀磨损可以实现。
本发明的实施例还包括制造复合硬质合金制品的另外的方法。实施例包括通过共挤出包括硬质合金的至少两种复合材料以形成生坯来形成复合制品的方法。共挤出可以通过直接或间接挤出过程来进行。挤压机的供料腔填充有两个等级的材料,例如两个等级的硬质合金粉末,和混合有塑料粘结剂的粘结剂粉末。塑料粘结剂材料的含量可以为约33wt.%至67wt.%,并且可以降低粉末金属混合物的粘度以允许进行挤压操作。
硬质合金的挤压过程是本领域熟知的。在典型的挤压过程中,金属粉末与塑料粘结剂混合。可以使用任何典型的塑料粘结剂,例如基于苯甲醇、纤维素、聚合物或石油产品的塑料粘结剂。一般地,使用高光泽混合过程以确保金属粉末与塑料粘结剂之间的紧密接触。
金属/粘结剂混合器可以由螺旋进料机抽吸通过挤压机以生产挤出产品。本发明方法的实施例包括至少两个硬质合金等级的共挤出。这里使用的术语共挤出是指同时挤出两种材料以形成结合有该两种材料的单一制品。在本发明的方法中可以采用任何共挤出过程,例如抽吸两个等级的硬质合金,以分离浇口杯或模具的区段,其中两个等级彼此紧密接触地离开模具。
共挤出过程的实施例在图6(a)中示出。供料腔600填充有由第一等级的硬质合金粉末制成的杆610和由第二等级的硬质合金粉末制成的管620。杆610和管620各由本领域熟知的单独的挤出过程形成。在一些实施例中,管620可以直接挤出到供料腔600中。在单独挤出过程中形成的杆610而后可以插入到已经处于供料腔600中的管620中。
在该挤出过程的实施例中,活塞(未示出)推动杆610和管620通过供料腔并进入浇口杯630。浇口杯630的横截面积从供料腔到模具640减小。浇口杯630使硬质合金粉末致密并固结,从而使杆610与管620之间紧密接触并形成生坯(“挤出材料”)。
在一些实施例中,挤出过程还可以包括结合在浇口杯630和模具640之间的通道模具650。该通道模具包括两根丝线660或者该通道模具可以包括用于制成生坯中的内部通道的其它装置。丝线660连接到保持丝线660的臂670上,使得它们可以接触到挤出材料。丝线660使得在挤出材料中形成通道。丝线660可以由任何能够在挤出材料中形成通道的材料制成,例如,但不限于,尼龙、涂有聚合物的金属丝、聚乙烯、高密度聚乙烯、聚酯、聚氯乙烯、聚丙烯、芳族聚酰胺、凯夫拉尔(Kevlar)、聚醚醚酮、天然材料、棉花、大麻和黄麻。优选地在一些应用中,例如为了形成螺旋形取向的通道,丝线是柔韧的丝线。然而,对于直线取向的通道和在一些螺旋的应用中,可以使用刚性丝线。这些通道可以用作旋转工具中的冷却剂通道。丝线660可以用于形成螺旋形取向的通道、线性取向的通道或其组合。丝线的横截面或构成组件的其它通道可以具有任何形状,例如圆形、椭圆形、三角形、正方形或六角形。
在挤出材料相对于通道模具650旋转的实施例中,螺旋形取向的通道可以形成在挤出材料中。通过在模具640中并入螺旋锯齿,可以使挤出材料旋转。在图6(c)中,挤出材料680离开模具645,在模具645的内表面上具有螺旋锯齿。随着挤出材料通过锯齿,使挤出材料相对于通道模具(未示出)旋转。或者,可以使模具旋转来使挤出材料相对于通道模具旋转。可以使用其它的通道模具,这种模具包括固定螺旋线圈,其中使挤出材料以与螺旋线圈相同的旋转方向相对于通道模具旋转,或者可以使用任何其它的通道形成装置。
通道模具可以是单独的组件或者可以整合到挤出系统中的浇口杯、模具或其它组件。通道模具能够在挤出材料中制造出至少一个通道。通道的数量和尺寸可以由挤出材料的尺寸、通道的尺寸和挤出材料的最终应用场合来限定。在包括具有丝线的通道模具的实施例中,丝线的数量将对应于形成在挤出材料中的通道的数量。对于旋转工具的应用,可以优选地具有与例如出屑槽相等数量的通道。
本发明的实施例还可包括在供料腔中装载至少两个硬质合金等级。装载于供料腔中的至少一个硬质合金等级可以挤出为如下形式:杆、管、棒、条、矩形、齿形、星形或任何其它可以在挤出过程中形成的形状。在旋转工具或辊的应用中,可以优选地,两个硬质合金等级中的至少一个是杆形状的形式,并且至少一个硬质合金是管的形状。在其它应用中,供料腔可以填充有不同硬质合金等级的多个管和/或多个杆。如果使用多个杆,则挤出材料可以在特定区域中形成有特定等级的硬质合金,或者挤出材料可以在其横截面上随机分布。
本发明的进一步的实施例可以包括挤出硬质合金等级以形成挤出的生坯并用第二硬质合金等级压制该挤出的生坯以形成压制的生坯。该挤出的生坯例如可以有选择地包括如上所述形成的内部通道。
应用上述方法提供根据本发明的复合旋转工具的实际示例如下。
虽然已经结合一些实施例描述了本发明,但是本领域的技术人员将在考虑上述描述的基础上意识到可以采用本发明的许多变形和改变。所有这些本发明的改变和变形将由前面的描述和所附的权利要求覆盖。
Claims (25)
1.一种从旋转工具和旋转工具坯中选出的复合制品,该复合制品包括:
至少一外部区域和一共轴设置的芯区域,其中,外部区域包括第一复合材料,芯区域包括第二复合材料,第一复合材料在至少一种特性方面与第二复合材料不同;以及
至少一个内部冷却剂通道,该内部冷却剂通道纵向地设置在复合制品的内部并且与外部区域和芯区域相交;
其中第一复合材料和第二复合材料各包括粘结剂中的硬颗粒;
其中第一复合材料包括立方相碳化物;和
其中基于第一复合材料的总重量,第一复合材料中立方相碳化物的浓度小于5重量百分比。
2.如权利要求1的复合制品,其中,所述硬颗粒独立地包括碳化物、氮化物、硼化物、硅化物、氧化物及其固溶体中至少之一,并且粘结剂包括从钴、镍、铁、钴合金、镍合金和铁合金中选出的至少一种材料。
3.如权利要求1的复合制品,其中,所述特性是从由弹性模量、硬度、耐磨性、断裂韧度、拉伸强度、耐蚀性、热膨胀系数和导热系数构成的组中选出的至少一种特性。
4.如权利要求1的复合制品,其中,第一复合材料和第二复合材料各包括粘结剂中的金属碳化物。
5.如权利要求4的复合制品,其中,第一复合材料的金属碳化物的金属和第二复合材料的金属碳化物的金属各从由IVB族、VB族和VIB族元素构成的组中选出。
6.如权利要求4的复合制品,其中,外部区域通过粘结剂基体自生地结合到芯区域。
7.如权利要求4的复合制品,其中,第一复合材料的粘结剂和第二复合材料的粘结剂各包括从由钴、钴合金、镍、镍合金、铁和铁合金构成的组中选出的材料。
8.如权利要求4的复合制品,其中,第一复合材料的粘结剂和第二复合材料的粘结剂的化学组成不同。
9.如权利要求4的复合制品,其中,第一复合材料的粘结剂的重量百分比不同于第二复合材料的粘结剂的重量百分比。
10.如权利要求4的复合制品,其中,第一复合材料的金属碳化物和第二复合材料的金属碳化物至少关于化学组成和平均颗粒尺寸之一不同。
11.如权利要求4的复合制品,其中,第一复合材料和第二复合材料各包括2至40重量百分比的粘合剂和60至98重量百分比的金属碳化物。
12.如权利要求11的复合制品,其中,第一复合材料和第二碳化物材料中之一包括比第一复合材料和第二复合材料中另一个多1至10重量百分比的粘合剂。
13.如权利要求1的复合制品,其中,复合制品是钻和端铣刀之一。
14.如权利要求3的复合制品,其中,所述外部区域内的所述第一复合材料的弹性模量不同于所述芯区域内的所述第二复合材料的弹性模量。
15.如权利要求3的复合制品,其中,所述外部区域内的所述第一复合材料的硬度和耐磨性中至少之一不同于所述芯区域内的所述第二复合材料。
16.如权利要求1的复合制品,包括两个冷却剂通道。
17.如权利要求1的复合制品,其中,所述至少一个冷却剂通道基本上是直的。
18.如权利要求1的复合制品,其中,第一复合材料和第二复合材料是硬质合金。
19.如权利要求18的复合制品,其中,所述第一硬质合金材料和所述第二硬质合金材料中至少一个包括平均粒度为0.3至10μm的碳化钨颗粒。
20.如权利要求18的复合制品,其中,第一硬质合金材料和第二硬质合金材料之一包括平均粒度为0.5至10μm的碳化钨颗粒,且第一硬质合金材料和第二硬质合金材料中另一个包括平均粒度为0.3至1.5μm的碳化钨颗粒。
21.如权利要求5的复合制品,其中,第一复合材料和第二复合材料是硬质合金,并且其中第一硬质合金材料和第二硬质合金材料之一比第一硬质合金材料和第二硬质合金材料中另一个多包括1至10重量百分比的粘结剂。
22.如权利要求18的复合制品,其中,每个硬质合金材料包括弹性模量,其中所述外部区域内的所述第一硬质合金材料的弹性模量不同于所述芯区域内的所述第二硬质合金材料的弹性模量。
23.如权利要求18的复合制品,其中,每个硬质合金材料包括弹性模量,其中所述外部区域内的第一硬质合金材料的弹性模量为90×106至95×106psi,所述芯区域内的所述第二硬质合金材料的弹性模量为69×106至92×106psi。
24.如权利要求18的复合制品,其中,每个硬质合金材料包括硬度和耐磨性,其中所述外部区域内的所述第一硬质合金材料的硬度和耐磨性中至少之一不同于所述芯区域内的所述第二硬质合金材料。
25.如权利要求18的复合制品,其中,所述第一硬质合金材料包括6至15重量百分比的钴合金,所述第二硬质合金材料包括10至15重量百分比的钴合金。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/167,811 | 2005-06-27 | ||
| US11/167,811 US8637127B2 (en) | 2005-06-27 | 2005-06-27 | Composite article with coolant channels and tool fabrication method |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2006800145502A Division CN101166597A (zh) | 2005-06-27 | 2006-06-14 | 具有冷却剂通道的复合制品和工具制造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103551581A true CN103551581A (zh) | 2014-02-05 |
Family
ID=37565711
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2006800145502A Pending CN101166597A (zh) | 2005-06-27 | 2006-06-14 | 具有冷却剂通道的复合制品和工具制造方法 |
| CN201310516305.3A Pending CN103551581A (zh) | 2005-06-27 | 2006-06-14 | 具有冷却剂通道的复合制品和工具制造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2006800145502A Pending CN101166597A (zh) | 2005-06-27 | 2006-06-14 | 具有冷却剂通道的复合制品和工具制造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (4) | US8637127B2 (zh) |
| EP (1) | EP1907154A2 (zh) |
| JP (1) | JP5288309B2 (zh) |
| KR (2) | KR101317017B1 (zh) |
| CN (2) | CN101166597A (zh) |
| BR (1) | BRPI0607065A2 (zh) |
| CA (1) | CA2596309A1 (zh) |
| TW (1) | TWI435782B (zh) |
| UA (1) | UA95912C2 (zh) |
| WO (1) | WO2007001870A2 (zh) |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060024140A1 (en) * | 2004-07-30 | 2006-02-02 | Wolff Edward C | Removable tap chasers and tap systems including the same |
| US8637127B2 (en) | 2005-06-27 | 2014-01-28 | Kennametal Inc. | Composite article with coolant channels and tool fabrication method |
| US7687156B2 (en) | 2005-08-18 | 2010-03-30 | Tdy Industries, Inc. | Composite cutting inserts and methods of making the same |
| RU2432445C2 (ru) | 2006-04-27 | 2011-10-27 | Ти Ди Уай Индастриз, Инк. | Модульное буровое долото с неподвижными режущими элементами, корпус данного модульного бурового долота и способы их изготовления |
| WO2008051588A2 (en) | 2006-10-25 | 2008-05-02 | Tdy Industries, Inc. | Articles having improved resistance to thermal cracking |
| US8512882B2 (en) | 2007-02-19 | 2013-08-20 | TDY Industries, LLC | Carbide cutting insert |
| US7846551B2 (en) | 2007-03-16 | 2010-12-07 | Tdy Industries, Inc. | Composite articles |
| EP2300628A2 (en) | 2008-06-02 | 2011-03-30 | TDY Industries, Inc. | Cemented carbide-metallic alloy composites |
| US8790439B2 (en) | 2008-06-02 | 2014-07-29 | Kennametal Inc. | Composite sintered powder metal articles |
| US8322465B2 (en) | 2008-08-22 | 2012-12-04 | TDY Industries, LLC | Earth-boring bit parts including hybrid cemented carbides and methods of making the same |
| US8025112B2 (en) | 2008-08-22 | 2011-09-27 | Tdy Industries, Inc. | Earth-boring bits and other parts including cemented carbide |
| US9139893B2 (en) | 2008-12-22 | 2015-09-22 | Baker Hughes Incorporated | Methods of forming bodies for earth boring drilling tools comprising molding and sintering techniques |
| US8272816B2 (en) | 2009-05-12 | 2012-09-25 | TDY Industries, LLC | Composite cemented carbide rotary cutting tools and rotary cutting tool blanks |
| DE102009029715A1 (de) * | 2009-06-16 | 2010-12-23 | Komet Group Gmbh | Werkzeug zur Bearbeitung von Werkstücken |
| CN101941072B (zh) * | 2009-07-08 | 2013-06-05 | 富准精密工业(深圳)有限公司 | 平板式热管的制造方法 |
| US8308096B2 (en) | 2009-07-14 | 2012-11-13 | TDY Industries, LLC | Reinforced roll and method of making same |
| US8440314B2 (en) | 2009-08-25 | 2013-05-14 | TDY Industries, LLC | Coated cutting tools having a platinum group metal concentration gradient and related processes |
| US8926238B1 (en) * | 2009-09-29 | 2015-01-06 | The Boeing Company | Cutting tool sleeve for tool holders |
| US8821082B1 (en) | 2009-09-29 | 2014-09-02 | The Boeing Company | Stiffening sleeve for tool holders |
| US9643236B2 (en) | 2009-11-11 | 2017-05-09 | Landis Solutions Llc | Thread rolling die and method of making same |
| US8595910B2 (en) * | 2010-06-23 | 2013-12-03 | Entek Manufacturing Llc | Restoration of worn metallic extrusion processing elements |
| US8596935B2 (en) | 2010-10-08 | 2013-12-03 | TDY Industries, LLC | Cutting tools and cutting inserts including internal cooling |
| US9180650B2 (en) | 2010-10-08 | 2015-11-10 | Kennametal Inc. | Cutting tool including an internal coolant system and fastener for a cutting tool including an internal coolant system |
| US8800848B2 (en) | 2011-08-31 | 2014-08-12 | Kennametal Inc. | Methods of forming wear resistant layers on metallic surfaces |
| US9016406B2 (en) | 2011-09-22 | 2015-04-28 | Kennametal Inc. | Cutting inserts for earth-boring bits |
| US9656331B2 (en) * | 2011-11-15 | 2017-05-23 | Kennametal Inc. | System and method for simultaneously forming flutes in solid carbide tools |
| US9505064B2 (en) * | 2011-11-16 | 2016-11-29 | Kennametal Inc. | Cutting tool having at least partially molded body and method of making same |
| DE102012010916A1 (de) * | 2012-06-04 | 2013-12-05 | Eads Deutschland Gmbh | Schweißwerkzeug und Verfahren zur Herstellung desselben |
| US9102098B2 (en) | 2012-12-05 | 2015-08-11 | Wobbleworks, Inc. | Hand-held three-dimensional drawing device |
| US20140271008A1 (en) * | 2013-03-15 | 2014-09-18 | Sandvik Intellectual Property Ab | Method of joining sintered parts of different sizes and shapes |
| EP2853322A1 (en) | 2013-09-30 | 2015-04-01 | Seco Tools AB | Press for making a tool green body having a helical flute, method for making a tool green body having a helical flute, and tool green body having a helical flute |
| CN104550294B (zh) * | 2013-10-16 | 2017-08-29 | 合肥神马科技集团有限公司 | 一种金属管的挤压模具 |
| US9550319B2 (en) * | 2014-02-07 | 2017-01-24 | The Boeing Company | Extrusion apparatus and method |
| US10040235B2 (en) | 2014-12-30 | 2018-08-07 | Wobbleworks, Inc. | Extrusion device for three-dimensional drawing |
| US20160236307A1 (en) * | 2015-02-16 | 2016-08-18 | Kennametal Inc. | Rotary cutting tool blanks and applications thereof |
| WO2016165140A1 (en) * | 2015-04-17 | 2016-10-20 | Wobbleworks,Inc. | Distribution of driving pressure about filament's circumference in extrusion device |
| WO2016199935A1 (ja) * | 2015-06-12 | 2016-12-15 | 三菱マテリアル株式会社 | テーパエンドミルおよび切削ヘッド |
| CN105033260B (zh) * | 2015-08-28 | 2016-09-07 | 西北有色金属研究院 | 一种超细长薄壁无缝金属管的一体成型方法 |
| JP6666444B2 (ja) * | 2016-07-26 | 2020-03-13 | 京セラ株式会社 | 切削工具及び切削加工物の製造方法 |
| CN106334720B (zh) * | 2016-09-12 | 2019-09-13 | 东莞市铝美铝型材有限公司 | 一种改善铝合金冲压型材内部组织结构的模具及制造方法 |
| CN106583806A (zh) * | 2016-11-11 | 2017-04-26 | 丹阳宝联五金制品有限公司 | 一种陶瓷组合钻头 |
| DE102017205166B4 (de) | 2017-03-27 | 2021-12-09 | Kennametal Inc. | Modulares Rotationswerkzeug und modulares Werkzeugsystem |
| DE102017212054B4 (de) | 2017-07-13 | 2019-02-21 | Kennametal Inc. | Verfahren zur Herstellung eines Schneidkopfes sowie Schneidkopf |
| JP6491735B1 (ja) * | 2017-12-22 | 2019-03-27 | 本田金属技術株式会社 | 焼結品の製造方法及び焼結品 |
| DE102018202941B4 (de) | 2018-02-27 | 2024-01-25 | Kennametal Inc. | Verfahren zur Herstellung eines Rohlings aus Extrusionsmasse sowie Extruder |
| AT16369U1 (de) * | 2018-03-12 | 2019-07-15 | Ceratizit Austria Gmbh | Verfahren zur Herstellung eines sintergefügten Verbundkörpers |
| US10724932B1 (en) * | 2019-05-29 | 2020-07-28 | The Boeing Company | Monolithic precursor test coupons for testing material properties of metal-injection-molded components |
| CN112077370A (zh) | 2019-06-13 | 2020-12-15 | 肯纳金属印度有限公司 | 可转位钻头刀片 |
| CN111215631B (zh) * | 2020-03-16 | 2020-12-25 | 济南市冶金科学研究所有限责任公司 | 一种钨钴硬质合金制品热连接方法 |
| US20220055111A1 (en) * | 2020-08-24 | 2022-02-24 | Apple Inc. | Additive manufacturing methods for components |
| CN112317552B (zh) * | 2020-10-09 | 2022-07-26 | 苏州生富科技金属材料有限公司 | 具有上料检测功能的金属丝成型系统 |
| USD995629S1 (en) | 2021-01-29 | 2023-08-15 | Wobble Works, Inc. | Drawing tool |
| CN113664460A (zh) * | 2021-09-26 | 2021-11-19 | 中国航发北京航空材料研究院 | 一种提高7050-t7451铝合金带孔航空零件疲劳寿命的方法 |
Family Cites Families (578)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1509438A (en) | 1922-06-06 | 1924-09-23 | George E Miller | Means for cutting undercut threads |
| US1530293A (en) | 1923-05-08 | 1925-03-17 | Geometric Tool Co | Rotary collapsing tap |
| US1811802A (en) | 1927-04-25 | 1931-06-23 | Landis Machine Co | Collapsible tap |
| US1808138A (en) | 1928-01-19 | 1931-06-02 | Nat Acme Co | Collapsible tap |
| US1912298A (en) | 1930-12-16 | 1933-05-30 | Landis Machine Co | Collapsible tap |
| US2093742A (en) | 1934-05-07 | 1937-09-21 | Evans M Staples | Circular cutting tool |
| US2054028A (en) | 1934-09-13 | 1936-09-08 | William L Benninghoff | Machine for cutting threads |
| US2093507A (en) | 1936-07-30 | 1937-09-21 | Cons Machine Tool Corp | Tap structure |
| US2093743A (en) | 1936-08-26 | 1937-09-21 | Edward C Steiner | Boring head |
| US2093986A (en) | 1936-10-07 | 1937-09-21 | Evans M Staples | Circular cutting tool |
| US2240840A (en) | 1939-10-13 | 1941-05-06 | Gordon H Fischer | Tap construction |
| US2246237A (en) | 1939-12-26 | 1941-06-17 | William L Benninghoff | Apparatus for cutting threads |
| US2283280A (en) | 1940-04-03 | 1942-05-19 | Landis Machine Co | Collapsible tap |
| US2299207A (en) | 1941-02-18 | 1942-10-20 | Bevil Corp | Method of making cutting tools |
| US2351827A (en) | 1942-11-09 | 1944-06-20 | Joseph S Mcallister | Cutting tool |
| US2422994A (en) | 1944-01-03 | 1947-06-24 | Carboloy Company Inc | Twist drill |
| GB622041A (en) | 1946-04-22 | 1949-04-26 | Mallory Metallurg Prod Ltd | Improvements in and relating to hard metal compositions |
| US2906654A (en) | 1954-09-23 | 1959-09-29 | Abkowitz Stanley | Heat treated titanium-aluminumvanadium alloy |
| US2819958A (en) * | 1955-08-16 | 1958-01-14 | Mallory Sharon Titanium Corp | Titanium base alloys |
| US2819959A (en) * | 1956-06-19 | 1958-01-14 | Mallory Sharon Titanium Corp | Titanium base vanadium-iron-aluminum alloys |
| US2954570A (en) | 1957-10-07 | 1960-10-04 | Couch Ace | Holder for plural thread chasing tools including tool clamping block with lubrication passageway |
| US3041641A (en) | 1959-09-24 | 1962-07-03 | Nat Acme Co | Threading machine with collapsible tap having means to permit replacement of cutter bits |
| US3093850A (en) | 1959-10-30 | 1963-06-18 | United States Steel Corp | Thread chasers having the last tooth free of flank contact rearwardly of the thread crest cut thereby |
| NL275996A (zh) | 1961-09-06 | |||
| GB1042711A (zh) | 1964-02-10 | |||
| DE1233147B (de) | 1964-05-16 | 1967-01-26 | Philips Nv | Verfahren zur Herstellung von Formkoerpern aus Karbiden oder Mischkarbiden |
| US3368881A (en) * | 1965-04-12 | 1968-02-13 | Nuclear Metals Division Of Tex | Titanium bi-alloy composites and manufacture thereof |
| US3471921A (en) | 1965-12-23 | 1969-10-14 | Shell Oil Co | Method of connecting a steel blank to a tungsten bit body |
| US3490901A (en) * | 1966-10-24 | 1970-01-20 | Fujikoshi Kk | Method of producing a titanium carbide-containing hard metallic composition of high toughness |
| USRE28645E (en) | 1968-11-18 | 1975-12-09 | Method of heat-treating low temperature tough steel | |
| US3855444A (en) | 1968-12-16 | 1974-12-17 | M Palena | Metal bonded non-skid coating and method of making same |
| GB1309634A (en) | 1969-03-10 | 1973-03-14 | Production Tool Alloy Co Ltd | Cutting tools |
| US3581835A (en) | 1969-05-08 | 1971-06-01 | Frank E Stebley | Insert for drill bit and manufacture thereof |
| US3660050A (en) | 1969-06-23 | 1972-05-02 | Du Pont | Heterogeneous cobalt-bonded tungsten carbide |
| US3629887A (en) | 1969-12-22 | 1971-12-28 | Pipe Machinery Co The | Carbide thread chaser set |
| US3776655A (en) | 1969-12-22 | 1973-12-04 | Pipe Machinery Co | Carbide thread chaser set and method of cutting threads therewith |
| BE791741Q (zh) * | 1970-01-05 | 1973-03-16 | Deutsche Edelstahlwerke Ag | |
| GB1349033A (en) | 1971-03-22 | 1974-03-27 | English Electric Co Ltd | Drills |
| US3762882A (en) | 1971-06-23 | 1973-10-02 | Di Coat Corp | Wear resistant diamond coating and method of application |
| US3757879A (en) | 1972-08-24 | 1973-09-11 | Christensen Diamond Prod Co | Drill bits and methods of producing drill bits |
| US3782848A (en) * | 1972-11-20 | 1974-01-01 | J Pfeifer | Combination expandable cutting and seating tool |
| US3812548A (en) | 1972-12-14 | 1974-05-28 | Pipe Machining Co | Tool head with differential motion recede mechanism |
| US3936295A (en) * | 1973-01-10 | 1976-02-03 | Koppers Company, Inc. | Bearing members having coated wear surfaces |
| DE2328700C2 (de) | 1973-06-06 | 1975-07-17 | Jurid Werke Gmbh, 2056 Glinde | Einrichtung zum Füllen von Preßformen für mehrschichtige Preßkörper |
| US4097275A (en) | 1973-07-05 | 1978-06-27 | Erich Horvath | Cemented carbide metal alloy containing auxiliary metal, and process for its manufacture |
| US3980549A (en) | 1973-08-14 | 1976-09-14 | Di-Coat Corporation | Method of coating form wheels with hard particles |
| US3987859A (en) | 1973-10-24 | 1976-10-26 | Dresser Industries, Inc. | Unitized rotary rock bit |
| US3889516A (en) | 1973-12-03 | 1975-06-17 | Colt Ind Operating Corp | Hardening coating for thread rolling dies |
| US4181505A (en) * | 1974-05-30 | 1980-01-01 | General Electric Company | Method for the work-hardening of diamonds and product thereof |
| US4017480A (en) | 1974-08-20 | 1977-04-12 | Permanence Corporation | High density composite structure of hard metallic material in a matrix |
| US4009027A (en) * | 1974-11-21 | 1977-02-22 | Jury Vladimirovich Naidich | Alloy for metallization and brazing of abrasive materials |
| GB1491044A (en) | 1974-11-21 | 1977-11-09 | Inst Material An Uk Ssr | Alloy for metallization and brazing of abrasive materials |
| US4229638A (en) | 1975-04-01 | 1980-10-21 | Dresser Industries, Inc. | Unitized rotary rock bit |
| GB1535471A (en) | 1976-02-26 | 1978-12-13 | Toyo Boseki | Process for preparation of a metal carbide-containing moulded product |
| US4047828A (en) | 1976-03-31 | 1977-09-13 | Makely Joseph E | Core drill |
| DE2623339C2 (de) | 1976-05-25 | 1982-02-25 | Ernst Prof. Dr.-Ing. 2106 Bendestorf Salje | Kreissägeblatt |
| US4105049A (en) | 1976-12-15 | 1978-08-08 | Texaco Exploration Canada Ltd. | Abrasive resistant choke |
| US4097180A (en) | 1977-02-10 | 1978-06-27 | Trw Inc. | Chaser cutting apparatus |
| US4094709A (en) | 1977-02-10 | 1978-06-13 | Kelsey-Hayes Company | Method of forming and subsequently heat treating articles of near net shaped from powder metal |
| NL7703234A (nl) | 1977-03-25 | 1978-09-27 | Skf Ind Trading & Dev | Werkwijze voor het vervaardigen van een boorkop voorzien van harde slijtvaste elementen, als- mede boorkop vervaardigd volgens de werkwijze. |
| DE2722271C3 (de) | 1977-05-17 | 1979-12-06 | Thyssen Edelstahlwerke Ag, 4000 Duesseldorf | Verfahren zur Herstellung von Werkzeugen durch Verbundsinterung |
| JPS5413518A (en) | 1977-07-01 | 1979-02-01 | Yoshinobu Kobayashi | Method of making titaniummcarbide and tungstenncarbide base powder for super alloy use |
| US4170499A (en) | 1977-08-24 | 1979-10-09 | The Regents Of The University Of California | Method of making high strength, tough alloy steel |
| US4128136A (en) | 1977-12-09 | 1978-12-05 | Lamage Limited | Drill bit |
| US4396321A (en) | 1978-02-10 | 1983-08-02 | Holmes Horace D | Tapping tool for making vibration resistant prevailing torque fastener |
| US4351401A (en) | 1978-06-08 | 1982-09-28 | Christensen, Inc. | Earth-boring drill bits |
| US4233720A (en) | 1978-11-30 | 1980-11-18 | Kelsey-Hayes Company | Method of forming and ultrasonic testing articles of near net shape from powder metal |
| US4221270A (en) | 1978-12-18 | 1980-09-09 | Smith International, Inc. | Drag bit |
| US4255165A (en) * | 1978-12-22 | 1981-03-10 | General Electric Company | Composite compact of interleaved polycrystalline particles and cemented carbide masses |
| JPS5937717B2 (ja) | 1978-12-28 | 1984-09-11 | 石川島播磨重工業株式会社 | 超硬合金の溶接方法 |
| US4277108A (en) | 1979-01-29 | 1981-07-07 | Reed Tool Company | Hard surfacing for oil well tools |
| US4331741A (en) | 1979-05-21 | 1982-05-25 | The International Nickel Co., Inc. | Nickel-base hard facing alloy |
| GB2064619A (en) | 1979-09-06 | 1981-06-17 | Smith International | Rock bit and drilling method using same |
| US4341557A (en) | 1979-09-10 | 1982-07-27 | Kelsey-Hayes Company | Method of hot consolidating powder with a recyclable container material |
| US4277106A (en) | 1979-10-22 | 1981-07-07 | Syndrill Carbide Diamond Company | Self renewing working tip mining pick |
| EP0031580B1 (en) | 1979-12-29 | 1985-11-21 | Ebara Corporation | Coating metal for preventing the crevice corrosion of austenitic stainless steel |
| US4327156A (en) | 1980-05-12 | 1982-04-27 | Minnesota Mining And Manufacturing Company | Infiltrated powdered metal composite article |
| US4526748A (en) | 1980-05-22 | 1985-07-02 | Kelsey-Hayes Company | Hot consolidation of powder metal-floating shaping inserts |
| US4340327A (en) * | 1980-07-01 | 1982-07-20 | Gulf & Western Manufacturing Co. | Tool support and drilling tool |
| CH646475A5 (de) | 1980-06-30 | 1984-11-30 | Gegauf Fritz Ag | Zusatzvorrichtung an naehmaschine zum beschneiden von materialkanten. |
| US4398952A (en) | 1980-09-10 | 1983-08-16 | Reed Rock Bit Company | Methods of manufacturing gradient composite metallic structures |
| US4662461A (en) | 1980-09-15 | 1987-05-05 | Garrett William R | Fixed-contact stabilizer |
| US4311490A (en) * | 1980-12-22 | 1982-01-19 | General Electric Company | Diamond and cubic boron nitride abrasive compacts using size selective abrasive particle layers |
| US4423646A (en) * | 1981-03-30 | 1984-01-03 | N.C. Securities Holding, Inc. | Process for producing a rotary drilling bit |
| SU967786A1 (ru) | 1981-04-21 | 1982-10-23 | Научно-Исследовательский Институт Камня И Силикатов Мпсм Армсср | Металлическа св зка дл алмазного инструмента |
| US4547104A (en) | 1981-04-27 | 1985-10-15 | Holmes Horace D | Tap |
| SU975369A1 (ru) | 1981-07-31 | 1982-11-23 | Ордена Трудового Красного Знамени Институт Проблем Материаловедения Ан Усср | Шихта дл получени абразивного материала |
| US4376793A (en) * | 1981-08-28 | 1983-03-15 | Metallurgical Industries, Inc. | Process for forming a hardfacing surface including particulate refractory metal |
| SU990423A1 (ru) | 1981-09-15 | 1983-01-23 | Ордена Трудового Красного Знамени Институт Сверхтвердых Материалов Ан Усср | Способ изготовлени алмазного инструмента |
| CA1216158A (en) | 1981-11-09 | 1987-01-06 | Akio Hara | Composite compact component and a process for the production of the same |
| DE3146621C2 (de) * | 1981-11-25 | 1984-03-01 | Werner & Pfleiderer, 7000 Stuttgart | Verfahren zum Herstellen eines Stahlkörpers mit verschleißgeschützter Bohrung |
| NO830532L (no) | 1982-02-20 | 1983-08-22 | Nl Industries Inc | Borkrone. |
| US4547337A (en) | 1982-04-28 | 1985-10-15 | Kelsey-Hayes Company | Pressure-transmitting medium and method for utilizing same to densify material |
| US4597730A (en) | 1982-09-20 | 1986-07-01 | Kelsey-Hayes Company | Assembly for hot consolidating materials |
| US4596694A (en) | 1982-09-20 | 1986-06-24 | Kelsey-Hayes Company | Method for hot consolidating materials |
| FR2734188B1 (fr) | 1982-09-28 | 1997-07-18 | Snecma | Procede de fabrication de pieces monocristallines |
| US4478297A (en) | 1982-09-30 | 1984-10-23 | Strata Bit Corporation | Drill bit having cutting elements with heat removal cores |
| US4587174A (en) | 1982-12-24 | 1986-05-06 | Mitsubishi Kinzoku Kabushiki Kaisha | Tungsten cermet |
| US4499048A (en) * | 1983-02-23 | 1985-02-12 | Metal Alloys, Inc. | Method of consolidating a metallic body |
| CH653204GA3 (zh) * | 1983-03-15 | 1985-12-31 | ||
| US4562990A (en) * | 1983-06-06 | 1986-01-07 | Rose Robert H | Die venting apparatus in molding of thermoset plastic compounds |
| JPS6039408U (ja) * | 1983-08-24 | 1985-03-19 | 三菱マテリアル株式会社 | 一部非研削超硬ドリル |
| JPS6048207A (ja) | 1983-08-25 | 1985-03-15 | Mitsubishi Metal Corp | 超硬ドリルの製造方法 |
| US4499795A (en) * | 1983-09-23 | 1985-02-19 | Strata Bit Corporation | Method of drill bit manufacture |
| GB8327581D0 (en) * | 1983-10-14 | 1983-11-16 | Stellram Ltd | Thread cutting |
| US4550532A (en) | 1983-11-29 | 1985-11-05 | Tungsten Industries, Inc. | Automated machining method |
| GB8332342D0 (en) * | 1983-12-03 | 1984-01-11 | Nl Petroleum Prod | Rotary drill bits |
| US4780274A (en) | 1983-12-03 | 1988-10-25 | Reed Tool Company, Ltd. | Manufacture of rotary drill bits |
| US4592685A (en) | 1984-01-20 | 1986-06-03 | Beere Richard F | Deburring machine |
| CA1248519A (en) | 1984-04-03 | 1989-01-10 | Tetsuo Nakai | Composite tool and a process for the production of the same |
| US4525178A (en) | 1984-04-16 | 1985-06-25 | Megadiamond Industries, Inc. | Composite polycrystalline diamond |
| US4539018A (en) | 1984-05-07 | 1985-09-03 | Hughes Tool Company--USA | Method of manufacturing cutter elements for drill bits |
| SE453474B (sv) * | 1984-06-27 | 1988-02-08 | Santrade Ltd | Kompoundkropp belagd med skikt av polykristallin diamant |
| US4552232A (en) | 1984-06-29 | 1985-11-12 | Spiral Drilling Systems, Inc. | Drill-bit with full offset cutter bodies |
| US4991670A (en) * | 1984-07-19 | 1991-02-12 | Reed Tool Company, Ltd. | Rotary drill bit for use in drilling holes in subsurface earth formations |
| US4889017A (en) | 1984-07-19 | 1989-12-26 | Reed Tool Co., Ltd. | Rotary drill bit for use in drilling holes in subsurface earth formations |
| US4554130A (en) | 1984-10-01 | 1985-11-19 | Cdp, Ltd. | Consolidation of a part from separate metallic components |
| US4597456A (en) | 1984-07-23 | 1986-07-01 | Cdp, Ltd. | Conical cutters for drill bits, and processes to produce same |
| US4605343A (en) | 1984-09-20 | 1986-08-12 | General Electric Company | Sintered polycrystalline diamond compact construction with integral heat sink |
| DE3574738D1 (de) | 1984-11-13 | 1990-01-18 | Santrade Ltd | Gesinterte hartmetallegierung zum gesteinsbohren und zum schneiden von mineralien. |
| SU1269922A1 (ru) | 1985-01-02 | 1986-11-15 | Ленинградский Ордена Ленина И Ордена Красного Знамени Механический Институт | Инструмент дл обработки отверстий |
| US4609577A (en) | 1985-01-10 | 1986-09-02 | Armco Inc. | Method of producing weld overlay of austenitic stainless steel |
| GB8501702D0 (en) | 1985-01-23 | 1985-02-27 | Nl Petroleum Prod | Rotary drill bits |
| US4604781A (en) | 1985-02-19 | 1986-08-12 | Combustion Engineering, Inc. | Highly abrasive resistant material and grinding roll surfaced therewith |
| US4649086A (en) * | 1985-02-21 | 1987-03-10 | The United States Of America As Represented By The United States Department Of Energy | Low friction and galling resistant coatings and processes for coating |
| JPS61226231A (ja) * | 1985-03-30 | 1986-10-08 | Mitsubishi Metal Corp | 油孔付き超硬ソリツドドリルの製造方法 |
| US4630693A (en) | 1985-04-15 | 1986-12-23 | Goodfellow Robert D | Rotary cutter assembly |
| US4708542A (en) | 1985-04-19 | 1987-11-24 | Greenfield Industries, Inc. | Threading tap |
| US4579713A (en) | 1985-04-25 | 1986-04-01 | Ultra-Temp Corporation | Method for carbon control of carbide preforms |
| SU1292917A1 (ru) | 1985-07-19 | 1987-02-28 | Производственное объединение "Уралмаш" | Способ изготовлени двухслойных изделий |
| AU577958B2 (en) | 1985-08-22 | 1988-10-06 | De Beers Industrial Diamond Division (Proprietary) Limited | Abrasive compact |
| US4656002A (en) | 1985-10-03 | 1987-04-07 | Roc-Tec, Inc. | Self-sealing fluid die |
| US4686156A (en) | 1985-10-11 | 1987-08-11 | Gte Service Corporation | Coated cemented carbide cutting tool |
| US4646857A (en) * | 1985-10-24 | 1987-03-03 | Reed Tool Company | Means to secure cutting elements on drag type drill bits |
| DE3600681A1 (de) | 1985-10-31 | 1987-05-07 | Krupp Gmbh | Hartmetall- oder keramikbohrerrohling sowie verfahren und strangpresswerkzeug zu seiner herstellung |
| SU1350322A1 (ru) | 1985-11-20 | 1987-11-07 | Читинский политехнический институт | Буровое долото |
| DE3546113A1 (de) | 1985-12-24 | 1987-06-25 | Santrade Ltd | Verbundpulverteilchen, verbundkoerper und verfahren zu deren herstellung |
| DE3601385A1 (de) | 1986-01-18 | 1987-07-23 | Krupp Gmbh | Verfahren zur herstellung von sinterkoerpern mit inneren kanaelen, strangpresswerkzeug zur durchfuehrung des verfahrens und bohrwerkzeug |
| US4749053A (en) | 1986-02-24 | 1988-06-07 | Baker International Corporation | Drill bit having a thrust bearing heat sink |
| US4752159A (en) | 1986-03-10 | 1988-06-21 | Howlett Machine Works | Tapered thread forming apparatus and method |
| EP0237035B1 (en) | 1986-03-13 | 1993-06-09 | Turchan, Manuel C. | Method of and tool for thread mill drilling |
| US4761844A (en) | 1986-03-17 | 1988-08-09 | Turchan Manuel C | Combined hole making and threading tool |
| IT1219414B (it) | 1986-03-17 | 1990-05-11 | Centro Speriment Metallurg | Acciaio austenitico avente migliorata resistenza meccanica ed agli agenti aggressivi ad alte temperature |
| US5413438A (en) | 1986-03-17 | 1995-05-09 | Turchan; Manuel C. | Combined hole making and threading tool |
| USRE35538E (en) | 1986-05-12 | 1997-06-17 | Santrade Limited | Sintered body for chip forming machine |
| US4667756A (en) | 1986-05-23 | 1987-05-26 | Hughes Tool Company-Usa | Matrix bit with extended blades |
| US4934040A (en) | 1986-07-10 | 1990-06-19 | Turchan Manuel C | Spindle driver for machine tools |
| US4871377A (en) | 1986-07-30 | 1989-10-03 | Frushour Robert H | Composite abrasive compact having high thermal stability and transverse rupture strength |
| US5266415A (en) | 1986-08-13 | 1993-11-30 | Lanxide Technology Company, Lp | Ceramic articles with a modified metal-containing component and methods of making same |
| US4722405A (en) * | 1986-10-01 | 1988-02-02 | Dresser Industries, Inc. | Wear compensating rock bit insert |
| DE3751506T2 (de) | 1986-10-20 | 1996-02-22 | Baker Hughes Inc | Verbinden von polikristallinen Diamantformkörpern bei niedrigem Druck. |
| FR2627541B2 (fr) | 1986-11-04 | 1991-04-05 | Vennin Henri | Outil de forage monobloc rotatif |
| US4809903A (en) * | 1986-11-26 | 1989-03-07 | United States Of America As Represented By The Secretary Of The Air Force | Method to produce metal matrix composite articles from rich metastable-beta titanium alloys |
| US4744943A (en) | 1986-12-08 | 1988-05-17 | The Dow Chemical Company | Process for the densification of material preforms |
| US4752164A (en) | 1986-12-12 | 1988-06-21 | Teledyne Industries, Inc. | Thread cutting tools |
| JPS63162801A (ja) * | 1986-12-26 | 1988-07-06 | Toyo Kohan Co Ltd | 樹脂加工機械用スクリユ−の製造法 |
| US4735656A (en) | 1986-12-29 | 1988-04-05 | United Technologies Corporation | Abrasive material, especially for turbine blade tips |
| SE456408B (sv) | 1987-02-10 | 1988-10-03 | Sandvik Ab | Borr- och gengverktyg |
| SE457334B (sv) * | 1987-04-10 | 1988-12-19 | Ekerot Sven Torbjoern | Borr |
| US5090491A (en) * | 1987-10-13 | 1992-02-25 | Eastman Christensen Company | Earth boring drill bit with matrix displacing material |
| US4927713A (en) | 1988-02-08 | 1990-05-22 | Air Products And Chemicals, Inc. | High erosion/wear resistant multi-layered coating system |
| US4884477A (en) | 1988-03-31 | 1989-12-05 | Eastman Christensen Company | Rotary drill bit with abrasion and erosion resistant facing |
| US5135801A (en) | 1988-06-13 | 1992-08-04 | Sandvik Ab | Diffusion barrier coating material |
| US4968348A (en) | 1988-07-29 | 1990-11-06 | Dynamet Technology, Inc. | Titanium diboride/titanium alloy metal matrix microcomposite material and process for powder metal cladding |
| US5593474A (en) * | 1988-08-04 | 1997-01-14 | Smith International, Inc. | Composite cemented carbide |
| JP2599972B2 (ja) | 1988-08-05 | 1997-04-16 | 株式会社 チップトン | バリ取り方法 |
| DE3828780A1 (de) | 1988-08-25 | 1990-03-01 | Schmitt M Norbert Dipl Kaufm D | Bohrgewindefraeser |
| US4838366A (en) | 1988-08-30 | 1989-06-13 | Jones A Raymond | Drill bit |
| US4919013A (en) | 1988-09-14 | 1990-04-24 | Eastman Christensen Company | Preformed elements for a rotary drill bit |
| US4956012A (en) | 1988-10-03 | 1990-09-11 | Newcomer Products, Inc. | Dispersion alloyed hard metal composites |
| US5010945A (en) | 1988-11-10 | 1991-04-30 | Lanxide Technology Company, Lp | Investment casting technique for the formation of metal matrix composite bodies and products produced thereby |
| US4899838A (en) * | 1988-11-29 | 1990-02-13 | Hughes Tool Company | Earth boring bit with convergent cutter bearing |
| JP2890592B2 (ja) | 1989-01-26 | 1999-05-17 | 住友電気工業株式会社 | 超硬合金製ドリル |
| US5186739A (en) * | 1989-02-22 | 1993-02-16 | Sumitomo Electric Industries, Ltd. | Cermet alloy containing nitrogen |
| FI95376C (fi) | 1989-03-22 | 1996-01-25 | Ciba Geigy Ag | Mikrobisidiset 2-anilino-pyrimidiinijohdannaiset |
| US4923512A (en) | 1989-04-07 | 1990-05-08 | The Dow Chemical Company | Cobalt-bound tungsten carbide metal matrix composites and cutting tools formed therefrom |
| FR2649630B1 (fr) | 1989-07-12 | 1994-10-28 | Commissariat Energie Atomique | Dispositif de contournement de bavures bloquantes pour un outil d'ebavurage |
| JPH0643100B2 (ja) | 1989-07-21 | 1994-06-08 | 株式会社神戸製鋼所 | 複合部材 |
| DE3939795A1 (de) | 1989-12-01 | 1991-06-06 | Schmitt M Norbert Dipl Kaufm D | Verfahren zur herstellung einer gewindebohrung |
| AT400687B (de) | 1989-12-04 | 1996-02-26 | Plansee Tizit Gmbh | Verfahren und strangpresswerkzeug zur herstellung eines rohlings mit innenliegenden bohrungen |
| US5359772A (en) | 1989-12-13 | 1994-11-01 | Sandvik Ab | Method for manufacture of a roll ring comprising cemented carbide and cast iron |
| US5096465A (en) * | 1989-12-13 | 1992-03-17 | Norton Company | Diamond metal composite cutter and method for making same |
| US5000273A (en) * | 1990-01-05 | 1991-03-19 | Norton Company | Low melting point copper-manganese-zinc alloy for infiltration binder in matrix body rock drill bits |
| DE4001481A1 (de) | 1990-01-19 | 1991-07-25 | Glimpel Emuge Werk | Gewindebohrer mit hinterschliff |
| DE4001483C2 (de) | 1990-01-19 | 1996-02-15 | Glimpel Emuge Werk | Gewindebohrer mit kegeligem Gewinde |
| DE4036040C2 (de) | 1990-02-22 | 2000-11-23 | Deutz Ag | Verschleißfeste Oberflächenpanzerung für die Walzen von Walzenmaschinen, insbesondere von Hochdruck-Walzenpressen |
| JP2574917B2 (ja) | 1990-03-14 | 1997-01-22 | 株式会社日立製作所 | 耐応力腐食割れ性に優れたオーステナイト鋼及びその用途 |
| US5126206A (en) | 1990-03-20 | 1992-06-30 | Diamonex, Incorporated | Diamond-on-a-substrate for electronic applications |
| JPH03119090U (zh) | 1990-03-22 | 1991-12-09 | ||
| SE9001409D0 (sv) | 1990-04-20 | 1990-04-20 | Sandvik Ab | Metod foer framstaellning av haardmetallkropp foer bergborrverktyg och slitdelar |
| US5049450A (en) | 1990-05-10 | 1991-09-17 | The Perkin-Elmer Corporation | Aluminum and boron nitride thermal spray powder |
| US5075315A (en) | 1990-05-17 | 1991-12-24 | Mcneilab, Inc. | Antipsychotic hexahydro-2H-indeno[1,2-c]pyridine derivatives |
| SE9002135D0 (sv) | 1990-06-15 | 1990-06-15 | Sandvik Ab | Improved tools for percussive and rotary crusching rock drilling provided with a diamond layer |
| SE9002136D0 (sv) * | 1990-06-15 | 1990-06-15 | Sandvik Ab | Cement carbide body for rock drilling, mineral cutting and highway engineering |
| SE9002137D0 (sv) | 1990-06-15 | 1990-06-15 | Diamant Boart Stratabit Sa | Improved tools for cutting rock drilling |
| US5030598A (en) | 1990-06-22 | 1991-07-09 | Gte Products Corporation | Silicon aluminum oxynitride material containing boron nitride |
| DE4120165C2 (de) * | 1990-07-05 | 1995-01-26 | Friedrichs Konrad Kg | Strangpreßwerkzeug zur Herstellung eines Hartmetall- oder Keramikstabes |
| US5041261A (en) | 1990-08-31 | 1991-08-20 | Gte Laboratories Incorporated | Method for manufacturing ceramic-metal articles |
| US5250367A (en) | 1990-09-17 | 1993-10-05 | Kennametal Inc. | Binder enriched CVD and PVD coated cutting tool |
| US5032352A (en) | 1990-09-21 | 1991-07-16 | Ceracon, Inc. | Composite body formation of consolidated powder metal part |
| US5286685A (en) * | 1990-10-24 | 1994-02-15 | Savoie Refractaires | Refractory materials consisting of grains bonded by a binding phase based on aluminum nitride containing boron nitride and/or graphite particles and process for their production |
| DE9014962U1 (zh) * | 1990-10-30 | 1991-01-10 | Plakoma Planungen Und Konstruktionen Von Maschinellen Einrichtungen Gmbh, 6638 Dillingen, De | |
| US5092412A (en) * | 1990-11-29 | 1992-03-03 | Baker Hughes Incorporated | Earth boring bit with recessed roller bearing |
| US5112162A (en) | 1990-12-20 | 1992-05-12 | Advent Tool And Manufacturing, Inc. | Thread milling cutter assembly |
| US5338135A (en) | 1991-04-11 | 1994-08-16 | Sumitomo Electric Industries, Ltd. | Drill and lock screw employed for fastening the same |
| US5362937A (en) | 1991-04-18 | 1994-11-08 | Browne George W | Overlaying of plates |
| DE4120166C2 (de) | 1991-06-19 | 1994-10-06 | Friedrichs Konrad Kg | Strangpreßwerkzeug zur Herstellung eines Hartmetall- oder Keramikstabes mit gedrallten Innenbohrungen |
| US5161898A (en) | 1991-07-05 | 1992-11-10 | Camco International Inc. | Aluminide coated bearing elements for roller cutter drill bits |
| JP3331220B2 (ja) * | 1991-08-23 | 2002-10-07 | エムエムシーコベルコツール株式会社 | 軸物切削工具用素材 |
| US5665431A (en) | 1991-09-03 | 1997-09-09 | Valenite Inc. | Titanium carbonitride coated stratified substrate and cutting inserts made from the same |
| FR2681271A1 (fr) | 1991-09-16 | 1993-03-19 | Technogenia | Procede de realisation d'une piece composite a surface antiabrasion, et pieces obtenues par ce procede. |
| JPH05209247A (ja) | 1991-09-21 | 1993-08-20 | Hitachi Metals Ltd | サーメット合金及びその製造方法 |
| US5232522A (en) | 1991-10-17 | 1993-08-03 | The Dow Chemical Company | Rapid omnidirectional compaction process for producing metal nitride, carbide, or carbonitride coating on ceramic substrate |
| US5250355A (en) | 1991-12-17 | 1993-10-05 | Kennametal Inc. | Arc hardfacing rod |
| JP2593936Y2 (ja) | 1992-01-31 | 1999-04-19 | 東芝タンガロイ株式会社 | カッタービット |
| US5447549A (en) | 1992-02-20 | 1995-09-05 | Mitsubishi Materials Corporation | Hard alloy |
| US5281260A (en) * | 1992-02-28 | 1994-01-25 | Baker Hughes Incorporated | High-strength tungsten carbide material for use in earth-boring bits |
| DE69319268T2 (de) | 1992-03-18 | 1999-01-21 | Hitachi Ltd | Lager, Abflusspumpe und hydraulische Turbine, jede das Lager enthaltend und Herstellungsverfahren für das Lager |
| DE4242336A1 (de) * | 1992-12-15 | 1994-06-16 | Guehring Joerg Dr | Verfahren und Vorrichtung zur kontinuierlichen Herstellung von zylindrischen Stäben mit zumindest einem innenliegenden, wendelförmigen Kanal, und nach diesem Verfahren hergestellter Sinterrohling |
| US5273380A (en) | 1992-07-31 | 1993-12-28 | Musacchia James E | Drill bit point |
| US5305840A (en) | 1992-09-14 | 1994-04-26 | Smith International, Inc. | Rock bit with cobalt alloy cemented tungsten carbide inserts |
| US5311958A (en) | 1992-09-23 | 1994-05-17 | Baker Hughes Incorporated | Earth-boring bit with an advantageous cutting structure |
| US5309848A (en) | 1992-09-29 | 1994-05-10 | The Babcock & Wilcox Company | Reversible, wear-resistant ash screw cooler section |
| US5376329A (en) | 1992-11-16 | 1994-12-27 | Gte Products Corporation | Method of making composite orifice for melting furnace |
| US5382273A (en) | 1993-01-15 | 1995-01-17 | Kennametal Inc. | Silicon nitride ceramic and cutting tool made thereof |
| KR0175344B1 (ko) | 1993-01-26 | 1999-04-01 | 니시까와 레이지 | 그래프트 전구체 및 그래프트된 방향족 폴리카르보네이트 수지의 제조방법 |
| US5373907A (en) | 1993-01-26 | 1994-12-20 | Dresser Industries, Inc. | Method and apparatus for manufacturing and inspecting the quality of a matrix body drill bit |
| SE9300376L (sv) * | 1993-02-05 | 1994-08-06 | Sandvik Ab | Hårdmetall med bindefasanriktad ytzon och förbättrat eggseghetsuppförande |
| US5560440A (en) | 1993-02-12 | 1996-10-01 | Baker Hughes Incorporated | Bit for subterranean drilling fabricated from separately-formed major components |
| US6068070A (en) | 1997-09-03 | 2000-05-30 | Baker Hughes Incorporated | Diamond enhanced bearing for earth-boring bit |
| CA2158048C (en) | 1993-04-30 | 2005-07-05 | Ellen M. Dubensky | Densified micrograin refractory metal or solid solution (mixed metal) carbide ceramics |
| US5467669A (en) | 1993-05-03 | 1995-11-21 | American National Carbide Company | Cutting tool insert |
| EP0625395B1 (de) | 1993-05-10 | 1995-04-19 | STELLRAM GmbH | Bohrwerkzeug für metallische Werkstoffe |
| BR9406545A (pt) | 1993-05-21 | 1996-01-02 | Warman Int Ltd | Processo para fundir uma liga de metal de um sistema de liga eutética |
| ZA943646B (en) | 1993-05-27 | 1995-01-27 | De Beers Ind Diamond | A method of making an abrasive compact |
| US5326196A (en) | 1993-06-21 | 1994-07-05 | Noll Robert R | Pilot drill bit |
| UA6742C2 (uk) | 1993-06-28 | 1994-12-29 | Мале Підприємство "Композит" | Твердосплавна вставка |
| US5443337A (en) * | 1993-07-02 | 1995-08-22 | Katayama; Ichiro | Sintered diamond drill bits and method of making |
| US5351768A (en) * | 1993-07-08 | 1994-10-04 | Baker Hughes Incorporated | Earth-boring bit with improved cutting structure |
| US5423899A (en) | 1993-07-16 | 1995-06-13 | Newcomer Products, Inc. | Dispersion alloyed hard metal composites and method for producing same |
| AU7531894A (en) | 1993-07-20 | 1995-02-20 | Gunter, Harald | Roller presses, in particular for crushing strongly abrasive substances |
| IL106697A (en) * | 1993-08-15 | 1996-10-16 | Iscar Ltd | A cutting board with an integral lining |
| SE505742C2 (sv) * | 1993-09-07 | 1997-10-06 | Sandvik Ab | Gängtapp |
| US5609447A (en) | 1993-11-15 | 1997-03-11 | Rogers Tool Works, Inc. | Surface decarburization of a drill bit |
| US5628837A (en) | 1993-11-15 | 1997-05-13 | Rogers Tool Works, Inc. | Surface decarburization of a drill bit having a refined primary cutting edge |
| US5354155A (en) | 1993-11-23 | 1994-10-11 | Storage Technology Corporation | Drill and reamer for composite material |
| US5590729A (en) * | 1993-12-09 | 1997-01-07 | Baker Hughes Incorporated | Superhard cutting structures for earth boring with enhanced stiffness and heat transfer capabilities |
| US5441121A (en) | 1993-12-22 | 1995-08-15 | Baker Hughes, Inc. | Earth boring drill bit with shell supporting an external drilling surface |
| US6209420B1 (en) | 1994-03-16 | 2001-04-03 | Baker Hughes Incorporated | Method of manufacturing bits, bit components and other articles of manufacture |
| US6073518A (en) | 1996-09-24 | 2000-06-13 | Baker Hughes Incorporated | Bit manufacturing method |
| US5433280A (en) | 1994-03-16 | 1995-07-18 | Baker Hughes Incorporated | Fabrication method for rotary bits and bit components and bits and components produced thereby |
| US5452771A (en) | 1994-03-31 | 1995-09-26 | Dresser Industries, Inc. | Rotary drill bit with improved cutter and seal protection |
| US5543235A (en) | 1994-04-26 | 1996-08-06 | Sintermet | Multiple grade cemented carbide articles and a method of making the same |
| US5480272A (en) * | 1994-05-03 | 1996-01-02 | Power House Tool, Inc. | Chasing tap with replaceable chasers |
| US5482670A (en) * | 1994-05-20 | 1996-01-09 | Hong; Joonpyo | Cemented carbide |
| US5778301A (en) | 1994-05-20 | 1998-07-07 | Hong; Joonpyo | Cemented carbide |
| US5893204A (en) | 1996-11-12 | 1999-04-13 | Dresser Industries, Inc. | Production process for casting steel-bodied bits |
| US5506055A (en) | 1994-07-08 | 1996-04-09 | Sulzer Metco (Us) Inc. | Boron nitride and aluminum thermal spray powder |
| DE4424885A1 (de) | 1994-07-14 | 1996-01-18 | Cerasiv Gmbh | Vollkeramikbohrer |
| US7494507B2 (en) * | 2000-01-30 | 2009-02-24 | Diamicron, Inc. | Articulating diamond-surfaced spinal implants |
| SE509218C2 (sv) | 1994-08-29 | 1998-12-21 | Sandvik Ab | Skaftverktyg |
| US5492186A (en) * | 1994-09-30 | 1996-02-20 | Baker Hughes Incorporated | Steel tooth bit with a bi-metallic gage hardfacing |
| US6051171A (en) | 1994-10-19 | 2000-04-18 | Ngk Insulators, Ltd. | Method for controlling firing shrinkage of ceramic green body |
| US5753160A (en) | 1994-10-19 | 1998-05-19 | Ngk Insulators, Ltd. | Method for controlling firing shrinkage of ceramic green body |
| US5560238A (en) | 1994-11-23 | 1996-10-01 | The National Machinery Company | Thread rolling monitor |
| JPH08206902A (ja) * | 1994-12-01 | 1996-08-13 | Sumitomo Electric Ind Ltd | 切削用焼結体チップおよびその製造方法 |
| US5570978A (en) | 1994-12-05 | 1996-11-05 | Rees; John X. | High performance cutting tools |
| US5541006A (en) | 1994-12-23 | 1996-07-30 | Kennametal Inc. | Method of making composite cermet articles and the articles |
| US5679445A (en) | 1994-12-23 | 1997-10-21 | Kennametal Inc. | Composite cermet articles and method of making |
| US5762843A (en) | 1994-12-23 | 1998-06-09 | Kennametal Inc. | Method of making composite cermet articles |
| US5791833A (en) | 1994-12-29 | 1998-08-11 | Kennametal Inc. | Cutting insert having a chipbreaker for thin chips |
| GB9500659D0 (en) | 1995-01-13 | 1995-03-08 | Camco Drilling Group Ltd | Improvements in or relating to rotary drill bits |
| US5580666A (en) * | 1995-01-20 | 1996-12-03 | The Dow Chemical Company | Cemented ceramic article made from ultrafine solid solution powders, method of making same, and the material thereof |
| US5586612A (en) | 1995-01-26 | 1996-12-24 | Baker Hughes Incorporated | Roller cone bit with positive and negative offset and smooth running configuration |
| US5589268A (en) | 1995-02-01 | 1996-12-31 | Kennametal Inc. | Matrix for a hard composite |
| US5635247A (en) | 1995-02-17 | 1997-06-03 | Seco Tools Ab | Alumina coated cemented carbide body |
| US5603075A (en) * | 1995-03-03 | 1997-02-11 | Kennametal Inc. | Corrosion resistant cermet wear parts |
| DE19512146A1 (de) | 1995-03-31 | 1996-10-02 | Inst Neue Mat Gemein Gmbh | Verfahren zur Herstellung von schwindungsangepaßten Keramik-Verbundwerkstoffen |
| SE509207C2 (sv) | 1995-05-04 | 1998-12-14 | Seco Tools Ab | Verktyg för skärande bearbetning |
| PL323530A1 (en) | 1995-05-11 | 1998-03-30 | Amic Ind Ltd | Sintered carbide |
| US5498142A (en) | 1995-05-30 | 1996-03-12 | Kudu Industries, Inc. | Hardfacing for progressing cavity pump rotors |
| US6453899B1 (en) | 1995-06-07 | 2002-09-24 | Ultimate Abrasive Systems, L.L.C. | Method for making a sintered article and products produced thereby |
| US6374932B1 (en) | 2000-04-06 | 2002-04-23 | William J. Brady | Heat management drilling system and method |
| US5704736A (en) * | 1995-06-08 | 1998-01-06 | Giannetti; Enrico R. | Dove-tail end mill having replaceable cutter inserts |
| US6123797A (en) | 1995-06-23 | 2000-09-26 | The Dow Chemical Company | Method for coating a non-wetting fluidizable and material onto a substrate |
| US5697462A (en) | 1995-06-30 | 1997-12-16 | Baker Hughes Inc. | Earth-boring bit having improved cutting structure |
| SE514177C2 (sv) * | 1995-07-14 | 2001-01-15 | Sandvik Ab | Belagt hårdmetallskär för intermittent bearbetning i låglegerat stål |
| SE9502687D0 (sv) | 1995-07-24 | 1995-07-24 | Sandvik Ab | CVD coated titanium based carbonitride cutting tool insert |
| US6214134B1 (en) | 1995-07-24 | 2001-04-10 | The United States Of America As Represented By The Secretary Of The Air Force | Method to produce high temperature oxidation resistant metal matrix composites by fiber density grading |
| US5755299A (en) | 1995-08-03 | 1998-05-26 | Dresser Industries, Inc. | Hardfacing with coated diamond particles |
| RU2167262C2 (ru) | 1995-08-03 | 2001-05-20 | Дрессер Индастриз, Инк. | Наплавка твердым сплавом с покрытыми алмазными частицами (варианты), присадочный пруток для наплавки твердым сплавом, способ наплавки твердым сплавом (варианты), коническое шарошечное долото для вращательного бурения (варианты), коническая шарошка |
| US5662183A (en) | 1995-08-15 | 1997-09-02 | Smith International, Inc. | High strength matrix material for PDC drag bits |
| US5641921A (en) | 1995-08-22 | 1997-06-24 | Dennis Tool Company | Low temperature, low pressure, ductile, bonded cermet for enhanced abrasion and erosion performance |
| EP0759480B1 (en) | 1995-08-23 | 2002-01-30 | Toshiba Tungaloy Co. Ltd. | Plate-crystalline tungsten carbide-containing hard alloy, composition for forming plate-crystalline tungsten carbide and process for preparing said hard alloy |
| US5609286A (en) | 1995-08-28 | 1997-03-11 | Anthon; Royce A. | Brazing rod for depositing diamond coating metal substrate using gas or electric brazing techniques |
| US6012882A (en) * | 1995-09-12 | 2000-01-11 | Turchan; Manuel C. | Combined hole making, threading, and chamfering tool with staggered thread cutting teeth |
| JPH09194909A (ja) | 1995-11-07 | 1997-07-29 | Sumitomo Electric Ind Ltd | 複合材料およびその製造方法 |
| WO1997019201A1 (en) | 1995-11-21 | 1997-05-29 | The Dow Chemical Company | Process for making complex-shaped ceramic-metal composite articles |
| GB2307918B (en) | 1995-12-05 | 1999-02-10 | Smith International | Pressure molded powder metal "milled tooth" rock bit cone |
| SE513740C2 (sv) * | 1995-12-22 | 2000-10-30 | Sandvik Ab | Slitstark hårmetallkropp främst för användning vid bergborrning och mineralbrytning |
| US5750247A (en) | 1996-03-15 | 1998-05-12 | Kennametal, Inc. | Coated cutting tool having an outer layer of TiC |
| US5664915A (en) | 1996-03-22 | 1997-09-09 | Hawke; Terrence C. | Tap and method of making a tap with selected size limits |
| US6390210B1 (en) * | 1996-04-10 | 2002-05-21 | Smith International, Inc. | Rolling cone bit with gage and off-gage cutter elements positioned to separate sidewall and bottom hole cutting duty |
| US5837326A (en) | 1996-04-10 | 1998-11-17 | National Research Council Of Canada | Thermally sprayed titanium diboride composite coatings |
| EP1178123B1 (en) | 1996-04-26 | 2015-08-19 | Denso Corporation | Method of stress inducing transformation of austenite stainless steel and method of producing composite magnetic members |
| US6648068B2 (en) | 1996-05-03 | 2003-11-18 | Smith International, Inc. | One-trip milling system |
| US5733078A (en) | 1996-06-18 | 1998-03-31 | Osg Corporation | Drilling and threading tool |
| SE511395C2 (sv) | 1996-07-08 | 1999-09-20 | Sandvik Ab | Svarvbom, förfarande för tillverkning av en svarvbom samt användning av densamma |
| US6353771B1 (en) | 1996-07-22 | 2002-03-05 | Smith International, Inc. | Rapid manufacturing of molds for forming drill bits |
| DE19634314A1 (de) | 1996-07-27 | 1998-01-29 | Widia Gmbh | Verbundkörper und Verfahren zu seiner Herstellung |
| SG71036A1 (en) | 1996-08-01 | 2000-03-21 | Smith International | Double cemented inserts |
| US5880382A (en) | 1996-08-01 | 1999-03-09 | Smith International, Inc. | Double cemented carbide composites |
| US5765095A (en) | 1996-08-19 | 1998-06-09 | Smith International, Inc. | Polycrystalline diamond bit manufacturing |
| SE511429C2 (sv) | 1996-09-13 | 1999-09-27 | Seco Tools Ab | Verktyg, skärdel, verktygskropp för skärande bearbetning samt metod för montering av skärdel till verktygskropp |
| US5976707A (en) | 1996-09-26 | 1999-11-02 | Kennametal Inc. | Cutting insert and method of making the same |
| US6063333A (en) | 1996-10-15 | 2000-05-16 | Penn State Research Foundation | Method and apparatus for fabrication of cobalt alloy composite inserts |
| DE19644447C2 (de) | 1996-10-25 | 2001-10-18 | Friedrichs Konrad Kg | Verfahren und Vorrichtung zur kontinuierlichen Extrusion von mit einem wendelförmigen Innenkanal ausgestatteten Stäben aus plastischem Rohmaterial |
| SE510628C2 (sv) | 1996-12-03 | 1999-06-07 | Seco Tools Ab | Verktyg för skärande bearbetning |
| SE507542C2 (sv) | 1996-12-04 | 1998-06-22 | Seco Tools Ab | Fräsverktyg samt skärdel till verktyget |
| US5897830A (en) | 1996-12-06 | 1999-04-27 | Dynamet Technology | P/M titanium composite casting |
| CN1075125C (zh) | 1996-12-16 | 2001-11-21 | 住友电气工业株式会社 | 硬质合金、其制造方法及硬质合金工具 |
| SE510763C2 (sv) * | 1996-12-20 | 1999-06-21 | Sandvik Ab | Ämne för ett borr eller en pinnfräs för metallbearbetning |
| US5967249A (en) | 1997-02-03 | 1999-10-19 | Baker Hughes Incorporated | Superabrasive cutters with structure aligned to loading and method of drilling |
| JPH10219385A (ja) | 1997-02-03 | 1998-08-18 | Mitsubishi Materials Corp | 耐摩耗性のすぐれた複合サーメット製切削工具 |
| ATE206481T1 (de) | 1997-03-10 | 2001-10-15 | Widia Gmbh | Hartmetall- oder cermet-sinterkörper und verfahren zu dessen herstellung |
| US5873684A (en) * | 1997-03-29 | 1999-02-23 | Tool Flo Manufacturing, Inc. | Thread mill having multiple thread cutters |
| GB9708596D0 (en) | 1997-04-29 | 1997-06-18 | Richard Lloyd Limited | Tap tools |
| DK1009545T3 (da) | 1997-05-13 | 2011-03-28 | Richard Edmund Toth | Hårde pulvere med resistent belægning og sintrede genstande heraf |
| US5865571A (en) | 1997-06-17 | 1999-02-02 | Norton Company | Non-metallic body cutting tools |
| US6109377A (en) | 1997-07-15 | 2000-08-29 | Kennametal Inc. | Rotatable cutting bit assembly with cutting inserts |
| US6607835B2 (en) | 1997-07-31 | 2003-08-19 | Smith International, Inc. | Composite constructions with ordered microstructure |
| CA2213169C (en) | 1997-08-15 | 2005-03-29 | Shell Canada Limited | Repairing a weak spot in the wall of a vessel |
| US6022175A (en) * | 1997-08-27 | 2000-02-08 | Kennametal Inc. | Elongate rotary tool comprising a cermet having a Co-Ni-Fe binder |
| SE9703204L (sv) | 1997-09-05 | 1999-03-06 | Sandvik Ab | Verktyg för borrning/fräsning av kretskortsmaterial |
| US5890852A (en) | 1998-03-17 | 1999-04-06 | Emerson Electric Company | Thread cutting die and method of manufacturing same |
| US6138779A (en) | 1998-01-16 | 2000-10-31 | Dresser Industries, Inc. | Hardfacing having coated ceramic particles or coated particles of other hard materials placed on a rotary cone cutter |
| DE19806864A1 (de) | 1998-02-19 | 1999-08-26 | Beck August Gmbh Co | Reibwerkzeug und Verfahren zu dessen Herstellung |
| JP4425465B2 (ja) | 1998-03-23 | 2010-03-03 | エラン コーポレーション ピーエルシー | 薬剤送給装置 |
| AU3389699A (en) | 1998-04-22 | 1999-11-08 | De Beers Industrial Diamond Division (Proprietary) Limited | Diamond compact |
| US6228134B1 (en) | 1998-04-22 | 2001-05-08 | 3M Innovative Properties Company | Extruded alumina-based abrasive grit, abrasive products, and methods |
| JP3457178B2 (ja) | 1998-04-30 | 2003-10-14 | 株式会社田野井製作所 | 切削タップ |
| US6109677A (en) | 1998-05-28 | 2000-08-29 | Sez North America, Inc. | Apparatus for handling and transporting plate like substrates |
| US6117493A (en) | 1998-06-03 | 2000-09-12 | Northmonte Partners, L.P. | Bearing with improved wear resistance and method for making same |
| US6582126B2 (en) | 1998-06-03 | 2003-06-24 | Northmonte Partners, Lp | Bearing surface with improved wear resistance and method for making same |
| US6214247B1 (en) | 1998-06-10 | 2001-04-10 | Tdy Industries, Inc. | Substrate treatment method |
| US6395108B2 (en) | 1998-07-08 | 2002-05-28 | Recherche Et Developpement Du Groupe Cockerill Sambre | Flat product, such as sheet, made of steel having a high yield strength and exhibiting good ductility and process for manufacturing this product |
| US6220117B1 (en) | 1998-08-18 | 2001-04-24 | Baker Hughes Incorporated | Methods of high temperature infiltration of drill bits and infiltrating binder |
| US6241036B1 (en) | 1998-09-16 | 2001-06-05 | Baker Hughes Incorporated | Reinforced abrasive-impregnated cutting elements, drill bits including same |
| US6287360B1 (en) | 1998-09-18 | 2001-09-11 | Smith International, Inc. | High-strength matrix body |
| GB9822979D0 (en) | 1998-10-22 | 1998-12-16 | Camco Int Uk Ltd | Methods of manufacturing rotary drill bits |
| JP3559717B2 (ja) | 1998-10-29 | 2004-09-02 | トヨタ自動車株式会社 | エンジンバルブの製造方法 |
| US6651757B2 (en) | 1998-12-07 | 2003-11-25 | Smith International, Inc. | Toughness optimized insert for rock and hammer bits |
| US7262240B1 (en) | 1998-12-22 | 2007-08-28 | Kennametal Inc. | Process for making wear-resistant coatings |
| US6649682B1 (en) | 1998-12-22 | 2003-11-18 | Conforma Clad, Inc | Process for making wear-resistant coatings |
| GB2384016B (en) | 1999-01-12 | 2003-10-15 | Baker Hughes Inc | Earth drilling device with oscillating rotary drag bit |
| US6260636B1 (en) | 1999-01-25 | 2001-07-17 | Baker Hughes Incorporated | Rotary-type earth boring drill bit, modular bearing pads therefor and methods |
| US6454030B1 (en) | 1999-01-25 | 2002-09-24 | Baker Hughes Incorporated | Drill bits and other articles of manufacture including a layer-manufactured shell integrally secured to a cast structure and methods of fabricating same |
| US6200514B1 (en) | 1999-02-09 | 2001-03-13 | Baker Hughes Incorporated | Process of making a bit body and mold therefor |
| JP2000234890A (ja) * | 1999-02-12 | 2000-08-29 | Hitachi Cable Ltd | 空調用熱交換器及びその製造方法 |
| DE19907118C1 (de) | 1999-02-19 | 2000-05-25 | Krauss Maffei Kunststofftech | Spritzgießvorrichtung für metallische Werkstoffe |
| JP4142791B2 (ja) | 1999-02-23 | 2008-09-03 | 株式会社ディスコ | 多重コアドリル |
| DE19907749A1 (de) | 1999-02-23 | 2000-08-24 | Kennametal Inc | Gesinterter Hartmetallkörper und dessen Verwendung |
| US6254658B1 (en) | 1999-02-24 | 2001-07-03 | Mitsubishi Materials Corporation | Cemented carbide cutting tool |
| SE9900738D0 (sv) | 1999-03-02 | 1999-03-02 | Sandvik Ab | Tool for wood working |
| US6454025B1 (en) | 1999-03-03 | 2002-09-24 | Vermeer Manufacturing Company | Apparatus for directional boring under mixed conditions |
| US6135218A (en) | 1999-03-09 | 2000-10-24 | Camco International Inc. | Fixed cutter drill bits with thin, integrally formed wear and erosion resistant surfaces |
| GB9906114D0 (en) | 1999-03-18 | 1999-05-12 | Camco Int Uk Ltd | A method of applying a wear-resistant layer to a surface of a downhole component |
| DE19913178A1 (de) * | 1999-03-24 | 2000-10-05 | Jung Wolfgang | Verfahren zur Herstellung von Stahlkugeln |
| SE519106C2 (sv) | 1999-04-06 | 2003-01-14 | Sandvik Ab | Sätt att tillverka submikron hårdmetall med ökad seghet |
| JP2000296403A (ja) | 1999-04-12 | 2000-10-24 | Sumitomo Electric Ind Ltd | 複合多結晶体切削工具およびその製造方法 |
| SE516071C2 (sv) * | 1999-04-26 | 2001-11-12 | Sandvik Ab | Hårdmetallskär belagt med en slitstark beläggning |
| SE519603C2 (sv) | 1999-05-04 | 2003-03-18 | Sandvik Ab | Sätt att framställa hårdmetall av pulver WC och Co legerat med korntillväxthämmare |
| US6248149B1 (en) | 1999-05-11 | 2001-06-19 | Baker Hughes Incorporated | Hardfacing composition for earth-boring bits using macrocrystalline tungsten carbide and spherical cast carbide |
| US6302224B1 (en) | 1999-05-13 | 2001-10-16 | Halliburton Energy Services, Inc. | Drag-bit drilling with multi-axial tooth inserts |
| US6217992B1 (en) | 1999-05-21 | 2001-04-17 | Kennametal Pc Inc. | Coated cutting insert with a C porosity substrate having non-stratified surface binder enrichment |
| EP1114876B1 (en) | 1999-06-11 | 2006-08-23 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Titanium alloy and method for producing the same |
| JP2000355725A (ja) | 1999-06-16 | 2000-12-26 | Mitsubishi Materials Corp | 先端切刃面の面摩耗が一様な超硬合金製ドリル |
| SE517447C2 (sv) | 1999-06-29 | 2002-06-04 | Seco Tools Ab | Gängfräs med därför avsett skär |
| US6394202B2 (en) | 1999-06-30 | 2002-05-28 | Smith International, Inc. | Drill bit having diamond impregnated inserts primary cutting structure |
| SE514558C2 (sv) * | 1999-07-02 | 2001-03-12 | Seco Tools Ab | Metod och anordning för att tillverka ett verktyg |
| SE519135C2 (sv) | 1999-07-02 | 2003-01-21 | Seco Tools Ab | Verktyg för spånavskiljande bearbetning innefattande en relativt seg kärna ansluten till en relativt slitstark periferi |
| US6375706B2 (en) | 1999-08-12 | 2002-04-23 | Smith International, Inc. | Composition for binder material particularly for drill bit bodies |
| US6461401B1 (en) | 1999-08-12 | 2002-10-08 | Smith International, Inc. | Composition for binder material particularly for drill bit bodies |
| AT407393B (de) * | 1999-09-22 | 2001-02-26 | Electrovac | Verfahren zur herstellung eines metall-matrix-composite (mmc-) bauteiles |
| SE9903685L (sv) | 1999-10-14 | 2001-04-15 | Seco Tools Ab | Verktyg för roterande skärande bearbetning, verktygsspets samt metod för tillverkning av verktygsspetsen |
| JP2001131713A (ja) | 1999-11-05 | 2001-05-15 | Nisshin Steel Co Ltd | Ti含有超高強度準安定オーステナイト系ステンレス鋼材および製造法 |
| WO2001045882A2 (en) * | 1999-11-16 | 2001-06-28 | Triton Systems, Inc. | Laser fabrication of discontinuously reinforced metal matrix composites |
| ZA200007090B (en) | 1999-12-03 | 2001-06-06 | Sumitomo Electric Industries | Coated PCBN cutting tools. |
| US6511265B1 (en) * | 1999-12-14 | 2003-01-28 | Ati Properties, Inc. | Composite rotary tool and tool fabrication method |
| DE60030159D1 (de) | 1999-12-22 | 2006-09-28 | Weatherford Lamb | Bohrmeissel zum gleichzeitigen bohren und verrohren |
| JP4348583B2 (ja) | 1999-12-27 | 2009-10-21 | 並木精密宝石株式会社 | ダイヤモンドドリル及びその製造方法 |
| US6345941B1 (en) * | 2000-02-23 | 2002-02-12 | Ati Properties, Inc. | Thread milling tool having helical flutes |
| JP3457248B2 (ja) | 2000-03-09 | 2003-10-14 | 株式会社田野井製作所 | 盛上げタップ及びねじ加工方法 |
| US6454027B1 (en) | 2000-03-09 | 2002-09-24 | Smith International, Inc. | Polycrystalline diamond carbide composites |
| US6394711B1 (en) | 2000-03-28 | 2002-05-28 | Tri-Cel, Inc. | Rotary cutting tool and holder therefor |
| JP2001295576A (ja) | 2000-04-12 | 2001-10-26 | Japan National Oil Corp | ビット装置 |
| US6425716B1 (en) | 2000-04-13 | 2002-07-30 | Harold D. Cook | Heavy metal burr tool |
| CA2345758C (en) | 2000-05-01 | 2006-02-21 | Smith International, Inc. | Rotary cone bit with functionally engineered composite inserts |
| CA2614962A1 (en) | 2000-06-08 | 2001-12-08 | Bodycote Metallurgical Coatings Limited | Coating system for high temperature stainless steels |
| US6585864B1 (en) | 2000-06-08 | 2003-07-01 | Surface Engineered Products Corporation | Coating system for high temperature stainless steel |
| US6475647B1 (en) | 2000-10-18 | 2002-11-05 | Surface Engineered Products Corporation | Protective coating system for high temperature stainless steel |
| CA2348145C (en) * | 2001-05-22 | 2005-04-12 | Surface Engineered Products Corporation | Protective system for high temperature metal alloys |
| ATE376898T1 (de) | 2000-07-12 | 2007-11-15 | Utron Inc | Dynamische verdichtung von pulvern unter verwendung einer gepulsten energiequelle |
| DE10034742A1 (de) | 2000-07-17 | 2002-01-31 | Hilti Ag | Werkzeug mit zugeordnetem Schlagwerkzeug |
| US6474425B1 (en) | 2000-07-19 | 2002-11-05 | Smith International, Inc. | Asymmetric diamond impregnated drill bit |
| US6723389B2 (en) | 2000-07-21 | 2004-04-20 | Toshiba Tungaloy Co., Ltd. | Process for producing coated cemented carbide excellent in peel strength |
| US6554548B1 (en) | 2000-08-11 | 2003-04-29 | Kennametal Inc. | Chromium-containing cemented carbide body having a surface zone of binder enrichment |
| CA2421072A1 (en) | 2000-09-05 | 2003-02-28 | Yukiko Fujita | Unsaturated polyester resin composition |
| US6592985B2 (en) | 2000-09-20 | 2003-07-15 | Camco International (Uk) Limited | Polycrystalline diamond partially depleted of catalyzing material |
| SE520412C2 (sv) * | 2000-10-24 | 2003-07-08 | Sandvik Ab | Roterbart verktyg med utbytbar skärdel vid verktygets spånavverkande fria ände |
| SE519250C2 (sv) | 2000-11-08 | 2003-02-04 | Sandvik Ab | Belagt hårdmetallskär och användning av detsamma för våtfräsning |
| SE522845C2 (sv) | 2000-11-22 | 2004-03-09 | Sandvik Ab | Sätt att tillverka ett skär sammansatt av olika hårdmetallsorter |
| US6932172B2 (en) | 2000-11-30 | 2005-08-23 | Harold A. Dvorachek | Rotary contact structures and cutting elements |
| JP2002166326A (ja) | 2000-12-01 | 2002-06-11 | Kinichi Miyagawa | 管用ねじ切り工具、及び、その管用ねじ切り工具に使用されるチップ |
| JP2002173742A (ja) | 2000-12-04 | 2002-06-21 | Nisshin Steel Co Ltd | 形状平坦度に優れた高強度オーステナイト系ステンレス鋼帯およびその製造方法 |
| WO2002050324A1 (fr) | 2000-12-20 | 2002-06-27 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Alliage de titane a capacite de deformation elastique elevee et procede de production dudit alliage de titane |
| US6454028B1 (en) | 2001-01-04 | 2002-09-24 | Camco International (U.K.) Limited | Wear resistant drill bit |
| US7090731B2 (en) | 2001-01-31 | 2006-08-15 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | High strength steel sheet having excellent formability and method for production thereof |
| JP3648205B2 (ja) | 2001-03-23 | 2005-05-18 | 独立行政法人石油天然ガス・金属鉱物資源機構 | 石油掘削用トリコンビットのインサートチップおよびその製造方法ならびに石油掘削用トリコンビット |
| WO2002077312A2 (de) | 2001-03-27 | 2002-10-03 | Widia Gmbh | Verfahren zur erhöhung der druckspannung oder zur erniedrigung der zugeigenspannung einer schicht |
| JP4485705B2 (ja) | 2001-04-20 | 2010-06-23 | 株式会社タンガロイ | 掘削用ビット及びケーシングカッタ |
| GB2374885B (en) | 2001-04-27 | 2003-05-14 | Smith International | Method for hardfacing roller cone drill bit legs using a D-gun hardfacing application technique |
| CA2445514C (en) * | 2001-04-27 | 2008-10-21 | Toyota Jidosha Kabushiki Kaisha | Process for filling multi-powder and apparatus for filling multi-powder and process for forming multi-powder and apparatus for forming multi-powder |
| US7014719B2 (en) | 2001-05-15 | 2006-03-21 | Nisshin Steel Co., Ltd. | Austenitic stainless steel excellent in fine blankability |
| ITRM20010320A1 (it) | 2001-06-08 | 2002-12-09 | Ct Sviluppo Materiali Spa | Procedimento per la produzione di un composito a base di lega di titanio rinforzato con carburo di titanio, e composito rinforzato cosi' ott |
| US6817550B2 (en) * | 2001-07-06 | 2004-11-16 | Diamicron, Inc. | Nozzles, and components thereof and methods for making the same |
| JP2003089831A (ja) * | 2001-07-12 | 2003-03-28 | Komatsu Ltd | 銅系焼結摺動材料および複層焼結摺動部材 |
| DE10135790B4 (de) | 2001-07-23 | 2005-07-14 | Kennametal Inc. | Feinkörniges Sinterhartmetall und seine Verwendung |
| DE10136293B4 (de) | 2001-07-25 | 2006-03-09 | Wilhelm Fette Gmbh | Gewindeformer oder -bohrer |
| JP2003041341A (ja) | 2001-08-02 | 2003-02-13 | Sumitomo Metal Ind Ltd | 高靱性を有する鋼材およびそれを用いた鋼管の製造方法 |
| JP2003073799A (ja) | 2001-09-03 | 2003-03-12 | Fuji Oozx Inc | チタン系材料の表面処理方法 |
| ATE352413T1 (de) * | 2001-09-05 | 2007-02-15 | Courtoy N V | Rundlauf-tablettierpresse und verfahren zum reinigen einer presse |
| EP1308528B1 (en) * | 2001-10-22 | 2005-04-06 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Alfa-beta type titanium alloy |
| US6772849B2 (en) | 2001-10-25 | 2004-08-10 | Smith International, Inc. | Protective overlay coating for PDC drill bits |
| US6541124B1 (en) | 2001-11-13 | 2003-04-01 | Rhino Metals, Inc. | Drill resistant hard plate |
| SE0103752L (sv) | 2001-11-13 | 2003-05-14 | Sandvik Ab | Roterbart verktyg för spånavskiljande bearbetning jämte skärdel härtill |
| US20030094730A1 (en) | 2001-11-16 | 2003-05-22 | Varel International, Inc. | Method and fabricating tools for earth boring |
| DE10157487C1 (de) | 2001-11-23 | 2003-06-18 | Sgl Carbon Ag | Faserverstärkter Verbundkörper für Schutzpanzerungen, seine Herstellung und Verwendungen |
| US7556668B2 (en) | 2001-12-05 | 2009-07-07 | Baker Hughes Incorporated | Consolidated hard materials, methods of manufacture, and applications |
| CA2484528A1 (en) | 2001-12-06 | 2003-06-19 | Michael P. Hite | Isoflavone composition for oral delivery |
| US7017677B2 (en) | 2002-07-24 | 2006-03-28 | Smith International, Inc. | Coarse carbide substrate cutting elements and method of forming the same |
| KR20030052618A (ko) | 2001-12-21 | 2003-06-27 | 대우종합기계 주식회사 | 초경합금 접합체의 제조방법 |
| AU2003219660A1 (en) | 2002-02-14 | 2003-09-04 | Iowa State University Research Foundation, Inc. | Novel friction and wear-resistant coatings for tools, dies and microelectromechanical systems |
| US6653787B2 (en) | 2002-03-05 | 2003-11-25 | L-3 Communications Corporation | High power density multistage depressed collector |
| US7381283B2 (en) | 2002-03-07 | 2008-06-03 | Yageo Corporation | Method for reducing shrinkage during sintering low-temperature-cofired ceramics |
| JP3632672B2 (ja) | 2002-03-08 | 2005-03-23 | 住友金属工業株式会社 | 耐水蒸気酸化性に優れたオーステナイト系ステンレス鋼管およびその製造方法 |
| SE523826C2 (sv) | 2002-03-20 | 2004-05-25 | Seco Tools Ab | Skär belagt med TiAIN för bearbetning med hög hastighet av legerade stål, sätt att framställa ett skär och användning av skäret |
| US6782958B2 (en) | 2002-03-28 | 2004-08-31 | Smith International, Inc. | Hardfacing for milled tooth drill bits |
| JP2003306739A (ja) | 2002-04-19 | 2003-10-31 | Hitachi Tool Engineering Ltd | 超硬合金及びその超硬合金を用いた工具 |
| SE526171C2 (sv) | 2002-04-25 | 2005-07-19 | Sandvik Ab | Verktyg samt i verktyget ingående skärhuvud vilket är säkrat mot rotation |
| JP3947918B2 (ja) | 2002-05-22 | 2007-07-25 | 大同特殊鋼株式会社 | 金属焼結体及びその製造方法 |
| US6688988B2 (en) | 2002-06-04 | 2004-02-10 | Balax, Inc. | Looking thread cold forming tool |
| JP4280539B2 (ja) | 2002-06-07 | 2009-06-17 | 東邦チタニウム株式会社 | チタン合金の製造方法 |
| US7410610B2 (en) | 2002-06-14 | 2008-08-12 | General Electric Company | Method for producing a titanium metallic composition having titanium boride particles dispersed therein |
| US6761477B2 (en) * | 2002-06-28 | 2004-07-13 | Hamilton Beach/Proctor-Silex, Inc. | Mixer assembly with locking pivot head |
| US6933049B2 (en) | 2002-07-10 | 2005-08-23 | Diamond Innovations, Inc. | Abrasive tool inserts with diminished residual tensile stresses and their production |
| JP3945455B2 (ja) * | 2002-07-17 | 2007-07-18 | 株式会社豊田中央研究所 | 粉末成形体、粉末成形方法、金属焼結体およびその製造方法 |
| US7036611B2 (en) | 2002-07-30 | 2006-05-02 | Baker Hughes Incorporated | Expandable reamer apparatus for enlarging boreholes while drilling and methods of use |
| US7234541B2 (en) | 2002-08-19 | 2007-06-26 | Baker Hughes Incorporated | DLC coating for earth-boring bit seal ring |
| US6766870B2 (en) | 2002-08-21 | 2004-07-27 | Baker Hughes Incorporated | Mechanically shaped hardfacing cutting/wear structures |
| US6799648B2 (en) | 2002-08-27 | 2004-10-05 | Applied Process, Inc. | Method of producing downhole drill bits with integral carbide studs |
| WO2004022792A2 (en) | 2002-09-04 | 2004-03-18 | Intermet Corporation | Austempered cast iron article and a method of making the same |
| US7250069B2 (en) | 2002-09-27 | 2007-07-31 | Smith International, Inc. | High-strength, high-toughness matrix bit bodies |
| US6742608B2 (en) | 2002-10-04 | 2004-06-01 | Henry W. Murdoch | Rotary mine drilling bit for making blast holes |
| US20050103404A1 (en) | 2003-01-28 | 2005-05-19 | Yieh United Steel Corp. | Low nickel containing chromim-nickel-mananese-copper austenitic stainless steel |
| JP2004160591A (ja) | 2002-11-12 | 2004-06-10 | Sumitomo Electric Ind Ltd | 回転工具 |
| JP3834544B2 (ja) | 2002-11-29 | 2006-10-18 | オーエスジー株式会社 | タップ、およびその製造方法 |
| JP4028368B2 (ja) | 2002-12-06 | 2007-12-26 | 日立ツール株式会社 | 表面被覆超硬合金製切削工具 |
| US20040200805A1 (en) | 2002-12-06 | 2004-10-14 | Ulland William Charles | Metal engraving method, article, and apparatus |
| MX256798B (es) | 2002-12-12 | 2008-05-02 | Oreal | Dispersiones de polimeros en medio organico y composiciones que las comprenden. |
| JP4221569B2 (ja) | 2002-12-12 | 2009-02-12 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼 |
| US20040228695A1 (en) | 2003-01-01 | 2004-11-18 | Clauson Luke W. | Methods and devices for adjusting the shape of a rotary bit |
| DE10300283B3 (de) | 2003-01-02 | 2004-06-09 | Arno Friedrichs | Verfahren und Vorrichtung zur Herstellung eines Hartmetall-Werkzeugs |
| US6892793B2 (en) | 2003-01-08 | 2005-05-17 | Alcoa Inc. | Caster roll |
| US7044243B2 (en) | 2003-01-31 | 2006-05-16 | Smith International, Inc. | High-strength/high-toughness alloy steel drill bit blank |
| US7080998B2 (en) | 2003-01-31 | 2006-07-25 | Intelliserv, Inc. | Internal coaxial cable seal system |
| US6944362B2 (en) * | 2003-02-11 | 2005-09-13 | General Instrument Corporation | Optical switch having a autorestoration feature for switching from a backup optical path to a primary optical path |
| US7234550B2 (en) | 2003-02-12 | 2007-06-26 | Smith International, Inc. | Bits and cutting structures |
| US20060032677A1 (en) * | 2003-02-12 | 2006-02-16 | Smith International, Inc. | Novel bits and cutting structures |
| JP4200479B2 (ja) | 2003-02-14 | 2008-12-24 | 日立金属株式会社 | 超硬合金製圧延用複合ロール |
| US7147413B2 (en) | 2003-02-27 | 2006-12-12 | Kennametal Inc. | Precision cemented carbide threading tap |
| US7231984B2 (en) | 2003-02-27 | 2007-06-19 | Weatherford/Lamb, Inc. | Gripping insert and method of gripping a tubular |
| AT7382U1 (de) | 2003-03-11 | 2005-02-25 | Plansee Ag | Wärmesenke mit hoher wärmeleitfähigkeit |
| JP2004315904A (ja) | 2003-04-16 | 2004-11-11 | Sumitomo Electric Ind Ltd | 微粒超硬合金 |
| UA63469C2 (en) | 2003-04-23 | 2006-01-16 | V M Bakul Inst For Superhard M | Diamond-hard-alloy plate |
| SE527346C2 (sv) | 2003-04-24 | 2006-02-14 | Seco Tools Ab | Skär med beläggning av skikt av MTCVD-Ti (C,N) med styrd kornstorlek och morfologi och metod för att belägga skäret |
| US7128773B2 (en) | 2003-05-02 | 2006-10-31 | Smith International, Inc. | Compositions having enhanced wear resistance |
| SE526387C2 (sv) * | 2003-05-08 | 2005-09-06 | Seco Tools Ab | Borr för spånavskiljande bearbetning med alla delar utförda i ett material samt med innesluten spolkanal |
| US20040234820A1 (en) | 2003-05-23 | 2004-11-25 | Kennametal Inc. | Wear-resistant member having a hard composite comprising hard constituents held in an infiltrant matrix |
| US7048081B2 (en) | 2003-05-28 | 2006-05-23 | Baker Hughes Incorporated | Superabrasive cutting element having an asperital cutting face and drill bit so equipped |
| US7270679B2 (en) | 2003-05-30 | 2007-09-18 | Warsaw Orthopedic, Inc. | Implants based on engineered metal matrix composite materials having enhanced imaging and wear resistance |
| US20040245024A1 (en) * | 2003-06-05 | 2004-12-09 | Kembaiyan Kumar T. | Bit body formed of multiple matrix materials and method for making the same |
| US20040244540A1 (en) | 2003-06-05 | 2004-12-09 | Oldham Thomas W. | Drill bit body with multiple binders |
| US7625521B2 (en) | 2003-06-05 | 2009-12-01 | Smith International, Inc. | Bonding of cutters in drill bits |
| SE526567C2 (sv) * | 2003-07-16 | 2005-10-11 | Sandvik Intellectual Property | Stödlist för långhålsborr med slityta i avvikande färg |
| US20050019114A1 (en) * | 2003-07-25 | 2005-01-27 | Chien-Min Sung | Nanodiamond PCD and methods of forming |
| US20050084407A1 (en) | 2003-08-07 | 2005-04-21 | Myrick James J. | Titanium group powder metallurgy |
| US7152701B2 (en) | 2003-08-29 | 2006-12-26 | Smith International, Inc. | Cutting element structure for roller cone bit |
| JP2005111581A (ja) | 2003-10-03 | 2005-04-28 | Mitsubishi Materials Corp | 穿孔工具 |
| US7267187B2 (en) | 2003-10-24 | 2007-09-11 | Smith International, Inc. | Braze alloy and method of use for drilling applications |
| JP4498847B2 (ja) | 2003-11-07 | 2010-07-07 | 新日鐵住金ステンレス株式会社 | 加工性に優れたオ−ステナイト系高Mnステンレス鋼 |
| US7395882B2 (en) | 2004-02-19 | 2008-07-08 | Baker Hughes Incorporated | Casing and liner drilling bits |
| DE10354679A1 (de) | 2003-11-22 | 2005-06-30 | Khd Humboldt Wedag Ag | Mahlwalze für die Druckzerkleinerung körnigen Gutes |
| DE10356470B4 (de) | 2003-12-03 | 2009-07-30 | Kennametal Inc. | Zirkonium und Niob enthaltender Hartmetallkörper und Verfahren zu seiner Herstellung und seine Verwendung |
| KR20050055268A (ko) | 2003-12-06 | 2005-06-13 | 한국오에스지 주식회사 | 초경합금을 이용한 나사전조 다이스의 제조방법 및초경합금 나사전조다이스 |
| US7384443B2 (en) | 2003-12-12 | 2008-06-10 | Tdy Industries, Inc. | Hybrid cemented carbide composites |
| US20050155694A1 (en) | 2003-12-24 | 2005-07-21 | Daewoo Heavy Industries & Machinery Ltd. | Wear-resistant mechanical component and method of producing the same |
| CN1914344B (zh) | 2004-01-29 | 2011-06-01 | 杰富意钢铁株式会社 | 奥氏体-铁素体类不锈钢 |
| JP2005281855A (ja) | 2004-03-04 | 2005-10-13 | Daido Steel Co Ltd | 耐熱オーステナイト系ステンレス鋼及びその製造方法 |
| US20050268746A1 (en) | 2004-04-19 | 2005-12-08 | Stanley Abkowitz | Titanium tungsten alloys produced by additions of tungsten nanopowder |
| US7267543B2 (en) | 2004-04-27 | 2007-09-11 | Concurrent Technologies Corporation | Gated feed shoe |
| US20050211475A1 (en) | 2004-04-28 | 2005-09-29 | Mirchandani Prakash K | Earth-boring bits |
| US20080101977A1 (en) | 2005-04-28 | 2008-05-01 | Eason Jimmy W | Sintered bodies for earth-boring rotary drill bits and methods of forming the same |
| SE527475C2 (sv) | 2004-05-04 | 2006-03-21 | Sandvik Intellectual Property | Metod och anordning för tillverkning av ett borrämne eller fräsämne |
| US20060016521A1 (en) * | 2004-07-22 | 2006-01-26 | Hanusiak William M | Method for manufacturing titanium alloy wire with enhanced properties |
| US20060024140A1 (en) * | 2004-07-30 | 2006-02-02 | Wolff Edward C | Removable tap chasers and tap systems including the same |
| US7125207B2 (en) | 2004-08-06 | 2006-10-24 | Kennametal Inc. | Tool holder with integral coolant channel and locking screw therefor |
| US7244519B2 (en) | 2004-08-20 | 2007-07-17 | Tdy Industries, Inc. | PVD coated ruthenium featured cutting tools |
| WO2006022205A1 (ja) | 2004-08-25 | 2006-03-02 | Kabushiki Kaisha Toshiba | 画像表示装置及びその製造方法 |
| JP4468767B2 (ja) | 2004-08-26 | 2010-05-26 | 日本碍子株式会社 | セラミックス成形体の割掛率制御方法 |
| US7754333B2 (en) | 2004-09-21 | 2010-07-13 | Smith International, Inc. | Thermally stable diamond polycrystalline diamond constructions |
| US7524351B2 (en) | 2004-09-30 | 2009-04-28 | Intel Corporation | Nano-sized metals and alloys, and methods of assembling packages containing same |
| US7350599B2 (en) | 2004-10-18 | 2008-04-01 | Smith International, Inc. | Impregnated diamond cutting structures |
| US7513320B2 (en) | 2004-12-16 | 2009-04-07 | Tdy Industries, Inc. | Cemented carbide inserts for earth-boring bits |
| JP4538794B2 (ja) | 2004-12-21 | 2010-09-08 | 日立金属株式会社 | 超硬合金製圧延用複合ロール |
| SE528008C2 (sv) | 2004-12-28 | 2006-08-01 | Outokumpu Stainless Ab | Austenitiskt rostfritt stål och stålprodukt |
| JP2006181628A (ja) | 2004-12-28 | 2006-07-13 | Jfe Steel Kk | 厚鋼板の圧延方法および厚鋼板の製造方法 |
| US7497280B2 (en) | 2005-01-27 | 2009-03-03 | Baker Hughes Incorporated | Abrasive-impregnated cutting structure having anisotropic wear resistance and drag bit including same |
| SE528671C2 (sv) | 2005-01-31 | 2007-01-16 | Sandvik Intellectual Property | Hårdmetallskär för seghetskrävande korthålsborrning samt förfarande för att framställa detsamma |
| US20060185773A1 (en) | 2005-02-22 | 2006-08-24 | Canadian Oil Sands Limited | Lightweight wear-resistant weld overlay |
| KR100996838B1 (ko) | 2005-03-28 | 2010-11-26 | 쿄세라 코포레이션 | 초경합금 및 절삭 공구 |
| US7487849B2 (en) * | 2005-05-16 | 2009-02-10 | Radtke Robert P | Thermally stable diamond brazing |
| JP2006328477A (ja) | 2005-05-26 | 2006-12-07 | Hitachi Tool Engineering Ltd | Wc基超硬合金部材及び被覆wc基超硬合金部材 |
| US8637127B2 (en) | 2005-06-27 | 2014-01-28 | Kennametal Inc. | Composite article with coolant channels and tool fabrication method |
| US9422616B2 (en) | 2005-08-12 | 2016-08-23 | Kennametal Inc. | Abrasion-resistant weld overlay |
| US7687156B2 (en) * | 2005-08-18 | 2010-03-30 | Tdy Industries, Inc. | Composite cutting inserts and methods of making the same |
| US7776256B2 (en) | 2005-11-10 | 2010-08-17 | Baker Huges Incorporated | Earth-boring rotary drill bits and methods of manufacturing earth-boring rotary drill bits having particle-matrix composite bit bodies |
| US7703555B2 (en) | 2005-09-09 | 2010-04-27 | Baker Hughes Incorporated | Drilling tools having hardfacing with nickel-based matrix materials and hard particles |
| US7887747B2 (en) * | 2005-09-12 | 2011-02-15 | Sanalloy Industry Co., Ltd. | High strength hard alloy and method of preparing the same |
| US7604073B2 (en) | 2005-10-11 | 2009-10-20 | Us Synthetic Corporation | Cutting element apparatuses, drill bits including same, methods of cutting, and methods of rotating a cutting element |
| US20070082229A1 (en) | 2005-10-11 | 2007-04-12 | Mirchandani Rajini P | Biocompatible cemented carbide articles and methods of making the same |
| US7802495B2 (en) | 2005-11-10 | 2010-09-28 | Baker Hughes Incorporated | Methods of forming earth-boring rotary drill bits |
| US7913779B2 (en) | 2005-11-10 | 2011-03-29 | Baker Hughes Incorporated | Earth-boring rotary drill bits including bit bodies having boron carbide particles in aluminum or aluminum-based alloy matrix materials, and methods for forming such bits |
| US7784567B2 (en) | 2005-11-10 | 2010-08-31 | Baker Hughes Incorporated | Earth-boring rotary drill bits including bit bodies comprising reinforced titanium or titanium-based alloy matrix materials, and methods for forming such bits |
| DE602005004301T2 (de) | 2005-11-22 | 2008-12-24 | Mec Holding Gmbh | Werkstoff für Teile oder Beschichtungen, die Verschleiss oder Reibung ausgesetzt sind, Verfahren zu deren Herstellung und Verwendung des Werkstoffes in einer Vorrichtung zur Drehmomentreduzierung bei Bohrstrangkomponenten |
| US20070151769A1 (en) | 2005-11-23 | 2007-07-05 | Smith International, Inc. | Microwave sintering |
| US8141665B2 (en) | 2005-12-14 | 2012-03-27 | Baker Hughes Incorporated | Drill bits with bearing elements for reducing exposure of cutters |
| US7632323B2 (en) | 2005-12-29 | 2009-12-15 | Schlumberger Technology Corporation | Reducing abrasive wear in abrasion resistant coatings |
| RU2432445C2 (ru) | 2006-04-27 | 2011-10-27 | Ти Ди Уай Индастриз, Инк. | Модульное буровое долото с неподвижными режущими элементами, корпус данного модульного бурового долота и способы их изготовления |
| EP2019905A2 (en) | 2006-04-28 | 2009-02-04 | Halliburton Energy Services, Inc. | Molds and methods of forming molds associated with manufacture of rotary drill bits and other downhole tools |
| US7575620B2 (en) | 2006-06-05 | 2009-08-18 | Kennametal Inc. | Infiltrant matrix powder and product using such powder |
| DE102006030661B4 (de) | 2006-07-04 | 2009-02-05 | Profiroll Technologies Gmbh | Hartmetallisches Profilwalzwerkzeug |
| US20080011519A1 (en) * | 2006-07-17 | 2008-01-17 | Baker Hughes Incorporated | Cemented tungsten carbide rock bit cone |
| WO2008051588A2 (en) * | 2006-10-25 | 2008-05-02 | Tdy Industries, Inc. | Articles having improved resistance to thermal cracking |
| JP5256384B2 (ja) | 2006-11-20 | 2013-08-07 | 株式会社スターロイ | 積層超硬チップ及びその製造方法 |
| UA23749U (en) | 2006-12-18 | 2007-06-11 | Volodymyr Dal East Ukrainian N | Sludge shutter |
| US7625157B2 (en) | 2007-01-18 | 2009-12-01 | Kennametal Inc. | Milling cutter and milling insert with coolant delivery |
| DE102007006943A1 (de) | 2007-02-13 | 2008-08-14 | Robert Bosch Gmbh | Schneidelement für einen Gesteinsbohrer und ein Verfahren zur Herstellung eines Schneidelements für einen Gesteinsbohrer |
| US8512882B2 (en) | 2007-02-19 | 2013-08-20 | TDY Industries, LLC | Carbide cutting insert |
| US7810588B2 (en) | 2007-02-23 | 2010-10-12 | Baker Hughes Incorporated | Multi-layer encapsulation of diamond grit for use in earth-boring bits |
| US7846551B2 (en) | 2007-03-16 | 2010-12-07 | Tdy Industries, Inc. | Composite articles |
| US20090136308A1 (en) | 2007-11-27 | 2009-05-28 | Tdy Industries, Inc. | Rotary Burr Comprising Cemented Carbide |
| US8790439B2 (en) | 2008-06-02 | 2014-07-29 | Kennametal Inc. | Composite sintered powder metal articles |
| EP2300628A2 (en) | 2008-06-02 | 2011-03-30 | TDY Industries, Inc. | Cemented carbide-metallic alloy composites |
| US20090301788A1 (en) | 2008-06-10 | 2009-12-10 | Stevens John H | Composite metal, cemented carbide bit construction |
| US8025112B2 (en) | 2008-08-22 | 2011-09-27 | Tdy Industries, Inc. | Earth-boring bits and other parts including cemented carbide |
| US8322465B2 (en) * | 2008-08-22 | 2012-12-04 | TDY Industries, LLC | Earth-boring bit parts including hybrid cemented carbides and methods of making the same |
| US8827606B2 (en) | 2009-02-10 | 2014-09-09 | Kennametal Inc. | Multi-piece drill head and drill including the same |
| US8272816B2 (en) | 2009-05-12 | 2012-09-25 | TDY Industries, LLC | Composite cemented carbide rotary cutting tools and rotary cutting tool blanks |
| US9050673B2 (en) | 2009-06-19 | 2015-06-09 | Extreme Surface Protection Ltd. | Multilayer overlays and methods for applying multilayer overlays |
| DE102009031313B4 (de) | 2009-06-30 | 2018-07-05 | MTU Aero Engines AG | Beschichtung und Verfahren zum Beschichten eines Bauteils |
| US8308096B2 (en) | 2009-07-14 | 2012-11-13 | TDY Industries, LLC | Reinforced roll and method of making same |
| US9643236B2 (en) | 2009-11-11 | 2017-05-09 | Landis Solutions Llc | Thread rolling die and method of making same |
| WO2011146743A2 (en) | 2010-05-20 | 2011-11-24 | Baker Hughes Incorporated | Methods of forming at least a portion of earth-boring tools |
| MX2012013455A (es) | 2010-05-20 | 2013-05-01 | Baker Hughes Inc | Metodos para formar al menos una porcion de herramientas para perforar la tierra y articulos formados por tales metodos. |
| RU2012155102A (ru) | 2010-05-20 | 2014-06-27 | Бейкер Хьюз Инкорпорейтед | Способ формирования по меньшей мере части бурильного инструмента и изделия, сформированные таким способом |
| US8800848B2 (en) * | 2011-08-31 | 2014-08-12 | Kennametal Inc. | Methods of forming wear resistant layers on metallic surfaces |
| US9016406B2 (en) | 2011-09-22 | 2015-04-28 | Kennametal Inc. | Cutting inserts for earth-boring bits |
-
2005
- 2005-06-27 US US11/167,811 patent/US8637127B2/en active Active
-
2006
- 2006-06-14 KR KR1020077027250A patent/KR101317017B1/ko not_active IP Right Cessation
- 2006-06-14 JP JP2008518246A patent/JP5288309B2/ja active Active
- 2006-06-14 UA UAA200800912A patent/UA95912C2/ru unknown
- 2006-06-14 CA CA002596309A patent/CA2596309A1/en not_active Abandoned
- 2006-06-14 CN CNA2006800145502A patent/CN101166597A/zh active Pending
- 2006-06-14 EP EP06773207A patent/EP1907154A2/en not_active Withdrawn
- 2006-06-14 BR BRPI0607065-5A patent/BRPI0607065A2/pt not_active IP Right Cessation
- 2006-06-14 KR KR1020137019047A patent/KR101353171B1/ko not_active IP Right Cessation
- 2006-06-14 CN CN201310516305.3A patent/CN103551581A/zh active Pending
- 2006-06-14 WO PCT/US2006/023238 patent/WO2007001870A2/en active Application Filing
- 2006-06-22 TW TW095122578A patent/TWI435782B/zh not_active IP Right Cessation
- 2006-10-24 US US11/585,408 patent/US8318063B2/en active Active
-
2012
- 2012-10-01 US US13/632,177 patent/US8808591B2/en active Active
-
2013
- 2013-12-12 US US14/104,038 patent/US20140097553A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CN101166597A (zh) | 2008-04-23 |
| US20070108650A1 (en) | 2007-05-17 |
| UA95912C2 (ru) | 2011-09-26 |
| US8637127B2 (en) | 2014-01-28 |
| US8318063B2 (en) | 2012-11-27 |
| TWI435782B (zh) | 2014-05-01 |
| KR101317017B1 (ko) | 2013-10-11 |
| KR101353171B1 (ko) | 2014-01-17 |
| JP2008546554A (ja) | 2008-12-25 |
| JP5288309B2 (ja) | 2013-09-11 |
| CA2596309A1 (en) | 2007-01-04 |
| WO2007001870A3 (en) | 2007-05-10 |
| KR20130088900A (ko) | 2013-08-08 |
| BRPI0607065A2 (pt) | 2009-08-04 |
| WO2007001870A2 (en) | 2007-01-04 |
| US20060288820A1 (en) | 2006-12-28 |
| US20130043615A1 (en) | 2013-02-21 |
| KR20080016812A (ko) | 2008-02-22 |
| US8808591B2 (en) | 2014-08-19 |
| TW200726551A (en) | 2007-07-16 |
| US20140097553A1 (en) | 2014-04-10 |
| EP1907154A2 (en) | 2008-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103551581A (zh) | 具有冷却剂通道的复合制品和工具制造方法 | |
| US6511265B1 (en) | Composite rotary tool and tool fabrication method | |
| JP5753532B2 (ja) | 複合体超硬合金回転切削工具及び回転切削工具ブランク材 | |
| US9302332B2 (en) | Twist drill assembly, components for same and method for making same | |
| EP2533922B1 (en) | Superhard tool tip and use thereof | |
| JPH093509A (ja) | 螺旋状の油穴を有する丸棒 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| ASS | Succession or assignment of patent right |
Owner name: KENNAMETAL INC. Free format text: FORMER OWNER: TDY INDUSTRY CO., LTD. Effective date: 20140929 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20140929 Address after: American Pennsylvania Applicant after: Kennametal Inc. Address before: American Pennsylvania Applicant before: TDY INDUSTRIES, LLC |
|
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140205 |