CN100374282C - 采用基本单轴取向来制备横向拉伸膜的方法及设备 - Google Patents
采用基本单轴取向来制备横向拉伸膜的方法及设备 Download PDFInfo
- Publication number
- CN100374282C CN100374282C CNB028109376A CN02810937A CN100374282C CN 100374282 C CN100374282 C CN 100374282C CN B028109376 A CNB028109376 A CN B028109376A CN 02810937 A CN02810937 A CN 02810937A CN 100374282 C CN100374282 C CN 100374282C
- Authority
- CN
- China
- Prior art keywords
- film
- stretching
- machine
- track
- tddr
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/04—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique
- B29C55/08—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique transverse to the direction of feed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/009—Shaping techniques involving a cutting or machining operation after shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/20—Edge clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
- B29C69/001—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore a shaping technique combined with cutting, e.g. in parts or slices combined with rearranging and joining the cut parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/003—PET, i.e. poylethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/005—Oriented
- B29K2995/0051—Oriented mono-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
- G02B5/3025—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state
- G02B5/3033—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/041—Reshape
Abstract
本申请描述了拉伸膜的方法。该方法优选方式是以单轴方式拉伸膜。更适用于光学膜,包括多层光学膜的拉伸。本发明其它方面包括拉伸后膜的卷状物和拉伸膜的装置。
Description
领域
本发明是关于拉伸膜,尤其是光学膜,特别是基本单轴取向的光学膜。该发明还包括适用于这类膜拉伸的装置及该装置拉伸所产生的膜。
背景
有许多原因需要进行拉伸膜。PCT WO 00/29197公布了双轴拉伸聚合物膜的方法。该方法可用于将机械特性赋予产品,例如防光晕层。
拉伸可提高晶体塑料膜的物理特性。美国专利No.2,998,772公布一种拉伸膜的机器,它包含圆盘,这个圆盘可以抓住膜的边缘部分,并以与膜加工方向横断的方向拉伸膜。
图1给出了传统的拉幅机拉伸过程,它将连续输入的膜以与膜移动方向横断的方向拉伸。膜在两侧边缘2被一些夹具夹住,通常是靠拉幅机夹子。拉幅机夹子与拉幅机链条连接,拉幅机链条沿着线性发散的拉幅机轨迹或轨道前进。这种布置促使膜沿着膜移动的加工方向前进并拉伸膜。这样,膜的初始形态4可以被拉伸到形态6。
美国专利No.2,618,012,3,502,766,3,890,421,4,330,499,4,525,317和4,853,602中描述了拉幅机的设备。传统的拉幅机有许多缺点。传统拉幅机的扩张角通常比较小,通常小于10度。对聚合物膜进行冷却和剪切前,边界轨迹会返回回到平行或接近平行状态。参见图2,图1中膜未被拉伸的部分4尺寸为T、W和L。当膜以λ(7)因子拉伸后,膜的这部分尺寸变化见部分6。这不是我们下面所将要详细叙述的单轴拉伸。
在这里,最终T’与膜初始厚度T的(见图10)比可被定义为法向拉伸比(NDDR)。轴向拉伸比(MDDR)可定义为拉伸后膜的一部分的长度除以这部分的初始长度比。仅仅为了解释说明之用途,可以看图11中的Y’/Y。横向拉伸比(TDDR)可以定义为膜的一部分拉伸后的宽度与这部分初始宽度比。仅用于解释说明,见图9中的X0/X。
对于传统拉幅机,NDDR大约是TDDR的倒数,而MDDR基本不改变。对于MDDR和NDDR拉伸的不对称性会导致膜产生分子、机械和光学多方面特性的差异,这些差异超过了这些方向与拉伸方向(TD)之间的差异。这些特性包括例如晶体取向和形态、热和吸湿膨胀性、小应变各向异性力学柔量、抗撕裂强度、抗蠕变强度、收缩性及在多种波长下的折射指数和吸收系数。
美国专利No.4,862,564公布了拉伸热塑性材料片材的装置。该装置具有指数或其他曲线型的拉伸轮廓线。该装置能够以恒定的速率拉伸片材,这与传统直线路径的拉幅设备具有的锐峰或变化的拉伸速率正相反。
单轴拉伸的膜要比简单的单一轴拉伸的膜具有更优越的性能。例如,单轴拉伸的膜更容易形成原纤维或沿拉伸方向(TD)拉扯。在光学应用中,使MD和ND折射指数相匹配通常是有益的。如,U.S.专利Nos.5,882,774,5,962,114和5,965,247(Jonza等)公布了一些具有相匹配的折射指数的材料,为的是在应用多层反射偏光器提高亮度中改善偏离角的性能。
图3论述了适用于光学装置如偏光器作为其中一个组件的多层膜拉伸一组技术。平坦的初始膜3沿着箭头的方向被单轴拉伸.中间部分的收缩使得拉伸后膜的两边不再平行。拉伸后的膜5的很多部分是无法用作光学组件的。膜中仅有相对较小的中间部分9适用于作光学元件如偏振器。从这种方法所获得的膜产率和有用部分很小。
日本未被审查的专利公开Hei 5-11114中讲到,用相匹配的MD和ND折射指数对膜进行补偿,会使液晶显示器具有更宽的视角。
试图制备单轴拉伸膜的传统方法是采用长度取向器(L.O.),它沿MD方向纵向拉伸膜并跨过位于不同速度的辊子之间的至少一个跨距。沿着这个跨距或拉伸间距所具有的MDDR实质上是下游辊速度与上游辊子速度之比。因为膜可以自由地、不受边缘限制地跨越辊子,在拉伸时,膜会在宽度上收缩,以及在厚度上变薄。这样TDDR可以被大大减小到低于一,且可能等于NDDR。这个方法有很多难点和限制。一方面不利就是部分尺寸的限制。给定宽度的初始片材在宽度上以MDDR倒数的平方根为因子减小。这样用LO方法制备的最终膜的宽度大大减小了。与拉幅机拉伸的膜相比,拉幅机使宽度按大概TDDR(排除在夹的过程中边缘的损失)增加,而在单轴条件下的L.O.则大大减少了可能部分尺寸。
纵向拉伸往往会扩大沿加工方向传播的卡规径缺陷如口模条纹。为了得到较高程度的单轴特性,L.O.方法需要相对于初始膜的初始宽度较长的跨距。实际上,这需要大装置和长膜跨度,这些可能控制困难。
日本未被审查的专利公开Hei-6-34815指出了在辊上制备应用到光学方面的膜的又一局限。这篇文章指出辊可能擦坏或损坏膜的表面。那些具有精细涂层或柔软表层的膜可能容易受到有害的影响。
在日本未被审查的专利公开Hei-150115中,由于向膜周期性地引入了MD取向的缝隙,使得有效初始宽度减小。这种方法甚至更加严重限制了有效部分的宽度。
以单轴方式拉伸膜的尝试有许多。日本未被审查的专利公开Nos.Hei 5-288931,5-288932,6-27321和6-34815(H.Field等)描述了拉伸膜的方法,在这些方法中,膜被加入到夹子内,夹面形成出平面(out-of-plane)的波形。由于沿MD方向的膜的实际伸直长度要比沿拉幅机MD方向这部分伸直长度在平面上的投影长得多,故加膜的实际速率要比它的平面投影高。膜最初以相似的出平面波形(如波纹状)加入进来。该方法利用在拉伸过程中形成的MD张力来拉伸褶皱的松弛部分并展平最终膜。在一种变化形式中,膜沿法向拉伸,然后放置入波形夹中。拉伸后在张力存在下进行的热处理及产生的收缩力可用于展平片材。该方法是结合低水平的过量进料(20%)下的聚砜膜进行的描述。该方法可能会受到过程中一些问题如所需的拉伸比和热传递等的限制。许多有用的单轴取向的膜拉伸比要超过4。这些反过来要求过量加料超过100%,这就会导致出平面的褶皱加深,更加难以均匀加热。例如,传递到褶皱上部和下部的热量由于距离加热通风口近,要比中心平面得到的热量高得多。这势必会限制线速度。这些大的褶皱也会破裂塌陷和互相粘结,因为片材的强度在预热的过程减弱而影响到拉伸,这样就会导致整个方法的失败。在低水平的过量加料时,据报导该方法能够很好地对膜进行平展。随着边界的波形的加深,认为最终膜的产量和质量会受到不利影响。
日本未被审查的发表专利公开Hei 5-241021,6-51116和6-51119中公布了夹子的夹面在拉伸过程中可以保持在平面内。当夹子沿出平面半径运行的过程中,膜以出平面角加入到夹子中。出平面的半径使单个夹子间距暂时性增加。绕过曲线后,夹子的夹面返回到平面内,夹子保持分离但空间距离更加紧密,并且膜的褶皱部分增加了夹子之间的松弛度。该方法依靠在拉伸中的张力去平展平面内的膜。该方法具有在高拉率条件下产生大褶皱的缺点。另外,由于夹子在拉伸之前保持分离,产生初始的褶皱的膜的边缘没有受到支撑。随着拉伸的进行和应力的产生,这些没有受到支撑的边缘开始拉向膜的中心线。最终在夹子之间产生大的扇形畸变。这些扇形畸变不仅会使边缘不能使用,还会对膜造成较大的卡规径变化。这将对最终膜的产量和质量产生不利影响。
日本未经审查的发表专利公开Hei 5-11113公布,通过使物流过程部分不连续,使MD线速度从膜的瞬时MD速度中分离。片材中引入了横向取向缝隙。这使否则为连续的膜的中心部分被相互拉开,据说这部分会加入更多的基本单轴拉伸的材料。这种方法会严重限制可利用部分的尺寸和产率。
美国专利No.4,349,500(Yazawa等)公布了在两个转盘或转轮之间加入膜的技术。膜被两个连续运动的传动带固定。膜和圆盘在同一个平面内。当膜的边缘追随发散的圆盘周边时,膜在两个逆方向旋转的转盘之间被横向拉伸。拉伸的发散角变大,膜的MD速度由于发散角的余弦而减小。传动带的速度保持恒定。通过这种方式,膜的输出速度从膜的输入速度降低。膜从夹送皮带上释放,并以较低的MD速度继续运行。
这个方法还公布了圆盘旋转中心之间分隔间距和圆盘尺寸的调整方法。该方法的一个缺点就是膜与传动带系统之间很难保持良好的夹持状态,这在美国专利No.5,826,314中有所讨论。这特别对于形成高的拉伸应力的拉伸膜过程提出了挑战,如在接近玻璃态转化温度下拉伸聚酯膜。采用这个方法时,许多应用到这个过程的材料会出现褶皱或非单轴拉伸的永久变形。例如,在保持MD长度的固定和在接近玻璃态转化温度下单一轴拉伸聚酯,当膜最终宽度在后序步骤中向基本单轴条件下所预期的宽度降低时,聚酯膜会起皱而不会收缩到平面内。在沿着TD拉伸的过程中,如果MD的降低太迟也会产生褶皱。
Swenson美国专利No.5,043,036公布了一个曲轮拉伸膜装置。此处,圆盘不再与膜在同一平面,这样薄片在曲轮周边所确定的平面外的边界轨道上被拉伸。该方法是作为拉伸含有弹性体层的膜的方法被描述。正如美国专利No.3,807,004指出,由于沿着拉伸前进方向MD张力的形成,在出平面曲面间的拉伸使膜的表面变成鞍形。由于没有被直接固定,膜的中间部分成直线形,边界轨迹上的膜也是如此,这样中间部分沿着与边缘不同的轨迹被拉伸。这种非均匀的拉伸引起片材在卡规径和性质上的显著变化,并且是沿出平面的边界轨迹拉伸膜的主要不利之处。
美国专利No.3,807,004描述了很多方法,可用于部分应对鞍形的形成。对初始膜厚和温度分布的构建是形成均匀卡规径的推荐方法,尽管由于拉伸历史的不同性能差异还会保持。作为一种选择方法,支撑装置可强迫中间部分的膜遵循曲线的出平面轨迹。摩擦及其引起的膜表面的损伤可通过多种方法包括空气缓冲被减小。鞍形还出现在后面将提到的圆盘取向器的多种操作中,这在美国专利No.4,434,128有述。凸导轨面可用于阻遏鞍形。采用这样的方法对膜表面造成的损伤是这种方法的又一弊端。特别是用于光学应用的膜,这些膜对磨损产生的表面缺陷及其它与接触相关的缺陷特别敏感。
概述
本发明包括产生预期特性(如光学特性)的拉伸膜方法、按此方法拉伸的膜和拉伸膜的设备。在优选实施方式中,该发明解决了以往工艺的不足,如在最终膜希望利用的宽度上产生过度的厚度偏差,在最终膜希望利用的宽度上产生的过度的各向异性背离了纤维的对称性,最终膜上的皱纹和其它非平面的缺陷,和那些可导致最终膜损伤的表面接触。
一方面,本发明包含了制备具有预定光学特性的光学膜的方法,它包括制备具有预定光学特性的聚合物材料交替层的多层膜的步骤,这样膜由面内第一、第二垂直轴和沿膜厚度方向第三个相互垂直的轴所在坐标系统所限定;向拉伸机中加入多层膜;用拉伸机沿着膜面内第一轴的方向拉伸膜,而允许膜在面内第二个轴和沿着膜厚度的方向收缩,拉伸过程是通过夹住膜的边缘并使膜边缘部分沿着预定的轨迹前进来完成,这些轨迹呈发散状以产生沿膜面内第二轴及膜厚度方向基本相同比率的尺寸变化。
在一种实施方式中,预定的轨迹被定形,为的是沿着膜面内第二轴和膜厚度的方向产生基本上相同比率的尺寸变化。在一种优选实施方式中,至少膜的一个边缘部分是沿着预定的基本呈抛物线形状的轨迹移动。
在一种不同的实施方式中,要控制膜的边缘速度以沿着膜的面内第二轴和膜的厚度方向产生基本相同比率的尺寸变化。
在另一个实施方式中,至少膜的一个边缘部分沿着预定的轨迹以基本恒定的速度移动。
在一种优选实施方式中,该方法程是一个连续的过程,膜被连续加入到拉伸机中。膜可以从辊被连续性加入到拉伸机中,或者膜可以与拉伸机在线方式挤出或共挤塑。
在另外一种实施方式中,沿着面内第一轴拉伸方向的应变率在至少部分拉伸过程中是不恒定的。
优选方式是,在基本整个拉伸的过程中,沿面内第二轴和膜厚度方向的成比率的尺寸变化基本相同。
在另一种实施方式中,膜的边缘部分沿着预定的轨迹移动,这个轨迹基本是位于由第一和第二面内轴所确定的平面内。
而在另外一种实施方式中,膜的边缘部分沿着预定的三维轨迹移动。
一种优选方式是,膜的边缘部分沿着以中心轴基本对称的预定轨迹移动。
更优选的一种方式是,膜有第一和第二两个主要表面,膜能够在不与第一和第二主要表面进行物理接触的情况下被拉伸,除膜的边缘部分外。
在另一方面,本发明包含了制备具有预定特性的膜的过程,包括如下步骤:提供膜,该膜由面内第一和第二垂直轴及沿膜厚度方向的第三个相互垂直的轴所在的坐标系统所限定;将膜加入到拉伸机上;用拉伸机沿着膜的面内第一轴拉伸膜,而允许膜沿面内第二轴和膜的厚度方向收缩,膜的拉伸是靠夹住膜的边缘并使膜边缘部分沿着预定的轨迹前进来完成,在基本上整个拉伸过程中,这些轨迹被定形,为的是使膜沿膜的面内第二轴及膜厚度方向产生基本相同比率的尺寸变化。
另一方面,本发明包括制备具有预定特性的膜的过程,包括如下步骤:加入膜,膜根据与上述相似的坐标系统所限定;沿膜运动的方向向拉伸机中加入膜;用拉伸机沿着膜的平面内第一轴方向拉伸膜,而允许膜沿平面内第二轴和膜的厚度方向收缩,拉伸过程是通过夹住膜的边缘并使膜边缘部分沿着发散的基本抛物线形轨迹的运动来完成。
在一种优选实施方式中,本发明包括制备具有预定特性膜的连续方法,它包括如下步骤:提供膜,该膜由与上述相似的坐标系统所限定;沿着膜前行的方向将膜连续加入到拉伸机中;用拉伸机沿着膜的面内第一轴拉伸,而允许膜沿面内第二轴和膜的厚度方向收缩,拉伸是通过夹住膜的边缘并使膜边缘部分沿着预定的轨迹运动来完成,轨迹按如下方式发散,即至少在部分拉伸过程中沿着面内第一轴的应变率不是恒定的。
另一方面,本发明包括具有预定光学特性的一光学膜卷状物,该膜是由膜平面内第一和第二垂直轴及沿膜厚度方向的第三个相互垂直的轴所在的坐标系统所限定,这光学膜卷状物的形成是通过向拉伸机连续加入一卷膜和并用拉伸机沿着膜面内第一轴拉伸膜,同时允许膜沿面内第二轴和膜厚度方向收缩,使膜沿面内第二轴和厚度方向产生基本上相同比率的尺寸变化。
一种优选方式是,这卷光学膜是具有预定的光学特性的聚合物交替层所构成的多层光学膜。
更优选的一种方式是,这卷光学膜有部分适宜结合到偏光器上。偏光器更优选是反射偏光器。
一种优选方式是,这卷膜是由膜的拉伸过程形成,这样在基本上整个拉伸膜过程中沿膜的面内第二轴和厚度方向产生基本相同比率的尺寸变化。
在另一方面,本发明是能够对膜进行连续处理的拉伸机,它包括一个接收所连续提供的具有预定光学特性膜的装置,该膜由上述坐标系统确定;用于夹住膜的边缘的夹固装置;用于连续使夹固装置沿预定发散轨迹运动的拉伸装置,从而使膜被横向拉伸,但允许膜沿膜的加工方向和厚度方向收缩,选择的预定的轨迹形状要能够沿膜的加工和厚度方向产生基本相同比率的尺寸变化,以将预定的光学特性传递给膜。
拉伸机优选的方式是包含接受所提供的膜的装置,它包括从膜卷状物接收膜的装置。
拉伸机优选的方式是包含用于将拉伸后的膜从拉伸机拿走的引出装置。在一个优选实施方式中,引出装置包含用于将拉伸后的膜从快速发散的膜的边缘部分切断并将拉伸后的膜从拉伸机移走的装置。
附图简要描述
在下面对本发明不同实施方式并结合相关图形进行的具体描述中,本发明将会得到进一步理解,这其中:
图1是用于拉伸膜的现有技术拉幅机的示意性俯视图。
图2是图1所示的现有技术中膜的一部分在拉伸前后的透视图。
图3是现有技术拉伸多层光学膜的分批过程图解,图中给出了拉伸前后的膜。
图4是根据本发明某一个方面给出的步骤框图。
图5是根据本发明某一个优选实施方式对拉伸膜过程的图解。
图6是图5所示过程中膜的一部分在拉伸前后的透视图。
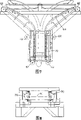
图7是根据本发明的某一方面拉伸设备的一部分的示意俯视图。
图8是图7中设备的端视图。
图9是拉伸后膜的示意图,用于解释坐标轴,给出了加工方向(MD),法向(ND),横向,初始宽度X,拉伸后的宽度XO和边界轨迹IBT。
图10是拉伸后膜的侧视图,用于解释初始厚度T,最终厚度T’和法向ND。
图11是拉伸后膜的图示,用于解释坐标轴,给出了加工方向(MD),法向(ND),横向(TD),初始长度Y,拉伸长度Y’和边界轨迹IBT。
图12是根据本发明的某一方面给出的设备引出部分的透视图。
本发明可有多种改进和替换形式。图中所给出的有关本发明的细节仅用作举例说明。并非要限制于上述的具体实施方式。相反,是为了覆盖所有改进形式、等同形式和其它权利要求书中所限定的符合本发明的核心和范围的替代形式。
详细描述
图4是根据本发明的某一方面所绘制的过程框图。这个过程可制备具有预定特性的膜。
本发明通常适用于许多不同的膜、材料和过程。本发明特别适用于聚合物光学膜的制备,在这里,利用膜材料的粘弹特性去控制膜加工拉伸的过程中所引起的分子取向的量(如果有)。如下所述,可考虑利用生产光学膜的材料的不同特性来改善光学膜。这种改善包括一种或多种光学性能的改善,抗断裂和撕裂强度的增强,尺寸稳定性的提高,更好的可加工性等。
按照本发明可拉伸多种光学膜。这些膜可以是一层或多层膜。许多专利文献中公开了适用的膜的类型,如在美国专利No.s 5,699,188;5,825,543;5,882,574;5,965,247;6,096,375中;和PCT公开Nos.WO95/17303;WO 96/19347;WO 99/36812;WO99/36248。这些膜可拉伸到拉伸比超过4。在一些实施方式中,一些膜可拉伸到拉伸比超过5,超过6,超过6.5,或超过7。
按照本发明制备的膜可用于多种产品包括偏光器、反射偏光器、二向色偏振器、直线形反射/二向色偏振器,吸收偏振器、阻尼器(包括Z轴阻尼器)。这些膜可以本身含有光学组分,或它们可用作光学元件中的组分,例如用于前或后反射系统的分光器中的相匹配的z-指数偏振器,如用于显示器或微型显示器用作提高亮度的膜。需要指出的是根据本发明下面所描述的拉伸机结合长度取向器用于由多层光学膜制备反射镜。
按照本发明的某一特定实施方式制备光学膜的过程将参考图9,10和11进行描述。这些图例举了光学膜的一部分。图中描绘的光学膜可根据3个相互垂直的轴TD、MD和ND进行描述。在所例举的实施方式中,两个垂直的轴TD和MD在膜的平面内(面内轴),第三个轴沿膜厚度的方向延伸。
图4是按照本发明给出的过程框图。在步骤30中,膜被供给或提供到拉伸膜的装置中。这个过程可以选择性地包括一个预处理步骤32。膜在步骤34中被拉伸。膜可以选择性地在步骤36中进行后处理。在步骤38中膜从拉伸机上取走。
图5例举了本发明的一个优选实施方式。这个过程包括向拉伸设备中提供膜40的步骤(见区域30′)。如图9、10和11所示,膜可以参见第一和第二面内垂直轴(例如纵向MD和横向TD)和沿膜厚度方向的第三个相互垂直的轴(如法向ND)所确定的坐标系统。
所述过程包括向拉伸机中加入膜40的步骤(见区域30′);用拉伸机沿着膜面内第一轴的方向拉伸膜而允许膜沿膜面内第二轴及膜厚度方向收缩的步骤(见区域34′),拉伸可通过夹住膜的边缘部分并使膜的边缘部分沿着预定的轨迹64运动来完成,这些轨迹是发散的,以在膜的第二面内轴和膜厚度方向产生基本相同比率的尺寸变化。
这个过程可以选择性地包含一个预处理步骤(见区域32′),如加入烘箱54或其它设备。前处理步骤可包括一个预热区(见膜的区域42)和均热区(见区域44)。
膜在区域34′内被拉伸。膜的边缘可通过机械夹子夹住,机械夹子被辊62沿着箭头方向移动。在一种优选实施方式中,轨迹64是抛物线或基本抛物线形。
这个过程包括一个可选择的后处理的步骤(见区域36′)。例如,膜可以置于区域48而在区域50内冷却。可选择性地用传动带和辊使膜在这个区域内运行。在58处可对膜进行剪切,抛弃溢料和无用部分56。
为了使基本整个拉伸过程能保持基本单轴拉伸的形式(见图5),在横向拉伸结束后,最好在切点58处将迅速发散的边缘部分56从拉伸的膜48上切断。
使边缘从连续的夹钳装置上去除可以连续操作;但是,从不连续的夹钳装置,如拉幅机夹子上去除边缘,则要在膜的不连续的MD部分进行,如给定夹子上的所有材料被一次性去除。这种不连续的释放机制可能会对应力造成较大的干扰,这种干扰会影响到拉伸片材的上游。为了协助分离引出装置的运行,最好在设备中采用连续分离边缘的装置,如将加热的拉伸后膜从边缘与中间部分“热”切离。
剪切位置最好与“夹固线”的距离足够近,例如主要有效夹具接触的孤立引出点,使应力对这点上游造成的干扰最小。如果膜在这个夹点前被切除,会造成不稳定的引出,例如膜会沿MD方向“突然反弹”。因此膜最好是在夹固线或其下游被剪切。剪切是一个断裂过程,这样通常会使空间位置发生小但自然的变化。因此膜最好是在夹固线的略下游位置被剪切以防止剪断过程中对夹固线的上游造成任何暂时性的改变。如果膜基本在夹固线的下游被剪切,在引出点和边界轨迹之间的膜会继续沿TD方向延伸。由于只有这部分膜在拉伸,它以相对于边界轨迹被放大了的拉伸比拉伸,会进一步产生应力干扰,这种干扰可能向上游传递,例如不希望程度的加工方向张力向上游传递。
剪切最好是活动的且可以重新设定位置的,从而它可以随引出位置的变化而改变,以适应变化的最终横向拉伸方向比的变化。这种剪切系统的优点是可以调整拉伸比,同时靠简单移动引出剪切点58来保持拉伸外形。
可采用多种剪切技术,包括使用热剃刀、热线、激光、强红外辐射聚焦光束或热空气聚流射流。在热空气射流中,射流的空气要足够热,可在膜上击孔,例如通过热软化、熔融和在射流下的可控裂缝。作为选择方法之一,热射流可仅仅对膜的一个聚焦断面充分软化,使由仍在发散的边界轨迹所造成的拉伸进一步局部化,从而在膜延伸的连续作用中,最终断裂发生在加热线的下游。聚焦射流的方法可优选用于许多情况,尤其是废气能够以一种可控制方式被有效去除,例如靠真空排气系统,以防止杂散的温度流干扰拉伸过程的均匀性。例如,采用环绕喷嘴的同心排气环。另外,可采用在喷嘴下方排气装置,例如在膜的另外一侧。排气装置可进一步偏移或加入到下游,以减少上游杂散流进入到拉伸区。
这个方法还包括一个迁移部分,在区间38′内。作为选择方法之一,辊65可用于推动膜的前进,但它可被去掉。最好不要用辊65,因为它会接触拉伸的膜52并可能损坏拉伸的膜。可安装另外一个切刀60,弃掉不要的部分61。
图6帮助解释所说的这种方法可以“产生沿膜面内第二轴和膜厚度方向基本相同比率的尺寸变化”在应用中的含意。三维元件24代表未被拉伸的部分膜(见图5和6),尺寸为T、W和L。三维元件26代表拉伸了长度λ后的元件24。从图6可以看出,厚度和宽度按照相同比率尺寸变化被减小。图6表示单轴拉伸,与其相反,如图2所示为非单轴拉伸。
本发明不局限于绝对的单轴拉伸。相反,本发明包括方法、设备和“基本”单轴拉伸的膜。下面的讨论和观察可用于限定本发明的范围。
“基本”单轴拉伸的膜优选具有纤维对称性,其中在一特定的材料层内,沿MD和ND方向的性质相似(由于膜复合材料具有分层特性,故具有多层结构的膜本身不具有纤维的对称性)。当两个拉伸比相等时,这种纤维对称性存在于弹性材料中。当其中一个方向被拉伸,如TD,那么另外两个方向,如MD和ND,最好具有相同的拉伸比。假设体积恒定,MDDR和NDDR都应该接近TDDR倒数的平方根。传统拉幅机拉伸的膜不是基本单轴拉伸的膜,尽管它们只沿着一个方向被物理拉伸(所谓的“单一轴”拉伸),因为过程的边界约束会引起MDDR和NDDR之间的差异。
本发明也不局限于拉伸的全部过程是在单轴条件下进行的那些拉伸膜方法。在一种优选实施方式中,本发明解决了现有技术(如园盘取向器)的不足,以在整个拉伸的过程中,在纵向拉伸比(MDDR)和横向拉伸比(TDDR)方面提供了基本单轴的约束。以前的工艺在拉伸过程中没能够提供单轴条件是最终膜出现褶皱和其他出平面缺陷的一方面原因。
在一种优选实施方式中,本发明提供了一个方法,其中,在整个拉伸步骤,通过边界轨迹来提供基本单轴的拉伸。更优选的一种方式是,这个方法提供了过程相依性,而同时使膜保持在平面内。但是,拉伸的步骤没有必要在基本平面的区域内进行(图5所示),如下详述,提供一个三维且基本非平面的膜的边界轨迹也在本发明范围之内。
一种优选方式是,对于整个拉伸步骤的不同部分,本发明保持单轴拉伸的偏差在一定的公差范围内。作为选择方法,本发明可以保持这些条件,而在拉伸的初始部分,使膜的一部分变形出平面,在拉伸的最后部分,膜返回到平面内。
对于保持在整个拉伸过程的单轴横向拉伸,瞬时MDDR等于TDDR倒数的平方根。上文结合本发明的一个优选实施方式对此进行过讨论,膜可以用出平面的边界轨迹拉伸离开平面,即,不在一个单一的欧几里得几何平面内的边界轨迹。有数不清但又很具体的边界轨迹能够满足优选实施方式的相关要求,使得采用出平面边界轨迹也能够保持基本单轴的拉伸过程。
边界可以是对称的,穿过中心面互为镜像,中心面例如为包含介于边界轨迹之间的初始中心点、膜运动的初始方向和未拉伸膜表面的初始法线的平面。在此优选实施方式中,膜在边界轨迹之间沿着圆柱形的空间流形被拉伸,空间流形是由两个相对边界轨迹之间最短距离的线段组所构成,一条线段从相似的初始位置以相同的速度沿着边界轨迹运动,即,彼此共线或与初始中心点共线。中心平面上理想流形的轨迹因此可以映射出理想拉伸时膜中心的路径。沿着这个流形,从边界轨迹到中心平面上这个中心轨迹之间的距离与从边界轨迹的起点到初始中心点的原始距离之比是膜跨越边界轨迹时的瞬时法向TDDR,即,边界轨迹上当前相对点之间的半距离与边界轨迹上相对点初始位置之间的半距离之比。当两个相对点以恒定且相同的速度沿着相对的边界轨迹运动时,中心轨迹上相应的中心点会改变沿中心轨迹圆弧所测得的速度,即曲线的MD。特别是中心轨迹的变化与边界轨迹单位切向量在中心轨迹单位切向量上的投影成比例。
在整个拉伸的过程中,可以保持单轴拉伸,只要中心点速度沿着中心轨迹在每一点上的降低正好是以瞬时TDDR倒数的平方根为因子相对于初始速率的下降,所述TDDR是由相对边界轨迹上的相应相对点测得。在考察沿着理想轨迹的差分膜弧线的瞬时MDDR时,这是单轴条件。单轴的条件可通过控制沿着中心轨迹圆弧长度的瞬时变化率与相应对应点的圆弧长度瞬时变化率之比实现,即曲线的MDDR.通过保持这个约束条件,在一般三维空间曲线内可找到适宜的边界轨迹并确定在此本发明优选实施方式的范围内。
优选方式是,膜在图5所示的平面内拉伸。这就避免了要使膜的中间部分保持理想的拉伸空间流形。由于面内约束使得变量的数目减少,边界轨迹的设计也得到了简化。有一对互为镜像的相对边界轨迹,它保持了在整个拉伸过程中的单轴条件。边界轨迹的设计要考虑面内MDDR和TDDR的瞬时拉伸比,而不是考虑沿着曲线形中心轨迹的MDDR或MD的速度。得到的结果是的一对面内相对称的抛物线镜像,这些抛物线从它们之间的面内MD方向的中心线发散。可以首先确定以TD为“x”方向,MD作为“y”方向对抛物线进行描述。位于相对边界抛物线之间的MD中心线可作为y坐标轴。坐标起点可选择为抛物线轨迹之间中心轨迹的初始中心点,左右边界抛物线可选择分别开始于负和正x0,这里y=0。右边界抛物线轨迹,对于正的y值,它体现了本发明的一个优选实施方式(方程1):
x/x0=(1/4)(y/x0)2+1
对方程1的左边乘以负一可得到左边界抛物线轨迹。
方程1的抛物线轨迹提供了单轴条件。因而它代表了平面内的拉伸状态,在此状态中应该忽略MD张力。为了在最终膜的可用宽度内获得良好的产率和性能均一性,分子取向和拉伸所致性质的主轴最好保持接近恒定状态。在这种情况下,沿TD这一主要拉伸方向拉伸的直线,在拉伸结束后会保持基本直线状态。在加工双轴取向的膜的拉幅机中,通常不会是这种情况。
再次需要指出的是本发明不局限于绝对单轴拉伸膜。实际上,接近或“基本”单轴拉伸的膜足以生产具有足够的预期特性的元件。通常,这种膜的均匀性要比准确体现单轴的特性更重要。在一些性质如折射指数中,单轴特性的差异在许多应用中是容许存在的。例如,当TD是主要的单轴拉伸方向时,用于液晶显示器的反射偏光器的偏斜特性受到MD和ND折射指数差异的严重影响。当在633nm处MD和ND指数差为0.08时,这个差异在一些应用中是可以被接受的。在其它应用中差0.04是允许的。对于更严格的应用,差值最好小于或等于0.02。这样,根据本发明,膜的优选实施方式包括接近或基本单轴拉伸膜的等级,产生这种基本单轴拉伸膜的方法及产生这种基本单轴拉伸膜的设备。
在接近或基本单轴特性的特定包络内,对计算轨迹的优选方法进行了讨论。该方法直接确定“右”边界轨迹,“左”边界轨迹可看作是镜像。首先,包络约束的设定要在TDDR的选择范围内,确定相对边界轨迹之间所测得的TDDR与定义为边界轨迹非负发散角的余弦的MDDR之间的瞬时函数关系。其次,这个问题的几何定义与在抛物线轨迹的讨论中相同。x1定义为边界抛物线之间的初始半宽,比率x/x1定义为瞬时TDDR,这里x是边界轨迹上相对点的当前x位置。再次,TDDR和MDDR之间的瞬时函数关系可转变成TDDR和发散角之间的关系。再次,边界轨迹受到要满足如下微分方程的约束,方程2:
d(x/x1)/d(y/x1)=tan(θ)
这里,tan(θ)是发散角θ的正切,y是相应于给定x坐标的右边界轨迹上的相对点当前位置的y坐标。下面可以解微分方程,例如使1/tan(θ)沿着TDDR,(x/x1)随时间的变化积分,从一积到所希望的最大值,c便获得右边界轨迹完整的坐标组{(x,y)},或是解析或数值解。发散角是非负的、在(x,y)处在膜的中心线移动方向和瞬时边界轨迹之间形成的最小角。对于方程2的对称和面内情况,中心线的移动是沿着MD方向,例如当边界轨迹平行于MD时,发散角是零,这接近于传统拉幅机的情况。
本发明的优选实施方式中的方法借助抛物线轨迹的例子进行了阐述。首先,选定作为单轴约束的包络。TDDR显示出与发散角余弦的倒数的平方相等。TDDR等于发散角正切的平方加1。这样方程左侧可仅以TDDR的函数取代。方程可以进行解析整合为方程1。
在另一种优选实施方式中,单轴特性U的范围由方程3所得到的一个简单比值确定:
U=(1/MDDR-1)(TDDR1/2-1)
U=1的状态满足单轴条件。U状态在零和一之间表示中间状态,在这个状态下,将形成一定程度的MD张力。U的状态接近1是接近或基本单轴。U状态大于1表示不同程度的过度松弛。这些过度松弛的状态影响来自边界沿MD方向的压缩。如果MD压缩大小对于几何和材料刚性足够大,膜就会弯曲或起皱。在一些实施方式中,MDDR·(TDDR)1/2的乘积在整个拉伸过程中最好至少为0.5,与其相应的过量加料率为100%或低于100%。
下面的讨论对于理解在本发明上下文所提到的优选方式是“基本”单轴拉伸膜的含意有用。在最终膜可接受范围内的一类优选曲线是那些在整个拉伸过程中单轴特性程度超过了期望的域值,因为在许多最终膜的应用中,单轴特性的最终程度低于1能够产生可接受的性能。例如,单轴特性为0.85时,对于单一轴拉伸的膜,许多情况下足以使含聚萘二甲酸乙二酯的聚合物系统MD和ND方向上在633nm下折射指数之差等于0.02或小于0.02。在一些实施方式中,单轴特征程度至少为0.9或0.95或更高。对于一些聚酯系统,如聚对苯二甲酸乙二醇酯,较低的U值0.8甚至0.75是可以接受的,例如非基本单轴拉伸的膜在折射指数上存在较低的内在差别。选定一特定的U值后,方程3会给出MDDR和TDDR之间存在的具体关系,与前面提到的算法和方法结合,它可确定较宽的一类边界轨迹,也包括U接近1的限制情况的抛物线轨迹。对于至少在拉伸最后部分表现出U值低于1的轨迹这里可被定义为亚抛物线轨迹。
常数U小于1的状态接近平面内“亚抛物线”轨迹的优选类别,这里采用方程1的抛物线轨迹和较小的初始有效片材宽度。如果在经过有效夹固后,x1仍然取作片材可拉伸的中心部分的精确的有效半宽度(即初始宽度减去夹具所夹持的边缘,它是相对的抛物线之间的初始半宽度),那么这类轨迹可用方程4描述:
(x+c)/(x1+c)=(1/4)(y/(x1+c))2+1
这里“c”是正偏距,这种轨迹类型是接近常数U和TDDR小于8的一种优选形式。
可以优选采用另外一种边界轨迹来抑制剩余褶皱。因为不存在剪切时的单轴条件可使得主要MD应力为零,采用有限应变分析,可以预测到主要MD应力在这些条件下实际会有轻微的压缩。采用有限应力分析和Neo-Hookean弹性固体本构方程,会发现防止压缩应力合适的判据可选择性地由方程5给出:
((TDDR)(MDDR))-4+((TDDR)(MDDR)2-(TDDR)-2-(MDDR)-2-sin2(θ)((TDDR)(MDDR))-2=0
MDDR是发散角的余弦。本发明的这种可选择的方法是针对这类边界轨迹。
上面给出的这类轨迹只是用于例举说明,不应把它理解为对本发明的限定。可以认为有许多轨迹种类在于本发明的范围之内。本发明优选覆盖了所有的接近单轴边界轨迹,这些边界轨迹最小U值约为0.70,更优选是接近0.75,进一步优选是约0.80,甚至更进一步优选是约0.85。最小U值的约束可以用于拉伸过程的最后部分,由临界TDDR所确定,临界TDDR优选值约为2.5,更优选是约为2.0,进一步优选约为1.5。在一些实施方式中,临界TDDR的值为4或5。超过临界TDDR时,某些材料,例如某些含有可取向和双折射性的聚酯的单片和多层膜可能会丧失它们的弹性或迅速反弹力,例如因为一些结构如应变诱导结晶的形成。TDDR要符合许多材料和过程(如温度和应变率)的具体情况,如用于应变诱导结晶开始的临界TDDR。最小U值超过这个临界TDDR与在最终膜中产生的许多非单轴的特性有关。如上面所述,最好在膜中引入较小的MD张力来消除褶皱。最好MD张力的大小随着U的降低而增加。
优选在拉伸进行过程中增加张力。例如,在拉伸初期较小的U值会对最终膜产生较多的非单轴特性。这样,将多种轨迹特点结合到复合轨迹中是有利的。例如,在拉伸的初期建议采用抛物线型轨迹,而在拉伸的后期可汇集方程4的更多扩展抛物线形式或方程5的轨迹类型。在另外一种设置中,U被看作与TDDR呈非增长的函数关系,这与以前工艺中圆盘取向器不同,后者的U随TDDR降低。
抛物线轨迹呈现均匀立体拉伸膜的形式。通过小心控制初始未拉伸的膜或片材上交合片材和底部片材的卡规径(厚度)的分布,同时小心控制在拉伸开始及过程中的温度分布,能够用许多聚合系统得到空间均匀性良好的膜。例如,在拉伸膜的初始阶段和拉伸过程中,在具有初始均匀厚度的膜上,温度的均匀分布可以满足大多数情况的要求。许多聚合系统对于非均匀性特别敏感,如果厚度和温度不够均匀,拉伸就会以一种不均匀的方式进行。例如,聚丙烯在单一轴拉伸时易于形成“直线拉伸”。一些聚酯,特别是聚萘二甲酸乙二酯也是非常敏感的。
本发明包括夹膜的装置,优选是对于膜的边缘。一种优选方式是,膜被夹进机械夹子装置上的两个夹具夹面。夹具夹面的有效边缘,在这里膜不再能够被有效固定,限定了所要拉伸的膜的中心部分的边缘。夹子的边缘限定了拉伸膜的边界边缘。夹子的运动也会限定边界轨迹,这种运动至少是膜的运动和拉伸的部分原因(而其它影响如底部片材的张力和引出装置,是运动和拉伸的其它原因)。一种优选方式是,虽然不是必需的,夹具夹面边缘的设计要使沿着一个夹子测得的瞬时边缘中心与架靠在导轨上或嵌在导轨切槽内的链条相切。当夹子边缘夹面相对轨道沟槽的偏移量也包括进来时,边界轨迹也受到导轨的限制。实际上,夹具夹面的有效边缘在一定程度上由于膜从夹面下面轻微滑出或流出所掩盖,但可以减小这些偏差。由于膜被安装在成对链条和导轨上的两组相对夹具所固定,就有了两组相对的边界轨迹。一种优选方式是,这些轨迹以拉伸膜过程的MD中心线互为镜像。
传统上,导轨轨迹是由一系列直线线段构成,这些直线段的发散角是可调的,例如边界轨迹与膜运动方向(如MD)之间形成的角。也有对曲线形轨迹的研究。
按照本发明的夹膜的装置,内在性质上可以是不连续或连续的。根据本发明的一方面,图7和图8例举了一个拉伸膜设备优选实施方式的详图。夹膜装置包含一系列拉幅机夹具70,这些夹具通过分段排列,使整个过程变得灵活。这些不连续的夹具70紧密排列并固定在一个柔性结构如链条上。这个柔性结构沿着轨迹控制设备或在沿着轨迹控制设备的沟槽内前进,轨迹控制设备如为导轨。按照一定策略排布的凸轮和凸轮表面在指定点开启和关闭拉幅机夹具。夹具和链条组件可以选择性地架靠在轮或轴承或类似其它上面。作为选择,连续的夹膜装置可包含柔性和连续的装置,如传动带或踏面。柔性和连续的装置可以嵌在或架靠在凹槽或沟槽内。作为选择,可采用多种其它相对、多带的方法,如美国专利No.5,517,737或欧洲专利申请0236171 A1所述。这些传动带可架在凹槽上,或架在轴承上,或其它能够在下面起到支撑而使柔性连续装置运动的其它装置。
优选实施的连续夹膜装置要有能够沿着边界边缘的每一部分连续遵循变化的边界轨迹的优点。分段的不连续的夹膜系统也在本发明的范围之内,它往往仅沿着膜的边界边缘部分逼近边界轨迹。例如,一个拉幅机夹具有一个直线形夹面边缘。夹具的安装要使夹具夹面的边缘的中心与边界轨迹保持相切,如在整个前进和拉伸的过程中要与拉幅机的轨道相切。这意味着夹在中心的膜一定要遵循边界轨迹;但是,其余沿着夹具的其它部分夹固的膜部分会受到偏离边界轨迹的路径的限制,除非边界轨迹是直的。被单个夹具固定的膜的边缘部分否则往往会沿着整个夹具在夹具中心出现发散角。结果,这个夹具夹面边缘中心上游的膜容易相对预定的边界轨迹产生过大的发散角,而夹具夹面边缘中心下游的膜会相对预定的边界轨迹产生过小的发散角。根据本发明,在膜特性和单轴特性方面会产生小的MD方向波动。实际上,对一给定装置采用足够短的夹具可以保持较小的MD波动。例如,夹具夹面边缘的长度优选是不要超过边界轨迹之间的整个初始距离的一半,更优选是不要超过四分之一。较小的夹具通常能够更好地逼近边界轨迹并具有更小的MD波动。
对夹膜装置实际表现出的发散角的精确控制是设计要考虑的问题,因为发散角影响适合边缘的MDDR条件的确定。当向膜的MD中心线前进时,膜的应力场和边界的相互作用往往也会减少在边缘部分的近似误差。在一些情况下,使夹具接触的长度降低到小于夹子的总长度是有用的。例如顺次排列的两个夹子之间的膜会经历来自上游夹子前沿的低于近似的发散角到来自下游夹子后沿的超过近似的发散角的条件。在这些边缘接触区域的小松弛会降低MDDR的突然变化和减轻可能造成缺陷的不必要的应力场。可以小心地平衡一部分边缘夹具作用的缺失,以减少不受支撑的边缘产生过度的扇形畸变。
作为选择方法,拉伸设备可以引导气流朝向或进入边界边缘,如使空气排出夹具区来促进热向夹具夹面附近的可拉伸的膜的传递。为了使膜被夹持的部分能够保持良好的夹固状态,如防止从夹具装置的下面向外流,这个设备可任选对夹具装置采取有效的冷却处理,例如针对夹子。有效加热或冷却过程有助于形成有效的边界边缘区。通常,优选方式是使边界边缘合理地接近夹具夹面的边缘,或从这些边缘向膜的中心线有较小的偏差。但是在一些情况下,例如有些地方具有有限的控制边界边缘形状的能力,为了由受边界轨迹支配的边缘调整有效边界边缘,建议对夹具夹面边缘附近的小边缘区域进行冷却或保持低温。在这种情况下,为了保持拉伸的均匀性,有必要适当关注膜的主要中心部分的温度均匀性是否得到充分控制。
边界轨迹可以是固定或可调。对边界轨迹的基本控制类似导轨,是移动表面或某些用于不连续或连续系统的支撑装置。这些导轨可以分段,部分或整体可调。例如,用于传动带系统的导轨和底部支撑的调整可在接合处进行或靠物理弯曲,及依靠多种手段。
驱动手段有多种方法。例如,可以是靠连接在驱动器上齿轮驱动的链条的运动,或靠独立的驱动器推动传送带的运动,或靠底部支撑物的运动,如取向器中的圆盘。
释放方法可以是物理释放固定在夹具装置上的拉伸膜边缘,或将拉伸膜的中间部分与边缘进行物理分离。
图12例举了一个优选方式的引出装置100。引出装置包含传动带104和链轮102。引出装置可包含驱动轮108和调控臂106。引出装置抓住要释放的膜的一部分,而最好防止对膜的有用部分造成损伤。引出装置最好提供一个支撑装置,同时对加热的膜F冷却。引出装置也最好具有控制TD或/和MD方向收缩的方法。离开引出装置的膜通常被缠绕在辊轴上,待后用。另外,引出后也可被直接转化。引出装置包括许多方法,包括带有夹钳、包角、辅助真空等的简单的辊系统。对于光学膜或那些具有敏感涂层的膜,可以有一个上下覆盖系统,如封膜层压系统。这将保护表面不受到辊系统的作用。引出装置的另一特征是速度和/或MD应力控制的方法,从而使移走膜的速度与输出速度相一致。引出系统也可用于拉开膜上的残余褶皱。通过暂时提高引出速度,使其超过拉伸膜的最后释放部分的输出速度,可以使褶皱在启动过程中被拉开,或者在整个连续运行过程中,在超过膜输出速度的恒定的引出速度下,褶皱被拉开。
在上面的描述中,元件的位置有时以术语“上面的”,“下面的”,“在···上”,“在··下”,“右”,“左”,“顶部”和“底部”进行了描述。这些术语仅用于简化对本发明不同元件的描述,如图中所例举的那些元件。它们不应该理解成是对本发明的元件有效方位的限定。
相应,本发明不应该认为局限在上面给出的特定实例,而是要知道它覆盖了本发明的所有方面,这些在权利要求中有详细阐述。基于本申请说明书的内容,本发明所适用的许多的改进、等效形式及许多构造对于本领域技术人员是很明显的。权利要求书意图覆盖这些改进和装置。
Claims (41)
1.一种加工膜的方法,该方法包括:
在一个拉伸机内沿加工方向传送膜,同时将膜的相对边缘部分夹持住;和
通过沿着发散的、基本抛物线形的轨迹移动所述相对边缘部分,在拉伸机内对膜进行拉伸,以形成经拉伸的膜。
2.权利要求1的方法,其中膜的拉伸包括在拉伸机内通过使所述相对边缘部分沿着发散的、基本抛物线形的轨迹运动而将膜拉伸到超过4的拉伸比,以便形成经拉伸的膜。
3.权利要求1的方法,其中膜的拉伸包括在拉伸机内通过使所述相对边缘部分沿着发散的、基本抛物线形的轨迹运动而在非恒定应变下拉伸膜,以便形成经拉伸的膜。
4.权利要求1的方法,其中当膜传送到拉伸机时,它有一个初始的厚度和一个初始宽度,拉伸后的膜有一个拉伸后的厚度和拉伸后的宽度;和
其中,在膜拉伸后,拉伸后的宽度与初始宽度之比定义为λ,则拉伸后的厚度与初始厚度的比值约为λ-1/2。
5.权利要求1的方法,其中拉伸膜的步骤包括在拉伸机内通过使所述相对边缘部分沿着发散的、基本抛物线形的轨迹运动来拉伸膜,其中所述的轨迹是共面的。
6.权利要求1的方法,其中拉伸膜的步骤包括在拉伸机内通过使所述相对边缘部分沿着发散的、基本抛物线形的轨迹运动来拉伸膜,其中轨迹以膜的中心轴为基本对称。
7.权利要求1的方法,该方法进一步包括从一卷膜中以连续的方式向拉伸机供膜。
8.权利要求1的方法,该方法进一步包括以与拉伸机在线方式挤出或共挤出膜。
9.权利要求1的方法,其中拉伸后的膜包括至少有一层在对应于加工方向的长度方向和厚度方向的折射指数是基本相同的即它们相差0.08或更少,但是不同于宽度方向的折射指数。
10.权利要求1的方法,该方法进一步包括在基本抛物线形轨迹的末端释放膜的边缘部分。
11.权利要求1的方法,其中膜包括多层膜,该多层膜具有多个交替层,所述交替层具有不同聚合物组成。
12.权利要求1的方法,其中单轴特性程度的最小值U等于或大于0.7,其中U定义为
U=(1/MDDR-1)/(TDDR1/2-1)
其中MDDR是加工方向的拉伸比,TDDR是横向拉伸比。
13.权利要求1的方法,其中分散的、基本抛物线形的轨迹具有如下函数形式:
x/x0=±((1/4)(y/x0)2+1)
其中x轴定义为在膜的平面内,垂直于加工方向,x=0为位于膜的中心轴,y轴定义为在膜的平面内,沿加工方向,y=0为拉伸机内膜拉伸起始时,x0是y=0时膜边缘部分到中心轴的距离。
14.权利要求1的方法,其中至少一部分发散的、基本抛物线形的轨迹具有如下函数形式:
(x+c)/(x1+c)=±((1/4)(y/(x1+c))2+1)
其中x轴定义为在膜平面内,垂直于加工方向,x=0为位于膜的中心轴,y轴定义为在膜的平面内,沿加工方向,y=0为拉伸机内膜拉伸起始时,c是正偏距,x1是y=0时膜边缘部分到中心轴的距离。
15.权利要求1的方法,其中膜的相对边缘部分是受到连续支撑的。
16.一种形成光学膜的方法,该方法包括:
制备多层膜,该多层膜中包含具有不同聚合物组成的交替层;
将多层膜沿加工方向传送到拉伸机上,同时将多层膜的相对边缘部分夹持住;和
在拉伸机内通过使所述相对边缘部分沿着发散的、基本抛物线形的轨迹运动来拉伸多层膜,以便制备多层光学膜。
17.权利要求16的方法,其中多层光学膜是基本单轴取向的多层光学膜。
18.权利要求16的方法,其中多层膜在传送到拉伸机时有一个初始的厚度和初始的宽度,多层光学膜有一个拉伸后厚度和拉伸后宽度;和
其中在把多层膜拉伸到拉伸宽度/初始宽度的比为λ后,拉伸后的厚度与初始厚度的比值约为λ-1/2。
19.权利要求16的方法,其中单轴特性程度的最小值U等于或大于0.7,其中U定义为
U=(1/MDDR-1)/(TDDR1/2-1)
其中MDDR是加工方向的拉伸比,TDDR是横向拉伸比。
20.权利要求16的方法,其中发散的、基本抛物线形轨迹具有如下函数形式:
x/x0=±((1/4)(y/x0)2+1)
其中x轴定义为在多层膜的平面内,并垂直于加工方向,x=0为位于多层膜的中心轴,y轴定义为在多层膜的平面内,并沿加工方向,y=0为拉伸机内多层膜拉伸起始时,x0是y=0时多层膜边缘部分到中心轴的距离。
21.权利要求16的方法,其中至少一部分所述发散的基本抛物线形轨迹具有如下函数形式
(x+c)/(x1+c)=(1/4)(y/(x1+c))2+1
其中x轴定义为在多层膜的平面内,并垂直于加工方向,x=0为位于多层膜的中心轴,y轴定义为在多层膜的平面内,并沿加工方向,y=0为拉伸机内多层膜拉伸起始时,c是正偏距,x1是y=0时多层膜边缘部分到中心轴的距离。
22.一种加工膜的方法,该方法包括:
在拉伸机内沿加工方向传送膜,同时将膜的相对边缘部分夹持住;和
在拉伸机内通过使所述相对边缘部分沿着发散的、非线性的共平面轨迹运动而将膜拉伸到拉伸比超过4,以便形成经拉伸的膜,其中,在拉伸膜过程中,在拉伸过程的最后部分当TDDR达到2.5后,单轴特性程度的最小值U等于或大于0.8,拉伸结束时U小于1,这里U被定义为
U=(1/MDDR-1)/(TDDR1/2-1),
这里MDDR是对应于发散轨迹发散角的加工方向的拉伸比,TDDR是在发散轨迹之间测得的横向拉伸比。
23.权利要求22的方法,其中单轴特性程度的最小值等于或大于0.85。
24.权利要求22的方法,其中膜包含多层膜,所述多层膜具有多个交替层,所述交替层具有不同聚合物组成。
25.权利要求22的方法,其中拉伸膜的步骤包括在拉伸机内通过沿发散的非线性路径移动相对边缘部分来拉伸膜,其中所述路径基本上关于薄膜中心轴对称。
26.权利要求22的方法,其中,在拉伸的最后部分,当TDDR值达到2.0后,单轴特性程度U至少为0.8。
27.一种加工膜的方法,该方法包括:
在拉伸机内沿着加工方向传送膜,同时夹持膜的相对边缘部分;和
在拉伸机内通过使所述相对边缘部分沿发散的、非线性、共平面轨迹移动来将膜拉伸到拉伸比超过5,以便形成经拉伸的膜,其中,在拉伸膜过程中,在拉伸过程的最后部分,当TDDR达到2.5后,单轴特性程度的最小值U等于或大于0.7,在拉伸结束时U小于1,这里U被定义为
U=(1/MDDR-1)/(TDDR1/2-1),
这里MDDR是对应于发散轨迹发散角的加工方向拉伸比,TDDR是在发散轨迹之间测得的横向拉伸比。
28.一种加工膜的方法,该方法包括:
在拉伸机内沿着加工方向传送膜,同时夹持住膜的相对边缘部分;和
在拉伸机内通过使所述相对边缘部分沿发散的非线性轨迹移动而将膜拉伸到拉伸比超过7,以便形成经拉伸的膜,其中,在拉伸膜过程中,在拉伸过程的最后部分,当TDDR达到2.5后,单轴特性程度的最小值U等于或大于0.7,在拉伸结束时U小于1,这里U被定义为
U=(1/MDDR-1)/(TDDR1/2-1),
这里MDDR是对应于发散轨迹发散角的加工方向拉伸比,TDDR是在发散轨迹之间测得的横向拉伸比。
29.一种加工膜的方法,该方法包括:
在拉伸机内沿着加工方向传送膜,同时夹持住膜的相对边缘部分;和
在拉伸机内通过使所述相对边缘部分沿发散的非线性轨迹移动而将膜拉伸到拉伸比超过6.5,以便形成经拉伸的膜,其中,在拉伸膜过程中,在拉伸过程的最后部分,当TDDR达到2.5后,单轴特性程度的最小值U等于或大于0.8,在拉伸结束时U小于1,这里U被定义为
U=(1/MDDR-1)/(TDDR1/2-1),
这里MDDR是对应于发散轨迹发散角的加工方向拉伸比,TDDR是在发散轨迹之间测得的横向拉伸比。
30.一种加工膜的方法,该方法包括:
在拉伸机内沿着加工方向传送膜,同时夹持住膜的相对边缘部分;和
在拉伸机内通过使所述相对边缘部分沿发散的非线性轨迹移动而将膜拉伸到拉伸比超过6,以便形成经拉伸的膜,其中,在拉伸膜过程中,在拉伸过程的最后部分,当TDDR达到2.5后,单轴特性程度的最小值U等于或大于0.9,在拉伸结束时U小于1,这里U被定义为
U=(1/MDDR-1)/(TDDR1/2-1),
这里MDDR是对应于发散轨迹发散角的加工方向拉伸比,TDDR是在发散轨迹之间测得的横向拉伸比。
31.一种加工膜的方法,该方法包括:
在拉伸机内沿着加工方向传送膜,同时夹持住膜的相对边缘部分;和
在拉伸机内通过使所述相对边缘部分沿发散的、非线性的共平面轨迹移动而将膜拉伸到拉伸比超过5,以便形成经拉伸的膜,其中,在拉伸膜过程中,在拉伸过程的最后部分,当TDDR达到2.5后,单轴特性程度的最小值U等于或大于0.85,拉伸过程中MDDR·(TDDR)1/2乘积至少为0.5,这里U被定义为
U=(1/MDDR-1)/(TDDR1/2-1),
这里MDDR是对应于发散轨迹发散角的加工方向拉伸比,TDDR是在发散轨迹之间测得的横向拉伸比。
32.一种加工膜的方法,该方法包括:
在拉伸机内沿着加工方向传送膜,同时夹持住膜的相对边缘部分;和
在拉伸机内通过使所述相对边缘部分沿发散的、非线性的共平面轨迹移动而将膜拉伸到拉伸比超过6,以便形成经拉伸的膜,其中,在拉伸膜过程中,在拉伸过程的最后部分,当TDDR达到2.5后,单轴特性程度的最小值U至少为0.7,拉伸过程中MDDR·(TDDR)1/2乘积等于或大于0.5,这里U被定义为
U=(1/MDDR-1)/(TDDR1/2-1),
这里MDDR是对应于发散轨迹发散角的加工方向拉伸比,TDDR是在发散轨迹之间测得的横向拉伸比。
33.一种加工膜的方法,该方法包括:
在拉伸机内沿着加工方向传送膜,同时夹持住膜的相对边缘部分;和
在拉伸机内通过使所述相对边缘部分沿发散的、非线性的轨迹移动而将膜拉伸到拉伸比超过7,以便形成经拉伸的膜,其中,在拉伸膜过程中,在拉伸过程的最后部分,当TDDR达到2.5后,单轴特性程度的最小值U等于或大于0.85,这里U被定义为
U=(1/MDDR-1)/(TDDR1/2-1),
这里MDDR是对应于发散轨迹发散角的加工方向拉伸比,TDDR是在发散轨迹之间测得的横向拉伸比。
34.权利要求1的方法,其中,在拉伸膜过程中,沿加工方向膜速度以约为λ1/2的因子降低,其中λ为横向拉伸比。
35.权利要求34的方法,其中膜包括多层膜,所述多层膜具有多个交替层,所述交替层具有不同聚合物组成。
36.权利要求34的方法,其中拉伸膜的步骤包括在拉伸机内通过使所述相对边缘部分沿发散的非线性轨迹运动来拉伸膜,其中所述轨迹以膜的中心轴为基本对称。
37.以权利要求1的方法制造的多层光学膜的卷状物,该卷包括基本单轴取向的多层光学膜,其中,多层光学膜中至少一层在长度方向和厚度方向上的折射指数基本相同即它们相差0.08或更少,但是与在宽度方向上的折射指数实质上不同。
38.权利要求37的卷状物,其中多层光学膜是反射偏振器。
39.一个用于加工膜的拉伸机,该拉伸机包括:
用于夹持膜的相对边缘部分的多个夹子;
使膜在拉伸区域拉伸的夹子运动的轨迹,其中拉伸区域内的至少一部分轨迹遵循发散的、设置在平面内的基本抛物线形路线;和
用于沿加工方向传送膜和夹子的驱动装置;
其中该路径使得在拉伸过程中单轴特性程度U处于零和一之间,在拉伸过程的最后部分,当TDDR达到2.0后,单轴特性程度U的最小值U至少为0.7,这里U被定义为
U=(1/MDDR-1)/(TDDR1/2-1),
这里MDDR定义为膜中心线移动方向与一个发散轨迹瞬时切线之间的正发散夹角θ的余弦,TDDR定义为发散轨迹上当前相对点之间半距离与发散轨迹上相对点初始位置之间半距离的比值。
40.对于权利要求39的拉伸机,其中轨迹是可调的。
41.一种用于加工膜的拉伸机,该拉伸机包括:
接收膜的装置;
夹住膜的边缘部分的装置;
沿加工方向传送膜的装置;以及
使所述相对边缘部分沿发散的基本抛物线形的、设置在拉伸区域平面内的轨迹移动以便形成经拉伸的膜的装置;
其中该路径使得在拉伸过程中单轴特性程度U处于零和一之间,在拉伸过程的最后部分,当TDDR达到2.0后,单轴特性程度U的最小值U至少为0.7,这里U被定义为
U=(1/MDDR-1)/(TDDR1/2-1),
这里MDDR定义为膜中心线移动方向与一个发散轨迹瞬时切线之间的正发散夹角θ的余弦,TDDR定义为发散轨迹上当前相对点之间半距离与发散轨迹上相对点初始位置之间半距离的比值。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US29494001P | 2001-05-31 | 2001-05-31 | |
| US60/294,940 | 2001-05-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1635948A CN1635948A (zh) | 2005-07-06 |
| CN100374282C true CN100374282C (zh) | 2008-03-12 |
Family
ID=23135569
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB028109376A Expired - Lifetime CN100374282C (zh) | 2001-05-31 | 2002-05-29 | 采用基本单轴取向来制备横向拉伸膜的方法及设备 |
Country Status (9)
| Country | Link |
|---|---|
| US (6) | US6939499B2 (zh) |
| EP (4) | EP1390193B1 (zh) |
| JP (5) | JP2005501757A (zh) |
| KR (1) | KR100866176B1 (zh) |
| CN (1) | CN100374282C (zh) |
| AT (1) | ATE530329T1 (zh) |
| AU (1) | AU2002310230A1 (zh) |
| TW (2) | TW575494B (zh) |
| WO (2) | WO2002096622A1 (zh) |
Families Citing this family (146)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6939499B2 (en) * | 2001-05-31 | 2005-09-06 | 3M Innovative Properties Company | Processes and apparatus for making transversely drawn films with substantially uniaxial character |
| US6949212B2 (en) * | 2002-11-27 | 2005-09-27 | 3M Innovative Properties Company | Methods and devices for stretching polymer films |
| US6936209B2 (en) * | 2002-11-27 | 2005-08-30 | 3M Innovative Properties Company | Methods and devices for processing polymer films |
| US6938309B2 (en) * | 2002-12-13 | 2005-09-06 | 3M Innovative Properties Company | Zoned stretching of a web |
| US20040227994A1 (en) * | 2003-05-16 | 2004-11-18 | Jiaying Ma | Polarizing beam splitter and projection systems using the polarizing beam splitter |
| JP2005157292A (ja) * | 2003-10-27 | 2005-06-16 | Sekisui Chem Co Ltd | 位相差フィルムの製造方法 |
| EP1692113B1 (en) | 2003-11-14 | 2017-09-27 | Lorus Therapeutics Inc. | Aryl imidazoles and their use as anti-cancer agents |
| JP2005181450A (ja) * | 2003-12-16 | 2005-07-07 | Nitto Denko Corp | 複屈折フィルムの製造方法、およびそれを用いた光学フィルムおよび画像表示装置 |
| US7234816B2 (en) * | 2004-02-03 | 2007-06-26 | 3M Innovative Properties Company | Polarizing beam splitter assembly adhesive |
| TW200532290A (en) * | 2004-03-30 | 2005-10-01 | Optimax Tech Corp | Manufacturing method of optical thin film |
| JP2006133720A (ja) | 2004-10-07 | 2006-05-25 | Nitto Denko Corp | 複屈折フィルムの製造方法、およびそれを用いた光学フィルム、液晶パネル、液晶表示装置、画像表示装置 |
| JP2006133719A (ja) * | 2004-10-07 | 2006-05-25 | Nitto Denko Corp | 位相差フィルム一体型偏光板及び位相差フィルム一体型偏光板の製造方法 |
| US7710511B2 (en) * | 2004-10-15 | 2010-05-04 | 3M Innovative Properties Company | Liquid crystal displays with laminated diffuser plates |
| US7446827B2 (en) * | 2004-10-15 | 2008-11-04 | 3M Innovative Properties Company | Direct-lit liquid crystal displays with laminated diffuser plates |
| US7345137B2 (en) | 2004-10-18 | 2008-03-18 | 3M Innovative Properties Company | Modified copolyesters and optical films including modified copolyesters |
| US7749411B2 (en) * | 2004-12-01 | 2010-07-06 | Konica Minolta Opto, Inc. | Optical film and production method of the same |
| US20060138702A1 (en) * | 2004-12-23 | 2006-06-29 | Biernath Rolf W | Method of making uniaxially oriented articles having structured surfaces |
| US20060221447A1 (en) * | 2005-03-31 | 2006-10-05 | 3M Innovative Properties Company | Stabilized polarizing beam splitter assembly |
| US7315418B2 (en) * | 2005-03-31 | 2008-01-01 | 3M Innovative Properties Company | Polarizing beam splitter assembly having reduced stress |
| CN101155690A (zh) * | 2005-04-06 | 2008-04-02 | 3M创新有限公司 | 带有光学薄膜并且该光学薄膜具有特定功能层的光学体 |
| US20060227421A1 (en) * | 2005-04-06 | 2006-10-12 | Stover Carl A | Optical bodies including strippable boundary layers |
| EP1890869B1 (en) | 2005-04-06 | 2008-10-15 | 3M Innovative Properties Company | Optical bodies including rough strippable boundary layers and asymmetric surface structures |
| EP1869507A2 (en) * | 2005-04-06 | 2007-12-26 | 3M Innovative Properties Company | Diffuse reflective polariziing films with orientable polymer blends |
| US9709700B2 (en) * | 2005-04-06 | 2017-07-18 | 3M Innovative Properties Company | Optical bodies including rough strippable boundary layers |
| KR101287740B1 (ko) | 2005-04-08 | 2013-07-18 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 광학 필름의 열 경화법 |
| US7385763B2 (en) * | 2005-04-18 | 2008-06-10 | 3M Innovative Properties Company | Thick film multilayer reflector with tailored layer thickness profile |
| WO2006113380A1 (en) * | 2005-04-18 | 2006-10-26 | 3M Innovative Properties Company | Multifunctional thick film reflective polarizer for displays |
| AU2006250809B2 (en) | 2005-05-25 | 2011-05-12 | Lorus Therapeutics Inc. | 2-indolyl imidazo(4,5-D)phenanthroline derivatives and their use in the treatment of cancer |
| US20060272766A1 (en) * | 2005-06-03 | 2006-12-07 | Hebrink Timothy J | Optical bodies and method of making optical bodies including acrylate blend layers |
| US20060291055A1 (en) * | 2005-06-15 | 2006-12-28 | 3M Innovative Properties Company | Diffuse Multilayer Optical Article |
| TWI464494B (zh) | 2005-08-27 | 2014-12-11 | 3M Innovative Properties Co | 照明組件及系統 |
| US7815355B2 (en) | 2005-08-27 | 2010-10-19 | 3M Innovative Properties Company | Direct-lit backlight having light recycling cavity with concave transflector |
| US7537374B2 (en) | 2005-08-27 | 2009-05-26 | 3M Innovative Properties Company | Edge-lit backlight having light recycling cavity with concave transflector |
| US20070047080A1 (en) * | 2005-08-31 | 2007-03-01 | 3M Innovative Properties Company | Methods of producing multilayer reflective polarizer |
| US20090128747A1 (en) * | 2005-09-12 | 2009-05-21 | Fujifilm Corporation | Method for Producing Cellulose Acylate Film, Polarizing Plate and Liquid Crystal Display |
| WO2007034973A1 (en) * | 2005-09-21 | 2007-03-29 | Fujifilm Corporation | Producing method of polymer film |
| US7924368B2 (en) * | 2005-12-08 | 2011-04-12 | 3M Innovative Properties Company | Diffuse multilayer optical assembly |
| US7686453B2 (en) * | 2005-12-19 | 2010-03-30 | 3M Innovative Properties Company | High contrast liquid crystal display and projection system using same |
| US7673993B2 (en) * | 2005-12-22 | 2010-03-09 | 3M Innovative Properties Company | Projection system using reflective polarizers |
| US7475991B2 (en) * | 2005-12-22 | 2009-01-13 | 3M Innovative Properties Company | Polarizing beamsplitter assembly |
| US7369320B2 (en) | 2005-12-30 | 2008-05-06 | 3M Innovative Properties Company | Projection system with beam homogenizer |
| US20070153402A1 (en) * | 2005-12-30 | 2007-07-05 | Destain Patrick R | Fresnel lens combination |
| US7798678B2 (en) * | 2005-12-30 | 2010-09-21 | 3M Innovative Properties Company | LED with compound encapsulant lens |
| US20070228586A1 (en) * | 2006-03-31 | 2007-10-04 | Merrill William W | Process for making an optical film |
| US20070231548A1 (en) * | 2006-03-31 | 2007-10-04 | Merrill William W | Process for making an optical film and rolls of optical film |
| US20070242197A1 (en) * | 2006-04-12 | 2007-10-18 | 3M Innovative Properties Company | Transflective LC Display Having Backlight With Spatial Color Separation |
| TW200809327A (en) * | 2006-04-19 | 2008-02-16 | 3M Innovative Properties Co | Transflective LC display having narrow band backlight and spectrally notched transflector |
| US20070264578A1 (en) * | 2006-05-15 | 2007-11-15 | Tonen Chemical Corporation | Microporous polyolefin membrane, its production method and battery separator |
| US20070292680A1 (en) * | 2006-06-12 | 2007-12-20 | Fujifilm Corporation | Optical film, production method of optical film, polarizing plate and liquid crystal display device |
| US9134471B2 (en) | 2006-06-28 | 2015-09-15 | 3M Innovative Properties Company | Oriented polymeric articles and method |
| TWI465147B (zh) | 2006-07-31 | 2014-12-11 | 3M Innovative Properties Co | 具有中空集光透鏡之led源 |
| WO2008016905A1 (en) * | 2006-07-31 | 2008-02-07 | 3M Innovative Properties Company | Optical projection subsystem |
| US20080036972A1 (en) * | 2006-07-31 | 2008-02-14 | 3M Innovative Properties Company | Led mosaic |
| US8075140B2 (en) | 2006-07-31 | 2011-12-13 | 3M Innovative Properties Company | LED illumination system with polarization recycling |
| JP5122565B2 (ja) * | 2006-07-31 | 2013-01-16 | スリーエム イノベイティブ プロパティズ カンパニー | 集積光源モジュール |
| US20080030656A1 (en) * | 2006-08-01 | 2008-02-07 | 3M Innovative Properties Company | Transflective lc display with internal reflector and reflective polarizer |
| JP5676104B2 (ja) | 2006-09-29 | 2015-02-25 | スリーエム イノベイティブ プロパティズ カンパニー | ポリマーベースの光学素子におけるアーチファクトの生成を抑制する接着剤 |
| US20080085383A1 (en) * | 2006-10-06 | 2008-04-10 | 3M Innovative Properties Company | Processes for improved optical films |
| US20080085481A1 (en) * | 2006-10-06 | 2008-04-10 | 3M Innovative Properties Company | Rolls of optical film |
| US20080083998A1 (en) * | 2006-10-06 | 2008-04-10 | 3M Innovative Properties Company | Multiple draw gap length orientation process |
| US20080083999A1 (en) * | 2006-10-06 | 2008-04-10 | 3M Innovative Properties Company | Process for making an optical film |
| US20080206381A1 (en) * | 2007-02-23 | 2008-08-28 | Nexcel Synthetics, Llc | Methods and systems for manufacturing yarns for synthetic turf |
| US9770611B2 (en) | 2007-05-03 | 2017-09-26 | 3M Innovative Properties Company | Maintenance-free anti-fog respirator |
| US20080271739A1 (en) | 2007-05-03 | 2008-11-06 | 3M Innovative Properties Company | Maintenance-free respirator that has concave portions on opposing sides of mask top section |
| US8857033B2 (en) * | 2008-02-04 | 2014-10-14 | Illinois Tool Works Inc. | Oriented package combination for a molded elastomeric product |
| CN102014806B (zh) * | 2008-05-09 | 2013-10-30 | 安吉奥米德医药技术有限责任两合公司 | 将扩张件置入套管中的方法 |
| GB0815339D0 (en) * | 2008-08-21 | 2008-10-01 | Angiomed Ag | Method of loading a stent into a sheath |
| CN102282014B (zh) | 2008-11-19 | 2015-01-21 | 3M创新有限公司 | 在极角和方位角方向均具有输出限制的反射膜组合及相关构造 |
| CN102265195B (zh) | 2008-11-19 | 2014-05-28 | 3M创新有限公司 | 在极角和方位角方向均具有输出限制的多层光学膜及相关构造 |
| US8662687B2 (en) | 2008-11-19 | 2014-03-04 | 3M Innovative Properties Company | Brewster angle film for light management in luminaires and other lighting systems |
| JP5746045B2 (ja) | 2008-12-22 | 2015-07-08 | スリーエム イノベイティブ プロパティズ カンパニー | 複数の複屈折層を有する内部パターン形成多層光学フィルム |
| JP5371523B2 (ja) * | 2009-04-14 | 2013-12-18 | 東芝機械株式会社 | フィルム延伸装置およびフィルムの延伸方法 |
| GB0921238D0 (en) | 2009-12-03 | 2010-01-20 | Angiomed Ag | Stent device delivery system and method of making such |
| GB0921237D0 (en) | 2009-12-03 | 2010-01-20 | Angiomed Ag | Stent device delivery system and method of making such |
| GB0921236D0 (en) | 2009-12-03 | 2010-01-20 | Angiomed Ag | Stent device delivery system and method of making such |
| GB0921240D0 (en) | 2009-12-03 | 2010-01-20 | Angiomed Ag | Stent device delivery system and method of making such |
| EP2552690B1 (en) | 2010-03-26 | 2019-01-02 | 3M Innovative Properties Company | Textured film and process for manufacture thereof |
| WO2011149468A1 (en) | 2010-05-27 | 2011-12-01 | 3M Innovative Properties Company | Method of eliminating defects while extrusion coating film using speed control of the nip roll |
| JP6251569B2 (ja) | 2010-06-30 | 2018-01-10 | スリーエム イノベイティブ プロパティズ カンパニー | 空間的に選択的な複屈折性の減少を有する拡散反射光学フィルム |
| US9069136B2 (en) | 2010-06-30 | 2015-06-30 | 3M Innovative Properties Company | Optical stack having birefringent layer of optically symmetrical crystallites |
| BR112012033429A2 (pt) | 2010-06-30 | 2016-11-22 | 3M Innovative Properties Co | artigo multicamadas e método de geração de uma imagem |
| KR101841310B1 (ko) | 2010-06-30 | 2018-03-22 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 공간 선택적 복굴절 감소를 갖는 지연기 필름 조합물 |
| EP2589041B1 (en) | 2010-06-30 | 2018-04-25 | 3M Innovative Properties Company | Light directing film |
| KR101877209B1 (ko) | 2010-06-30 | 2018-07-10 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 공간 선택적 복굴절 감소를 갖는 필름을 사용하는 마스크 처리 |
| KR101821841B1 (ko) | 2010-06-30 | 2018-01-24 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 다층 광학 필름 |
| US8975012B2 (en) | 2010-06-30 | 2015-03-10 | 3M Innovative Properties Company | Multi-layer articles capable of forming color images and methods of forming color images |
| GB201020373D0 (en) | 2010-12-01 | 2011-01-12 | Angiomed Ag | Device to release a self-expanding implant |
| KR101994490B1 (ko) | 2010-12-10 | 2019-06-28 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 눈부심 감소 창유리 물품 |
| US9138031B2 (en) | 2011-02-16 | 2015-09-22 | 3M Innovative Properties Company | Method of making a mechanical fastening strip and reticulated mechanical fastening strip therefrom |
| WO2012138503A2 (en) | 2011-04-08 | 2012-10-11 | 3M Innovative Properties Company | Light duct tee extractor |
| CN102267230B (zh) * | 2011-07-30 | 2013-05-01 | 江阴中绿化纤工艺技术有限公司 | 横拉机 |
| US20130070080A1 (en) * | 2011-09-16 | 2013-03-21 | Toray Plastics (America), Inc. | High speed tenter chain inspection system |
| JP6141851B2 (ja) | 2011-09-20 | 2017-06-07 | スリーエム イノベイティブ プロパティズ カンパニー | テクスチャー化フィルム及び製造プロセス |
| US9081147B2 (en) | 2012-01-03 | 2015-07-14 | 3M Innovative Properties Company | Effective media retarder films with spatially selective birefringence reduction |
| WO2013172957A1 (en) | 2012-05-16 | 2013-11-21 | 3M Innovative Properties Company | Method of making a mechanical fastener using diverging disks |
| JP6138924B2 (ja) | 2012-05-16 | 2017-05-31 | スリーエム イノベイティブ プロパティズ カンパニー | 冠面を使用して機械的ファスナを製造する方法 |
| CN104321040B (zh) | 2012-05-18 | 2017-03-08 | 3M创新有限公司 | 制备机械紧固件的方法以及包括具有突起的辊的设备 |
| US9211481B2 (en) | 2012-07-27 | 2015-12-15 | Nb Tech Inc. | Visual display system and method of constructing a high-gain reflective beam-splitter |
| US10539717B2 (en) * | 2012-12-20 | 2020-01-21 | Samsung Sdi Co., Ltd. | Polarizing plates and optical display apparatuses including the polarizing plates |
| KR20160042811A (ko) | 2013-03-20 | 2016-04-20 | 압토스 바이오사이언시스 인코포레이티드 | 2-치환 이미다조[4,5-d]페난쓰롤린 유도체 및 암 치료에 있어서의 이의 용도 |
| US9314962B2 (en) * | 2013-05-10 | 2016-04-19 | 3M Innovative Properties Company | Method of separating strands on a stretching surface |
| KR102295559B1 (ko) | 2013-07-15 | 2021-08-30 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 광학적 활성 호기 밸브를 갖는 호흡기 |
| USD746974S1 (en) | 2013-07-15 | 2016-01-05 | 3M Innovative Properties Company | Exhalation valve flap |
| US9864120B2 (en) | 2013-09-05 | 2018-01-09 | 3M Innovative Properties Company | Patterned marking of multilayer optical film by thermal conduction |
| WO2015037527A1 (ja) * | 2013-09-10 | 2015-03-19 | 東洋紡株式会社 | 液晶表示装置、偏光板及び偏光子保護フィルム |
| DK3052102T3 (da) | 2013-10-04 | 2020-03-09 | Aptose Biosciences Inc | Sammensætninger til behandling af cancere |
| US9841598B2 (en) | 2013-12-31 | 2017-12-12 | 3M Innovative Properties Company | Lens with embedded multilayer optical film for near-eye display systems |
| EP3129821A1 (en) | 2014-04-09 | 2017-02-15 | 3M Innovative Properties Company | Near-eye display system having a pellicle as a combiner |
| KR20150137705A (ko) * | 2014-05-30 | 2015-12-09 | 삼성전자주식회사 | 필름 제조 장치 및 방법 |
| BR112017011603A2 (pt) | 2014-12-01 | 2018-03-06 | Dow Global Technologies Llc | películas retráteis e métodos para fazer as mesmas |
| ES2768760T3 (es) | 2014-12-01 | 2020-06-23 | Dow Global Technologies Llc | Composiciones poliméricas, películas retráctiles y métodos de preparación de las mismas |
| US10037850B2 (en) | 2014-12-18 | 2018-07-31 | 3M Innovative Properties Company | Multilayer film capacitor |
| JP6306272B2 (ja) | 2014-12-22 | 2018-04-04 | スリーエム イノベイティブ プロパティズ カンパニー | ポリマーフィルムを延伸及び取り出しするための装置及び方法 |
| GB201508114D0 (en) | 2015-05-12 | 2015-06-24 | 3M Innovative Properties Co | Respirator tab |
| US10605972B2 (en) | 2015-06-30 | 2020-03-31 | Zeon Corporation | Long film and method for producing same |
| BR112017026858B1 (pt) * | 2015-06-30 | 2022-07-19 | Dow Global Technologies Llc | Película orientada uniaxialmente |
| JP6834957B2 (ja) | 2015-07-10 | 2021-02-24 | 日本ゼオン株式会社 | 液晶表示装置 |
| KR20170063806A (ko) | 2015-09-03 | 2017-06-08 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 확대 디바이스 |
| CN109154693B (zh) | 2016-05-26 | 2021-05-04 | 3M创新有限公司 | 偏振器叠堆 |
| CN109219763B (zh) | 2016-06-09 | 2021-03-05 | 3M创新有限公司 | 光学滤光器 |
| KR20190018550A (ko) | 2016-07-12 | 2019-02-22 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 광학 스택 |
| WO2018034854A1 (en) * | 2016-08-16 | 2018-02-22 | 3M Innovative Properties Company | Polarizer |
| CN109983367B (zh) | 2016-11-15 | 2021-06-25 | 3M创新有限公司 | 光学镜片和包括光学镜片的护目镜 |
| EP3548940B1 (en) | 2016-11-29 | 2022-12-28 | 3M Innovative Properties Company | Display with optical stack |
| CN110088672A (zh) | 2016-12-20 | 2019-08-02 | 3M创新有限公司 | 光学系统 |
| TW201832916A (zh) | 2016-12-28 | 2018-09-16 | 日商日本瑞翁股份有限公司 | 視角放大薄膜、偏光板及液晶顯示裝置 |
| US11156757B2 (en) | 2017-03-06 | 2021-10-26 | 3M Innovative Properties Company | High contrast optical film and devices including the same |
| CN113608291B (zh) | 2017-03-06 | 2024-03-08 | 3M创新有限公司 | 光学膜 |
| JP2020515903A (ja) | 2017-03-31 | 2020-05-28 | スリーエム イノベイティブ プロパティズ カンパニー | 光学システム |
| WO2018184911A1 (en) | 2017-04-03 | 2018-10-11 | Tata Steel Ijmuiden B.V. | Process for producing a polymer coated metal substrate and a metal strip substrate provided with a polymer coating |
| JP2020519964A (ja) | 2017-05-16 | 2020-07-02 | スリーエム イノベイティブ プロパティズ カンパニー | 光学システム |
| US11536886B2 (en) | 2017-06-26 | 2022-12-27 | 3M Innovative Properties Company | Roll of film including multilayer birefringent reflective polarizer having low pass axis variation |
| WO2019003107A1 (en) | 2017-06-26 | 2019-01-03 | 3M Innovative Properties Company | FILM ROLL COMPRISING A MULTILAYER BIREFRENTING REFLECTIVE POLARIZER AND A POLYVINYL ALCOHOL LAYER HAVING LOW PASSAGE AXIS VARIATION |
| JP7186213B2 (ja) | 2017-07-14 | 2022-12-08 | スリーエム イノベイティブ プロパティズ カンパニー | 複数の液体ストリームを搬送するためのアダプタ |
| US20200319388A1 (en) | 2017-10-09 | 2020-10-08 | Ted Ringsred | Optical components and optical systems |
| WO2019073329A1 (en) | 2017-10-10 | 2019-04-18 | 3M Innovative Properties Company | CURVED REFLECTIVE POLARIZER FILMS AND METHODS OF STRUCTURING |
| US11358355B2 (en) | 2017-10-27 | 2022-06-14 | 3M Innovative Properties Company | Shaped optical films and methods of shaping optical films |
| CN111279248B (zh) | 2017-10-27 | 2022-07-19 | 3M创新有限公司 | 光学系统 |
| AU2018360477A1 (en) | 2017-10-30 | 2020-06-04 | Aptose Biosciences Inc. | Aryl imidazoles for the treatment of cancer |
| DE102018101455A1 (de) * | 2018-01-23 | 2019-07-25 | Brückner Maschinenbau GmbH & Co. KG | Vorrichtung zum mono- oder biaxialen Recken von Kunststoffmaterialabschnitten |
| JP6695373B2 (ja) * | 2018-03-15 | 2020-05-20 | 住友化学株式会社 | 延伸フィルムの製造方法 |
| JP2021525384A (ja) | 2018-05-18 | 2021-09-24 | スリーエム イノベイティブ プロパティズ カンパニー | 成形された光学フィルム |
| US11927783B2 (en) | 2018-07-13 | 2024-03-12 | 3M Innovative Properties Company | Optical system and optical film |
| CN112585511A (zh) | 2018-08-14 | 2021-03-30 | 3M创新有限公司 | 光学系统 |
| JP2021534451A (ja) | 2018-08-15 | 2021-12-09 | スリーエム イノベイティブ プロパティズ カンパニー | マイクロレンズアレイを含む光学要素 |
| US11597198B2 (en) | 2020-10-05 | 2023-03-07 | Meta Platforms Technologies, Llc | Methods of manufacturing optically anisotropic polymer thin films |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2473404A (en) * | 1940-07-25 | 1949-06-14 | Wingfoot Corp | Apparatus for stretching |
| US3193873A (en) * | 1960-12-24 | 1965-07-13 | Dynamit Nobel Ag | Device for the continuous simultaneous transverse and longitudinal drawing of thermoplastic strips |
| US3577586A (en) * | 1967-12-20 | 1971-05-04 | Johnson & Johnson | Apparatus for continuously transversely stretching orientable sheet material |
| US4862564A (en) * | 1987-11-09 | 1989-09-05 | Mobil Oil Corporation | Apparatus for stretching a thermoplastic material web |
| US5826314A (en) * | 1994-07-01 | 1998-10-27 | Nippon Petrochemicals Company, Limited | Device for transversely stretching web |
Family Cites Families (120)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2618012A (en) * | 1948-05-14 | 1952-11-18 | American Viscose Corp | Method and apparatus for two-way stretching a continuous sheet |
| US2823421A (en) * | 1952-05-12 | 1958-02-18 | Du Pont | Stretching of polyethylene terephthalate film |
| US2998772A (en) | 1955-09-02 | 1961-09-05 | William E Land | Plastic bonded explosives rocket warhead |
| NL131087C (zh) * | 1959-07-25 | |||
| US3055048A (en) * | 1959-11-12 | 1962-09-25 | American Viscose Corp | Simultaneous blaxial stretching of film with a tenter frame |
| NL258465A (zh) * | 1960-03-16 | 1900-01-01 | ||
| GB905252A (en) * | 1960-04-04 | 1962-09-05 | Plastic Textile Access Ltd | Improvements in and relating to the stretching of plastic net for molecular orientation of the mesh strands |
| US3296351A (en) * | 1961-08-11 | 1967-01-03 | Phillips Petroleum Co | Method of producing a lateral stretching of a continuous sheet material |
| US3142108A (en) * | 1961-11-16 | 1964-07-28 | Dornier Gmbh Lindauer | Tenter chain mechanism |
| DE1504502B2 (de) * | 1962-03-17 | 1971-08-12 | Lindauer Dormer GmbH, 8990 Lin dau | Reckanlage zum biaxialen recken einer thermoplastischen kunststoffolienbahn |
| US3110927A (en) * | 1962-04-13 | 1963-11-19 | Avisun Corp | Film stretching apparatus |
| DE1259558B (de) | 1962-07-28 | 1968-01-25 | Dornier Gmbh Lindauer | Vorrichtung zum gleichzeitigen biaxialen Recken von Kunststoffolienbahnen |
| DE1206575B (de) | 1963-05-21 | 1965-12-09 | Henschel Werke Ag | Vorrichtung zum Recken von Kunststoffolienbahnen gleichzeitig in Laengs- und Querrichtung |
| JPS4113634Y1 (zh) | 1964-10-03 | 1966-06-27 | ||
| US3502766A (en) * | 1965-01-28 | 1970-03-24 | Nippon Rayon Kk | Process for the improvement of polyamide films |
| US3432894A (en) * | 1967-12-19 | 1969-03-18 | Joh Sons Kleinewerfers | Fabric stretching device |
| ES391123A1 (es) * | 1970-05-19 | 1974-05-01 | Hoechst Ag | Procedimiento y aparato para el estiramiento de laminas de material sintetico termoplastico. |
| US4134957A (en) * | 1970-10-26 | 1979-01-16 | Toyobo Co., Ltd. | Method of stretching polypropylene films |
| DE2110625C3 (de) * | 1971-03-05 | 1980-09-04 | Willi Johann 6204 Taunusstein Schmidt | Verfahren zum Breitstrecken von Kunststoff-Folienbahnen |
| US3985600A (en) * | 1971-07-09 | 1976-10-12 | Consolidated-Bathurst Limited | Method for slitting a film |
| FR2147876B1 (zh) * | 1971-08-05 | 1974-03-29 | Cellophane Sa | |
| DE2356743C3 (de) * | 1973-11-14 | 1978-06-08 | Hoechst Ag, 6000 Frankfurt | Verfahren und Vorrichtung zur Verbesserung der Griffsicherheit von Spannkluppen zur führenden Halterung von Folienbahnrändern während eines Querstreckprozesses |
| JPS5577530A (en) | 1978-12-08 | 1980-06-11 | Polymer Processing Res Inst | Method of producing film uniaxially stretched in widthwise direction |
| DE2853398C3 (de) | 1978-12-11 | 1981-09-17 | Unilever N.V., Rotterdam | Verfahren und Vorrichtung zum simultanen biaxialen Recken einer Folienbahn aus Kunststoff |
| JPS55126427A (en) * | 1979-03-22 | 1980-09-30 | Polymer Processing Res Inst | Lateral stretching device for film and fibrous material |
| JPS5649223A (en) | 1979-09-27 | 1981-05-02 | Kobe Steel Ltd | Method and device for transversely stretching film |
| JPS5649226A (en) | 1979-09-28 | 1981-05-02 | Toyobo Co Ltd | Manufacturing of thermoshrinking polyamide film |
| JPS57163532A (en) * | 1981-04-01 | 1982-10-07 | Polymer Processing Res Inst | Method for orienting film to traverse direction mainly |
| JPS58219024A (ja) * | 1982-06-15 | 1983-12-20 | Polymer Processing Res Inst | 膜・繊維材の延伸方法並びに装置 |
| JPS59185630A (ja) * | 1983-04-06 | 1984-10-22 | Mitsubishi Heavy Ind Ltd | フイルム等帯状物の横延伸倍率制御方法 |
| JPS60103089U (ja) | 1983-12-20 | 1985-07-13 | 株式会社 吉川製作所 | ブレ−キレバ−のレバ−部構造 |
| JPS61227019A (ja) | 1985-04-02 | 1986-10-09 | Polymer Processing Res Inst | 皮膜の横延伸方法及び装置 |
| US4624940A (en) | 1985-04-12 | 1986-11-25 | Engelhard Corporation | High temperature catalyst compositions for internal combustion engine |
| US4577586A (en) * | 1985-05-02 | 1986-03-25 | Morris Fredric H | Automatic ski waxing machine |
| JPH0511114Y2 (zh) | 1985-06-07 | 1993-03-18 | ||
| JPS62134244A (ja) | 1985-12-09 | 1987-06-17 | Toray Ind Inc | ポリエステルフイルムの熱処理方法 |
| JPS62135338A (ja) | 1985-12-09 | 1987-06-18 | Diafoil Co Ltd | 液晶パネル基板用ポリエチレンナフタレ−ト一軸高配向フイルム |
| US4853602A (en) | 1985-12-24 | 1989-08-01 | E. I. Dupont De Nemours And Company | System for using synchronous secondaries of a linear motor to biaxially draw plastic films |
| FR2593434B1 (fr) | 1986-01-29 | 1988-07-15 | Extrusion Calandrage Ste Fse | Mecanisme d'etirage transversal et en continu d'un film plastique |
| JPH0651119B2 (ja) | 1986-03-04 | 1994-07-06 | 株式会社佐竹製作所 | 米粒加圧加湿装置 |
| JPS62263023A (ja) | 1986-05-12 | 1987-11-16 | Teijin Ltd | 熱可塑性樹脂フイルムの弛緩熱処理法 |
| JPS62268629A (ja) | 1986-05-19 | 1987-11-21 | Teijin Ltd | 熱可塑性樹脂フイルムの熱処理方法 |
| JPH0831012B2 (ja) | 1987-08-20 | 1996-03-27 | 株式会社日立製作所 | データ検証試験方法 |
| JPH0627321Y2 (ja) | 1988-02-15 | 1994-07-27 | 株式会社クラタ産業 | 研磨工具 |
| JPH0643321Y2 (ja) | 1988-03-03 | 1994-11-09 | 株式会社ヤマデ | ポリマー改質アスファルトルーフィング |
| US5004649A (en) | 1988-04-13 | 1991-04-02 | Idemitsu Kosan Co., Ltd. | Resin laminates and a process for production thereof |
| US5000806A (en) * | 1988-04-19 | 1991-03-19 | Paper Converting Machine Company | Method and apparatus for applying an elastic strand to a disposable diaper |
| US5296080A (en) * | 1988-04-19 | 1994-03-22 | Paper Converting Machine Company | Apparatus for applying an elastic waistband to a disposable diaper |
| US5072493A (en) * | 1988-06-22 | 1991-12-17 | E. I. Du Pont De Nemours And Company | Apparatus for drawing plastic film in a tenter frame |
| JPH0830765B2 (ja) | 1988-09-26 | 1996-03-27 | 富士写真フイルム株式会社 | 位相差フイルムの製造方法 |
| JPH0634815Y2 (ja) | 1988-12-12 | 1994-09-14 | ウシオ電機株式会社 | 空気浄化装置 |
| JPH0429827Y2 (zh) | 1989-01-11 | 1992-07-20 | ||
| JPH089883B2 (ja) | 1989-06-08 | 1996-01-31 | ミサワホーム株式会社 | 陸梁の施工方法 |
| JPH03124426A (ja) | 1989-10-09 | 1991-05-28 | Teijin Chem Ltd | フイルムの延伸方法 |
| DE3936345C1 (zh) | 1989-11-02 | 1991-03-07 | Man Roland Druckmaschinen Ag, 6050 Offenbach, De | |
| JPH03182701A (ja) | 1989-12-13 | 1991-08-08 | Nippon Kayaku Co Ltd | 延伸フィルム及びその製造法 |
| JPH0643097B2 (ja) | 1990-03-27 | 1994-06-08 | ダイアホイルヘキスト株式会社 | 二軸配向ポリエステルフィルムの製造方法 |
| US5043036A (en) * | 1990-03-30 | 1991-08-27 | Minnesota Mining And Manufacturing Company | Width stretching device |
| JPH03284934A (ja) | 1990-03-31 | 1991-12-16 | Diafoil Co Ltd | 二軸配向ポリエステルフィルムの製造方法 |
| JPH0429827A (ja) | 1990-05-28 | 1992-01-31 | Hitachi Ltd | シート状物の同時二軸延伸装置 |
| JPH04113634A (ja) | 1990-09-03 | 1992-04-15 | Matsushita Electric Ind Co Ltd | 半導体装置の製造方法 |
| JPH0511113A (ja) | 1991-07-05 | 1993-01-19 | Sekisui Chem Co Ltd | 位相差板の製造方法 |
| JPH0511114A (ja) | 1991-07-08 | 1993-01-19 | Sekisui Chem Co Ltd | 位相差板の製造方法 |
| JPH05150115A (ja) | 1991-11-28 | 1993-06-18 | Sekisui Chem Co Ltd | 位相差板の製造方法 |
| JPH05241021A (ja) | 1992-02-27 | 1993-09-21 | Sekisui Chem Co Ltd | 位相差フィルムの製造方法 |
| JPH05288932A (ja) | 1992-04-07 | 1993-11-05 | Sekisui Chem Co Ltd | 位相差板の製造方法 |
| JPH05288931A (ja) | 1992-04-07 | 1993-11-05 | Sekisui Chem Co Ltd | 位相差板の製造方法 |
| JPH0627321A (ja) | 1992-07-13 | 1994-02-04 | Sekisui Chem Co Ltd | 位相差板の製造方法 |
| JPH0634815A (ja) | 1992-07-15 | 1994-02-10 | Sekisui Chem Co Ltd | 位相差フィルムの製造方法 |
| US5215334A (en) * | 1992-07-23 | 1993-06-01 | Presson Ronald C | Emergency medical card |
| JPH0643321A (ja) | 1992-07-24 | 1994-02-18 | Sekisui Chem Co Ltd | 位相差フィルムの製造方法 |
| JPH0651119A (ja) | 1992-07-28 | 1994-02-25 | Sekisui Chem Co Ltd | 位相差板の製造方法 |
| JPH0651116A (ja) | 1992-07-31 | 1994-02-25 | Sekisui Chem Co Ltd | 位相差フィルムの製造方法 |
| US5882774A (en) | 1993-12-21 | 1999-03-16 | Minnesota Mining And Manufacturing Company | Optical film |
| DE69435174D1 (de) | 1993-12-21 | 2009-01-15 | Minnesota Mining & Mfg | Mehrschichtiger optischer Film |
| US6096375A (en) | 1993-12-21 | 2000-08-01 | 3M Innovative Properties Company | Optical polarizer |
| CA2125807A1 (en) * | 1994-03-14 | 1995-09-15 | Edward Heerman Ruscher | Apparatus and method for stretching an elastomeric material in a cross machine direction |
| US5517737A (en) | 1994-06-06 | 1996-05-21 | The Procter & Gamble Company | Apparatus for continuously stretching or continuously releasing stretching forces from a web using two pairs of opposing non-planar belts |
| NL9400844A (nl) * | 1994-05-24 | 1996-01-02 | Boschman Holding Bv | Werkwijze en inrichting voor het ommantelen van voorwerpen. |
| JP2999379B2 (ja) | 1994-10-11 | 2000-01-17 | 帝人株式会社 | 延伸フィルムの弛緩熱処理方法 |
| US5717737A (en) * | 1995-06-01 | 1998-02-10 | Padcom, Inc. | Apparatus and method for transparent wireless communication between a remote device and a host system |
| EP0778477B1 (en) | 1995-06-23 | 2002-10-02 | The Furukawa Electric Co., Ltd. | Light reflection plate |
| US5699188A (en) * | 1995-06-26 | 1997-12-16 | Minnesota Mining And Manufacturing Co. | Metal-coated multilayer mirror |
| CN1106937C (zh) * | 1995-06-26 | 2003-04-30 | 美国3M公司 | 带有附加涂层或附加层的多层聚合物薄膜 |
| US5867316A (en) * | 1996-02-29 | 1999-02-02 | Minnesota Mining And Manufacturing Company | Multilayer film having a continuous and disperse phase |
| US5825543A (en) | 1996-02-29 | 1998-10-20 | Minnesota Mining And Manufacturing Company | Diffusely reflecting polarizing element including a first birefringent phase and a second phase |
| US5783120A (en) * | 1996-02-29 | 1998-07-21 | Minnesota Mining And Manufacturing Company | Method for making an optical film |
| US6590705B1 (en) * | 1996-02-29 | 2003-07-08 | 3M Innovative Properties Company | Optical film with co-continuous phases |
| JPH116905A (ja) | 1997-06-16 | 1999-01-12 | Nitto Denko Corp | 光拡散フィルムおよびその製法 |
| US5885501A (en) * | 1997-06-24 | 1999-03-23 | E. I. Du Pont De Nemours And Company | Process for preparing dimensionally stabilized biaxially stretched thermoplastic film |
| US5771547A (en) * | 1997-08-14 | 1998-06-30 | E.I. Du Pont De Nemours And Company | Tenter clip cleaning method and apparatus |
| US5882574A (en) * | 1997-10-14 | 1999-03-16 | Owens-Brockway Plastic Products Inc. | Injection extrusion blow molding process for making multiple compartment plastic containers |
| DE69942143D1 (de) | 1998-01-13 | 2010-04-29 | Minnesota Mining & Mfg | Verfahren und vorrichtung zur herstellung mehrschichtiger optischer folien |
| US6113811A (en) * | 1998-01-13 | 2000-09-05 | 3M Innovative Properties Company | Dichroic polarizing film and optical polarizer containing the film |
| US6179948B1 (en) * | 1998-01-13 | 2001-01-30 | 3M Innovative Properties Company | Optical film and process for manufacture thereof |
| US6111697A (en) * | 1998-01-13 | 2000-08-29 | 3M Innovative Properties Company | Optical device with a dichroic polarizer and a multilayer optical film |
| US6531230B1 (en) | 1998-01-13 | 2003-03-11 | 3M Innovative Properties Company | Color shifting film |
| US6788463B2 (en) * | 1998-01-13 | 2004-09-07 | 3M Innovative Properties Company | Post-formable multilayer optical films and methods of forming |
| GB9803848D0 (en) * | 1998-02-25 | 1998-04-22 | Ici Ltd | Multi-layer polymer films |
| ITTO980580A1 (it) | 1998-07-02 | 2000-01-02 | C R F Societa Consotile Per Az | Dispositivo emettitore di luce, a base di materiale organico elettro- luminescente, con interfaccia esterna conformata |
| WO2000007046A1 (en) | 1998-07-31 | 2000-02-10 | Minnesota Mining And Manufacturing Company | Post-formable multilayer optical films and methods of forming |
| US6358457B1 (en) | 1998-11-13 | 2002-03-19 | 3M Innovative Properties Company | Method of stretching films according to an overbias or overstretch profile |
| JP2000162419A (ja) | 1998-11-26 | 2000-06-16 | Toyobo Co Ltd | 位相差フィルム |
| US6515785B1 (en) * | 1999-04-22 | 2003-02-04 | 3M Innovative Properties Company | Optical devices using reflecting polarizing materials |
| JP4113634B2 (ja) | 1999-05-11 | 2008-07-09 | 株式会社テラモト | 敷物 |
| US6654170B1 (en) * | 1999-10-12 | 2003-11-25 | 3M Innovative Properties Company | Optical device having continuous and disperse phases |
| KR20020065893A (ko) | 1999-10-29 | 2002-08-14 | 트러스티스 오브 프린스턴 유니버시티 | 구형 패턴을 가지는 유기발광 다이오드 |
| US6501218B1 (en) | 2000-06-12 | 2002-12-31 | General Electric Company | Outdoor electroluminescent display devices |
| US6673425B1 (en) * | 2000-10-27 | 2004-01-06 | 3M Innovative Properties Company | Method and materials for preventing warping in optical films |
| US7052762B2 (en) * | 2001-05-24 | 2006-05-30 | 3M Innovative Properties Company | Low Tg multilayer optical films |
| US6939499B2 (en) * | 2001-05-31 | 2005-09-06 | 3M Innovative Properties Company | Processes and apparatus for making transversely drawn films with substantially uniaxial character |
| US6609795B2 (en) * | 2001-06-11 | 2003-08-26 | 3M Innovative Properties Company | Polarizing beam splitter |
| US7153122B2 (en) * | 2002-05-28 | 2006-12-26 | 3M Innovative Properties Company | Apparatus for making transversely drawn films with substantially uniaxial character |
| US6949212B2 (en) * | 2002-11-27 | 2005-09-27 | 3M Innovative Properties Company | Methods and devices for stretching polymer films |
| US6936209B2 (en) * | 2002-11-27 | 2005-08-30 | 3M Innovative Properties Company | Methods and devices for processing polymer films |
| US7213958B2 (en) * | 2004-06-30 | 2007-05-08 | 3M Innovative Properties Company | Phosphor based illumination system having light guide and an interference reflector |
| US20060141220A1 (en) * | 2004-12-23 | 2006-06-29 | Merrill William W | Uniaxially oriented article having a structured surface |
| EP1869507A2 (en) | 2005-04-06 | 2007-12-26 | 3M Innovative Properties Company | Diffuse reflective polariziing films with orientable polymer blends |
| US20060227421A1 (en) * | 2005-04-06 | 2006-10-12 | Stover Carl A | Optical bodies including strippable boundary layers |
| KR101287740B1 (ko) * | 2005-04-08 | 2013-07-18 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 광학 필름의 열 경화법 |
-
2002
- 2002-05-28 US US10/156,347 patent/US6939499B2/en not_active Expired - Lifetime
- 2002-05-28 US US10/156,348 patent/US6916440B2/en not_active Expired - Lifetime
- 2002-05-29 AT AT02737292T patent/ATE530329T1/de not_active IP Right Cessation
- 2002-05-29 WO PCT/US2002/016948 patent/WO2002096622A1/en active Application Filing
- 2002-05-29 KR KR1020037015523A patent/KR100866176B1/ko active IP Right Grant
- 2002-05-29 CN CNB028109376A patent/CN100374282C/zh not_active Expired - Lifetime
- 2002-05-29 TW TW91111506A patent/TW575494B/zh not_active IP Right Cessation
- 2002-05-29 AU AU2002310230A patent/AU2002310230A1/en not_active Abandoned
- 2002-05-29 JP JP2002593121A patent/JP2005501757A/ja active Pending
- 2002-05-29 EP EP02737255.6A patent/EP1390193B1/en not_active Expired - Lifetime
- 2002-05-29 JP JP2002593122A patent/JP4623935B2/ja not_active Expired - Lifetime
- 2002-05-29 EP EP02737292A patent/EP1526961B1/en not_active Expired - Lifetime
- 2002-05-29 EP EP10180145.4A patent/EP2277682B1/en not_active Expired - Lifetime
- 2002-05-29 EP EP11175254.9A patent/EP2394805A3/en not_active Withdrawn
- 2002-05-29 TW TW091111507A patent/TW548176B/zh not_active IP Right Cessation
- 2002-05-29 WO PCT/US2002/017148 patent/WO2002096621A2/en active Search and Examination
-
2004
- 2004-09-03 US US10/933,729 patent/US7229271B2/en not_active Expired - Lifetime
-
2007
- 2007-01-18 US US11/624,374 patent/US7740470B2/en not_active Expired - Lifetime
-
2009
- 2009-09-30 JP JP2009229012A patent/JP5888835B2/ja not_active Expired - Lifetime
-
2010
- 2010-06-21 US US12/819,329 patent/US9314961B2/en not_active Expired - Lifetime
-
2012
- 2012-02-15 JP JP2012030721A patent/JP5921908B2/ja not_active Expired - Lifetime
-
2013
- 2013-03-08 JP JP2013047087A patent/JP5747051B2/ja not_active Expired - Lifetime
-
2016
- 2016-04-18 US US15/131,283 patent/US10913199B2/en not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2473404A (en) * | 1940-07-25 | 1949-06-14 | Wingfoot Corp | Apparatus for stretching |
| US3193873A (en) * | 1960-12-24 | 1965-07-13 | Dynamit Nobel Ag | Device for the continuous simultaneous transverse and longitudinal drawing of thermoplastic strips |
| US3577586A (en) * | 1967-12-20 | 1971-05-04 | Johnson & Johnson | Apparatus for continuously transversely stretching orientable sheet material |
| US4862564A (en) * | 1987-11-09 | 1989-09-05 | Mobil Oil Corporation | Apparatus for stretching a thermoplastic material web |
| US5826314A (en) * | 1994-07-01 | 1998-10-27 | Nippon Petrochemicals Company, Limited | Device for transversely stretching web |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100374282C (zh) | 采用基本单轴取向来制备横向拉伸膜的方法及设备 | |
| CN100369738C (zh) | 拉伸聚合物薄膜的方法和设备 | |
| EP1572436B1 (en) | Method and device for processing polymer films | |
| US20070116793A1 (en) | Processes and apparatus for making transversely drawn films with substantially uniaxial character | |
| KR20220136233A (ko) | 연신 필름의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20080312 |